<pubnumber> 736B94001
736B94001 </pubnumber>
<title>Guidance Manual for Selecting Protective Clothing for Agricultural Pesticides Operations</title>
<pages>354</pages>
<pubyear>1994</pubyear>
<provider>NEPIS</provider>
<access>online</access>
<operator>BO</operator>
<scandate>04/07/97</scandate>
<origin>hardcopy</origin>
<type>single page tiff</type>
<keyword>ppe pesticide clothing pesticides glove fabrics permeation protective protection gloves heat materials chemical rubber face cotton appendices laundering material stress</keyword>
Guidance Manual for
Selecting Protective Clothing
for Agricultural Pesticides
Operations
Contract No. 68-C9-0037
Work Assignment 0-20
Project Officer
Uwe Frank
Risk Reduction Engineering Laboratory
U.S. Environmental Protection Agency
Edison, New Jersey 08837-3679
Risk Reduction Engineering Laboratory
Office Of Research And Development
U.S. Environmental Protection Agency
Cincinnati, Ohio 45268
image:
</pubnumber>
<title>Guidance Manual for Selecting Protective Clothing for Agricultural Pesticides Operations</title>
<pages>354</pages>
<pubyear>1994</pubyear>
<provider>NEPIS</provider>
<access>online</access>
<operator>BO</operator>
<scandate>04/07/97</scandate>
<origin>hardcopy</origin>
<type>single page tiff</type>
<keyword>ppe pesticide clothing pesticides glove fabrics permeation protective protection gloves heat materials chemical rubber face cotton appendices laundering material stress</keyword>
Guidance Manual for
Selecting Protective Clothing
for Agricultural Pesticides
Operations
Contract No. 68-C9-0037
Work Assignment 0-20
Project Officer
Uwe Frank
Risk Reduction Engineering Laboratory
U.S. Environmental Protection Agency
Edison, New Jersey 08837-3679
Risk Reduction Engineering Laboratory
Office Of Research And Development
U.S. Environmental Protection Agency
Cincinnati, Ohio 45268
image:
 Disclaimer
The information in this document has been funded wholly or in part by the
United States Environmental Protection Agency (EPA) under Contract No.
68-C9-0037 to Arthur D. Little, Inc. It has been subjected to the Agency's
peer and administrative review, and it has been approved for publication as
an EPA document. Mention of trade names or commercial products does
not constitute endorsement or recommendation for use.
image:
Disclaimer
The information in this document has been funded wholly or in part by the
United States Environmental Protection Agency (EPA) under Contract No.
68-C9-0037 to Arthur D. Little, Inc. It has been subjected to the Agency's
peer and administrative review, and it has been approved for publication as
an EPA document. Mention of trade names or commercial products does
not constitute endorsement or recommendation for use.
image:
 Foreword
Today's rapidly developing and changing technologies and industrial prod-
ucts and practices frequently carry with them the increased generation of
materials that, if improperly dealt with, can threaten both public health and
the environment. The U.S. Environmental Protection Agency (EPA) is ,
charged by Congress with protecting the Nation's land, air, and water
resources. Under a mandate of national environmental laws, the agency
strives to formulate and implement actions leading to a compatible balance
between human activities and the ability of natural systems to define our
environmental problems, measure the impacts, and search for solutions.
The Risk Reduction Engineering Laboratory is responsible for planning,
implementing, and managing research, development, and demonstration
programs to provide an authoritative, defensible engineering basis in support
of the policies, programs, and regulations of the EPA with respect to drink-
ing water, wastewater, pesticides, toxic substances, solid and hazardous
wastes, and Superfund-related activities.
Under the Federal Insecticide, Fungicide, and Rodenticide Act (FTFRA),
the EPA and, more specifically, its Office of Pesticides Programs (OPP) is
mandated to protect the health and safety of agricultural pesticide handlers
and agricultural workers who may be exposed to pesticides. In support of
this mission, this manual consolidates and extends information on the per-
formance, availability, and limitations of personnel protective equipment
required for pesticide handlers. Based on this information, guidance is
developed for the selection, use, and reuse of such equipment. This publica-
tion provides a vital communications link between the researcher and the
user community.
E. Timothy Oppelt, Director
Risk Reduction Engineering Laboratory
image:
Foreword
Today's rapidly developing and changing technologies and industrial prod-
ucts and practices frequently carry with them the increased generation of
materials that, if improperly dealt with, can threaten both public health and
the environment. The U.S. Environmental Protection Agency (EPA) is ,
charged by Congress with protecting the Nation's land, air, and water
resources. Under a mandate of national environmental laws, the agency
strives to formulate and implement actions leading to a compatible balance
between human activities and the ability of natural systems to define our
environmental problems, measure the impacts, and search for solutions.
The Risk Reduction Engineering Laboratory is responsible for planning,
implementing, and managing research, development, and demonstration
programs to provide an authoritative, defensible engineering basis in support
of the policies, programs, and regulations of the EPA with respect to drink-
ing water, wastewater, pesticides, toxic substances, solid and hazardous
wastes, and Superfund-related activities.
Under the Federal Insecticide, Fungicide, and Rodenticide Act (FTFRA),
the EPA and, more specifically, its Office of Pesticides Programs (OPP) is
mandated to protect the health and safety of agricultural pesticide handlers
and agricultural workers who may be exposed to pesticides. In support of
this mission, this manual consolidates and extends information on the per-
formance, availability, and limitations of personnel protective equipment
required for pesticide handlers. Based on this information, guidance is
developed for the selection, use, and reuse of such equipment. This publica-
tion provides a vital communications link between the researcher and the
user community.
E. Timothy Oppelt, Director
Risk Reduction Engineering Laboratory
image:
 image:
image:
 Abstract
The Federal Insecticide, Fungicide, and Rodenticide Act (FIFRA) and its
amendments provide for the protection of the health and safety of farmers
and farm workers who may be exposed to pesticides. Reduced contact with
the active ingredients and other components of pesticides is particularly
important for people who mix, load, and apply pesticides. Personal protec-
tive equipment is one means by which contact with potentially harmful
pesticides can be minimized.
The Guidance Manual summarized here consolidates and extends literature
information on the barrier effectiveness of protective materials to pesticides,
the effect of personal protective equipment (PPE) on the productivity of
pesticide handlers, heat stress associated with the use of PPE, and methods
for decontamination of PPE. The Guidance Manual contains extensive
appendices describing commercially available products.
image:
Abstract
The Federal Insecticide, Fungicide, and Rodenticide Act (FIFRA) and its
amendments provide for the protection of the health and safety of farmers
and farm workers who may be exposed to pesticides. Reduced contact with
the active ingredients and other components of pesticides is particularly
important for people who mix, load, and apply pesticides. Personal protec-
tive equipment is one means by which contact with potentially harmful
pesticides can be minimized.
The Guidance Manual summarized here consolidates and extends literature
information on the barrier effectiveness of protective materials to pesticides,
the effect of personal protective equipment (PPE) on the productivity of
pesticide handlers, heat stress associated with the use of PPE, and methods
for decontamination of PPE. The Guidance Manual contains extensive
appendices describing commercially available products.
image:
 image:
image:
 Table of Contents
1 Introduction 1
1.1 Pesticide Regulation 1
1.1.1 Current Role of the Environmental Protection Agency 1
1.1.2 Office of Pesticide Programs Mission 1
1.1.3 Office of Pesticide Programs Involvement with Personal
Protective Equipment 1
1.1.4 Office of Research and Development's Personnel Protection
Program 2
1.2 Purpose of Guidance Manual 3
1.3 Guidance Manual Content 3
2 Handling Pesticides 5
Section in Brief
2.1 Introduction 5
2.2 Handling Activities 5
2.2.1 Mixing pesticides 5
2.2.2 Loading pesticides 6
2.2.3 Applying pesticides 6
2.3 Formulation Characteristics 6
2.3.1 Form 7
2.3.2 Toxicity 7
2.3.3 Concentration 8
2.3.4 Additives and inert ingredients 8
2.4 Exposure Scenarios 8
2.4.1 On foot 8
2.4.2 On a vehicle 9
2.4.3 By air 10
2.4.4 Exposure scenarios deserving special consideration 10
2 A A.I Engineering Controls 10
2.4.4.2 Enclosed Areas 10
2.5 Environmental Factors 10
2.5.1 Weather 10
2.5.2 Terrain 11
2.6 Facility Amenities 11
2.6.1 Decontamination areas 11
2.6.2 Health monitoring 12
image:
Table of Contents
1 Introduction 1
1.1 Pesticide Regulation 1
1.1.1 Current Role of the Environmental Protection Agency 1
1.1.2 Office of Pesticide Programs Mission 1
1.1.3 Office of Pesticide Programs Involvement with Personal
Protective Equipment 1
1.1.4 Office of Research and Development's Personnel Protection
Program 2
1.2 Purpose of Guidance Manual 3
1.3 Guidance Manual Content 3
2 Handling Pesticides 5
Section in Brief
2.1 Introduction 5
2.2 Handling Activities 5
2.2.1 Mixing pesticides 5
2.2.2 Loading pesticides 6
2.2.3 Applying pesticides 6
2.3 Formulation Characteristics 6
2.3.1 Form 7
2.3.2 Toxicity 7
2.3.3 Concentration 8
2.3.4 Additives and inert ingredients 8
2.4 Exposure Scenarios 8
2.4.1 On foot 8
2.4.2 On a vehicle 9
2.4.3 By air 10
2.4.4 Exposure scenarios deserving special consideration 10
2 A A.I Engineering Controls 10
2.4.4.2 Enclosed Areas 10
2.5 Environmental Factors 10
2.5.1 Weather 10
2.5.2 Terrain 11
2.6 Facility Amenities 11
2.6.1 Decontamination areas 11
2.6.2 Health monitoring 12
image:
 2.7
Conclusion
13
3 Chemical-Resistant PPE Products IS
Section in Brief
3.1 Introduction 15
3.2 Hand and Forearm Protection 15
3.2.1 Glove manufacturing methods and materials 15
3.2.1.1 Latex System 16
3.2.1.2 Solvent-Based System 17
3.2.1.3 Plastisol System 17
3.2.1.4 Lining 18
3.2.2 Design features 18
3.2.2.1 Thickness 19
3.2.2.2 Glove Size 19
3.2.2.3 Length 20
3.2.2.4 Liners 20
3.2.2.5 Cuff Style 21
3.2.2.6 Grip Type 21
3.2.3 Sleeves 21
3.3 Foot Protection 22
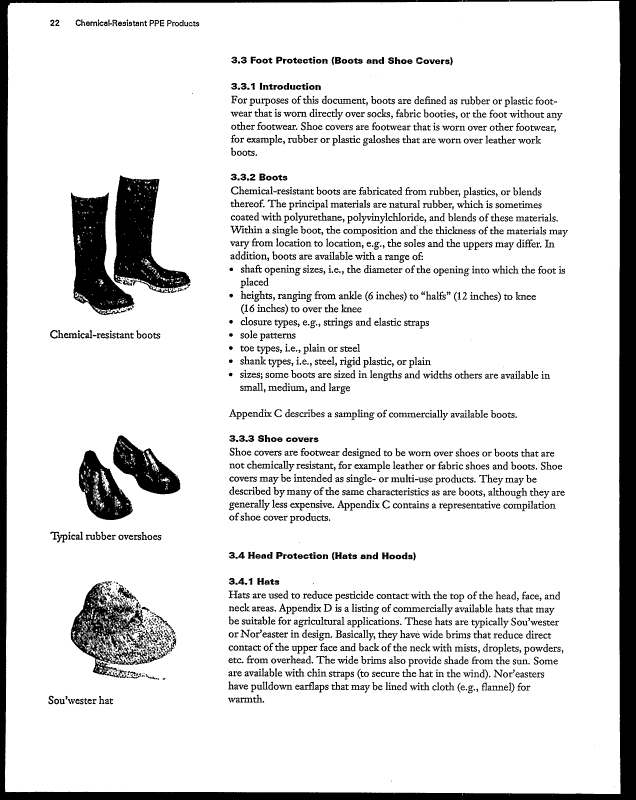
3.3.1 Introduction 22
3.3.2 Boots 22
3.3.3 Shoe covers 22
3.4 Head Protection 22
3.4.1 Hats 22
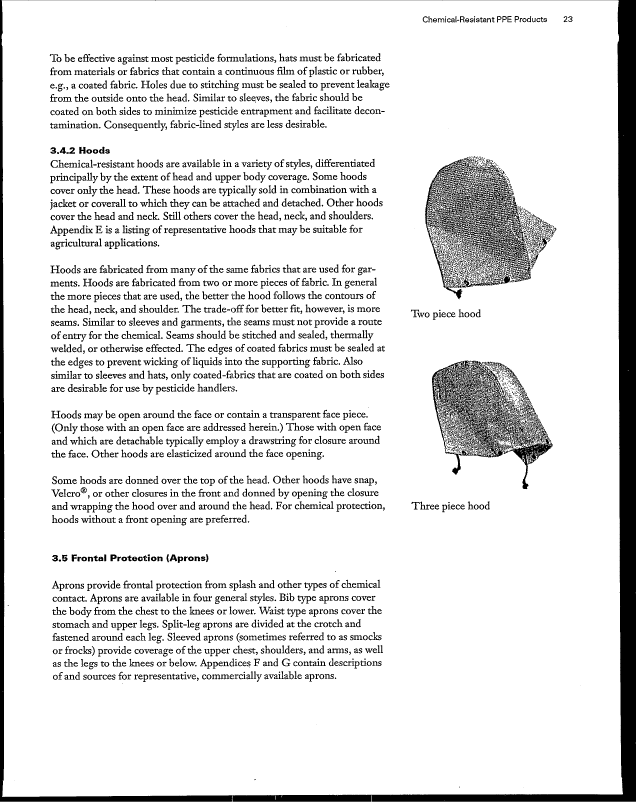
3.4.2 Hoods 23
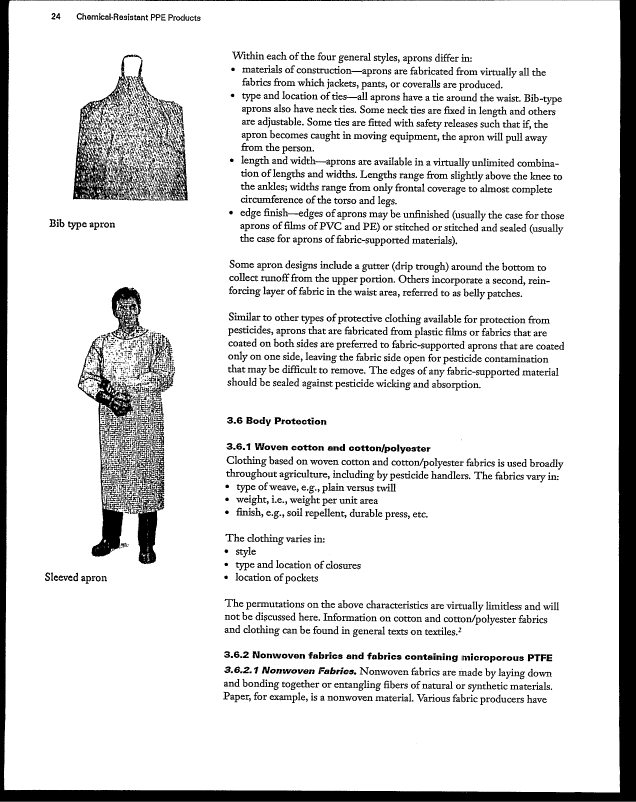
3.5 Frontal Protection 23
3.6 Body Protection 24
3.6.1 Woven cotton and cotton/polyester 24
3.6.2 Nonwoven fabrics and fabrics containing microporous PTFE 24
3.6.2.1 Nonwoven fabrics 24
3.6.2.2 Fabrics containing microporous PTFE 26
3.6.3 Plastic or rubber film/sheet, film-coated or -laminated woven or
nonwoven fabrics 26
3.7 Physical Characteristics 27
References 30
4 PPE Performance as a Barrier to Pesticides 31
Section in Brief
4.1 Overview 31
4.2 Measures of Chemical Resistance 32
4.2.1 Penetration 32
4.2.1.1 ASTM F903—Resistance of protective clothing materials
to penetration by liquids 3 3
4.2.1.2 ISO 6530—Clothing for limited protection against dangerous
liquid chemicals—resistance to penetration—marking 3 3
4.2.1.3 AATCC 22-1985—Water Repellency: Spray Test 33
4.2.2 Permeation 33
4.2.2.1 Theory 33
4.2.2.2 Permeation Test Methods 35
image:
2.7
Conclusion
13
3 Chemical-Resistant PPE Products IS
Section in Brief
3.1 Introduction 15
3.2 Hand and Forearm Protection 15
3.2.1 Glove manufacturing methods and materials 15
3.2.1.1 Latex System 16
3.2.1.2 Solvent-Based System 17
3.2.1.3 Plastisol System 17
3.2.1.4 Lining 18
3.2.2 Design features 18
3.2.2.1 Thickness 19
3.2.2.2 Glove Size 19
3.2.2.3 Length 20
3.2.2.4 Liners 20
3.2.2.5 Cuff Style 21
3.2.2.6 Grip Type 21
3.2.3 Sleeves 21
3.3 Foot Protection 22
3.3.1 Introduction 22
3.3.2 Boots 22
3.3.3 Shoe covers 22
3.4 Head Protection 22
3.4.1 Hats 22
3.4.2 Hoods 23
3.5 Frontal Protection 23
3.6 Body Protection 24
3.6.1 Woven cotton and cotton/polyester 24
3.6.2 Nonwoven fabrics and fabrics containing microporous PTFE 24
3.6.2.1 Nonwoven fabrics 24
3.6.2.2 Fabrics containing microporous PTFE 26
3.6.3 Plastic or rubber film/sheet, film-coated or -laminated woven or
nonwoven fabrics 26
3.7 Physical Characteristics 27
References 30
4 PPE Performance as a Barrier to Pesticides 31
Section in Brief
4.1 Overview 31
4.2 Measures of Chemical Resistance 32
4.2.1 Penetration 32
4.2.1.1 ASTM F903—Resistance of protective clothing materials
to penetration by liquids 3 3
4.2.1.2 ISO 6530—Clothing for limited protection against dangerous
liquid chemicals—resistance to penetration—marking 3 3
4.2.1.3 AATCC 22-1985—Water Repellency: Spray Test 33
4.2.2 Permeation 33
4.2.2.1 Theory 33
4.2.2.2 Permeation Test Methods 35
image:
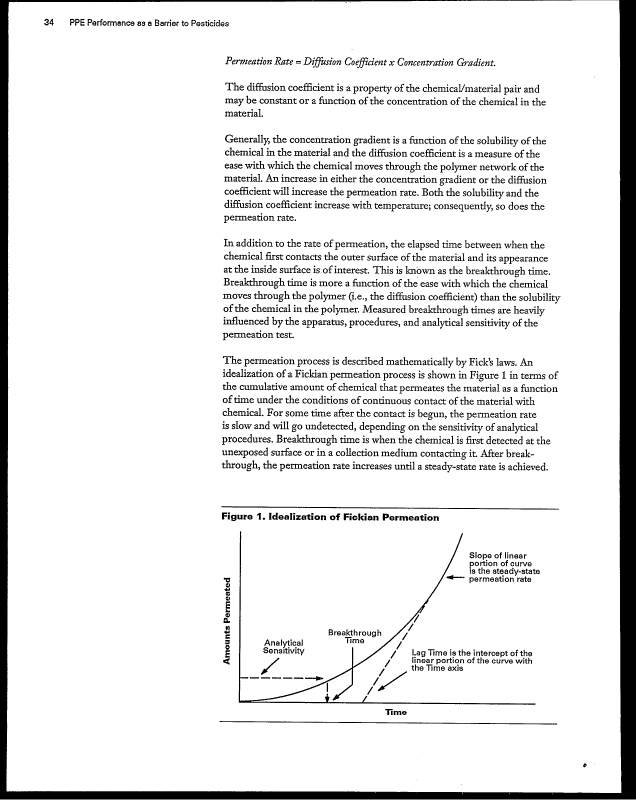
 4.2.2.2.1 Overview 35
4.2.2.2.2 Continuous exposure 36
4.2.2.2.3 Intermittent exposure 38
4.2.2.3 Factors affecting permeation test results 39
4.2.3 Degradation 42
4.3 Arm/Hand Protection 43
4.3.1 Introduction 43
4.3.2 Pesticide formulation types 43
4.3.3 Solvent permeation 44
4.3.4 Pesticide formulation permeation 49
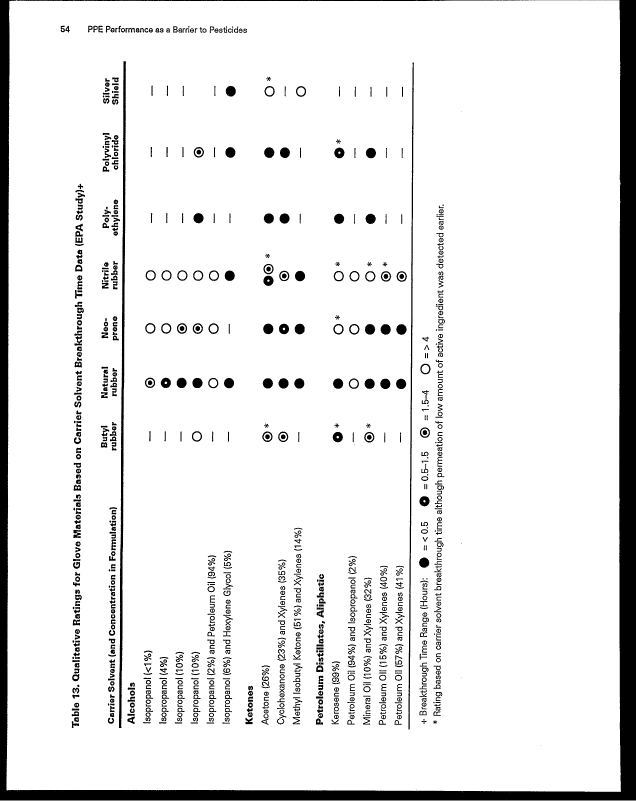
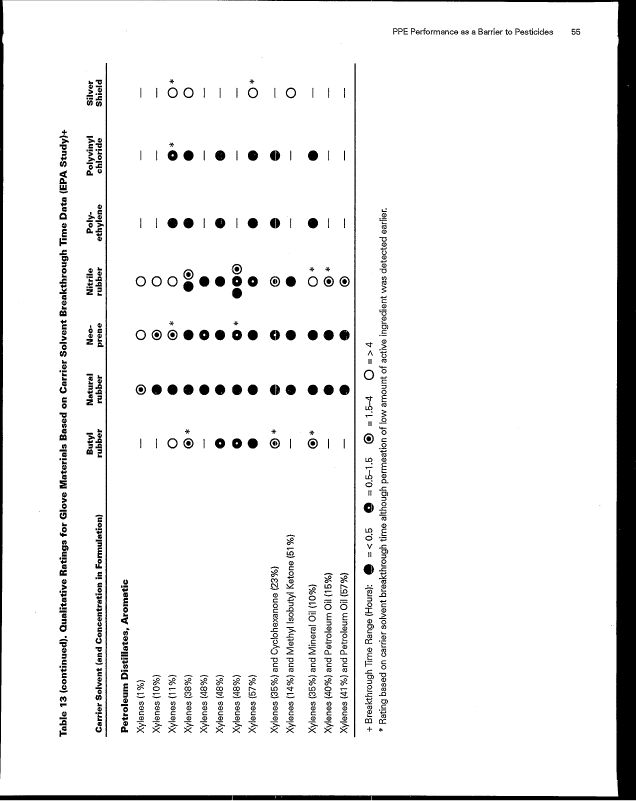
4.3.4.1 EPA pesticide permeation study 49
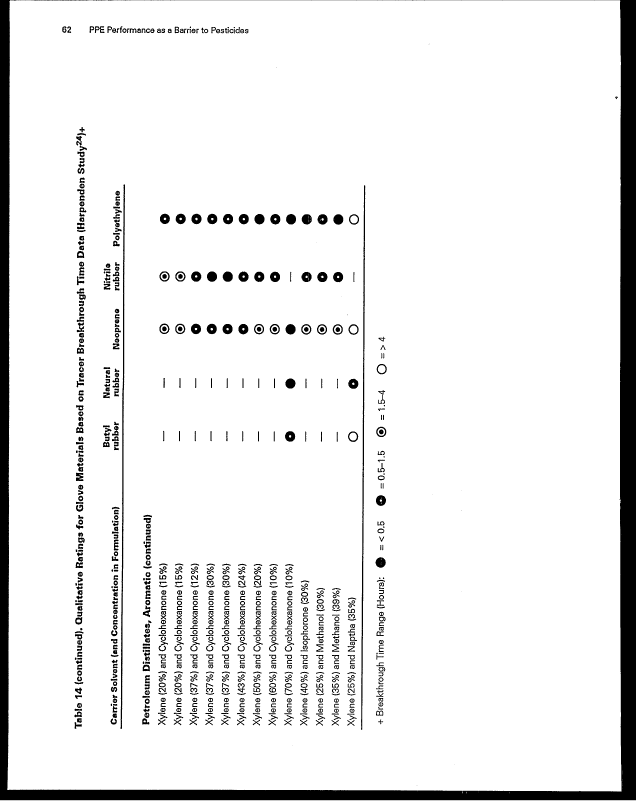
4.3.4.2 Harpenden tracer study 57
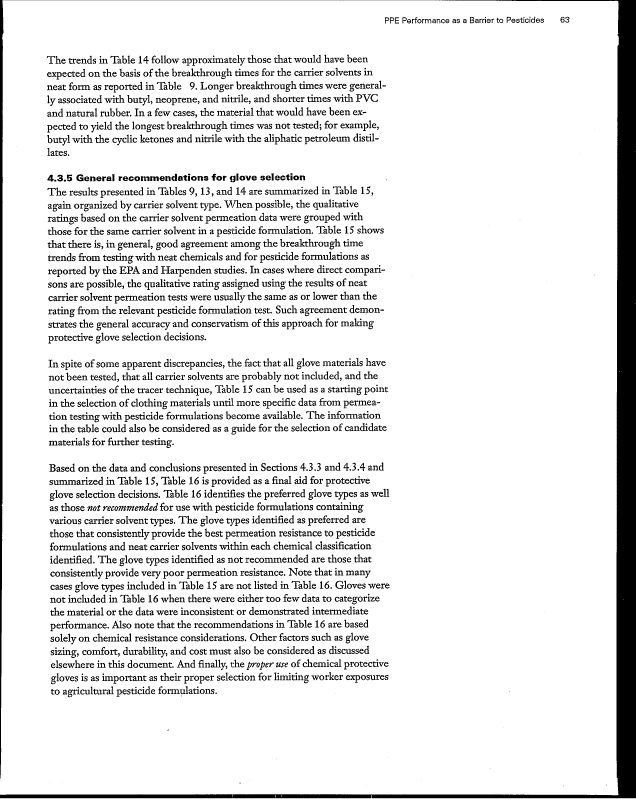
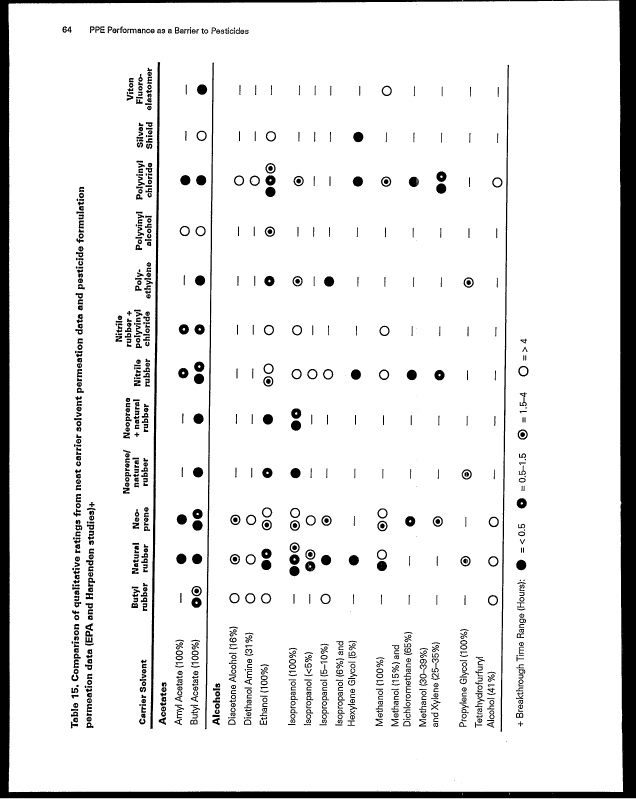
4.3.5 General recommendations for glove selection 63
4.4 Body Protection 70
4.4.1 Introduction 70
4.4.2 Woven cotton and cotton/polyester fabrics 70
4.4.2.1 Effect of pesticide amount 70
4.4.2.2 Effect of fabric type 71
4.4.2.3 Effect of fabric finish 72
4.4.2.4 Effect of laundering 74
4.4.2.5 Effect of temperature and humidity 74
4.4.3 Nonwoven fabrics, including microporous PTFE 74
4.4.4 Film-coated or -laminated woven or nonwoven fabrics 75
4.4.5 Garment design 76
References 78
5 Eye and Face Protection 83
Section in Brief
5.1 Introduction 83
5.2 OSHA Eye and Face Protection Requirements 83
5.3 ANSI Z87.1-1989 84
5.4 Selection Guidance , 84
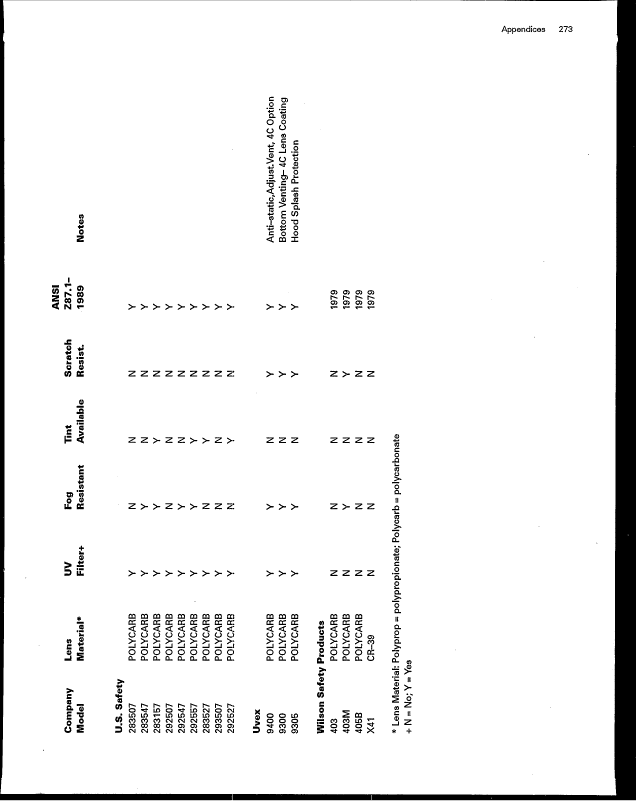
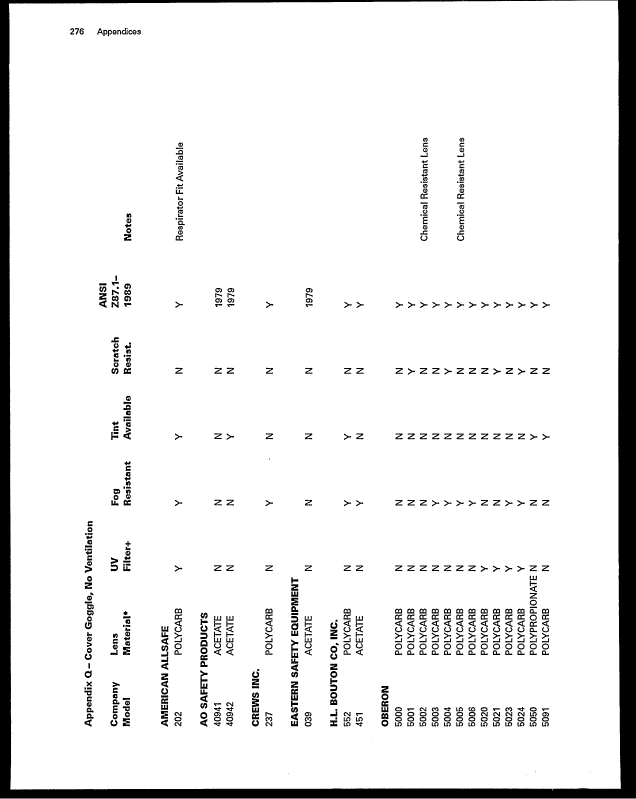
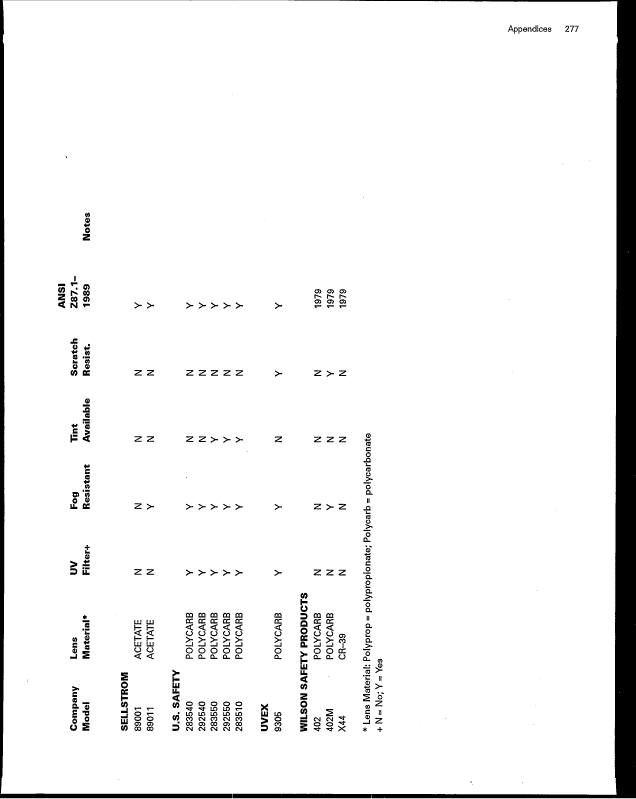
5.5 Commercially Available Products 86
5.5.1 Cover goggles-indirect ventilation and no ventilation 86
5.5.1.1 Lens material 87
5. 5; 1.2 UV protection 87
5.5.1.3 Anti-fogging 87
5.5.1.4 Tinting 87.
5.5.1.5 Scratch resistance 87
5.5.1.6 Prescription glasses 87
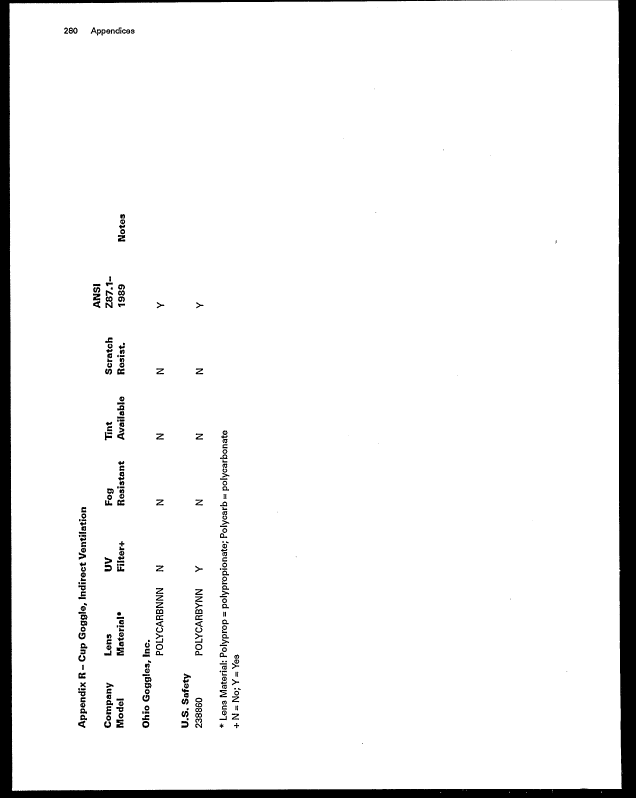
5.5.2 Cup goggles-indirect ventilation 88
5.5.3 Face shields 88
5.5.4 Headbands 88
5.5.5 Use and maintenance 88
5.5.6 Respirators 89
References
90
image:
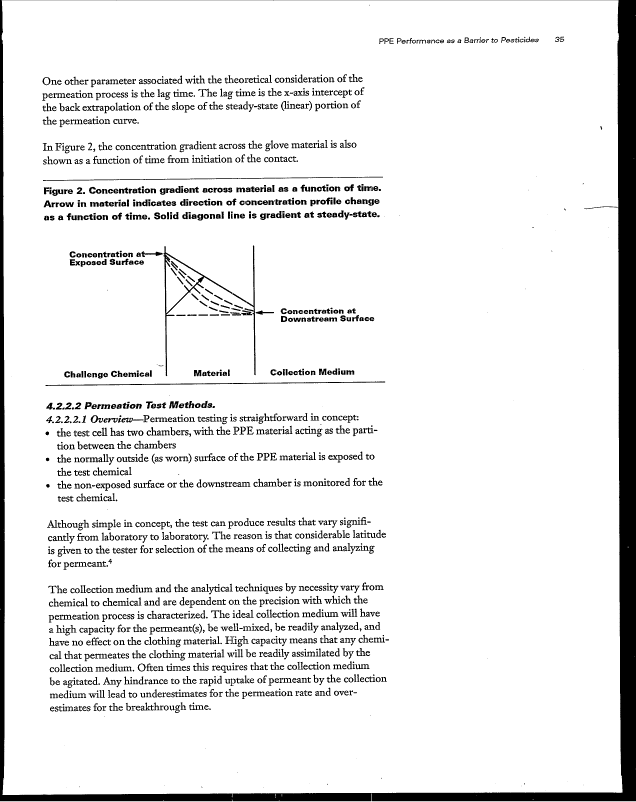
4.2.2.2.1 Overview 35
4.2.2.2.2 Continuous exposure 36
4.2.2.2.3 Intermittent exposure 38
4.2.2.3 Factors affecting permeation test results 39
4.2.3 Degradation 42
4.3 Arm/Hand Protection 43
4.3.1 Introduction 43
4.3.2 Pesticide formulation types 43
4.3.3 Solvent permeation 44
4.3.4 Pesticide formulation permeation 49
4.3.4.1 EPA pesticide permeation study 49
4.3.4.2 Harpenden tracer study 57
4.3.5 General recommendations for glove selection 63
4.4 Body Protection 70
4.4.1 Introduction 70
4.4.2 Woven cotton and cotton/polyester fabrics 70
4.4.2.1 Effect of pesticide amount 70
4.4.2.2 Effect of fabric type 71
4.4.2.3 Effect of fabric finish 72
4.4.2.4 Effect of laundering 74
4.4.2.5 Effect of temperature and humidity 74
4.4.3 Nonwoven fabrics, including microporous PTFE 74
4.4.4 Film-coated or -laminated woven or nonwoven fabrics 75
4.4.5 Garment design 76
References 78
5 Eye and Face Protection 83
Section in Brief
5.1 Introduction 83
5.2 OSHA Eye and Face Protection Requirements 83
5.3 ANSI Z87.1-1989 84
5.4 Selection Guidance , 84
5.5 Commercially Available Products 86
5.5.1 Cover goggles-indirect ventilation and no ventilation 86
5.5.1.1 Lens material 87
5. 5; 1.2 UV protection 87
5.5.1.3 Anti-fogging 87
5.5.1.4 Tinting 87.
5.5.1.5 Scratch resistance 87
5.5.1.6 Prescription glasses 87
5.5.2 Cup goggles-indirect ventilation 88
5.5.3 Face shields 88
5.5.4 Headbands 88
5.5.5 Use and maintenance 88
5.5.6 Respirators 89
References
90
image:
 6 Effect of Personal Protective Equipment on Job
Performance 91
Section in Brief
6.1 Introduction 91
6.2 Mixer, Loader, Applicator Functions 91
6.2.1 Introduction 91
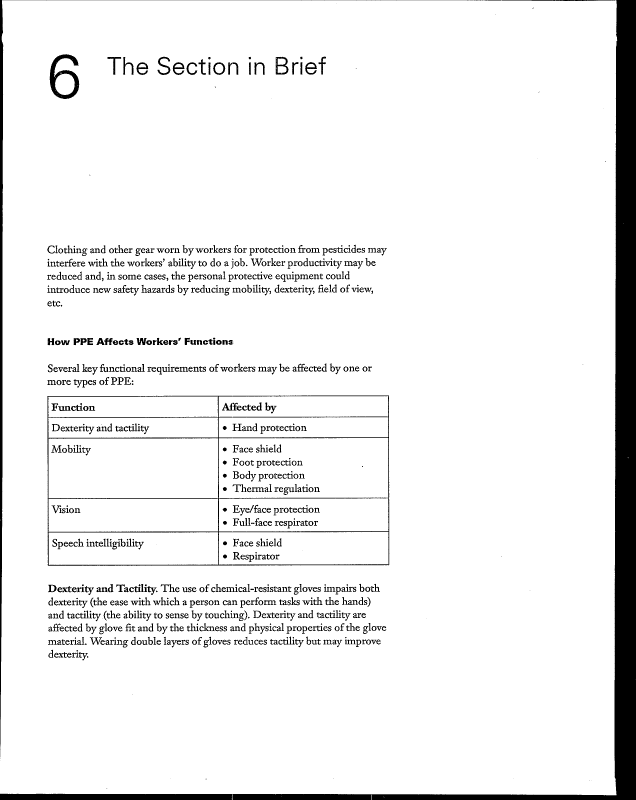
6.2.2 Dexterity and tactility 92
6.2.3 Mobility 93
6.2.4 Vision 94
6.2.4.1 Field of view 94
6.2.4.2 Visual acuity 95
6.2.5 Speech intelligibility 95
6.2.6 Relative importance of functional requirements 95
6.3 Protection Levels 96
6.4 Effects of PPE on Worker Productivity 97
6.4.1 PPE components 97
6.4.1.1 Gloves 97
6.4.1.2 Boots 99
6.4.1.3 Respirators 99
6.4.1.4 Encapsulating ensembles 99
6.4.2 PPE Ensembles 100
References 102
7 Heat Stress 103
Section in Brief
7.1 Introduction 103
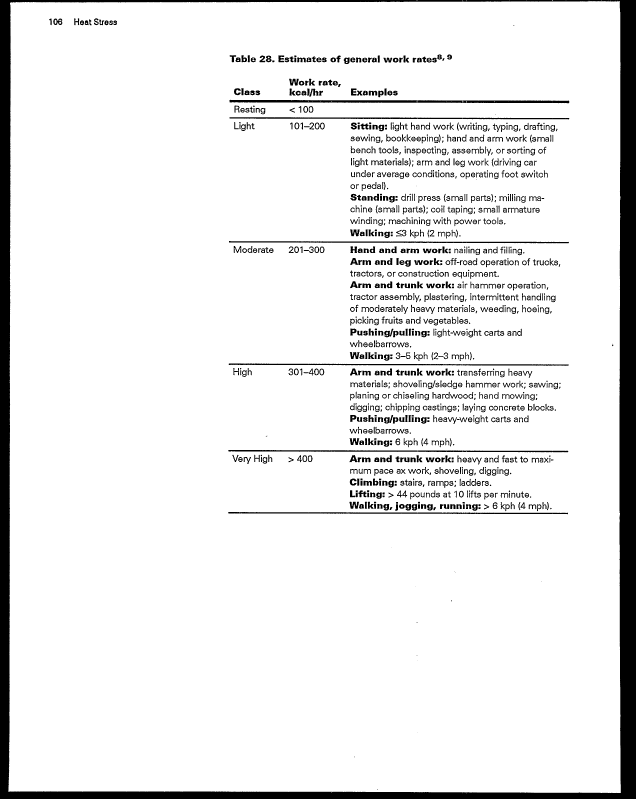
7.2 Workload for Pesticide Workers 105
7.2.1 Maximum work capacity 105
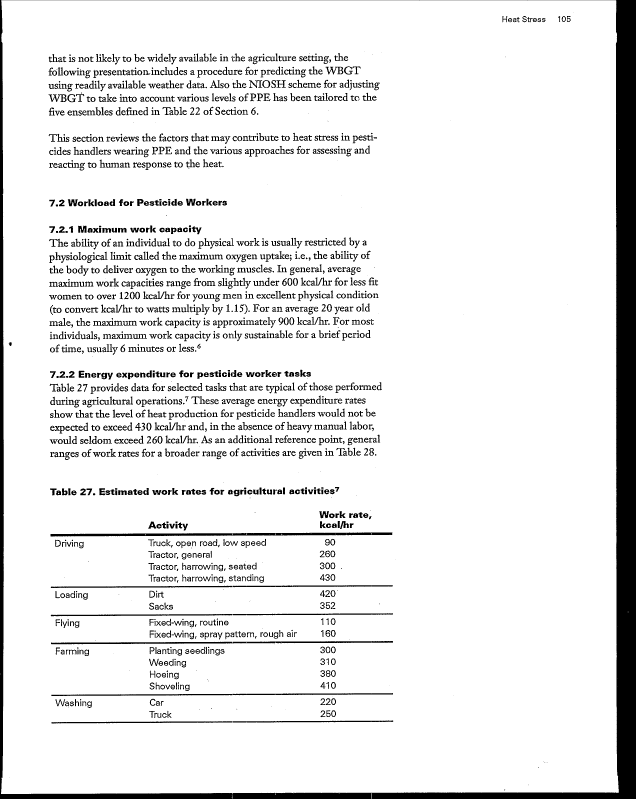
7.2.2 Energy expenditure for pesticide worker tasks 105
7.3 Properties of Protective Clothing and Their Contribution
to Heat Stress 107
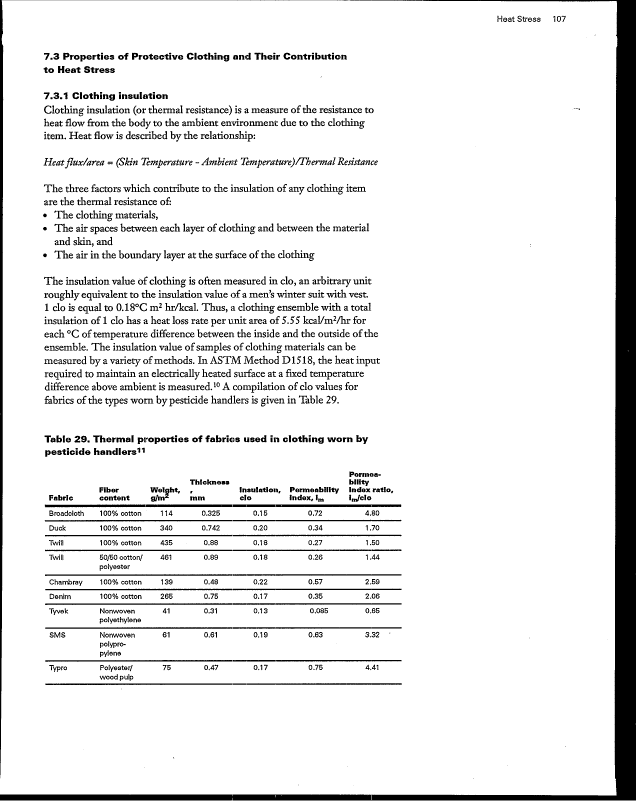
7.3.1 Clothing insulation 107
7.3.2 Pumping coefficient 108
7.3.3 Moisture permeability index 108
7.3.4 Permeability index ratio 109
7.3.5 Representative PPE combinations for agricultural workers 109
7.4 Work/Rest Cycles 109
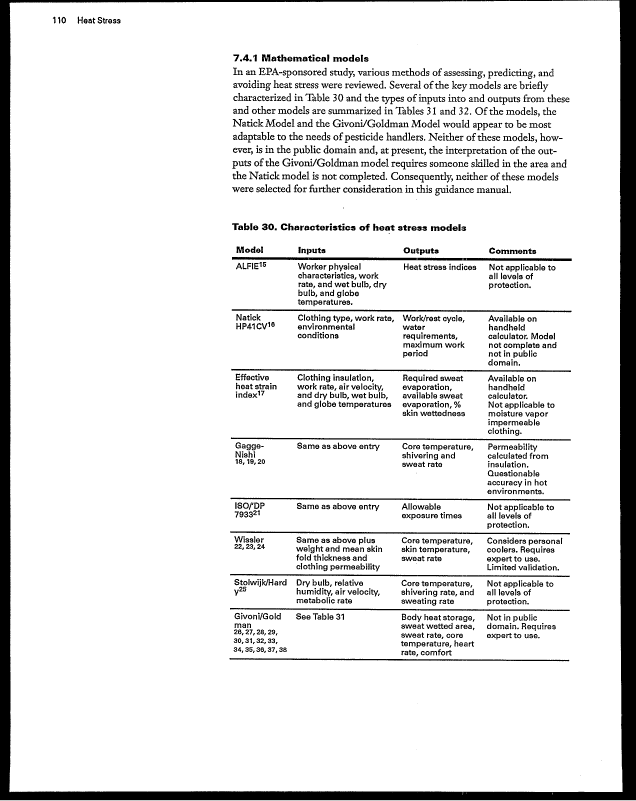
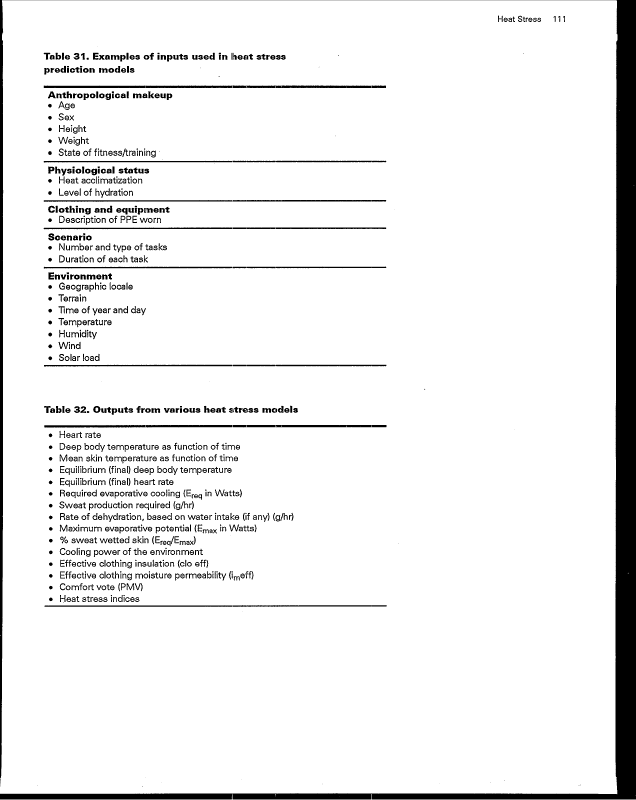
7.4.1 Mathematical models 110
7.4.2 Decision rules 112
7.4.3 NIOSHWBGT decision rule 112
7.4.4 Application of NIOSH decision rule to pesticide handlers 116
7.4.4.1 Estimation of work rate 116
7.4.4.2 Estimation of WBGT 116
7.4.4.3 Adjustments to WBGT for PPE levels 125
7.4.4.4 Examples of procedure 126
7.4.4.5 Relevance to OPP 128
7.5 Summary 130
References 131
image:
6 Effect of Personal Protective Equipment on Job
Performance 91
Section in Brief
6.1 Introduction 91
6.2 Mixer, Loader, Applicator Functions 91
6.2.1 Introduction 91
6.2.2 Dexterity and tactility 92
6.2.3 Mobility 93
6.2.4 Vision 94
6.2.4.1 Field of view 94
6.2.4.2 Visual acuity 95
6.2.5 Speech intelligibility 95
6.2.6 Relative importance of functional requirements 95
6.3 Protection Levels 96
6.4 Effects of PPE on Worker Productivity 97
6.4.1 PPE components 97
6.4.1.1 Gloves 97
6.4.1.2 Boots 99
6.4.1.3 Respirators 99
6.4.1.4 Encapsulating ensembles 99
6.4.2 PPE Ensembles 100
References 102
7 Heat Stress 103
Section in Brief
7.1 Introduction 103
7.2 Workload for Pesticide Workers 105
7.2.1 Maximum work capacity 105
7.2.2 Energy expenditure for pesticide worker tasks 105
7.3 Properties of Protective Clothing and Their Contribution
to Heat Stress 107
7.3.1 Clothing insulation 107
7.3.2 Pumping coefficient 108
7.3.3 Moisture permeability index 108
7.3.4 Permeability index ratio 109
7.3.5 Representative PPE combinations for agricultural workers 109
7.4 Work/Rest Cycles 109
7.4.1 Mathematical models 110
7.4.2 Decision rules 112
7.4.3 NIOSHWBGT decision rule 112
7.4.4 Application of NIOSH decision rule to pesticide handlers 116
7.4.4.1 Estimation of work rate 116
7.4.4.2 Estimation of WBGT 116
7.4.4.3 Adjustments to WBGT for PPE levels 125
7.4.4.4 Examples of procedure 126
7.4.4.5 Relevance to OPP 128
7.5 Summary 130
References 131
image:
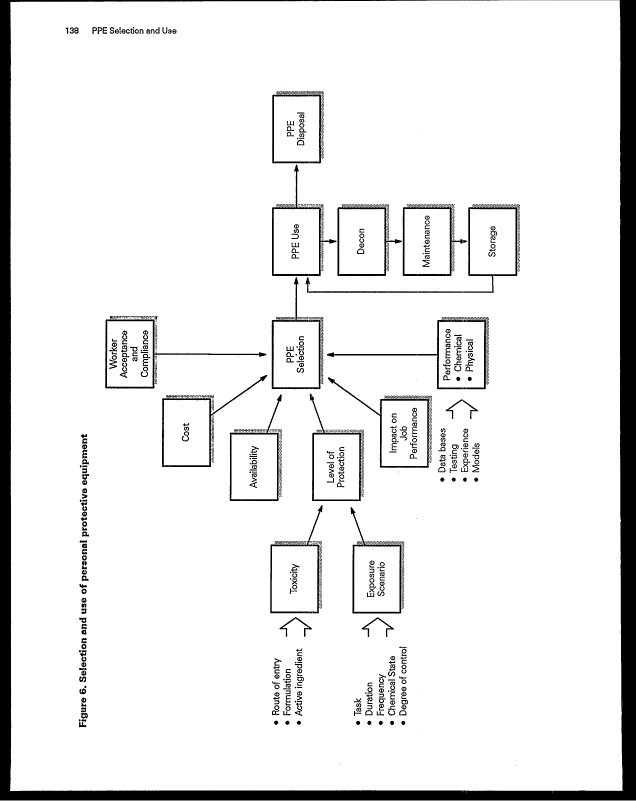
 8 PPE Selection and Use
8.1 Introduction
8.2 Toxicity
8.3 Exposure Scenarios
8.3.1 Form of the pesticide
8.3.2 Degree of control
8.3.3 Duration and frequency
8.3.4 Work task
8.4 Level of Protection
8.5 PPE Performance
8.6 Availability
8.7 Cost
8.8 Impact on Productivity
8.8.1 Job function
8.8.2 Heat stress
8.9 Worker Training and Compliance
8.10 PPE Use
8.11 Decontamination
8.12 Maintenance and Storage
8.13 Disposal
9.1
9.2
9.2
9.2
9.2
9.2
9.2
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
1
2
2.1
2.2
3
1
.1.1
.1.2
.1.2.
.1.2.
,1.2.
.1.2.
.1.2.
.1.2.
.1.2.
.1.2.
.1.2.
.2.1.
.1.3
.1.4
.2
.2.1
.2.2
.2.3
.3
.4
Decontamination/ Laundering
Section in Brief
Background
Forms of Contamination
Pesticides applied in the form of solids
Pesticides applied in the form of liquids
Solutions
Aqueous emulsions and suspensions
Pesticides applied as gases
Decontamination Processes
Laundering
Introduction
Cotton and cotton/polyester fabrics
1 Introduction
2 Contamination type
3 Detergent type
4 Temperature
5 Water
,6 Timeliness
,7 Process
,8 Fiber and fabric effects
,9 Fabric finishes
.lOContamination transfer
Polyolefin fabrics
Rubber and plastic items.
Dry cleaning
Cotton and cotton/polyester fabrics
Polyolefin fabrics
Rubber and plastic materials
Aeration
Chemical treatments
137
137
139
139
139
140
140
140
140
141
141
142
147
147
147
147
148
148
148
149
151
151
152
153
153
153
153
154
154
155
155
155
155
157
157
158
158
159
159
159
160
160
160
161
161
161
162
162
162
163
image:
8 PPE Selection and Use
8.1 Introduction
8.2 Toxicity
8.3 Exposure Scenarios
8.3.1 Form of the pesticide
8.3.2 Degree of control
8.3.3 Duration and frequency
8.3.4 Work task
8.4 Level of Protection
8.5 PPE Performance
8.6 Availability
8.7 Cost
8.8 Impact on Productivity
8.8.1 Job function
8.8.2 Heat stress
8.9 Worker Training and Compliance
8.10 PPE Use
8.11 Decontamination
8.12 Maintenance and Storage
8.13 Disposal
9.1
9.2
9.2
9.2
9.2
9.2
9.2
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
9.3
1
2
2.1
2.2
3
1
.1.1
.1.2
.1.2.
.1.2.
,1.2.
.1.2.
.1.2.
.1.2.
.1.2.
.1.2.
.1.2.
.2.1.
.1.3
.1.4
.2
.2.1
.2.2
.2.3
.3
.4
Decontamination/ Laundering
Section in Brief
Background
Forms of Contamination
Pesticides applied in the form of solids
Pesticides applied in the form of liquids
Solutions
Aqueous emulsions and suspensions
Pesticides applied as gases
Decontamination Processes
Laundering
Introduction
Cotton and cotton/polyester fabrics
1 Introduction
2 Contamination type
3 Detergent type
4 Temperature
5 Water
,6 Timeliness
,7 Process
,8 Fiber and fabric effects
,9 Fabric finishes
.lOContamination transfer
Polyolefin fabrics
Rubber and plastic items.
Dry cleaning
Cotton and cotton/polyester fabrics
Polyolefin fabrics
Rubber and plastic materials
Aeration
Chemical treatments
137
137
139
139
139
140
140
140
140
141
141
142
147
147
147
147
148
148
148
149
151
151
152
153
153
153
153
154
154
155
155
155
155
157
157
158
158
159
159
159
160
160
160
161
161
161
162
162
162
163
image:
 9.3.4.1 Cotton and cotton/polyester fabrics 163
9.3.4.2 Polyolefm fabrics 163
9.3.4.3 Rubber and plastic items 163
9.3.5 Sorbents 164
9.4 Current Agricultural Decontamination Practices 164
9.5 Practical Considerations 165
9.5.1 Water use 165
9.5.2 Water temperature 165
9.5.3 Dry cleaning 165
9.5.4 Waste disposal 165
9.5.5 Cost 165
9.6 Recommendations 166
References 167
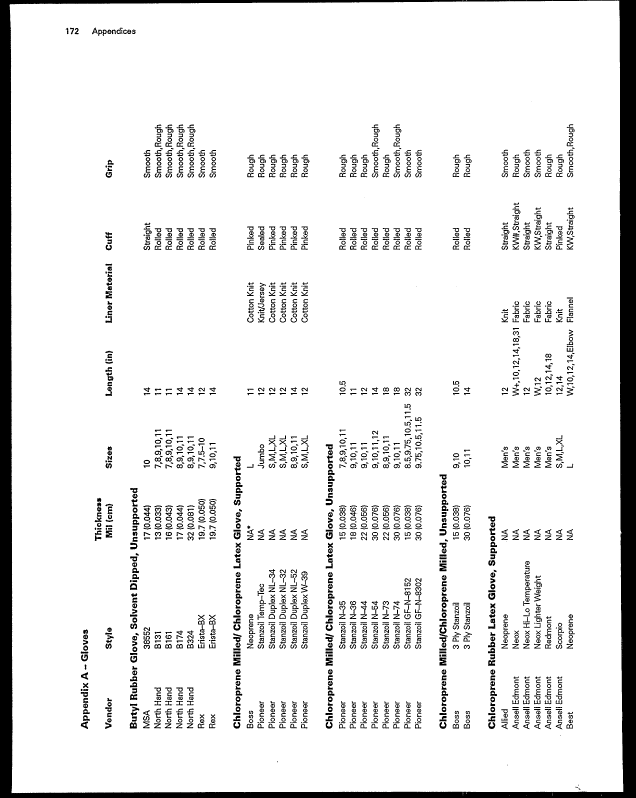
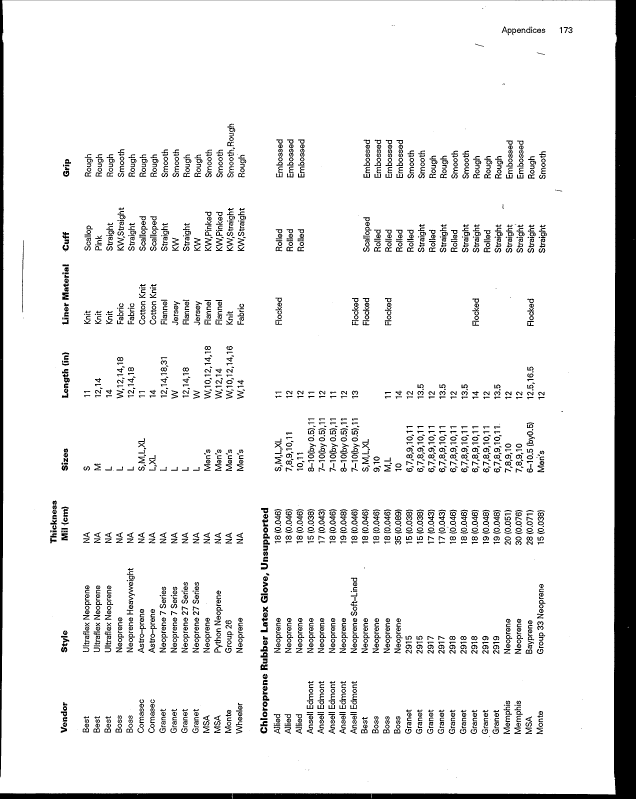
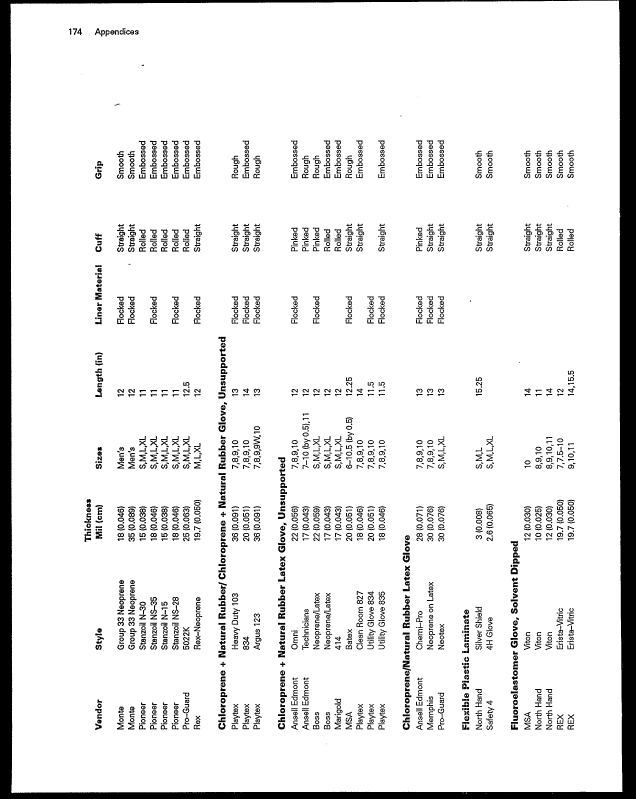
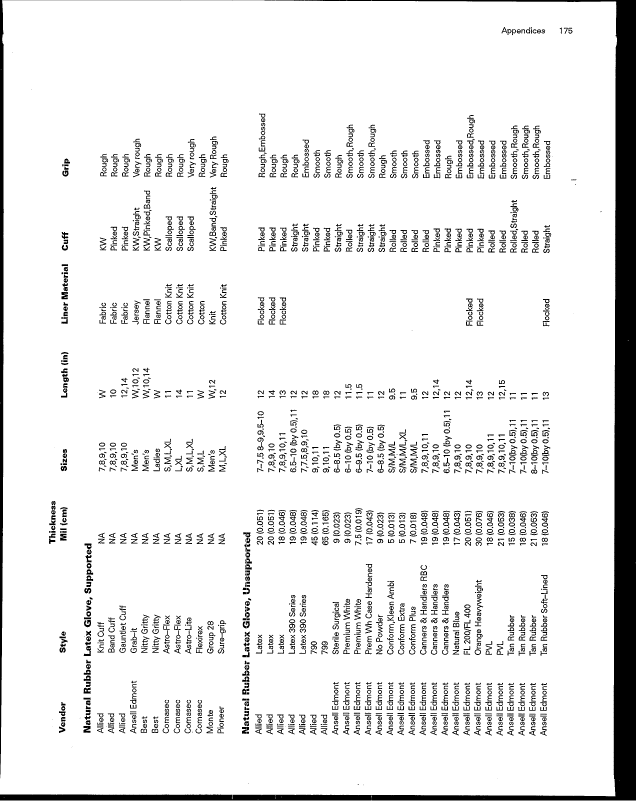
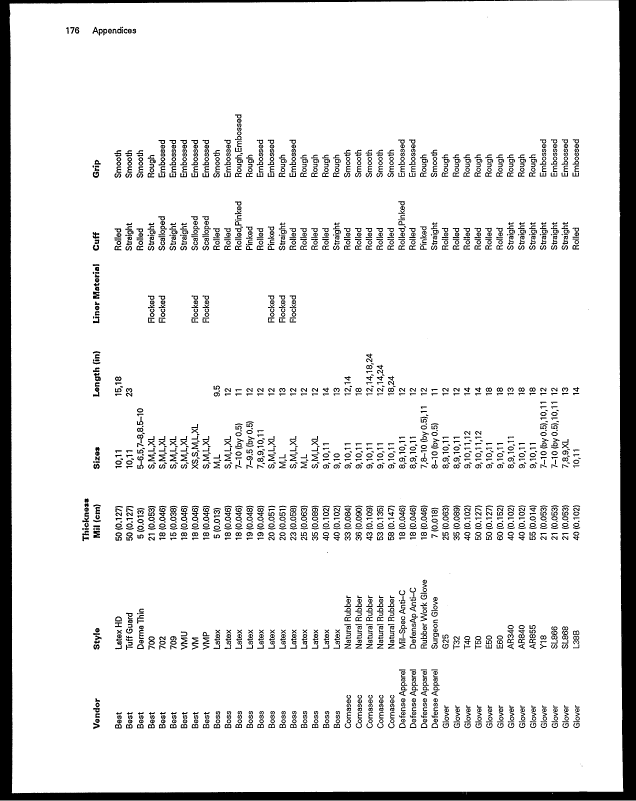
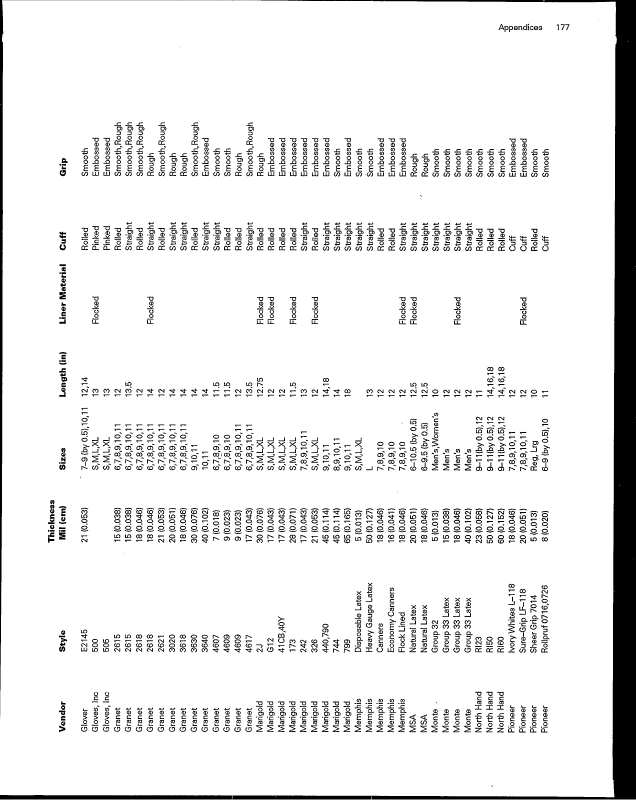
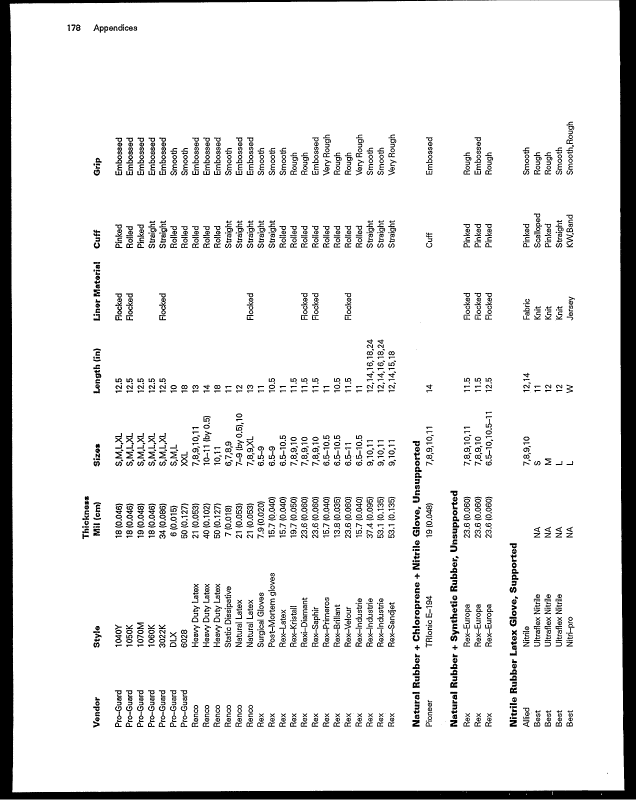
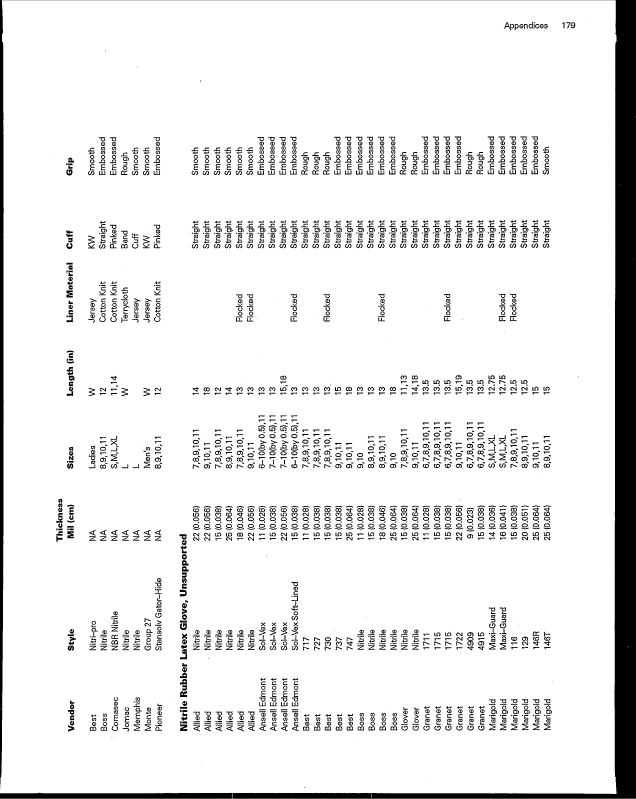
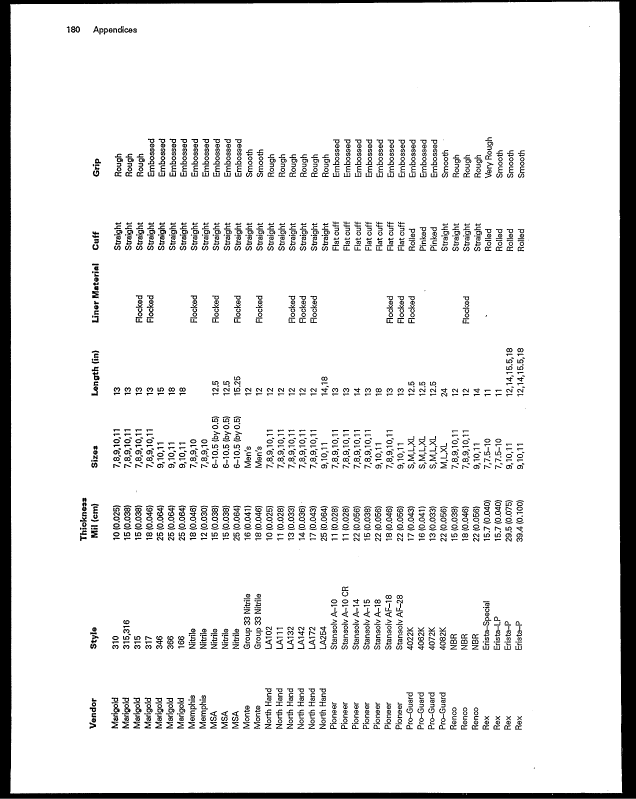
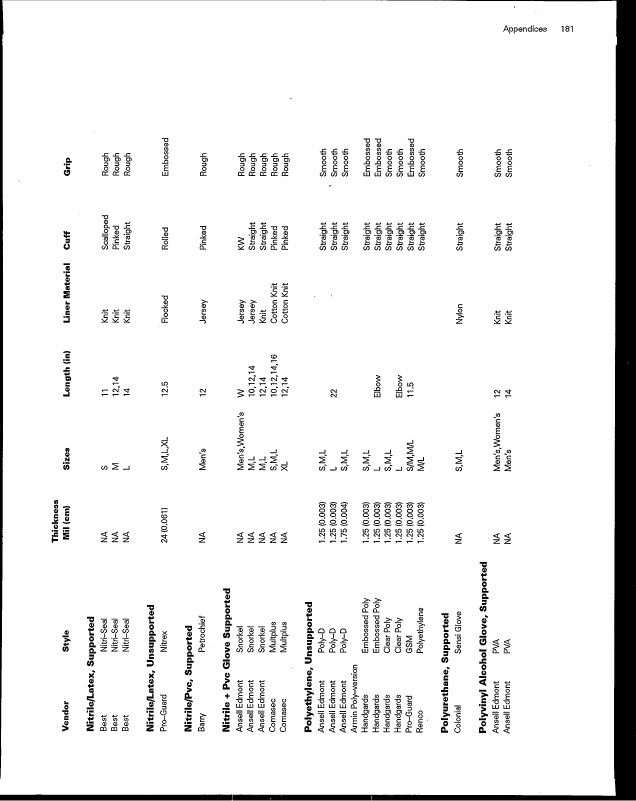
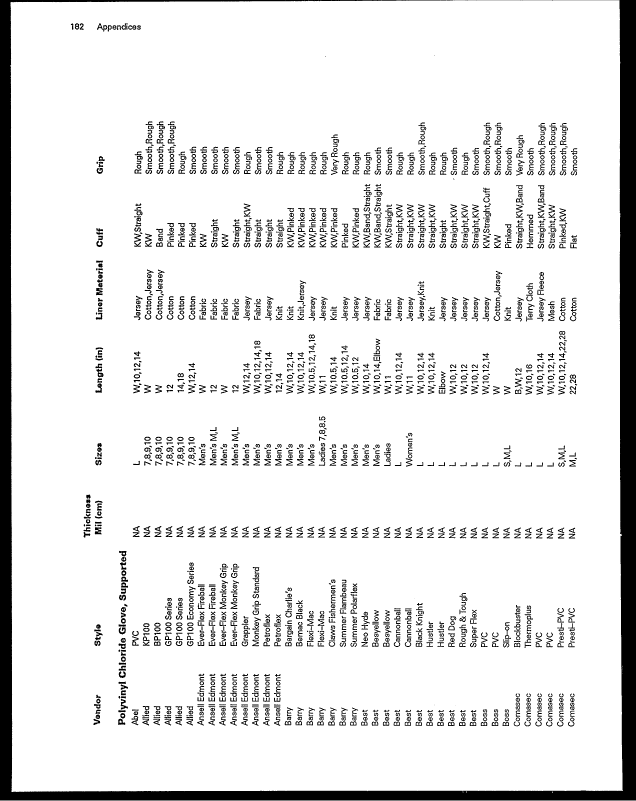
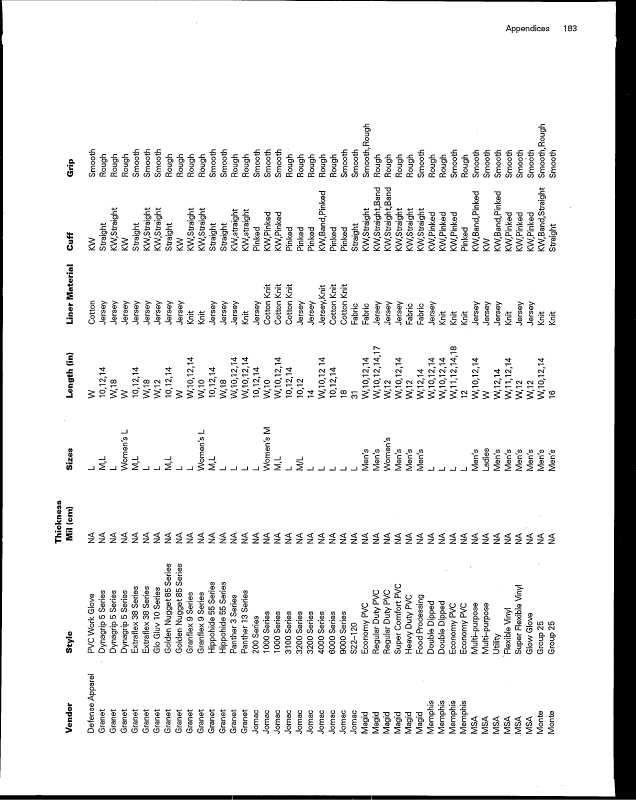
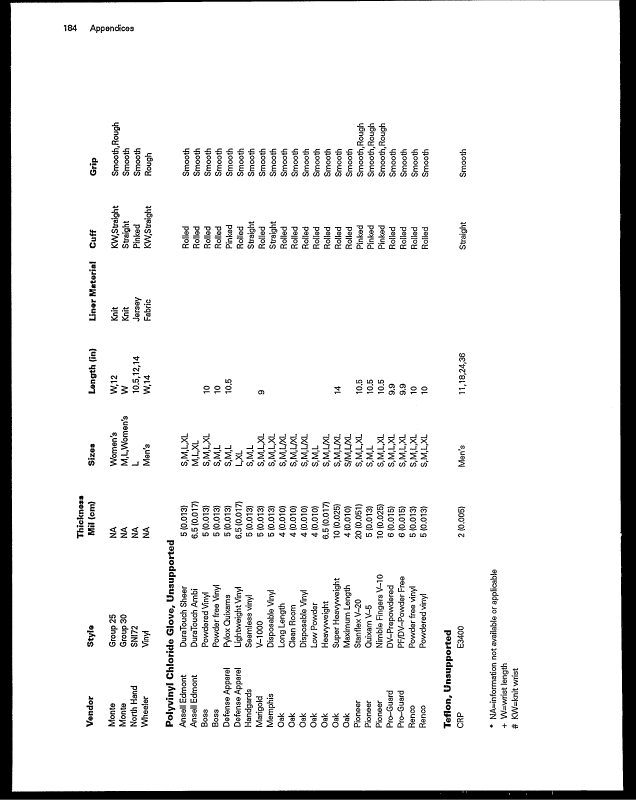
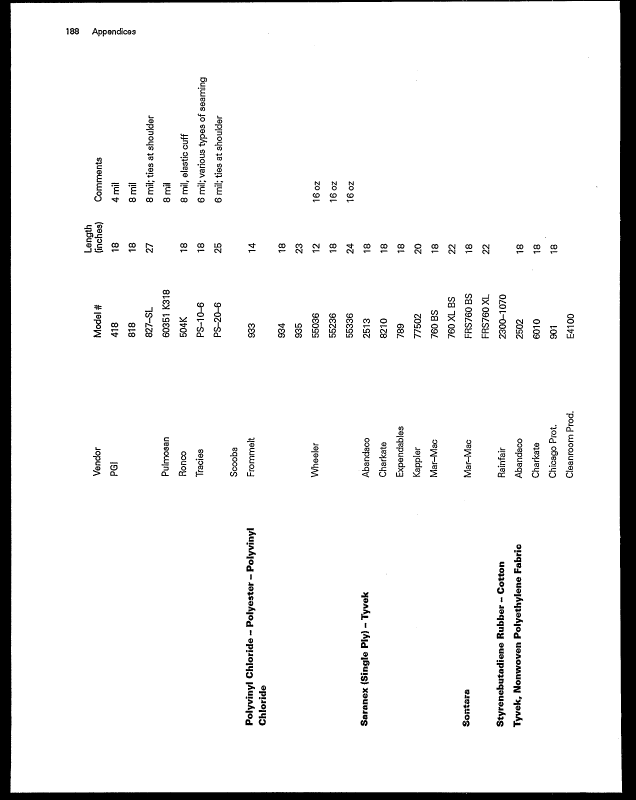
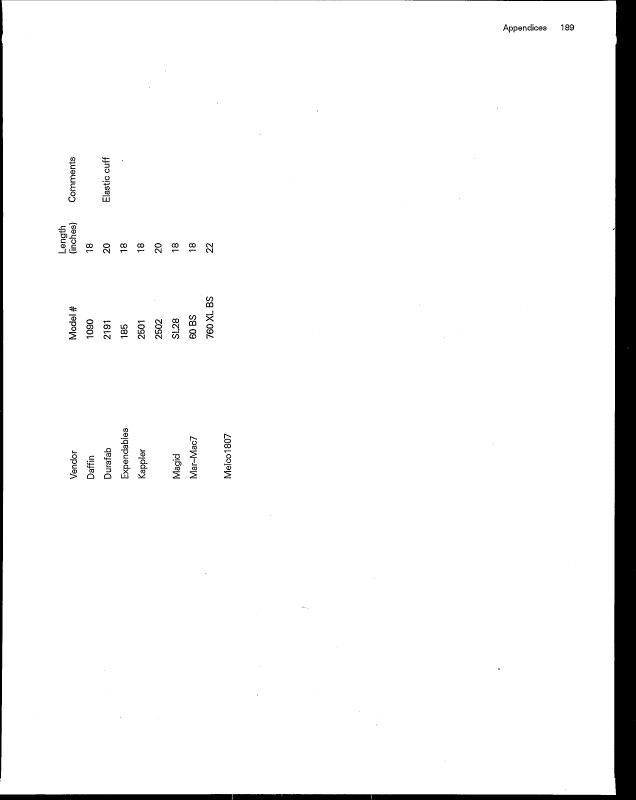
Appendices
A. Gloves 171
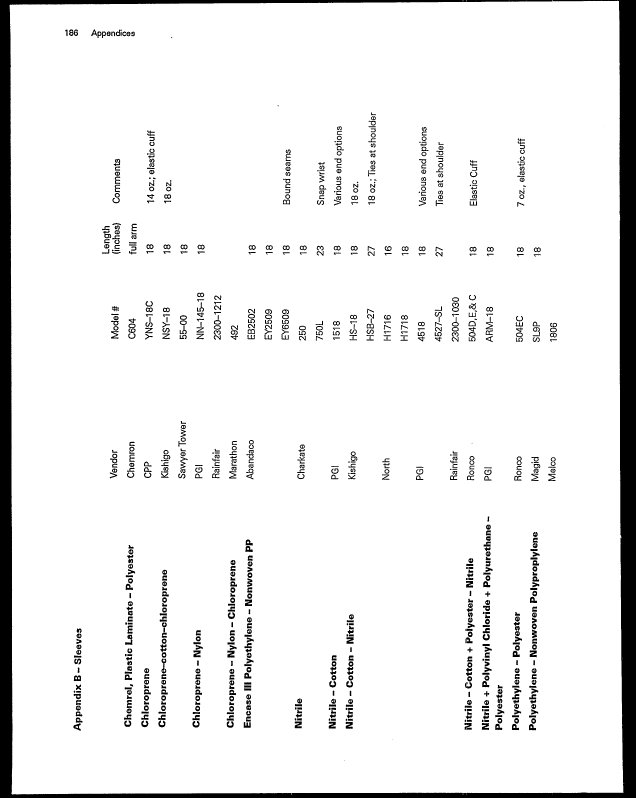
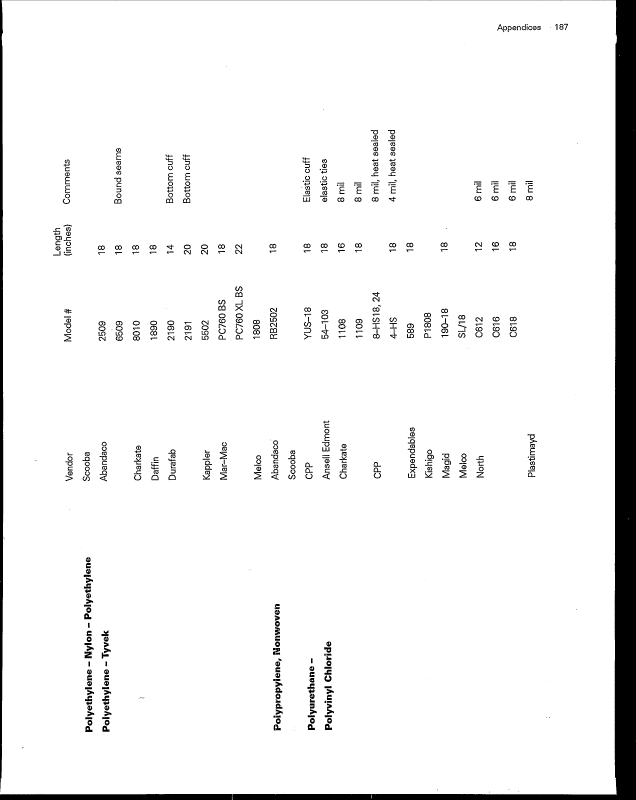
B. Sleeves 185
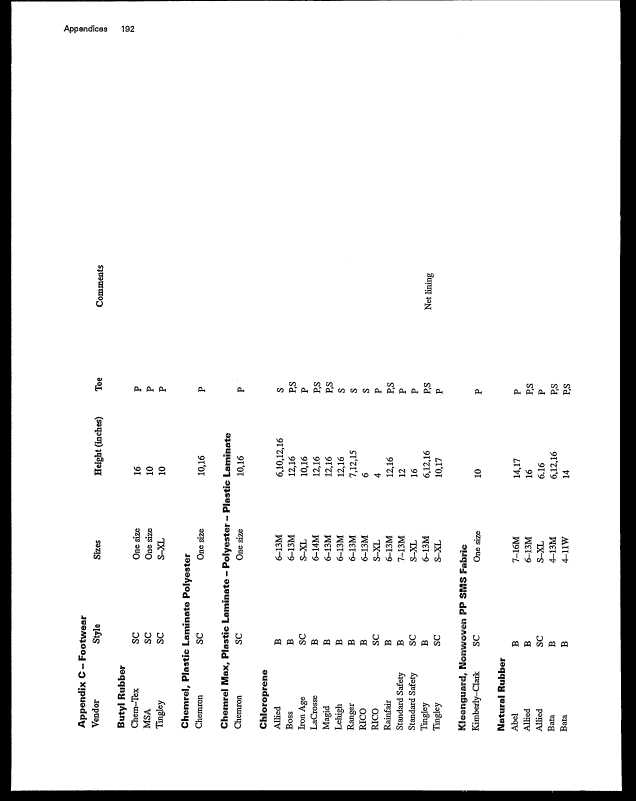
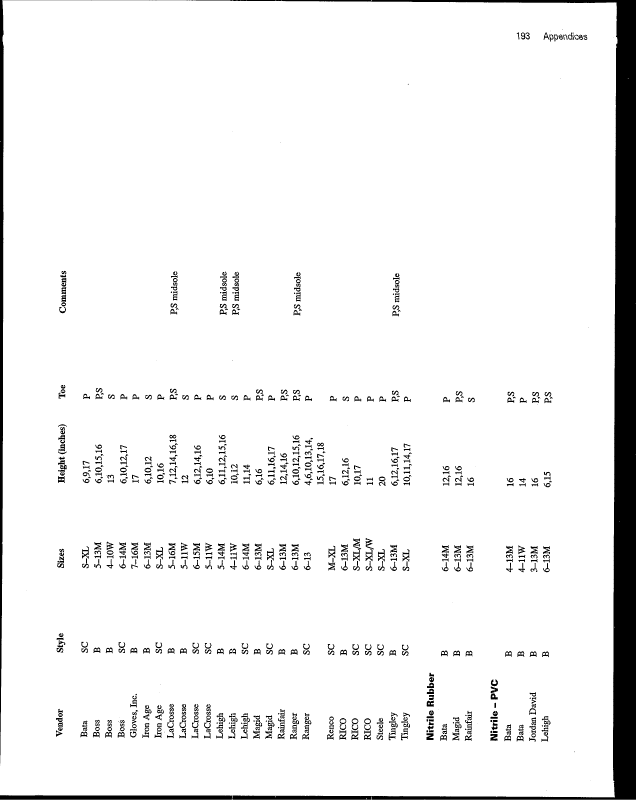
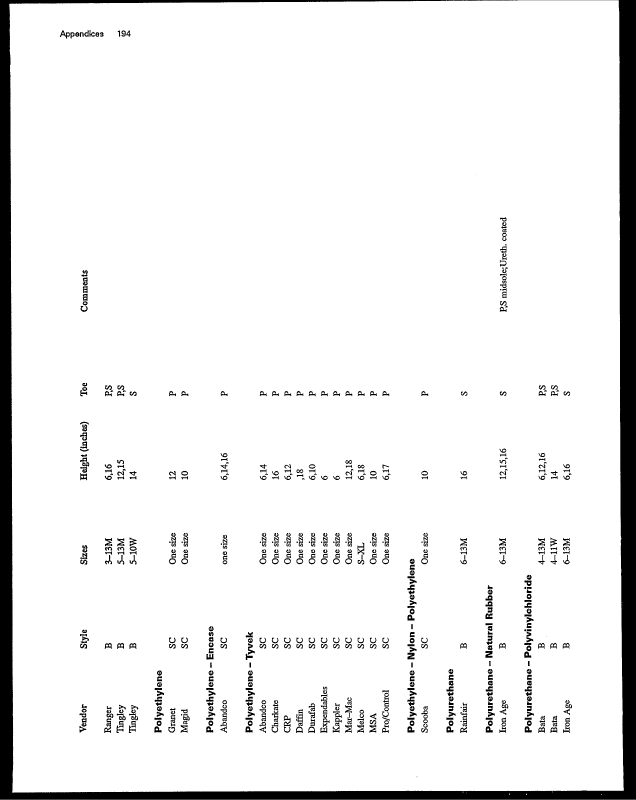
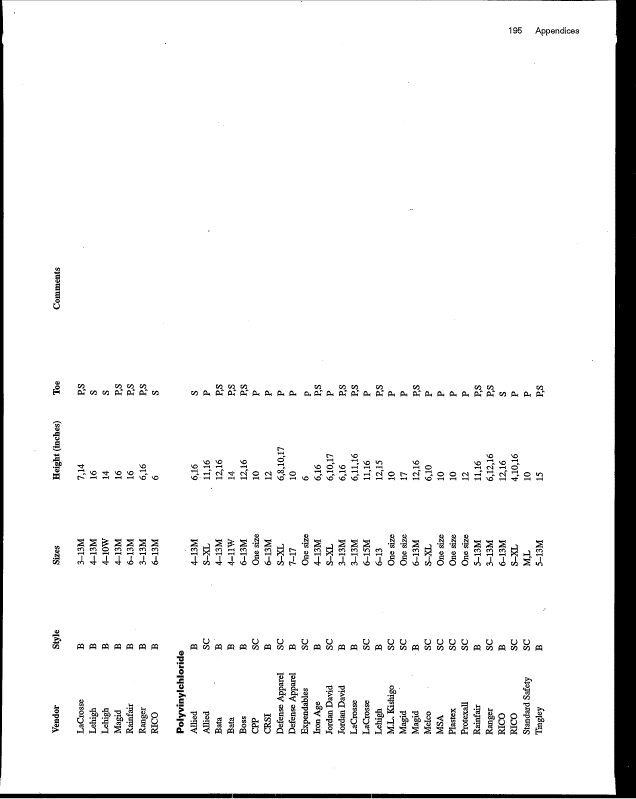
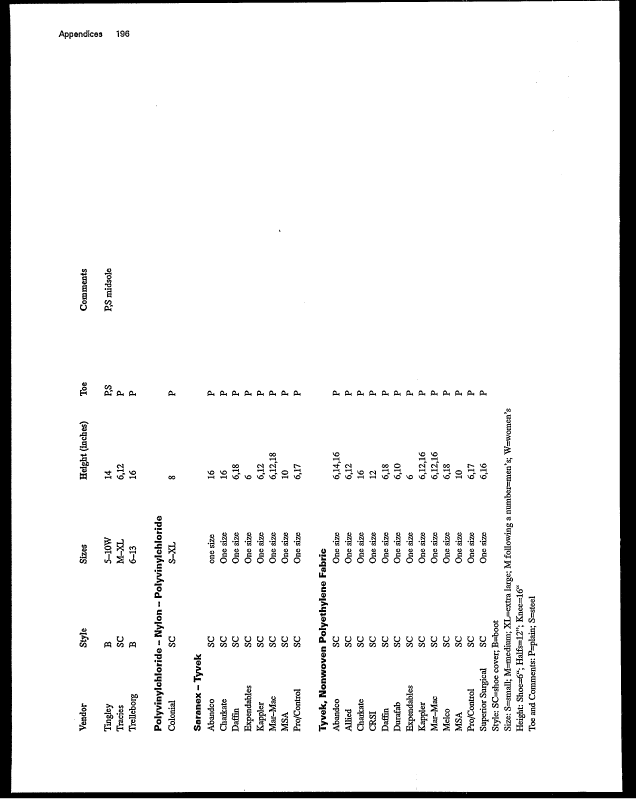
C. Footwear 191
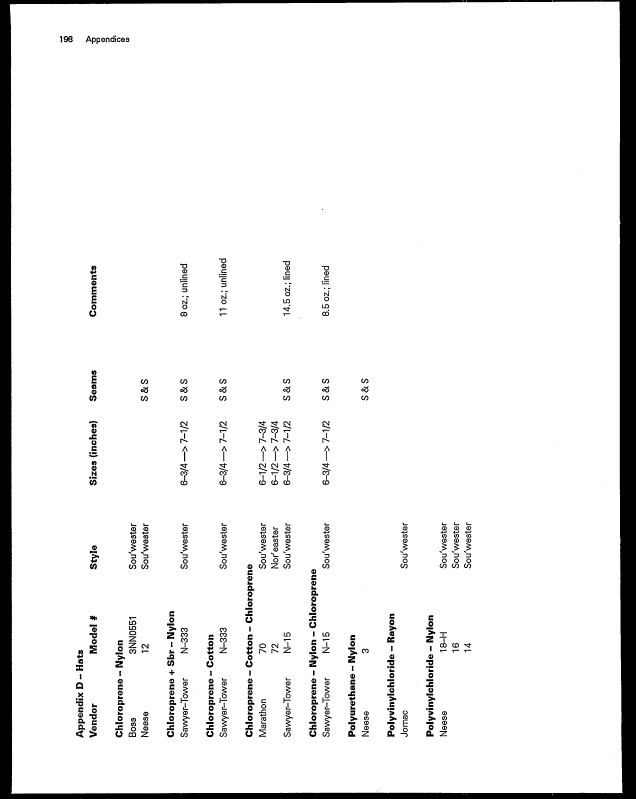
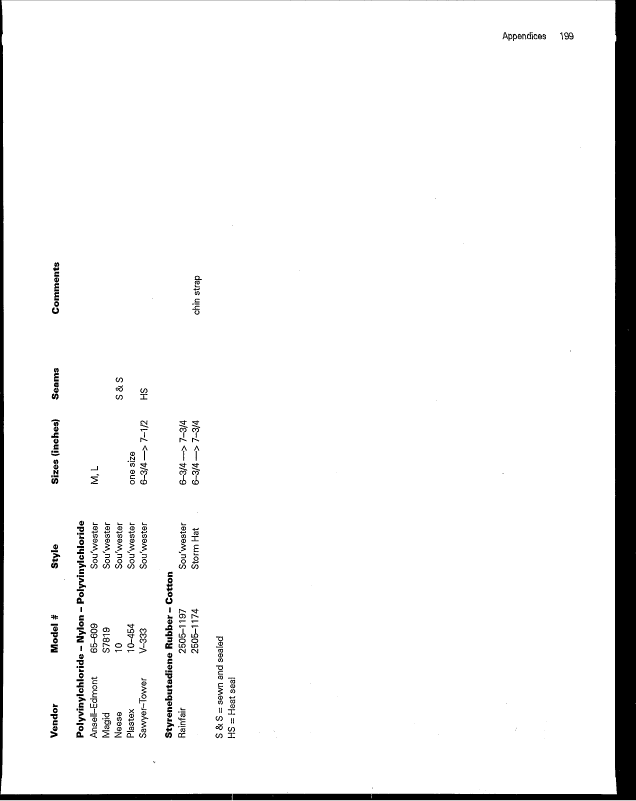
D. Hats 197
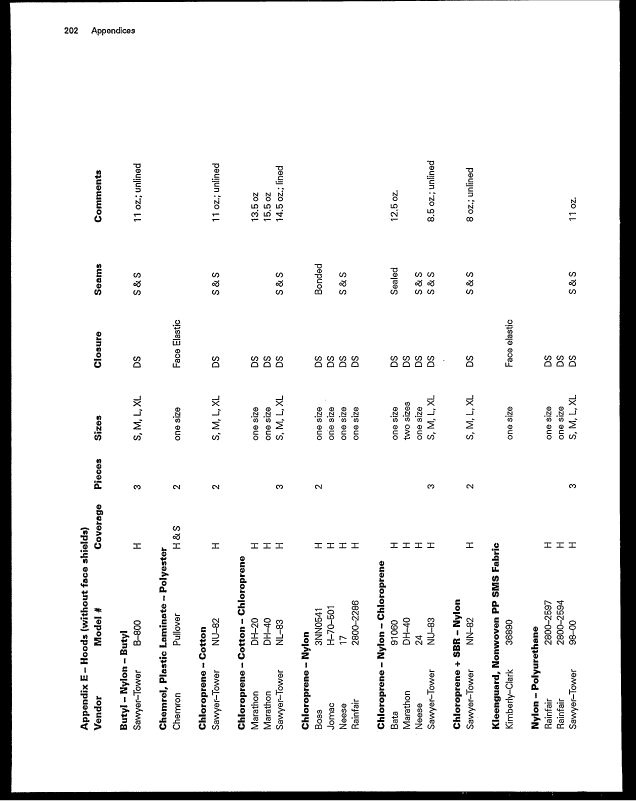
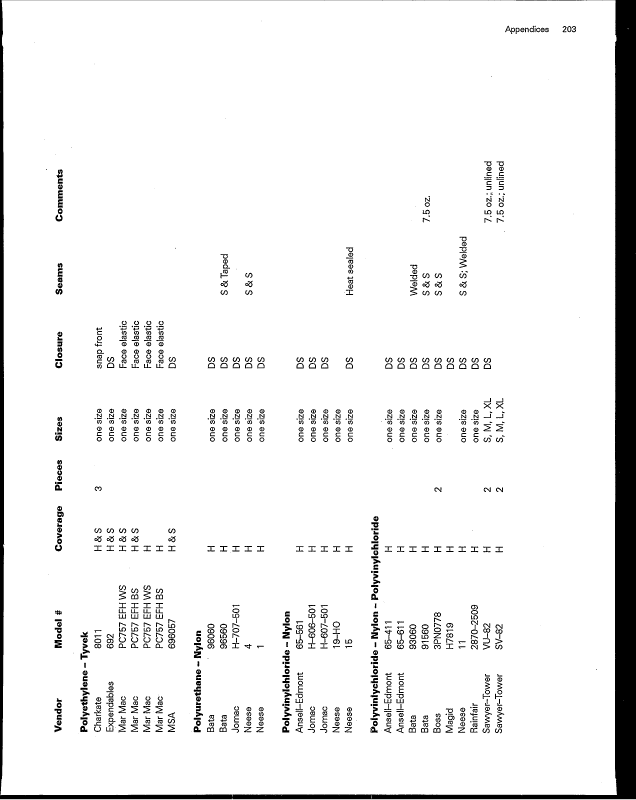
E. Hoods 201
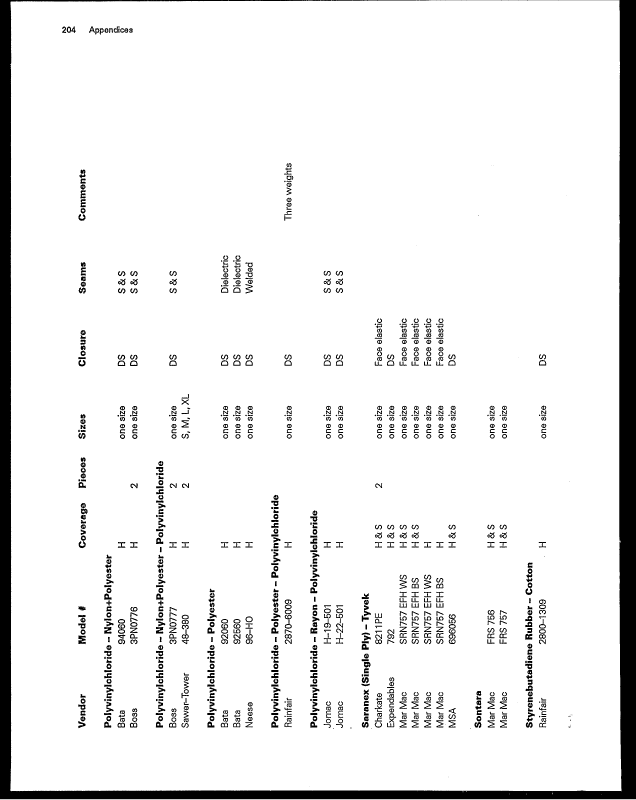
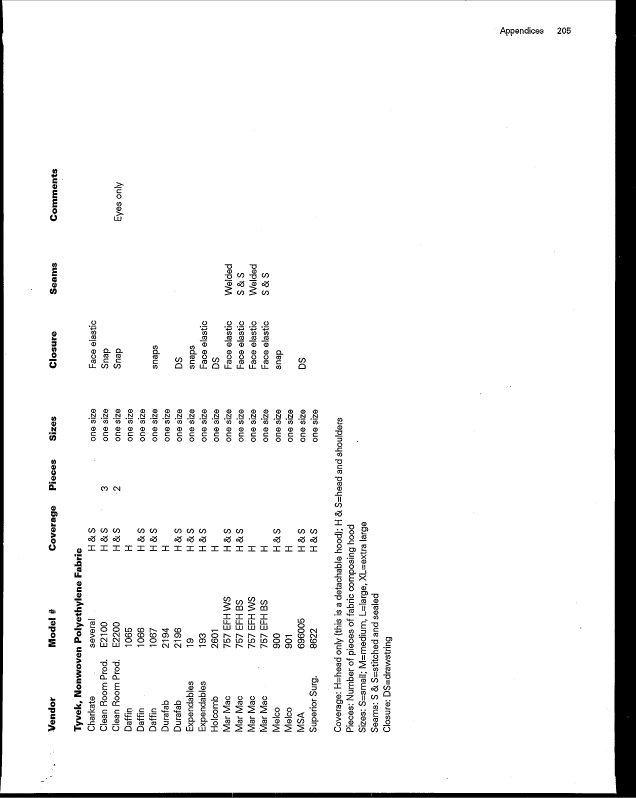
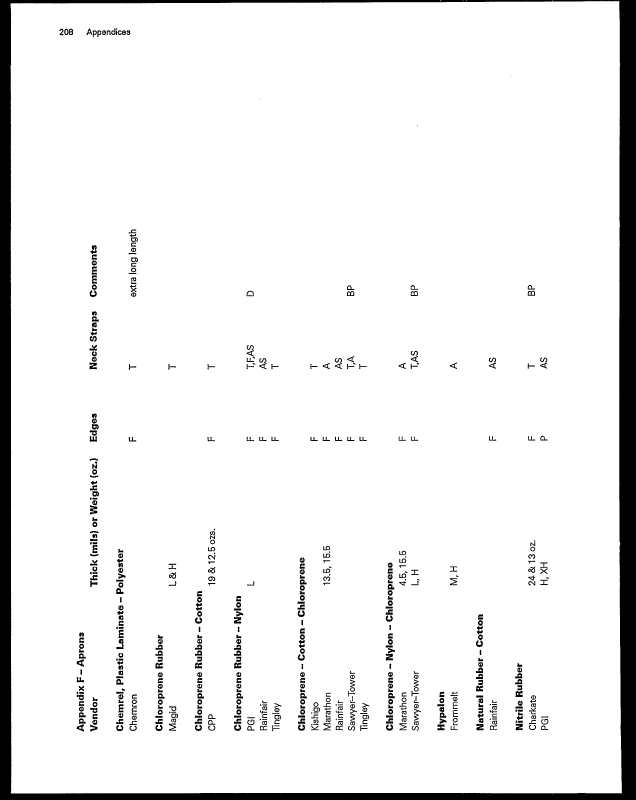
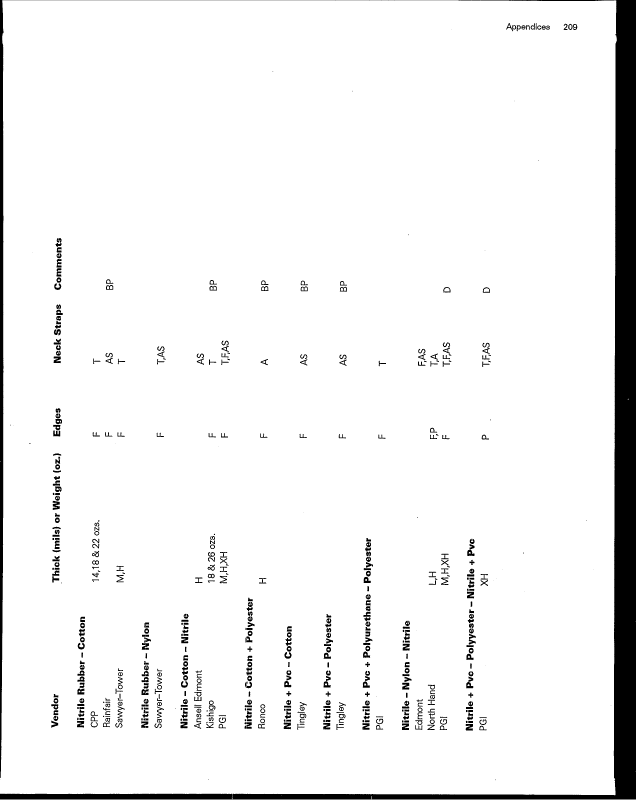
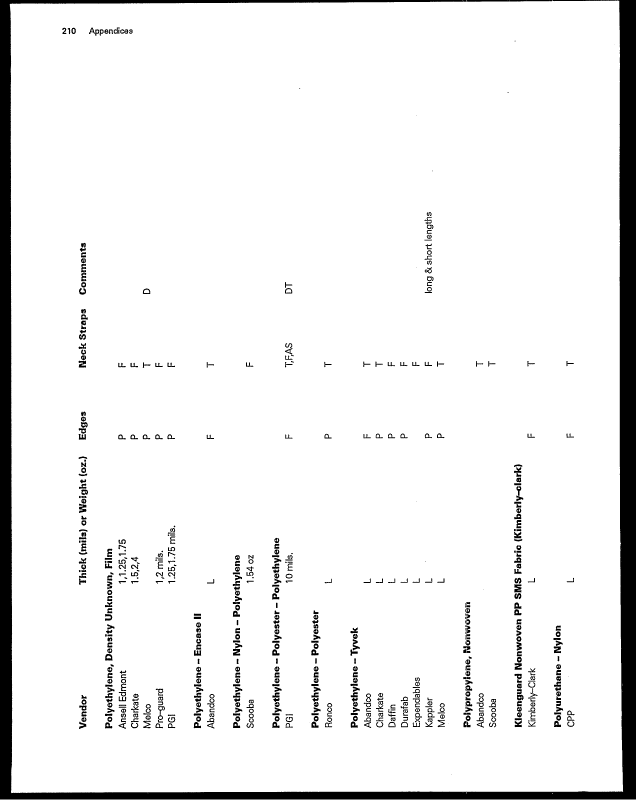
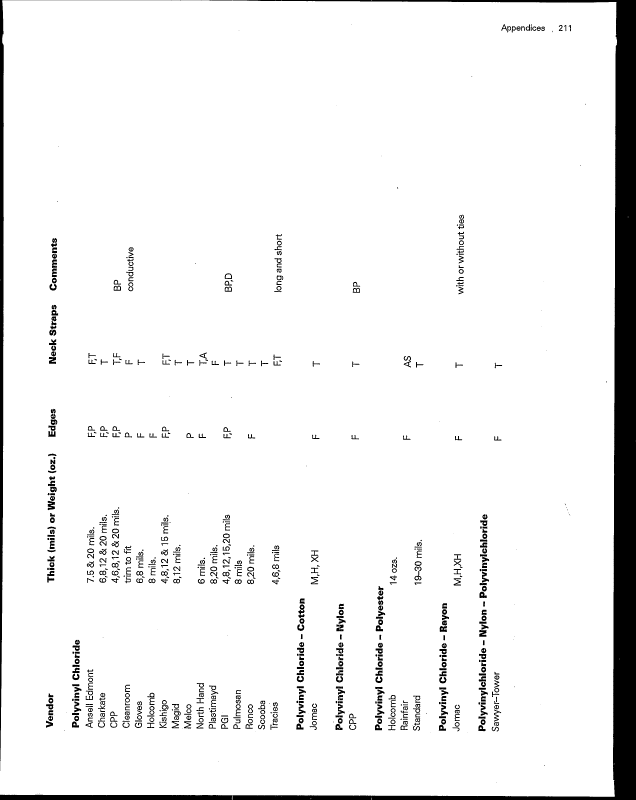
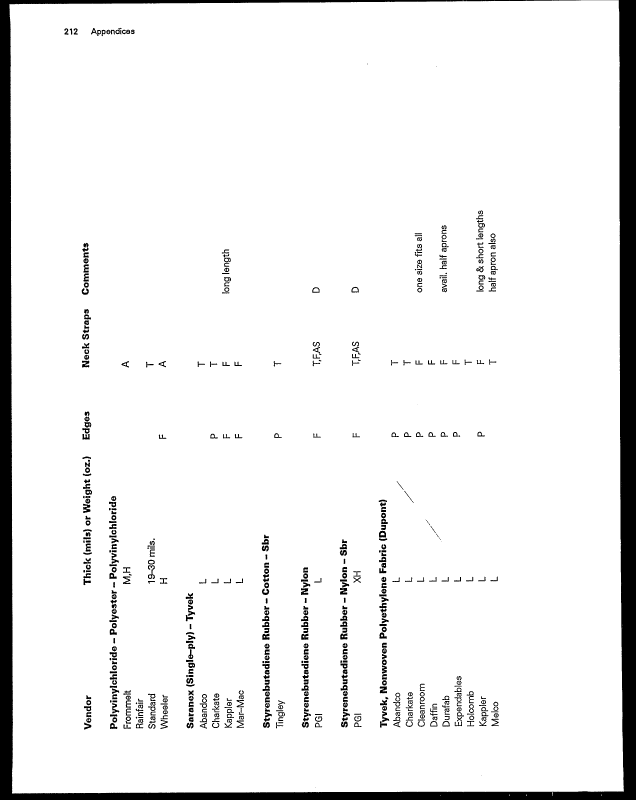
F. Aprons , 207
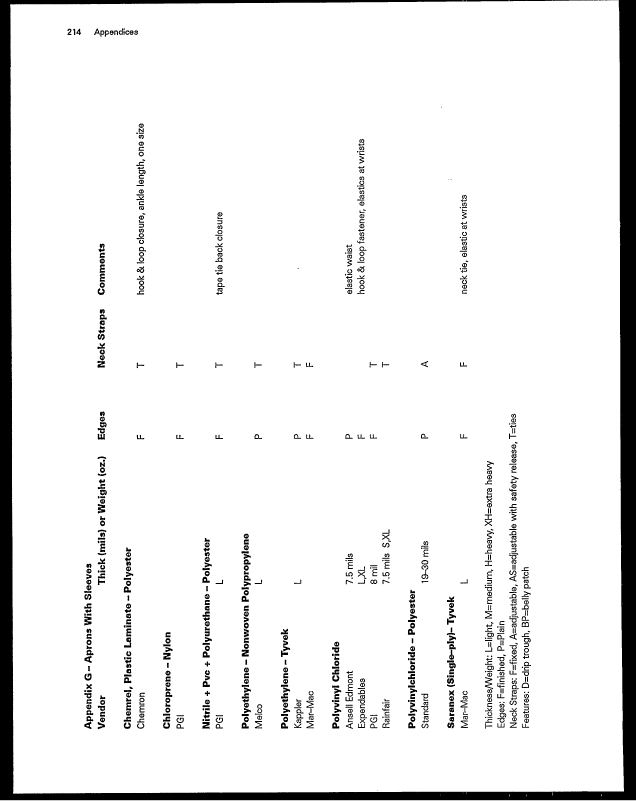
G. Aprons with sleeves 213
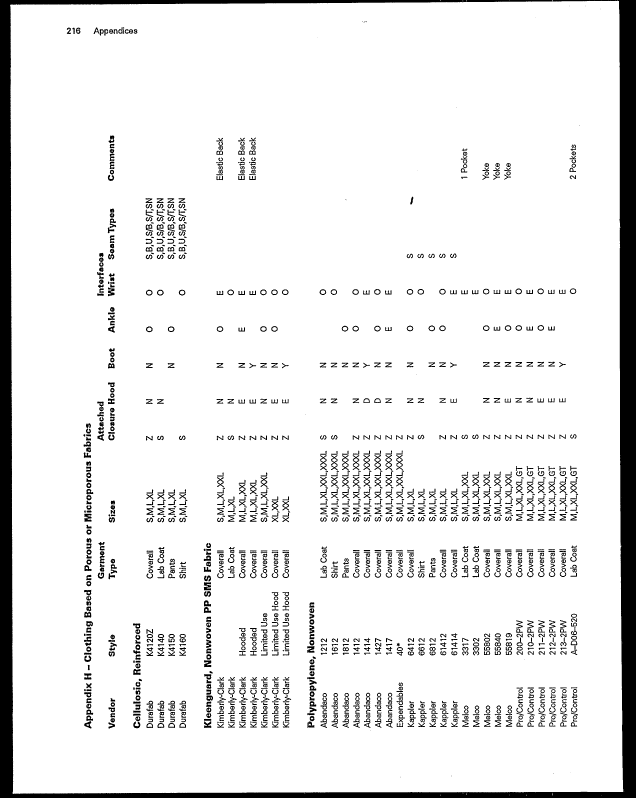
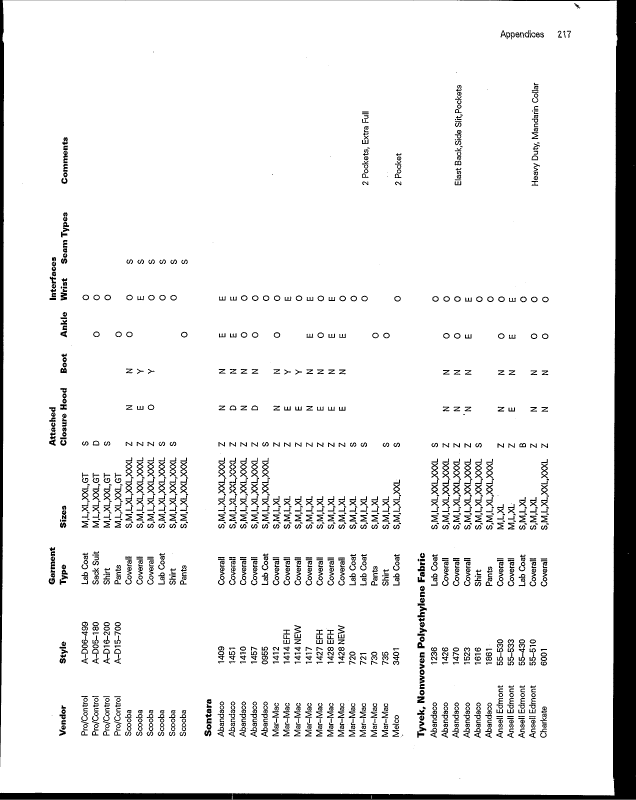
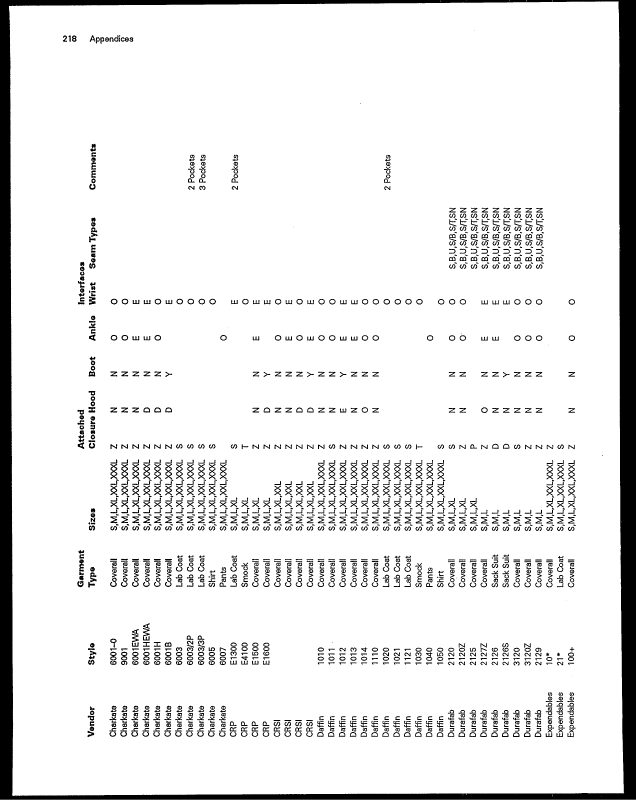
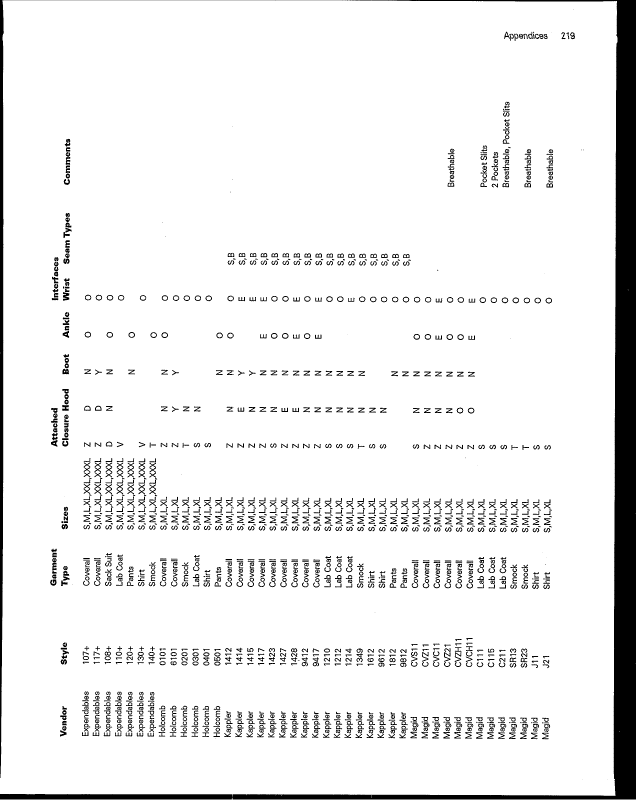
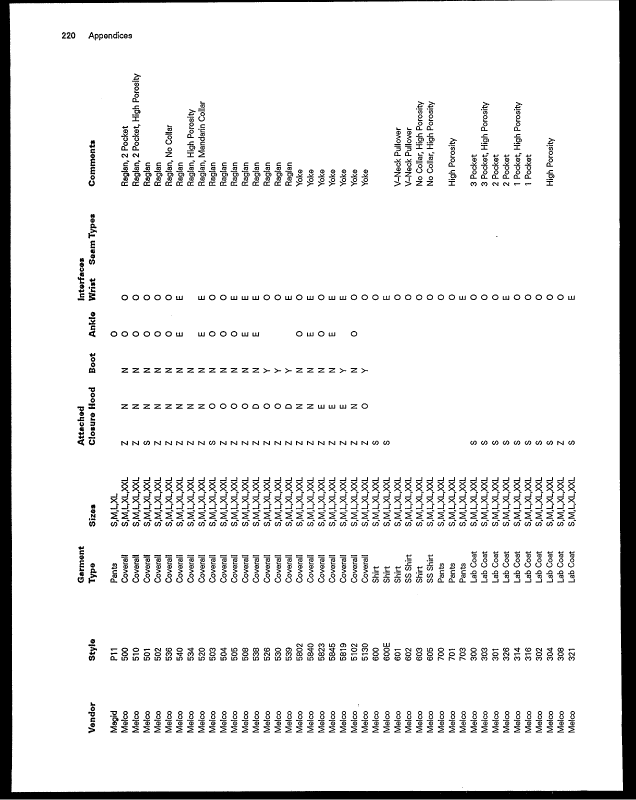
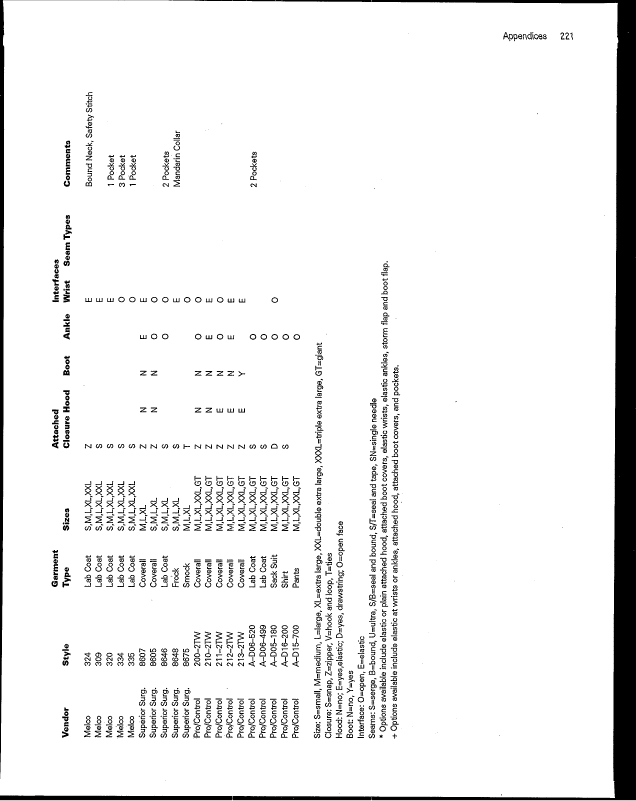
H. Clothing based on porous or microporous fabrics 215
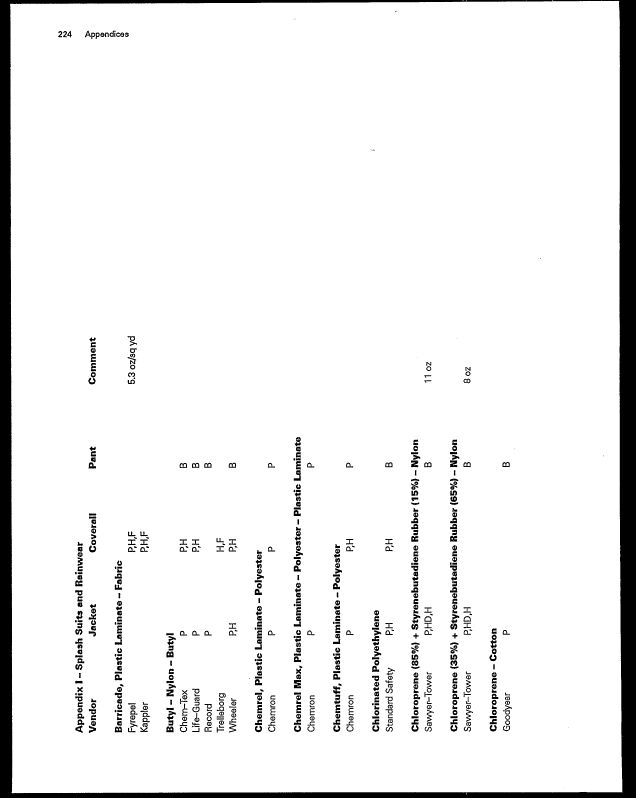
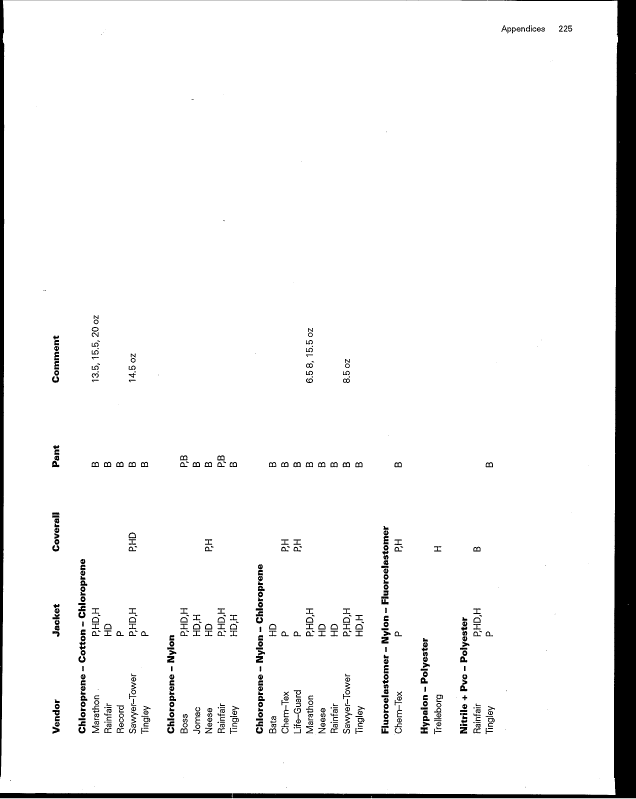
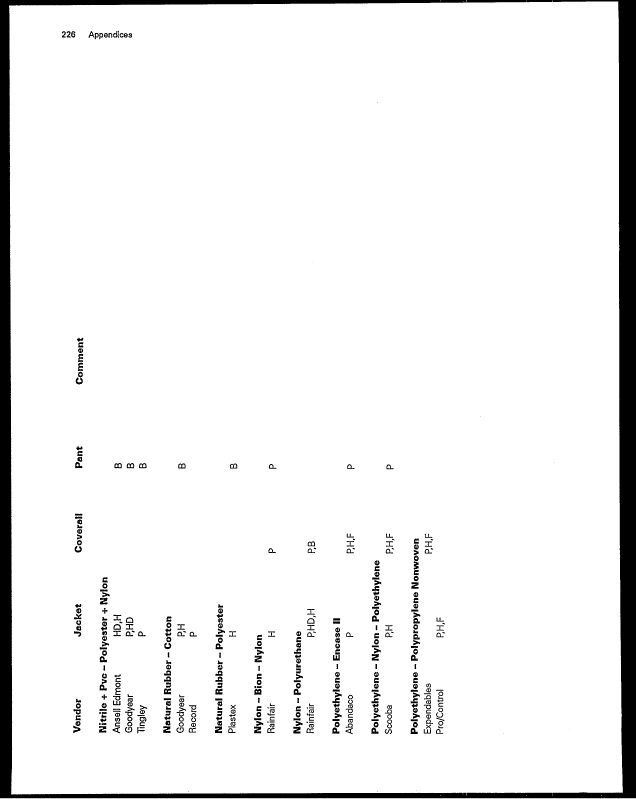
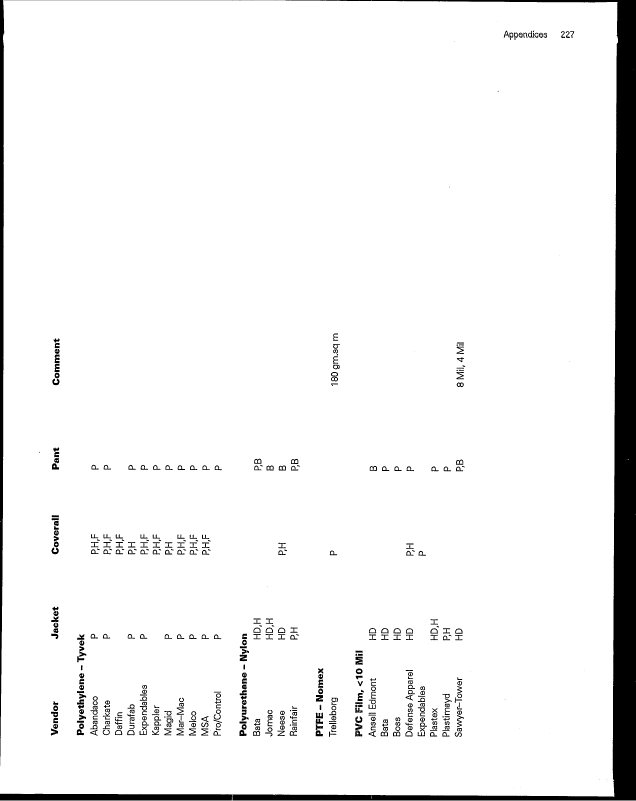
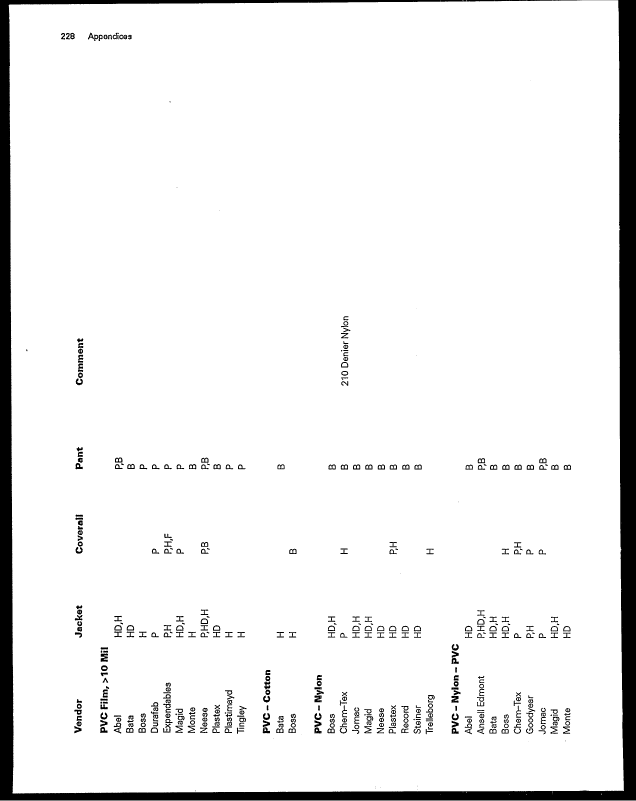
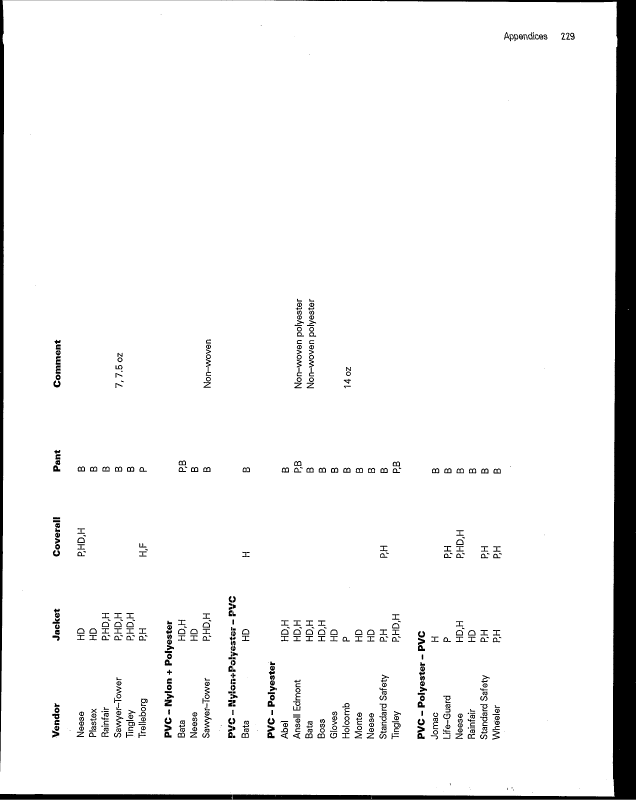
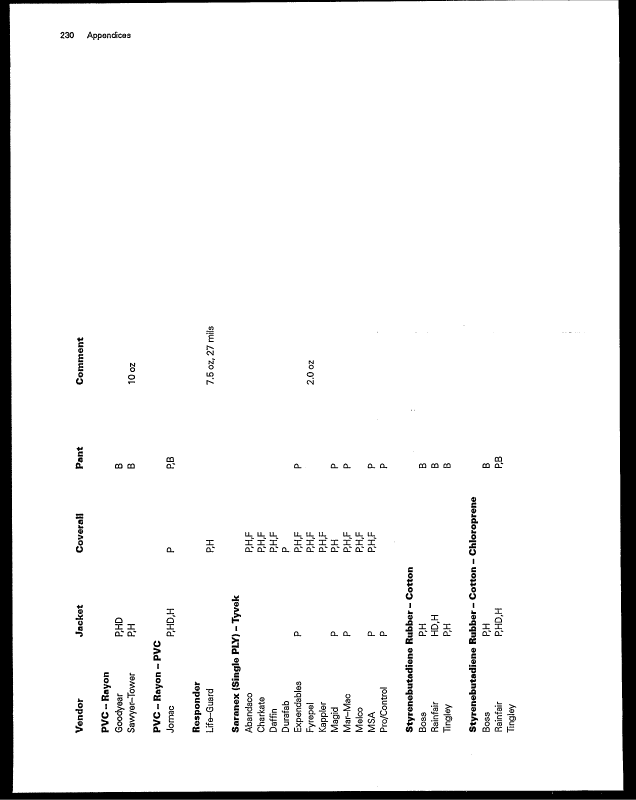
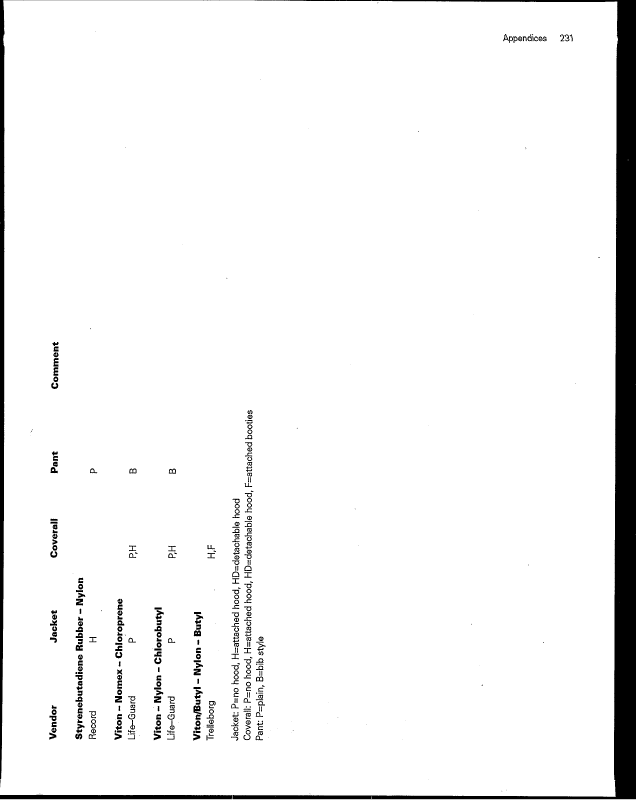
I. Splash suits and rainwear 223
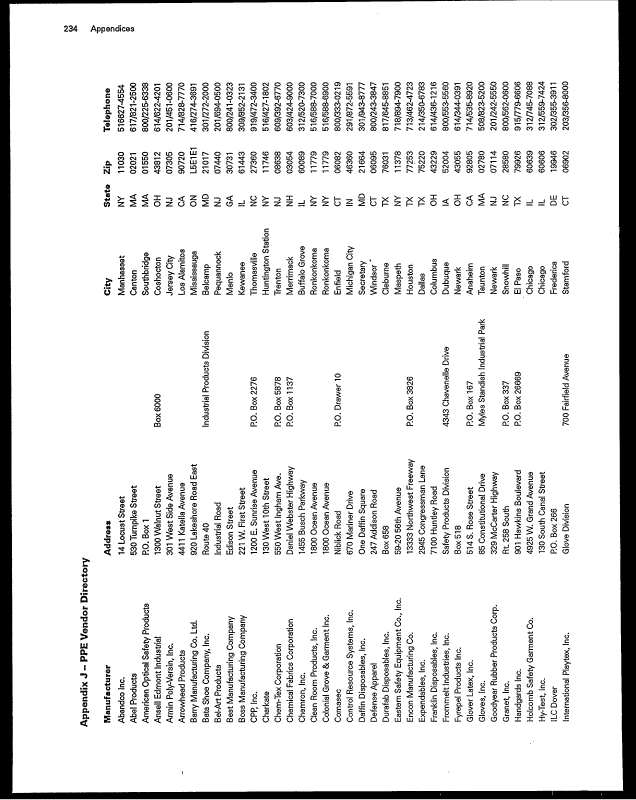
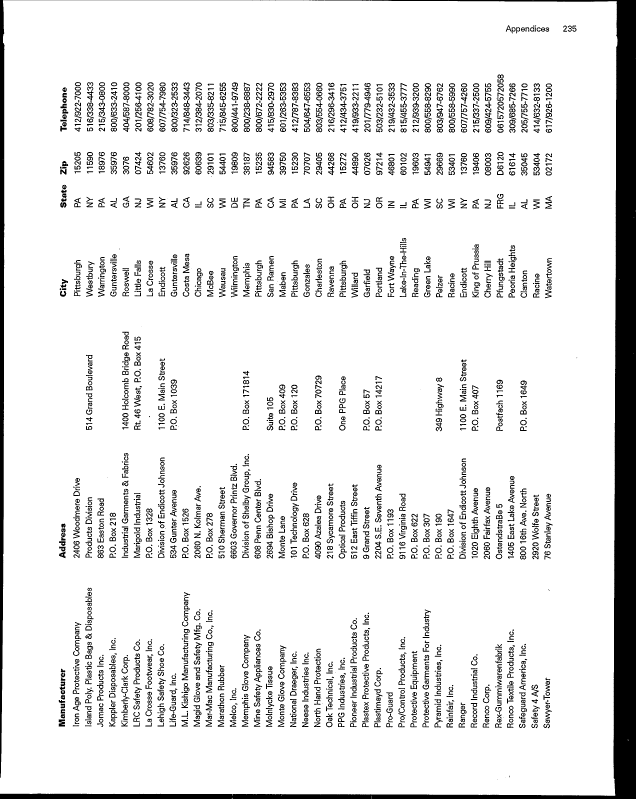
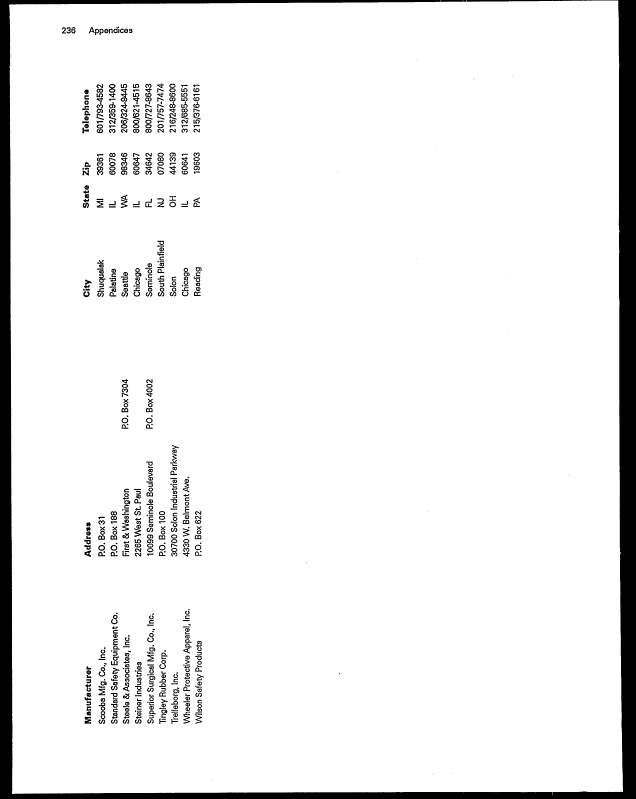
J. PPE vendor directory 233
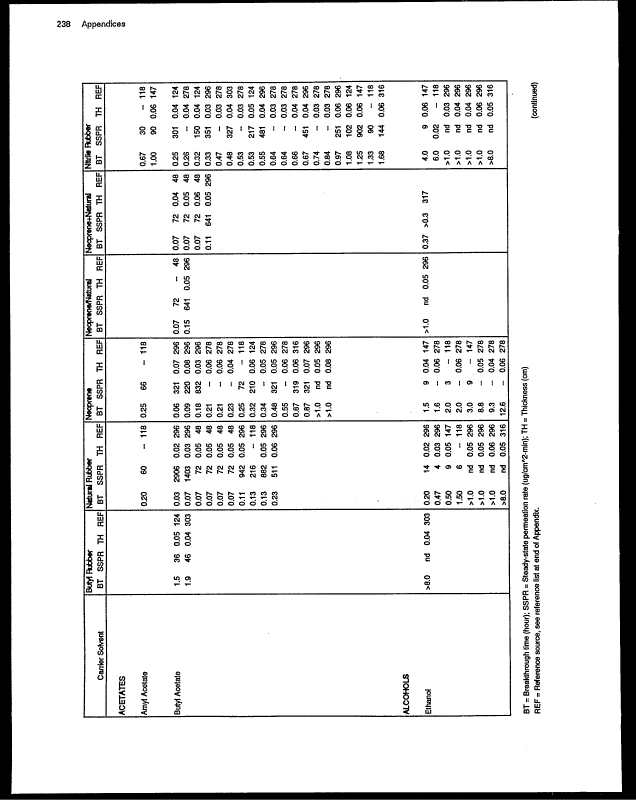
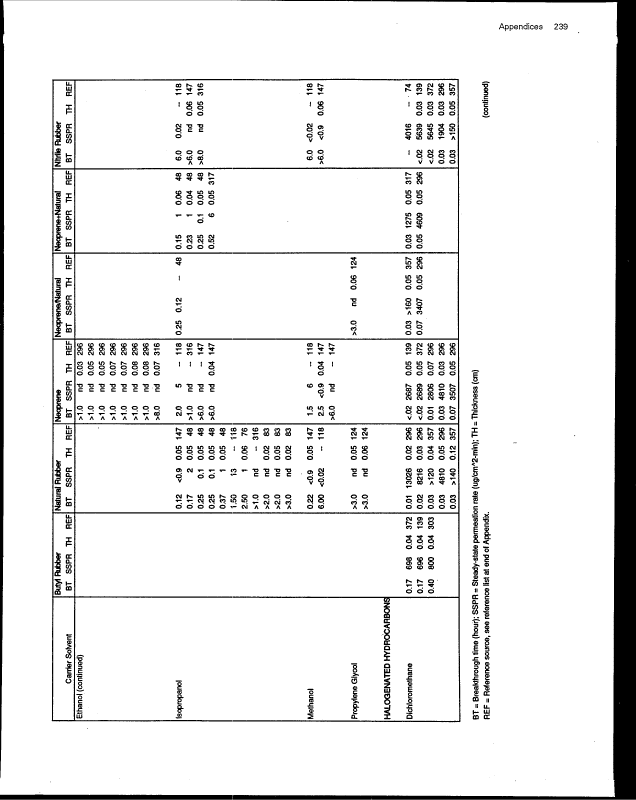
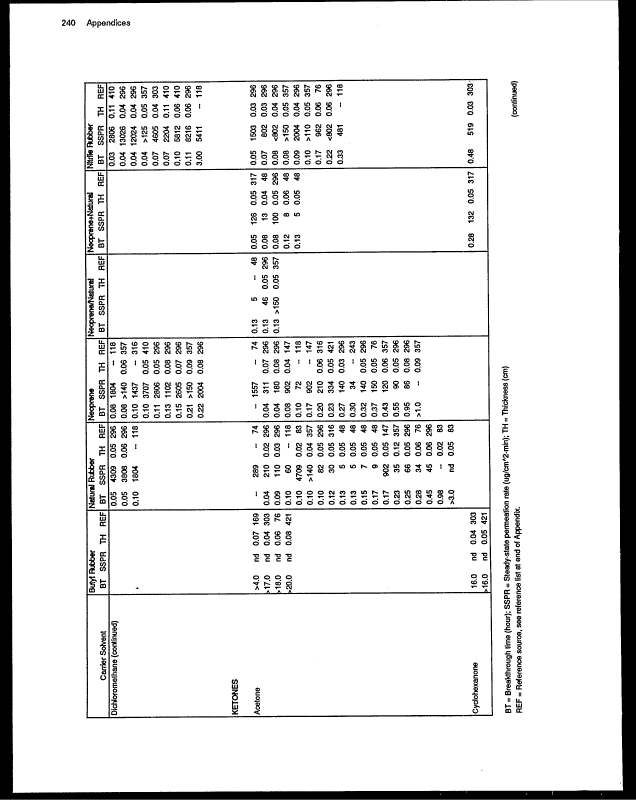
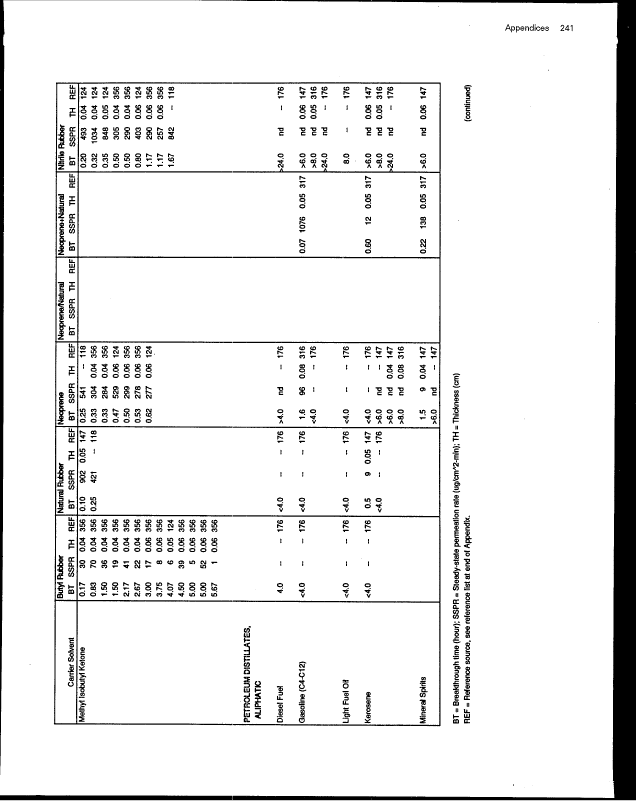
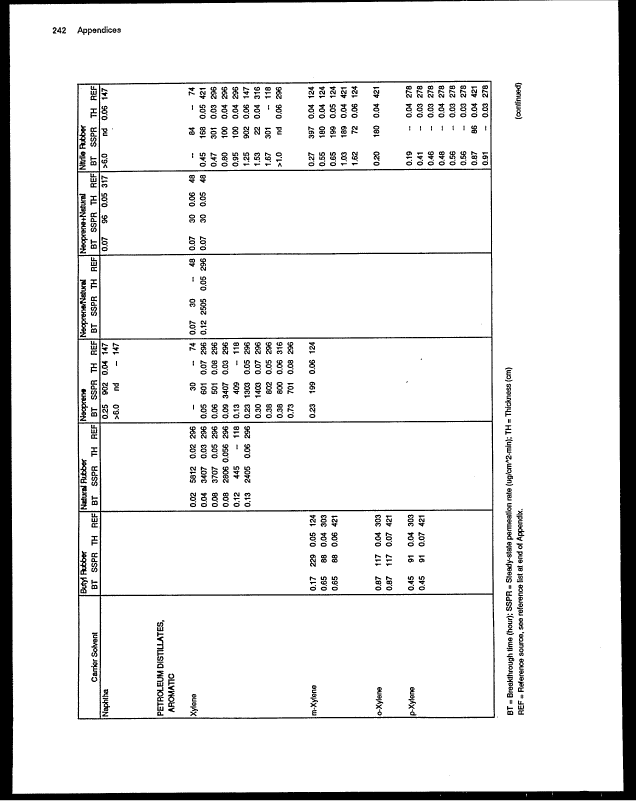
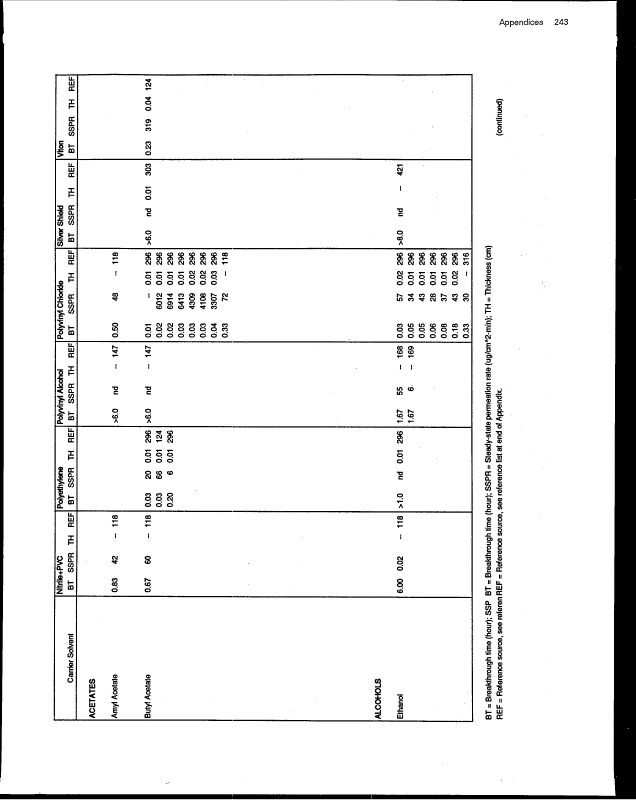
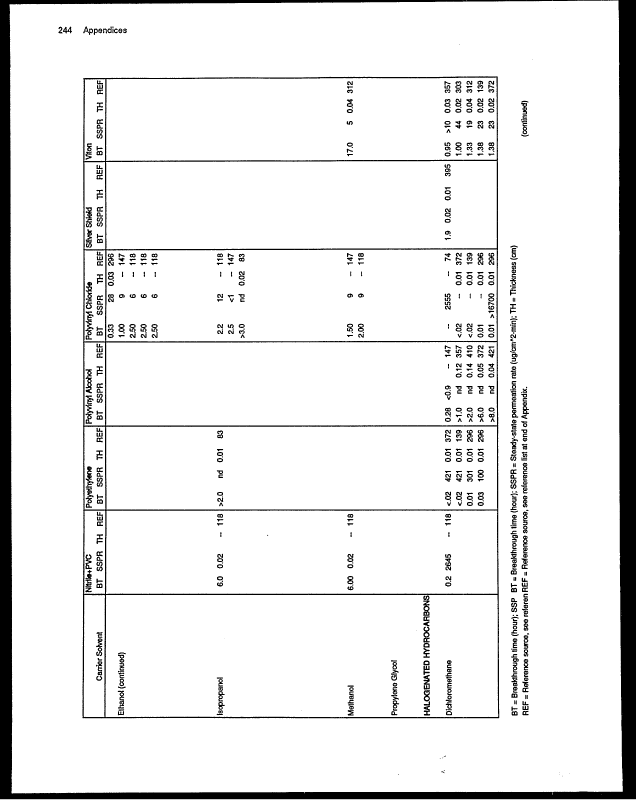
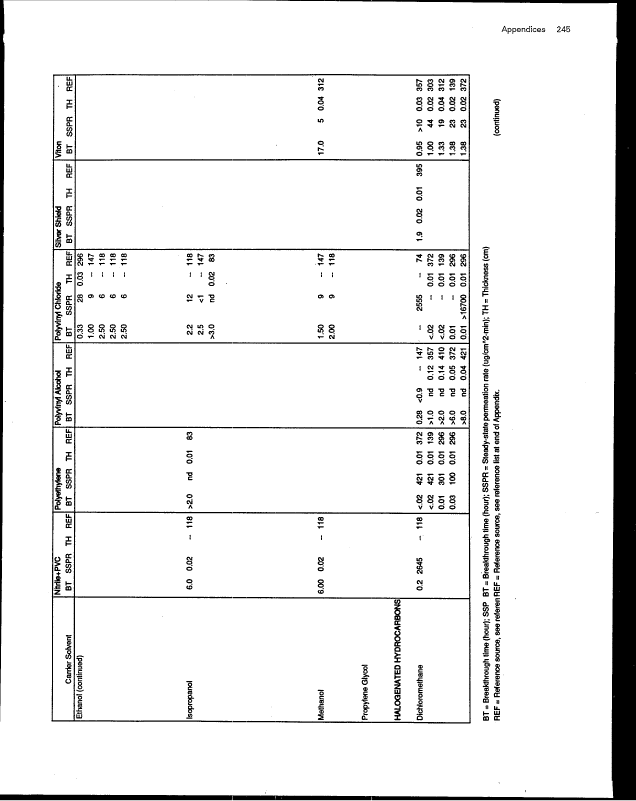
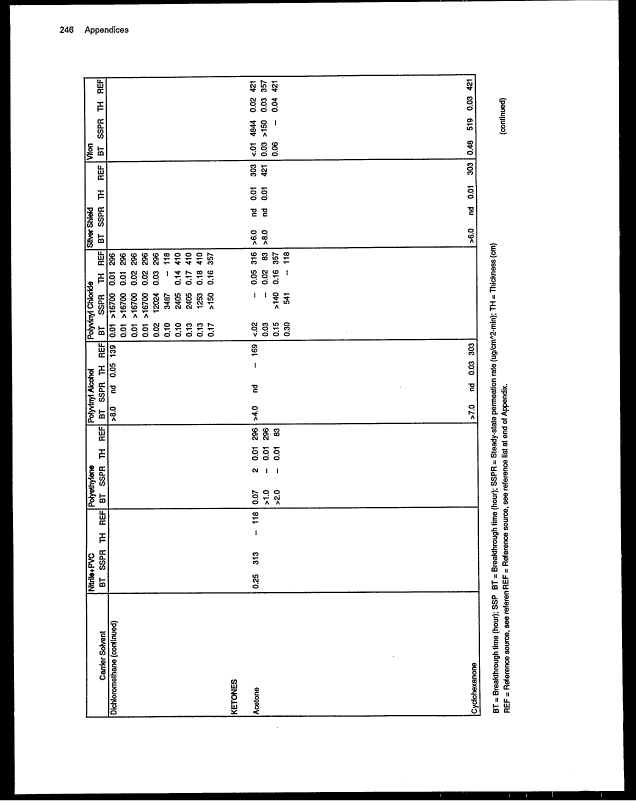
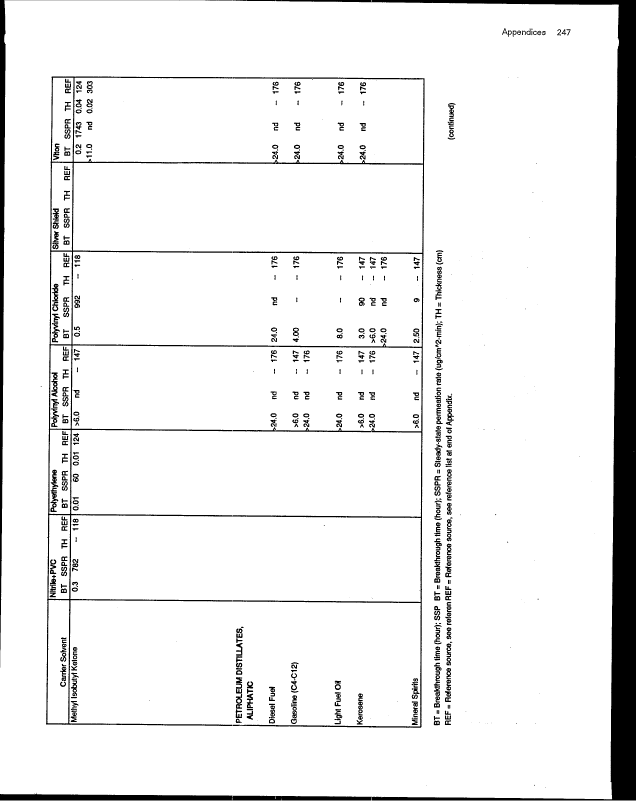
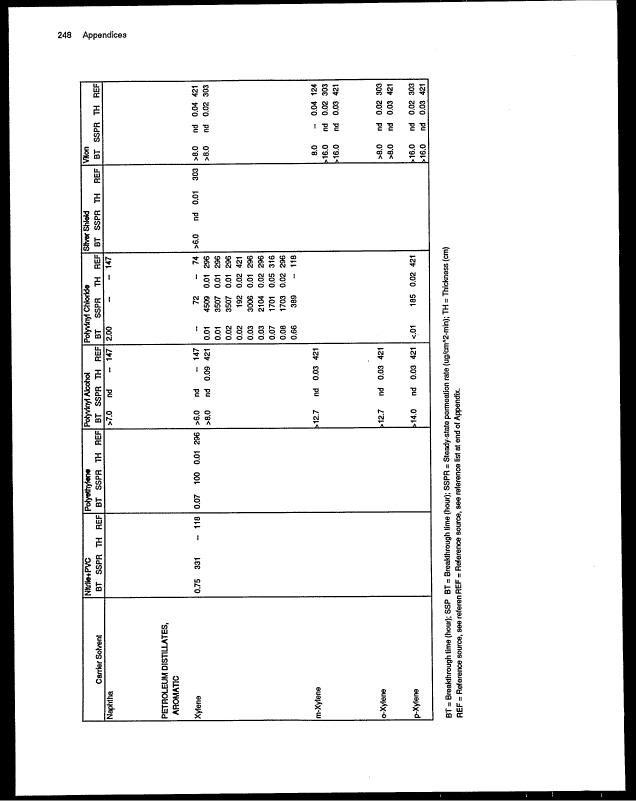
K. Neat carrier solvent permeation data 237
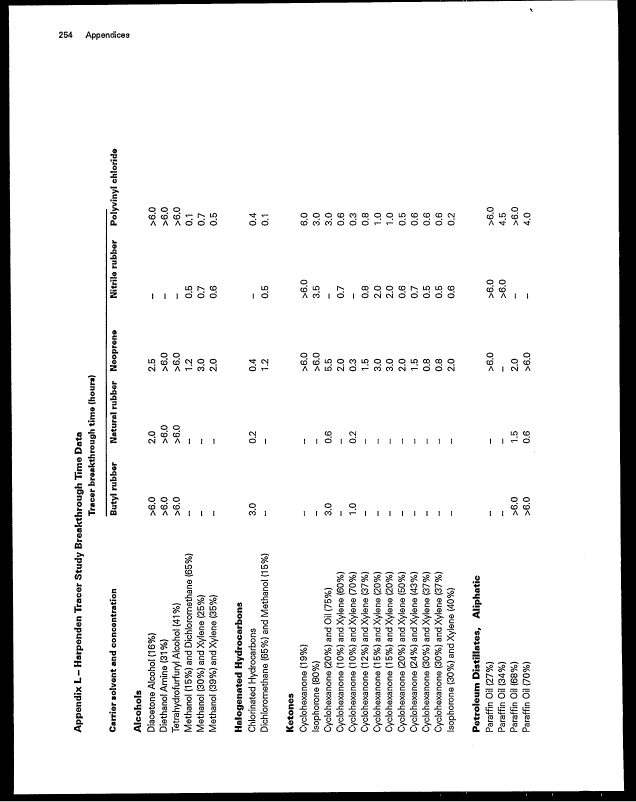
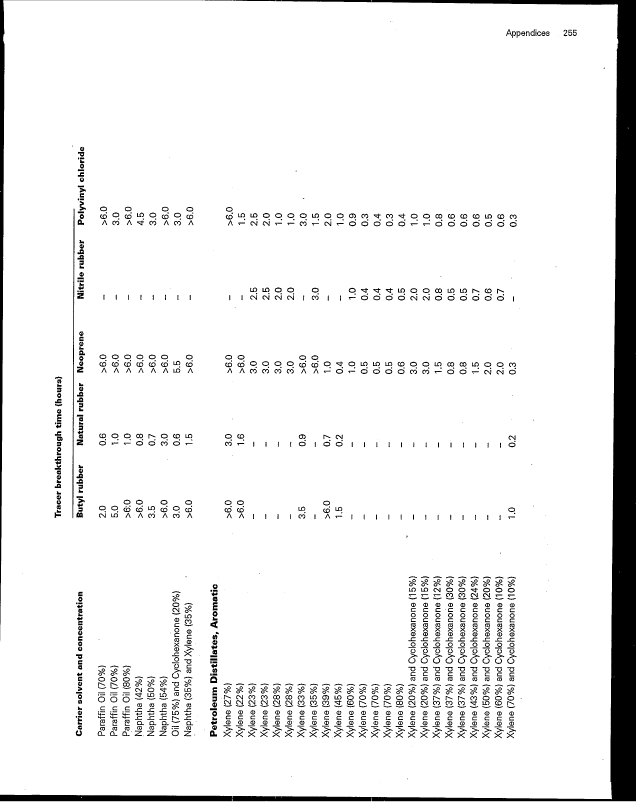
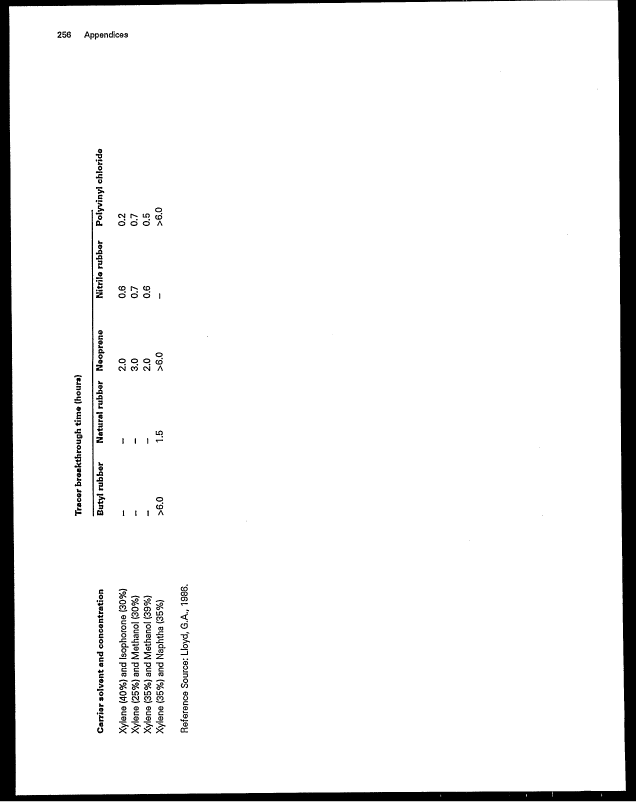
L. Harpenden tracer study breakthrough time data 253
M. 29 CFR 1910.133 257
N. Modifications to ANSI Z87.1 261
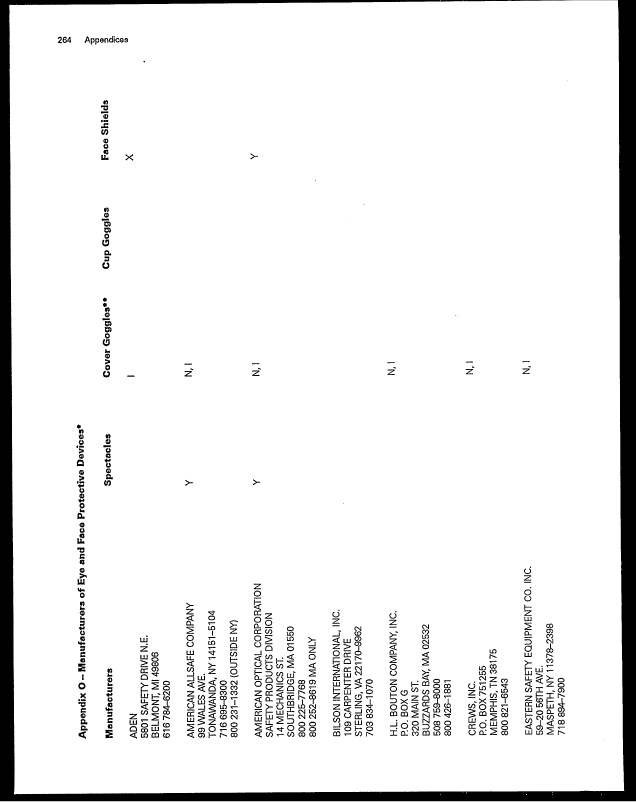
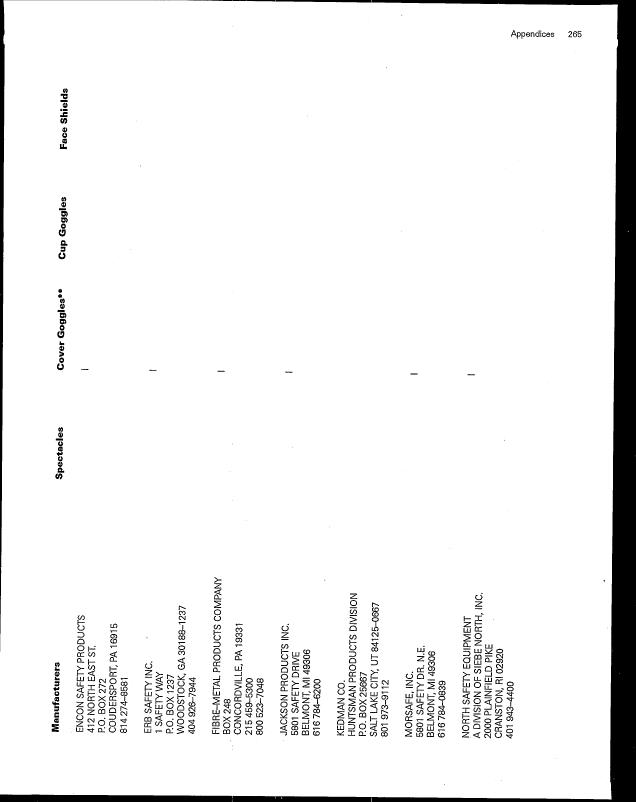
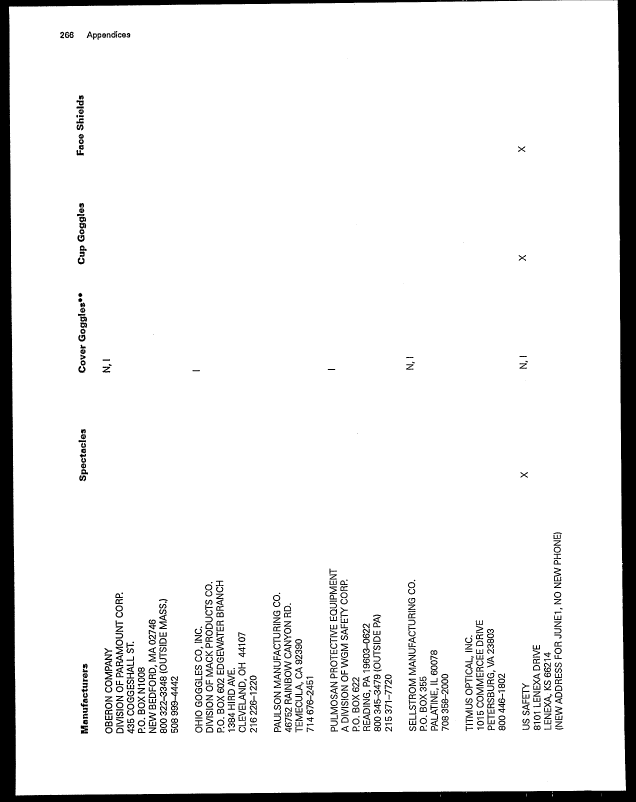
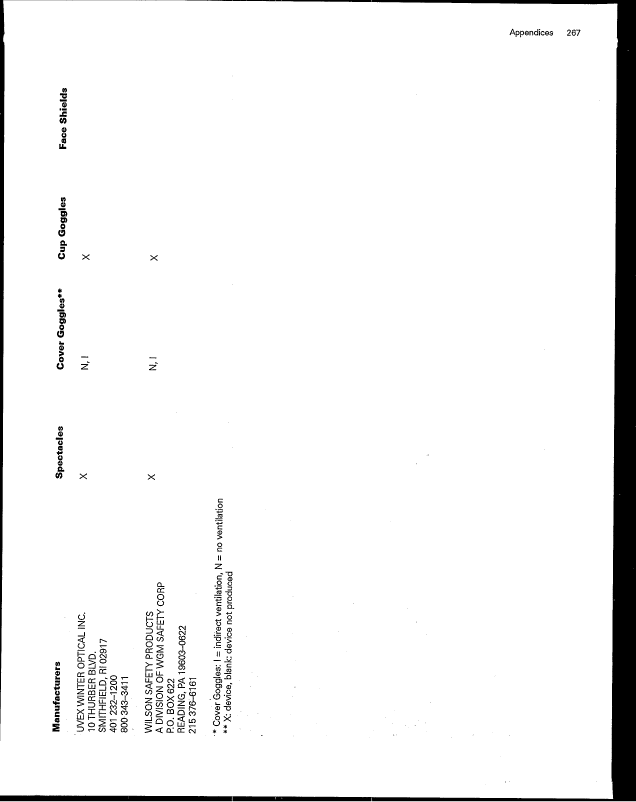
O. Manufacturers of eye and face protective devices 263
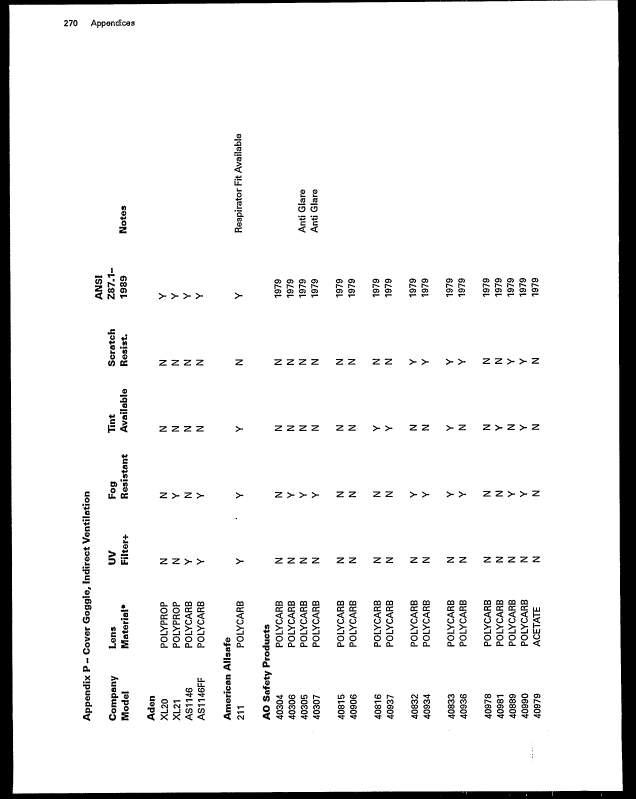
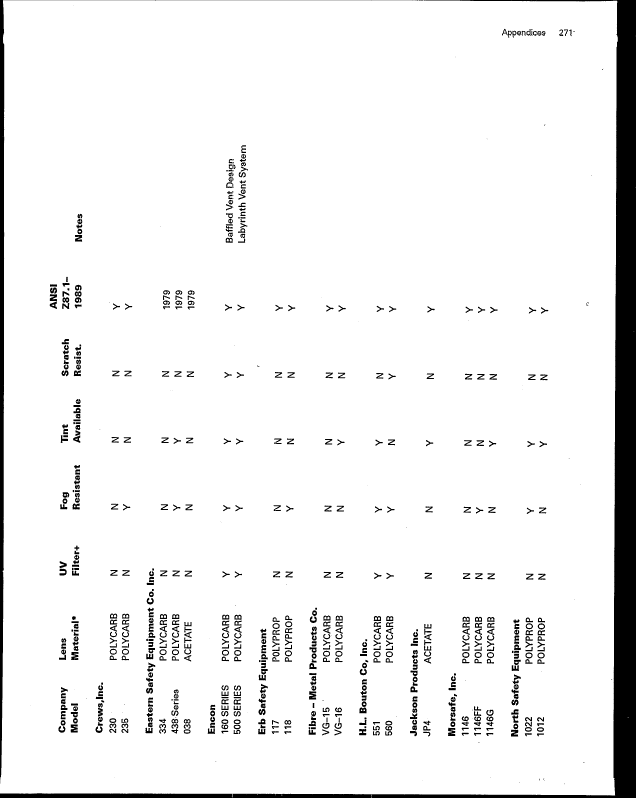
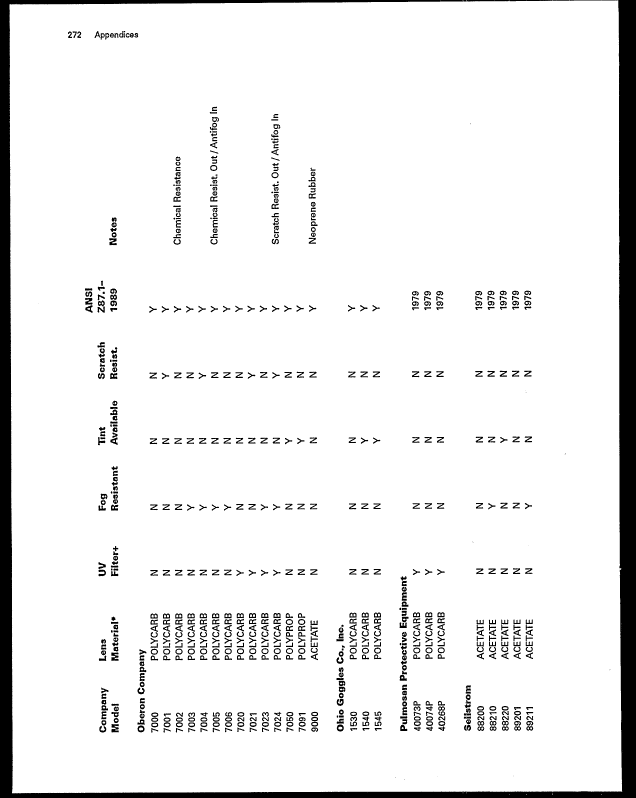
P. Cover goggle, indirect ventilation 269
Q. Cover goggle, no ventilation 275
R. Cup goggle, ventilation 279
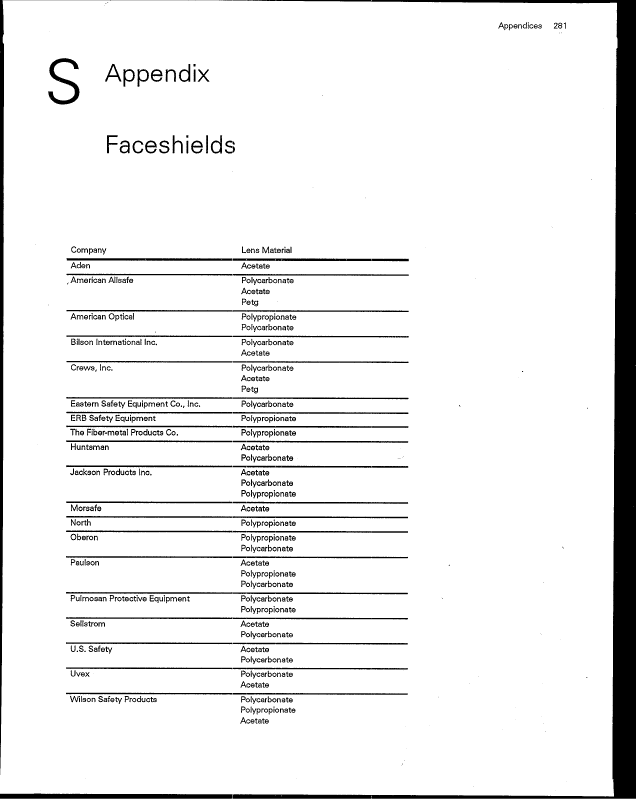
S. Faceshields 281
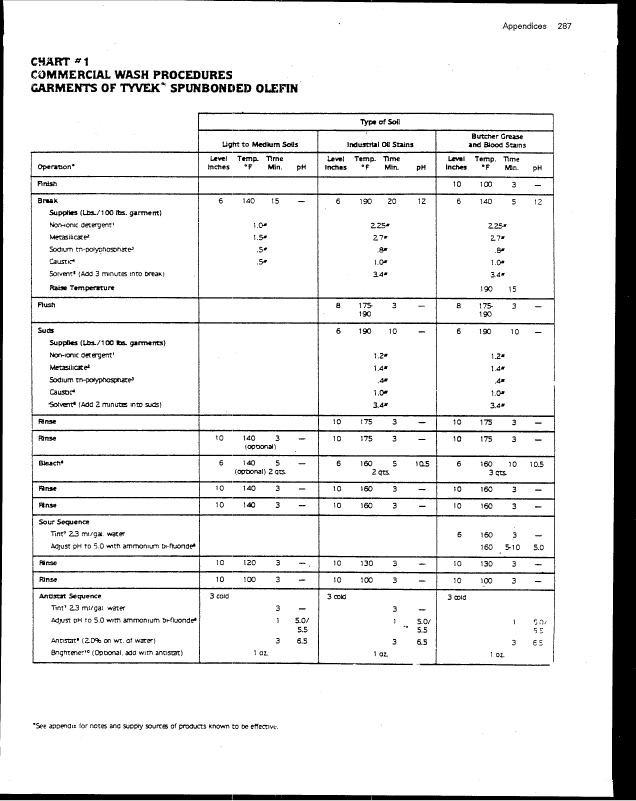
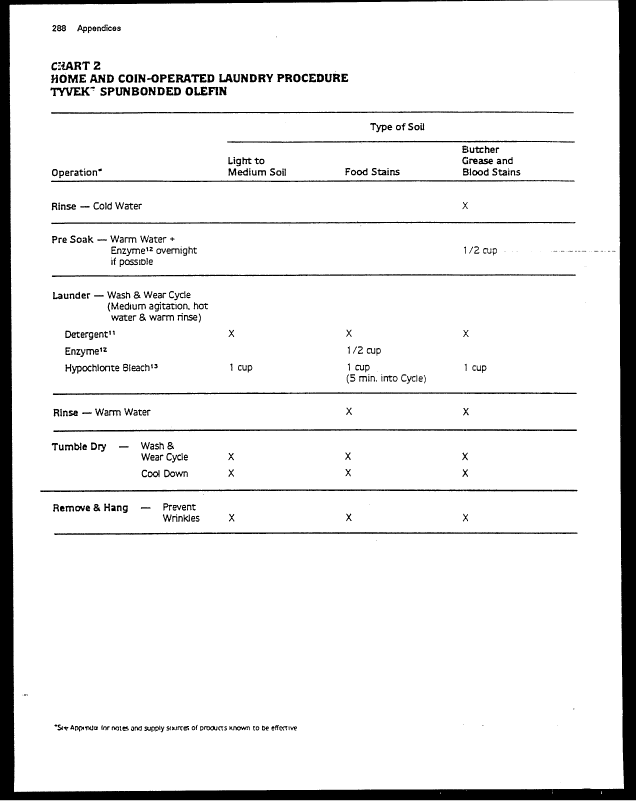
T. Laundering Tyvek® spunbonded polyolefin 283
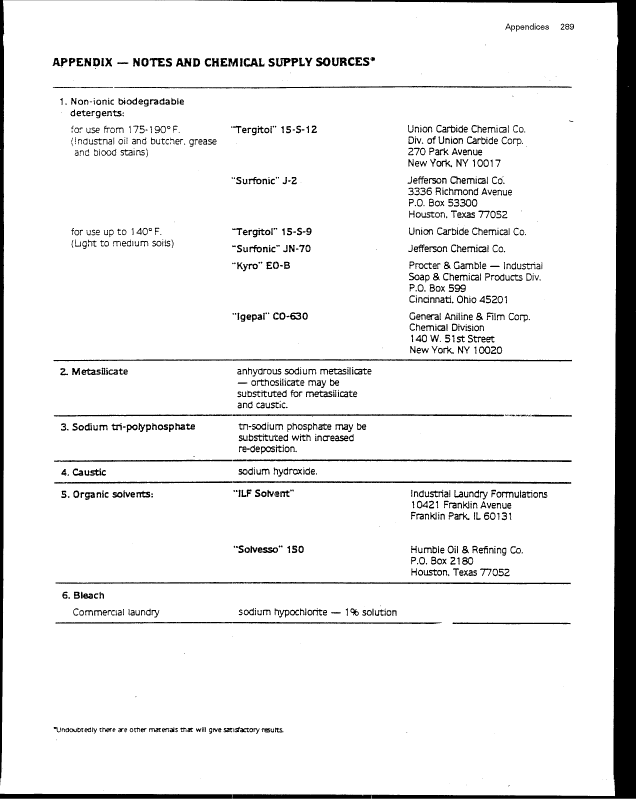
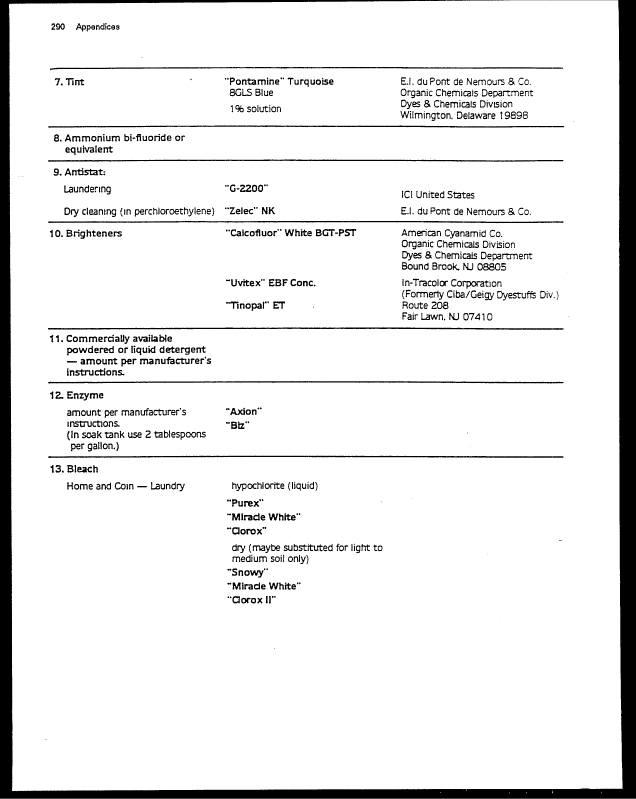
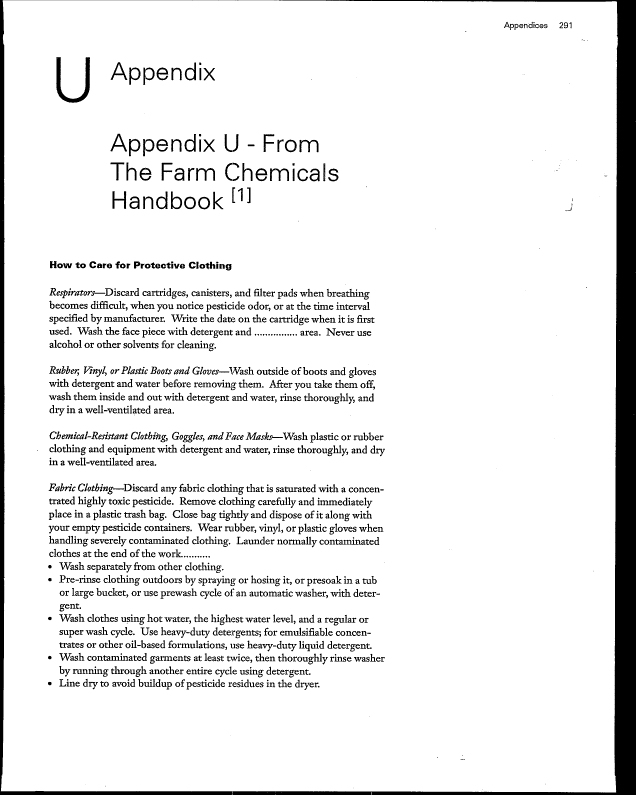
U. From the farm chemicals handbook 291
V. Laundering guidance from Agway Corp 293
W Extension service information pertinent to decontamination 297
image:
9.3.4.1 Cotton and cotton/polyester fabrics 163
9.3.4.2 Polyolefm fabrics 163
9.3.4.3 Rubber and plastic items 163
9.3.5 Sorbents 164
9.4 Current Agricultural Decontamination Practices 164
9.5 Practical Considerations 165
9.5.1 Water use 165
9.5.2 Water temperature 165
9.5.3 Dry cleaning 165
9.5.4 Waste disposal 165
9.5.5 Cost 165
9.6 Recommendations 166
References 167
Appendices
A. Gloves 171
B. Sleeves 185
C. Footwear 191
D. Hats 197
E. Hoods 201
F. Aprons , 207
G. Aprons with sleeves 213
H. Clothing based on porous or microporous fabrics 215
I. Splash suits and rainwear 223
J. PPE vendor directory 233
K. Neat carrier solvent permeation data 237
L. Harpenden tracer study breakthrough time data 253
M. 29 CFR 1910.133 257
N. Modifications to ANSI Z87.1 261
O. Manufacturers of eye and face protective devices 263
P. Cover goggle, indirect ventilation 269
Q. Cover goggle, no ventilation 275
R. Cup goggle, ventilation 279
S. Faceshields 281
T. Laundering Tyvek® spunbonded polyolefin 283
U. From the farm chemicals handbook 291
V. Laundering guidance from Agway Corp 293
W Extension service information pertinent to decontamination 297
image:
 List of Figures
Figure 1. Idealization of Fickian Permeation 34
Figure 2. Concentration gradient across material as a function of time 3 5
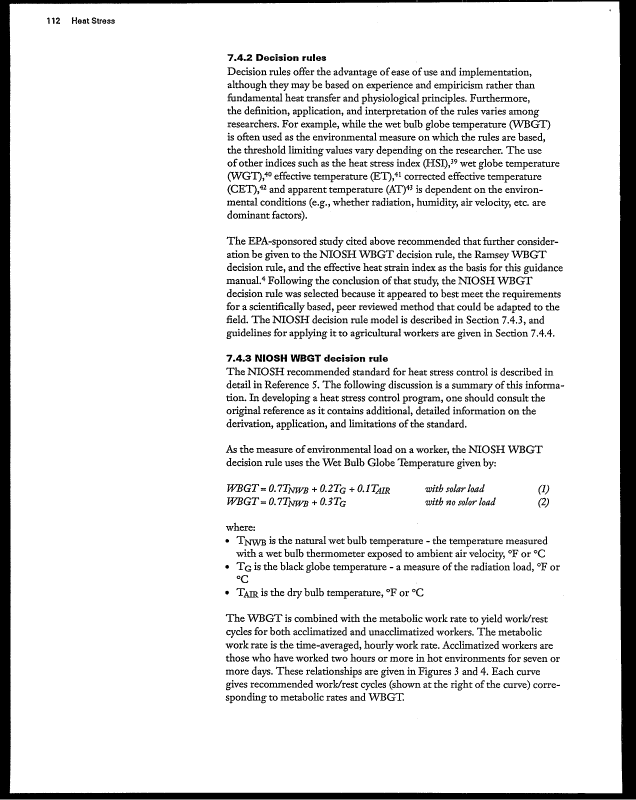
Figure 3. Recommended heat-stress alert limits 113
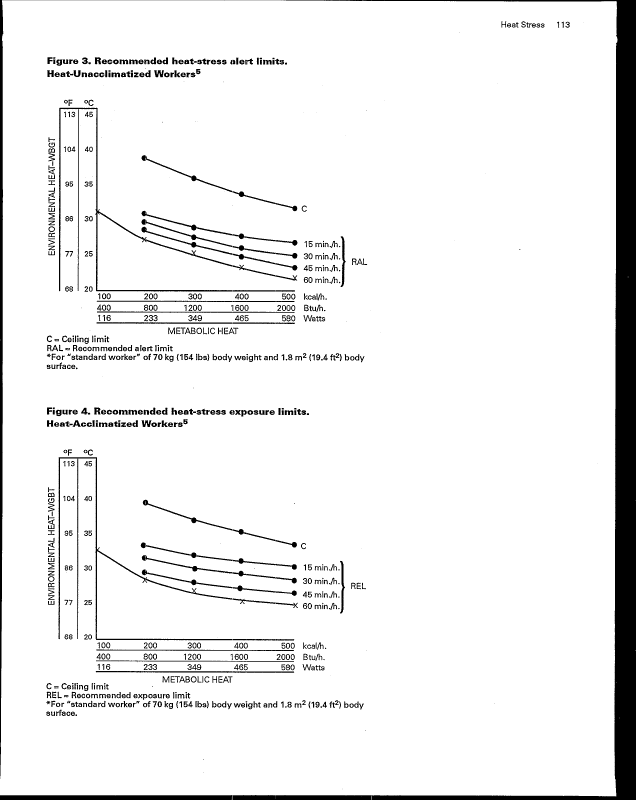
Figure 4. Recommended heat-stress exposure limits 113
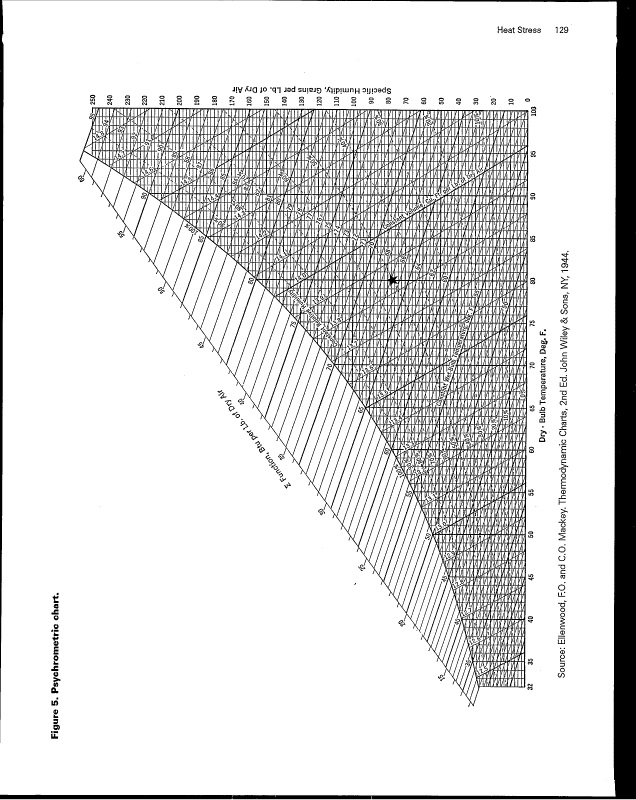
Figure 5. Psychrometric chart 129
Figured. Selection and use of personal protective equipment 138
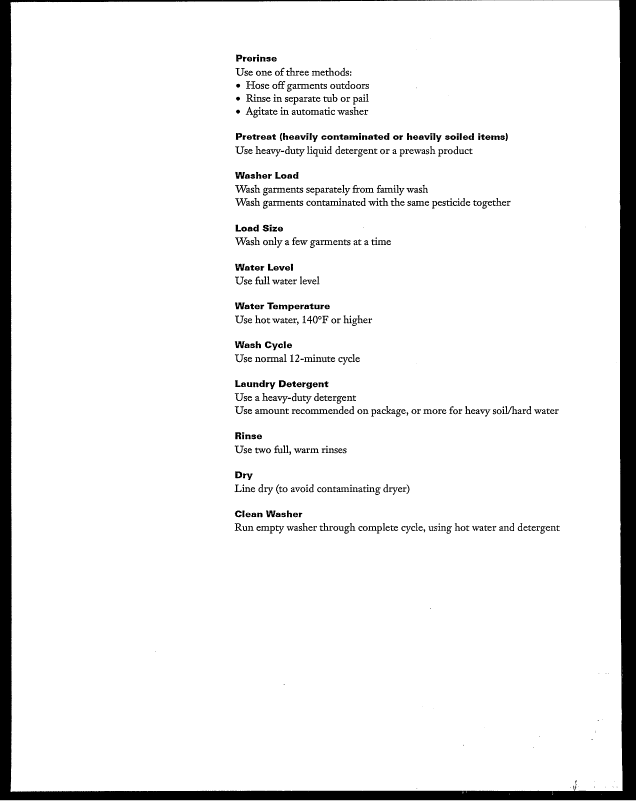
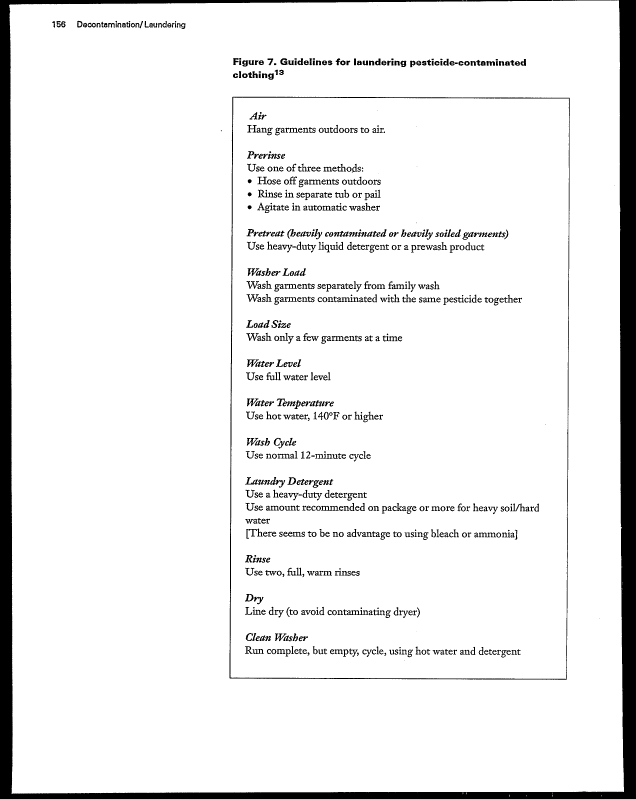
Figure 7. Guidelines for laundering pesticide-contaminated clothing 156
image:
List of Figures
Figure 1. Idealization of Fickian Permeation 34
Figure 2. Concentration gradient across material as a function of time 3 5
Figure 3. Recommended heat-stress alert limits 113
Figure 4. Recommended heat-stress exposure limits 113
Figure 5. Psychrometric chart 129
Figured. Selection and use of personal protective equipment 138
Figure 7. Guidelines for laundering pesticide-contaminated clothing 156
image:
 image:
image:
 List of Tables
Table 1. Toxicity categories 7
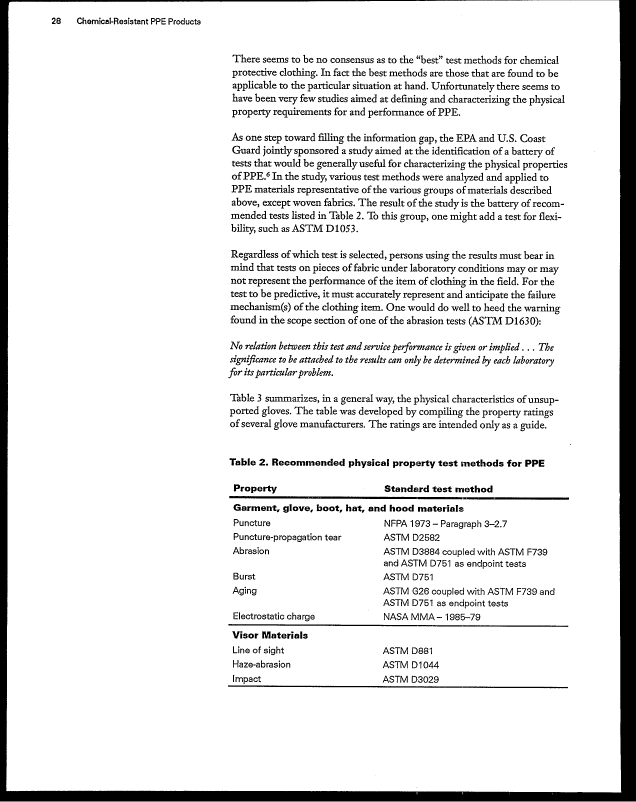
Table 2. Recommended physical property test methods for PPE 28
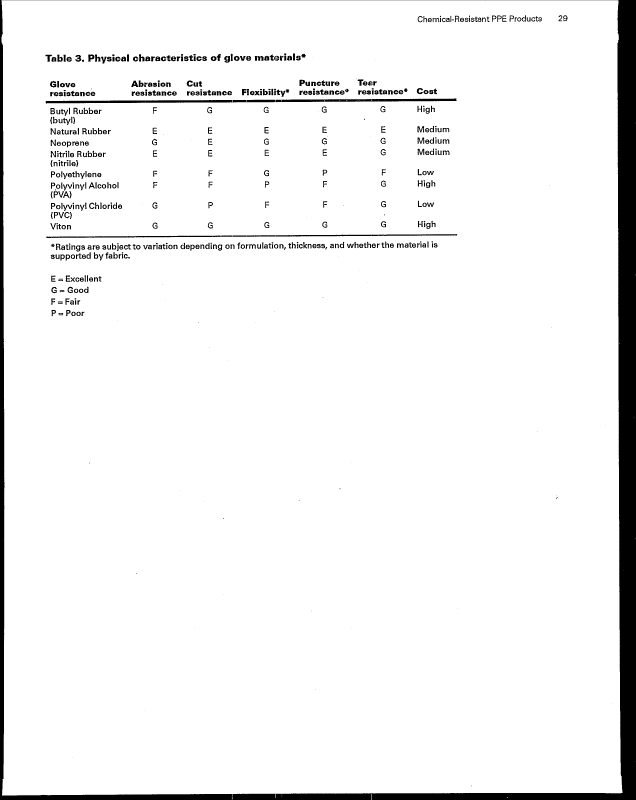
TableS. Physical characteristics of glove materials 29
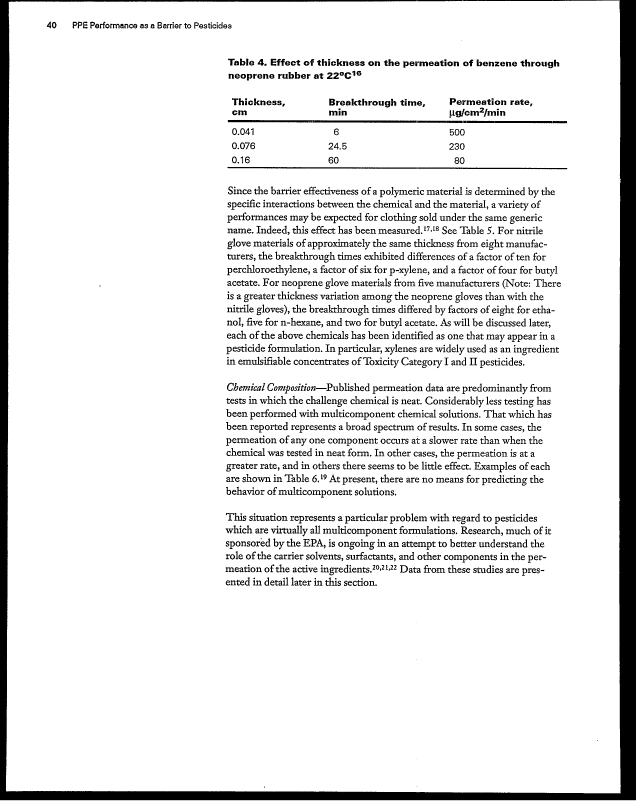
Table 4. Effect of thickness on the permeation of benzene through
neoprene rubber at 22°C 40
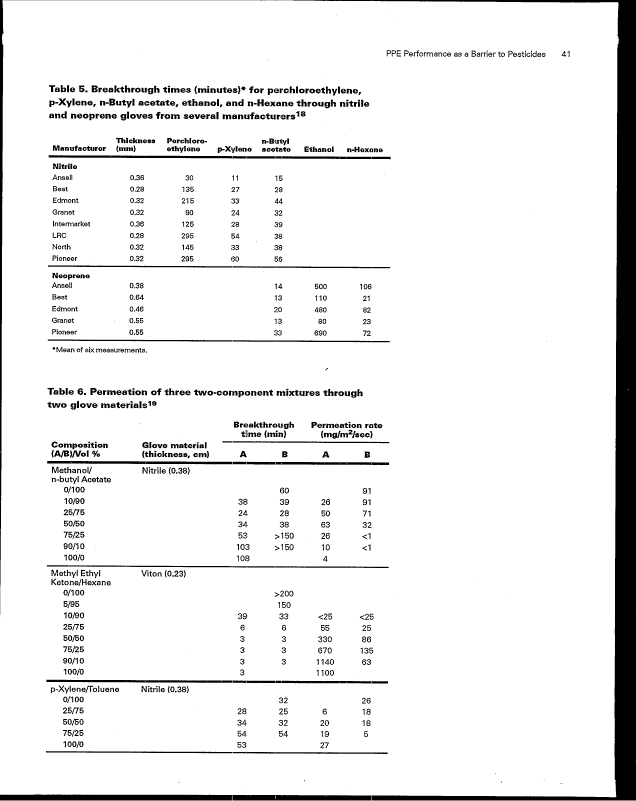
Table 5. Breakthrough times (minutes) for perchloroethylene,
p-Xylene, n-Butyl acetate, ethanol, and n-Hexane through
nitrile and neoprene gloves from several manufacturers 41
Table 6. Permeation of three two-component mixtures through
two glove materials 41
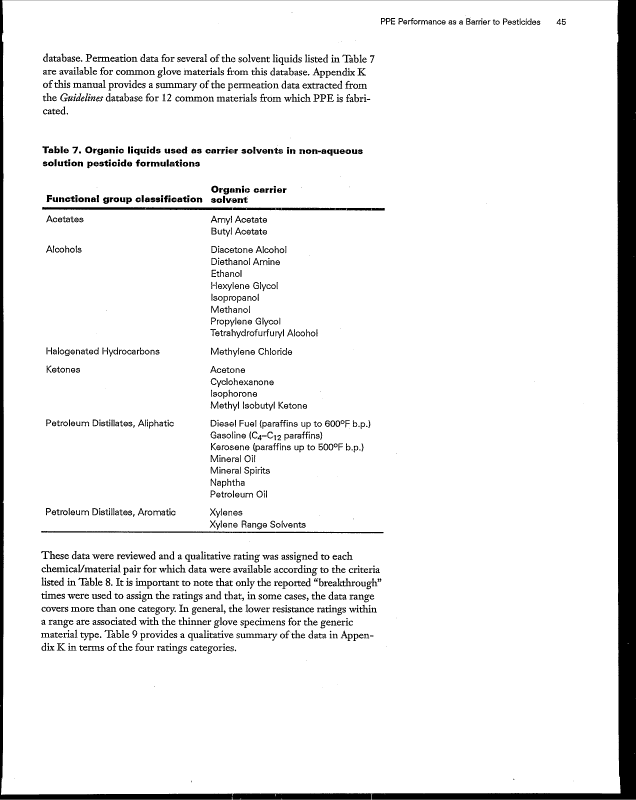
Table 7. Organic liquids used as carrier solvents in non-aqueous
solution pesticide formulations 45
Table 8. Ratings categories for qualitative summary of neat carrier
solvent permeation data 46
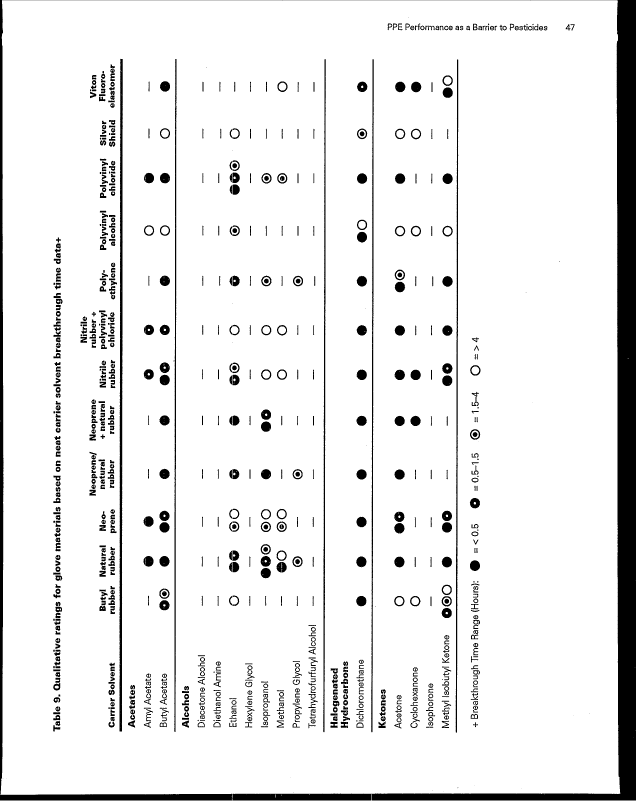
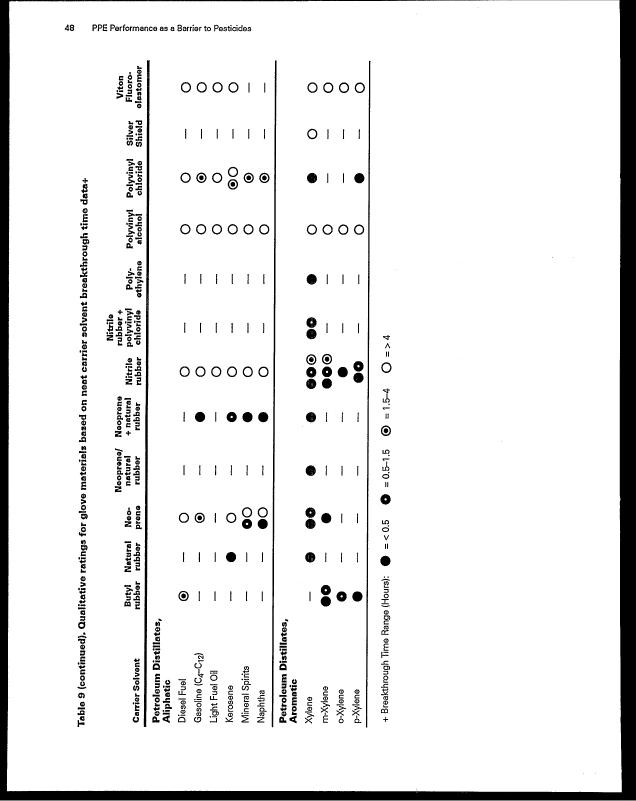
Table 9. Neat carrier solvent permeation table (ratings) 47
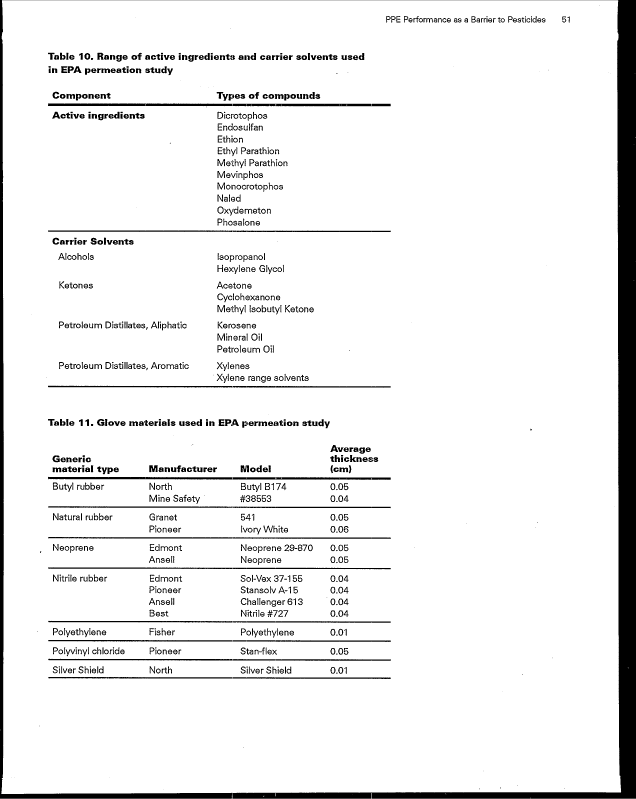
Table 10. Range of active ingredients and carrier solvents used in
EPA permeation study 51
Table 11. Glove materials used in EPA permeation study 51
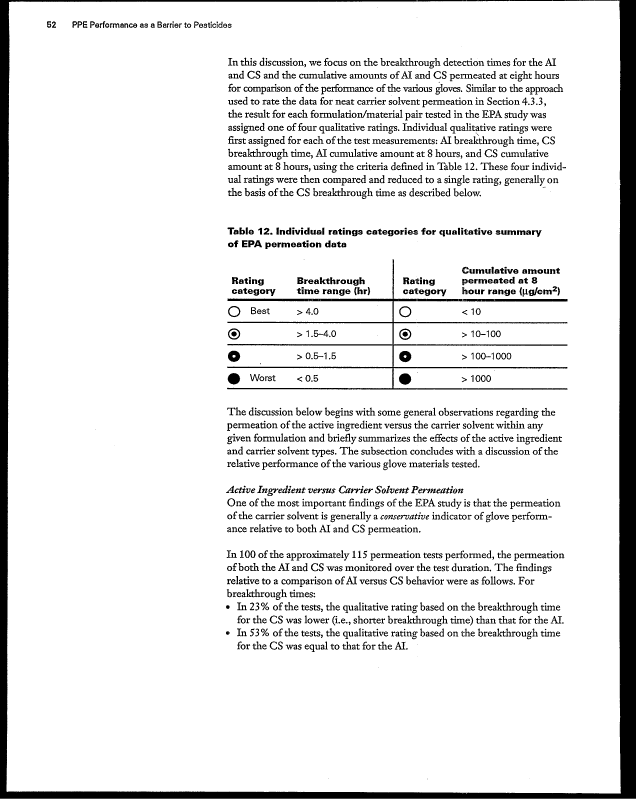
Table 12. Individual ratings categories for qualitative summary
of EPA permeation data 52
Table 13. EPA study ratings 54
Table 14. Tracer ratings 59
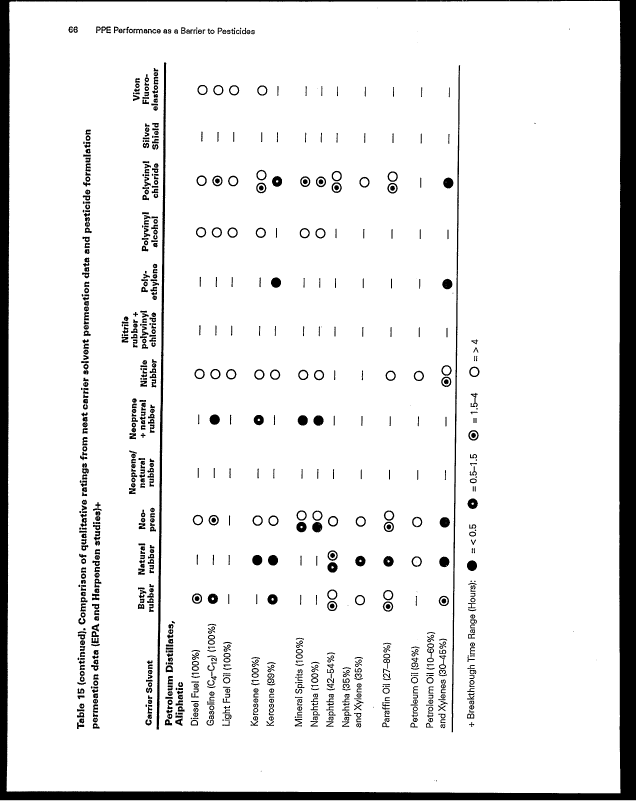
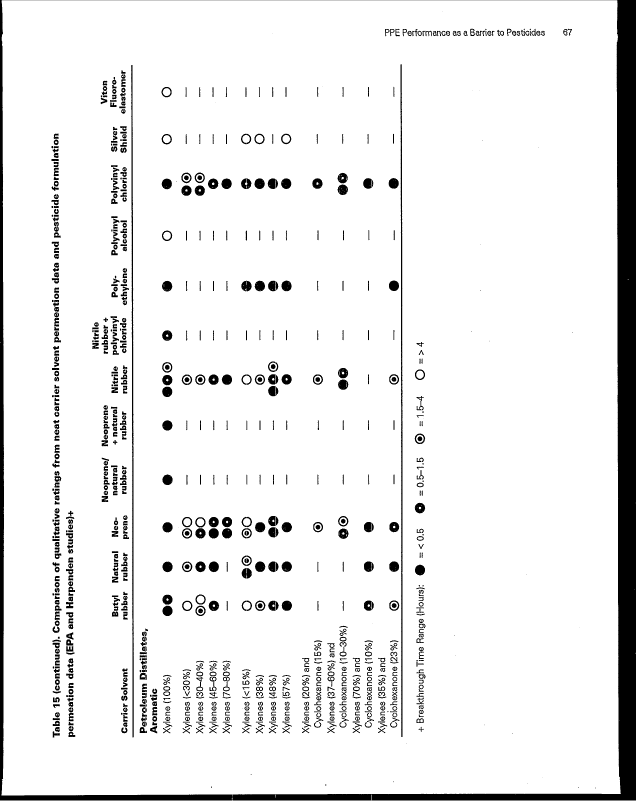
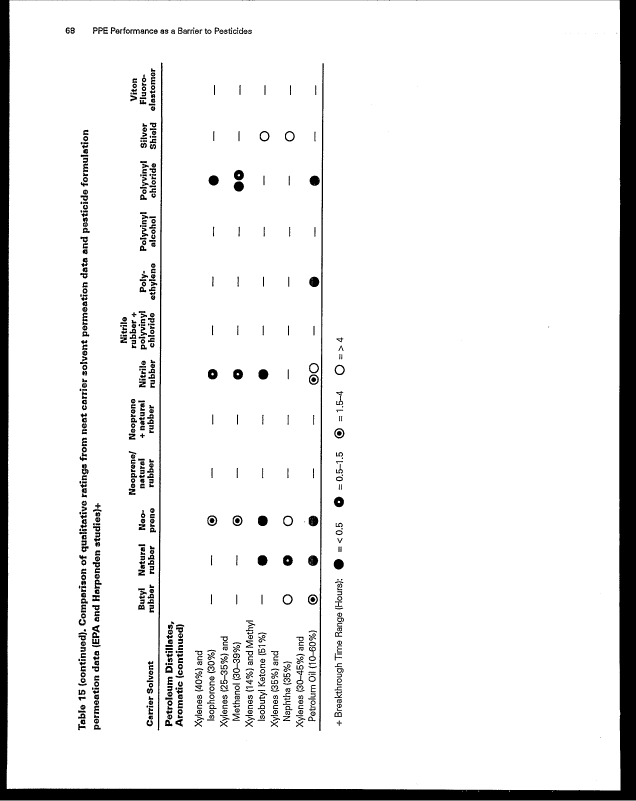
Table 15. Sumary table 64
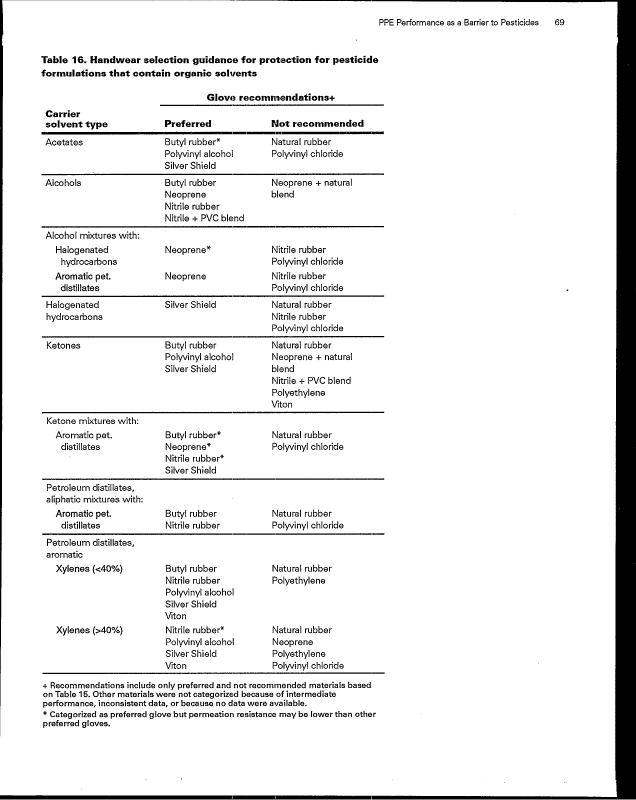
Table 16. Handwear selection guidance for protection for pesticide
formulations that contain organic solvents 69
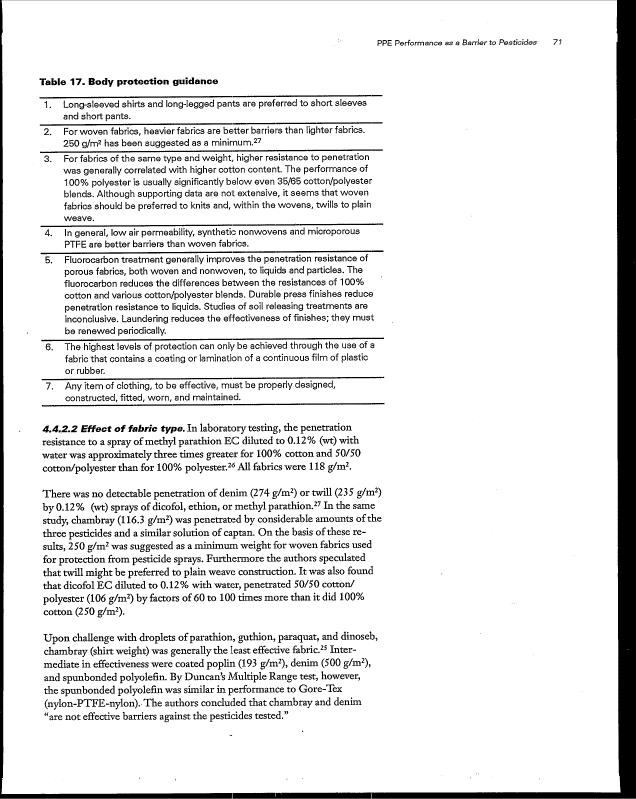
Table 17. Body protection guidance 71
Table 18. Prices for hooded coveralls 76
Table 19. Selection guidance for eye and face protection 86
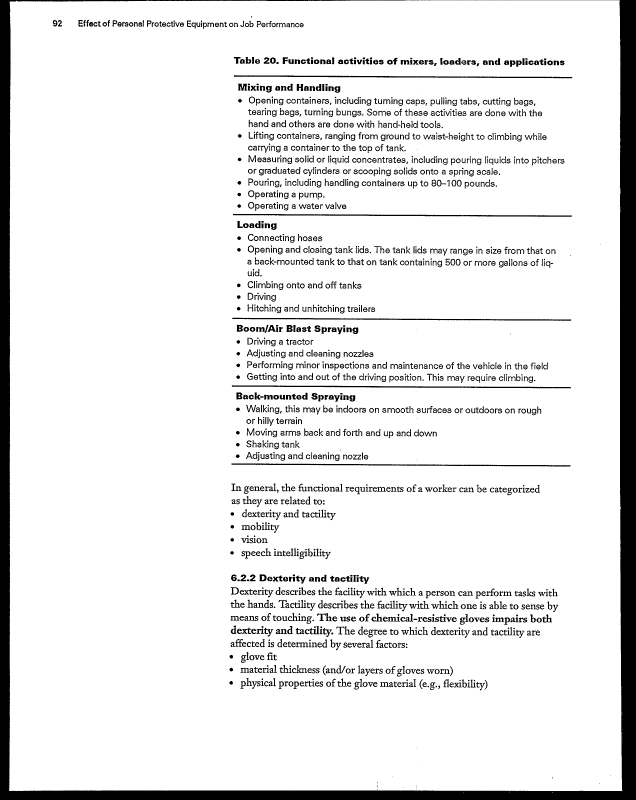
Table 20. Functional activities of mixers, loaders, and applications 92
Table 21. Weighting factors for functional requirements by
type of activity 96
Table 22. Protective clothing ensembles 96
Table 2 3. Increase in task time due to PPE 98
Table 24. Performance decrements as function of type of work
and protection level 101
Table 25. Overall performance decrements due to PPE 101
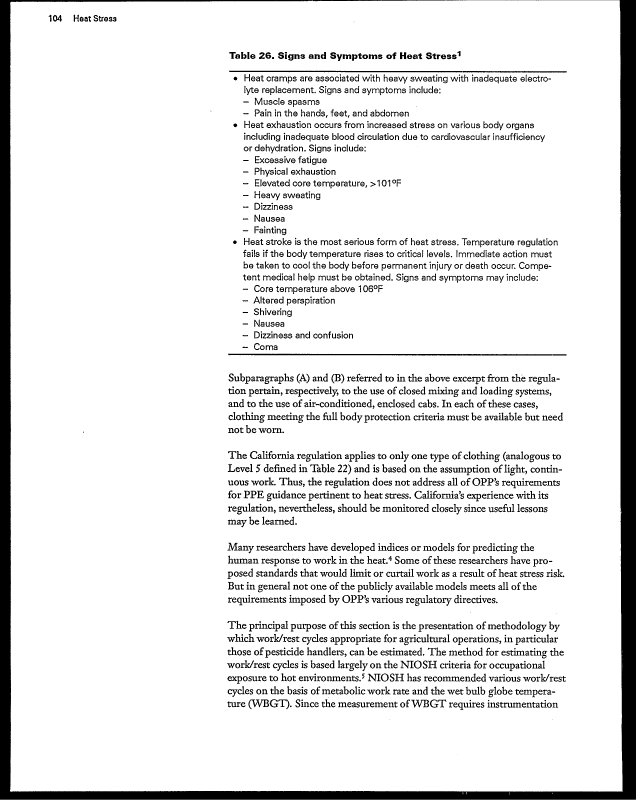
Table 26. Signs and Symptoms of Heat Stress 104
image:
List of Tables
Table 1. Toxicity categories 7
Table 2. Recommended physical property test methods for PPE 28
TableS. Physical characteristics of glove materials 29
Table 4. Effect of thickness on the permeation of benzene through
neoprene rubber at 22°C 40
Table 5. Breakthrough times (minutes) for perchloroethylene,
p-Xylene, n-Butyl acetate, ethanol, and n-Hexane through
nitrile and neoprene gloves from several manufacturers 41
Table 6. Permeation of three two-component mixtures through
two glove materials 41
Table 7. Organic liquids used as carrier solvents in non-aqueous
solution pesticide formulations 45
Table 8. Ratings categories for qualitative summary of neat carrier
solvent permeation data 46
Table 9. Neat carrier solvent permeation table (ratings) 47
Table 10. Range of active ingredients and carrier solvents used in
EPA permeation study 51
Table 11. Glove materials used in EPA permeation study 51
Table 12. Individual ratings categories for qualitative summary
of EPA permeation data 52
Table 13. EPA study ratings 54
Table 14. Tracer ratings 59
Table 15. Sumary table 64
Table 16. Handwear selection guidance for protection for pesticide
formulations that contain organic solvents 69
Table 17. Body protection guidance 71
Table 18. Prices for hooded coveralls 76
Table 19. Selection guidance for eye and face protection 86
Table 20. Functional activities of mixers, loaders, and applications 92
Table 21. Weighting factors for functional requirements by
type of activity 96
Table 22. Protective clothing ensembles 96
Table 2 3. Increase in task time due to PPE 98
Table 24. Performance decrements as function of type of work
and protection level 101
Table 25. Overall performance decrements due to PPE 101
Table 26. Signs and Symptoms of Heat Stress 104
image:
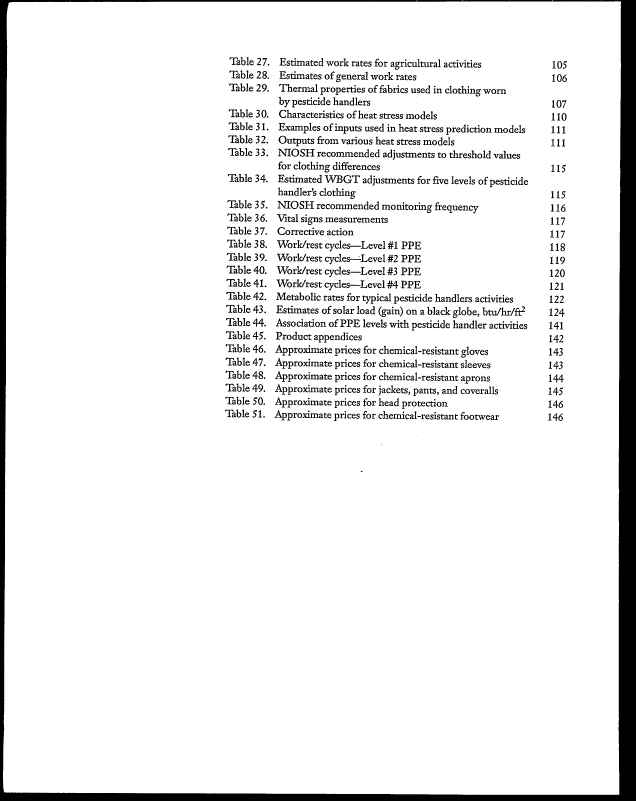
 Table 2 7. Estimated work rates for agricultural activities 105
Table 2 8. Estimates of general work rates 106
Table 29. Thermal properties of fabrics used in clothing worn
by pesticide handlers 107
Table 30. Characteristics of heat stress models 110
Table 31. Examples of inputs used in heat stress prediction models 111
Table 32. Outputs from various heat stress models 111
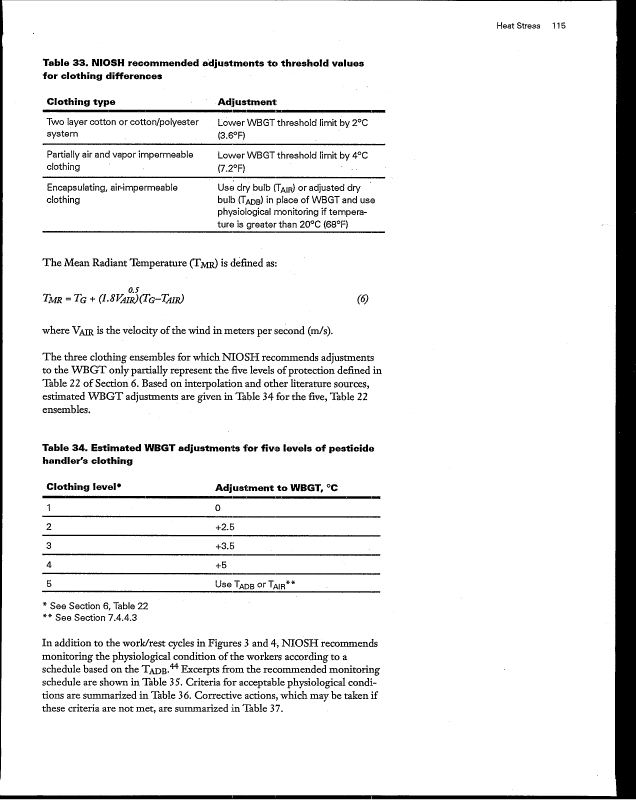
Table 33. NIOSH recommended adjustments to threshold values
for clothing differences 115
Table 34. Estimated WBGT adjustments for five levels of pesticide
handler's clothing 115
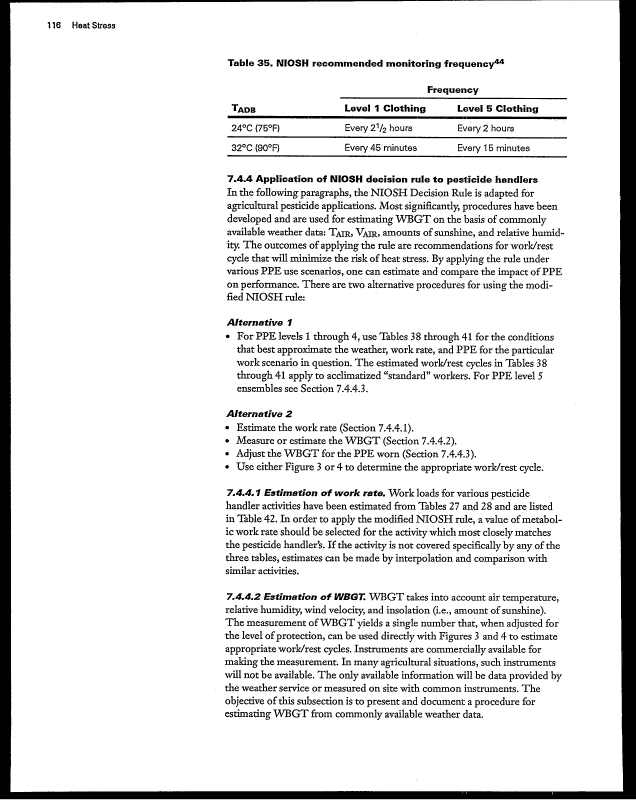
Table 3 5. NIOSH recommended monitoring frequency 116
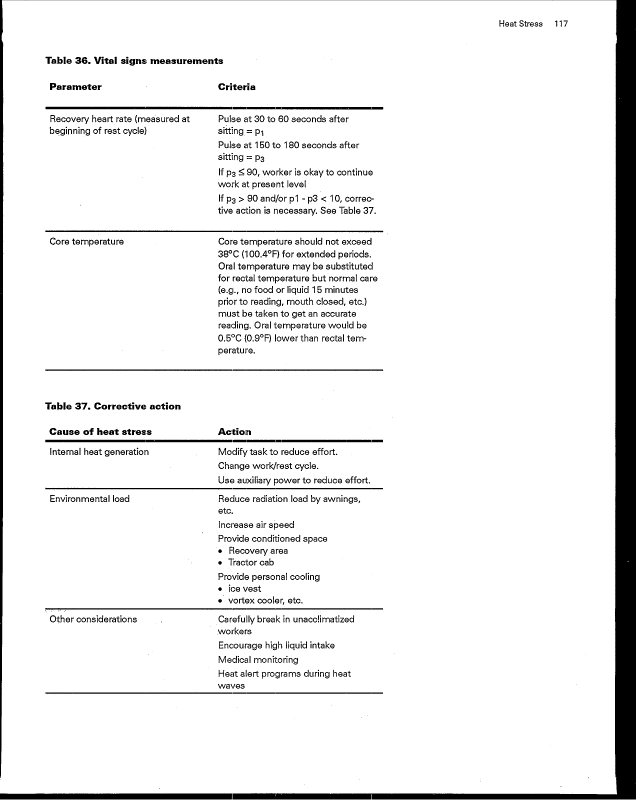
Table 36. Vital signs measurements 117
Table 37. Corrective action ny
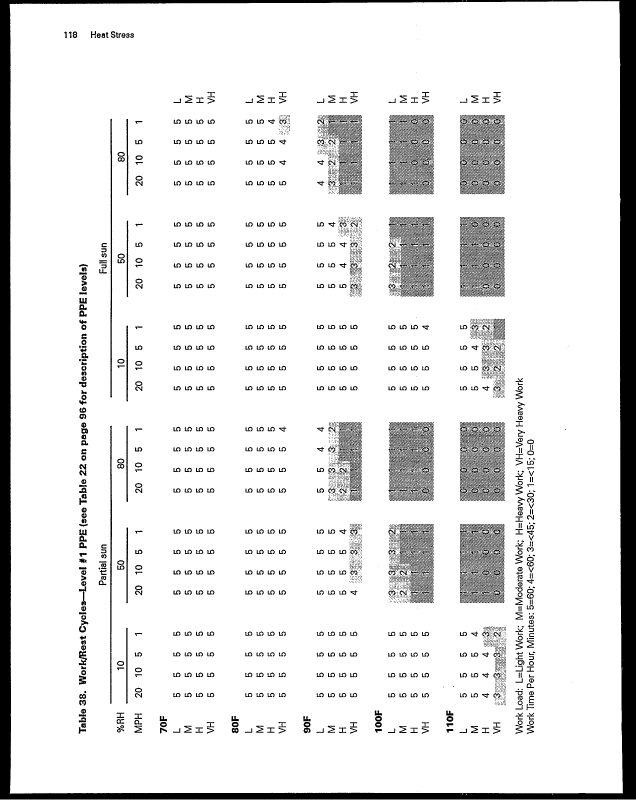
Table 3 8. Work/rest cycles—Level #1 PPE 118
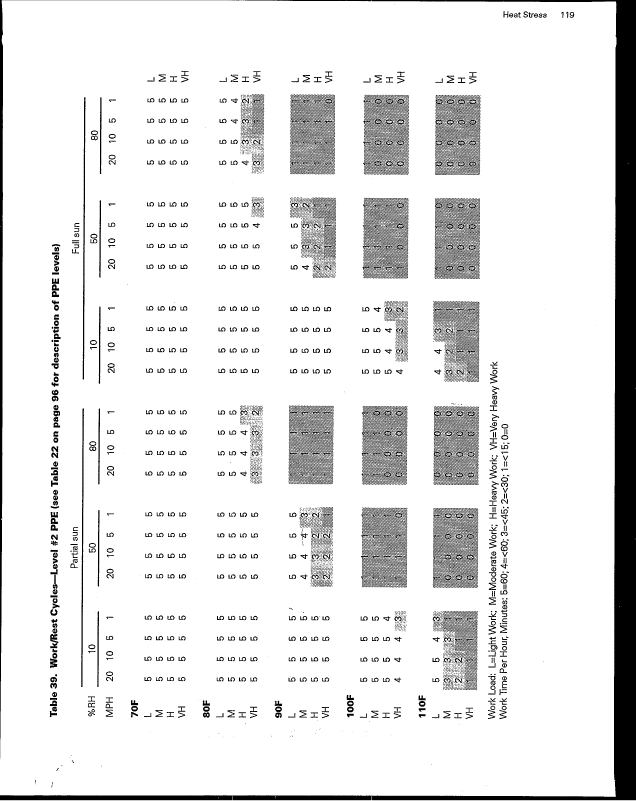
Table 39. Work/rest cycles—-Level #2 PPE 119
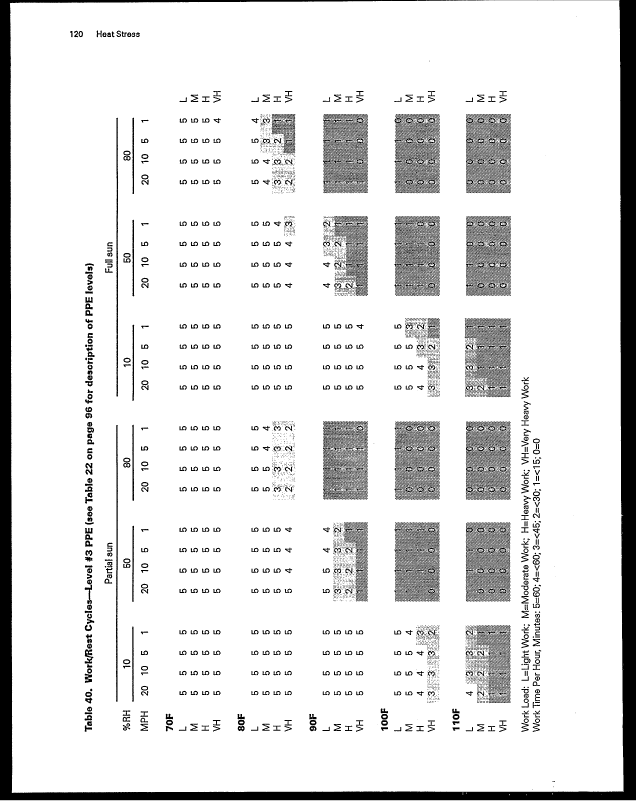
Table 40. Work/rest cycles—Level #3 PPE 120
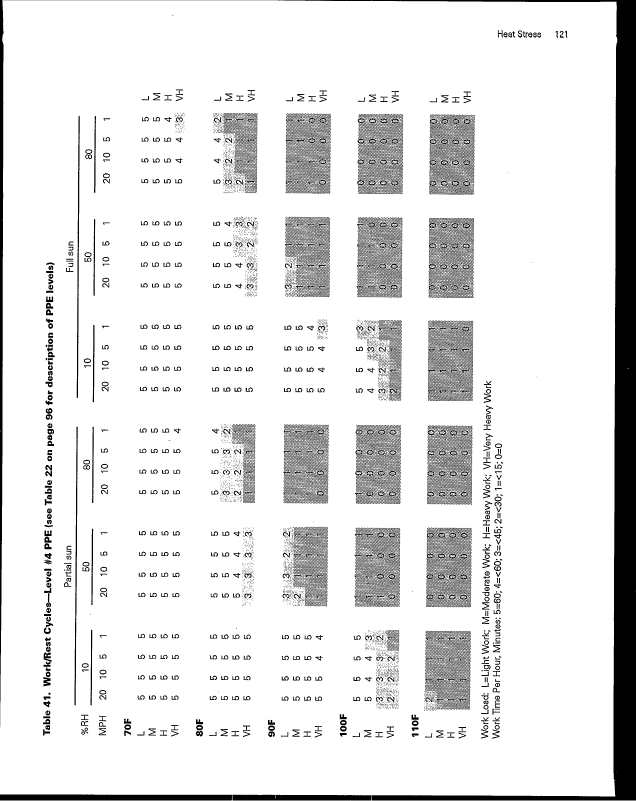
Table 41. Work/rest cycles—Level #4 PPE 121
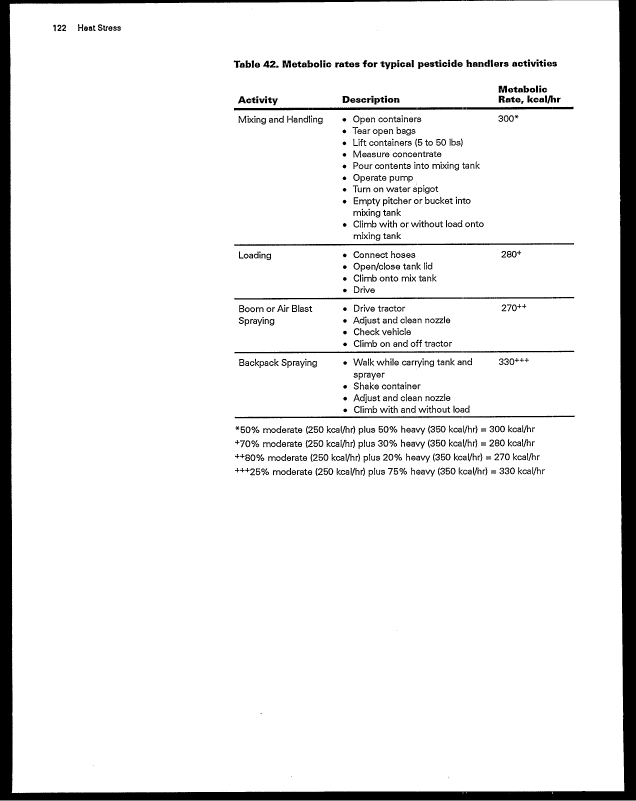
Table 42. Metabolic rates for typical pesticide handlers activities 122
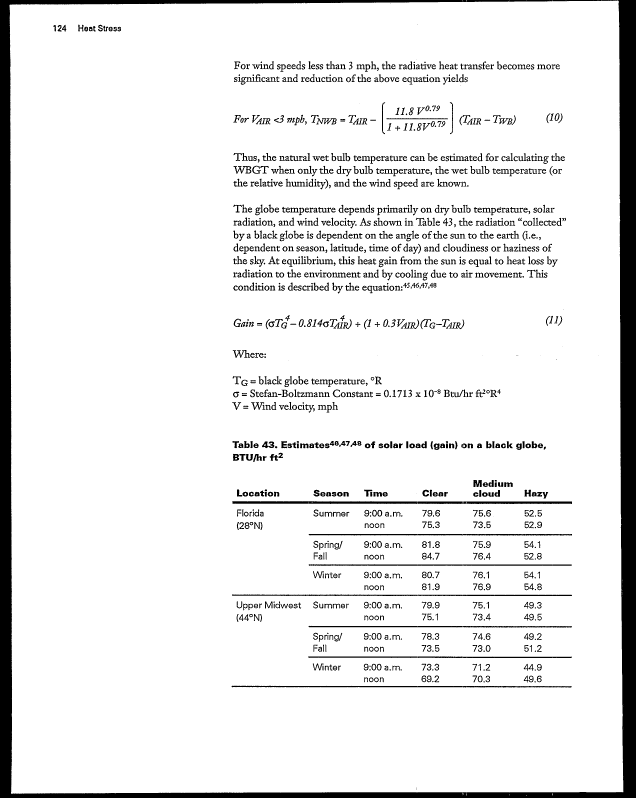
Table 43. Estimates of solar load (gain) on a black globe, btu/hr/ft2 124
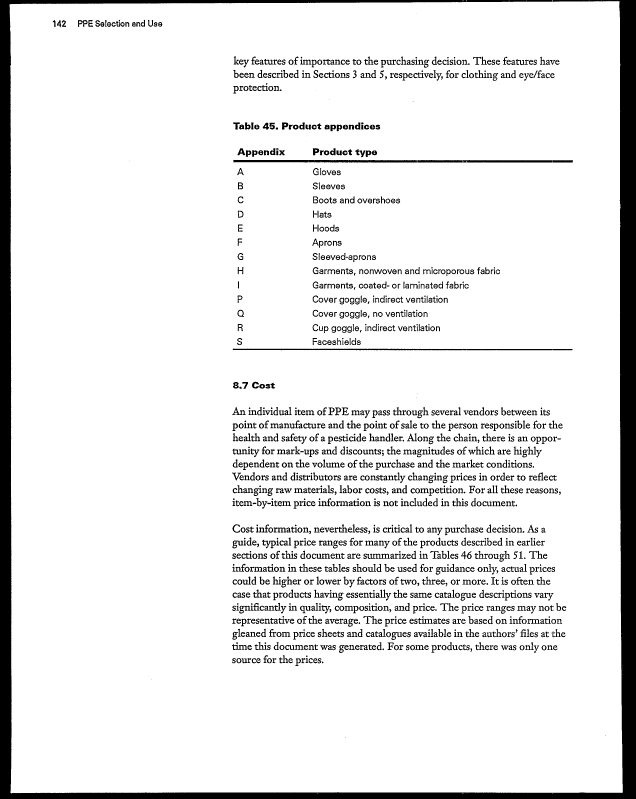
Table 44. Association of PPE levels with pesticide handler activities 141
Table 45. Product appendices 142
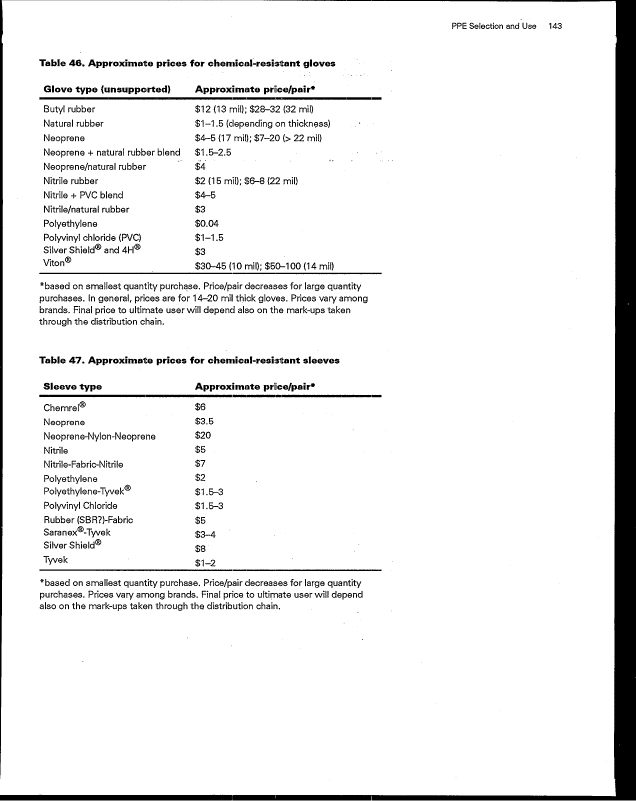
Table 46. Approximate prices for chemical-resistant gloves 143
Table 47. Approximate prices for chemical-resistant sleeves 143
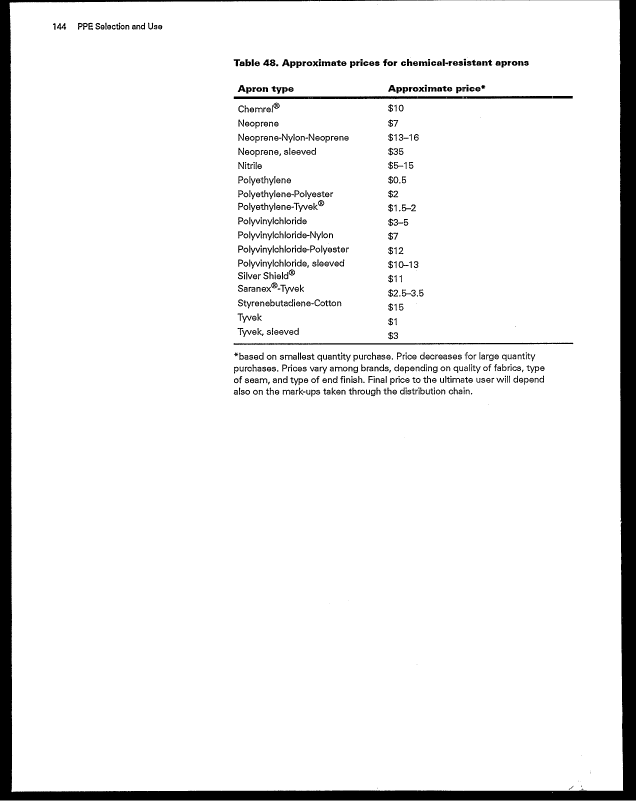
Table 48. Approximate prices for chemical-resistant aprons 144
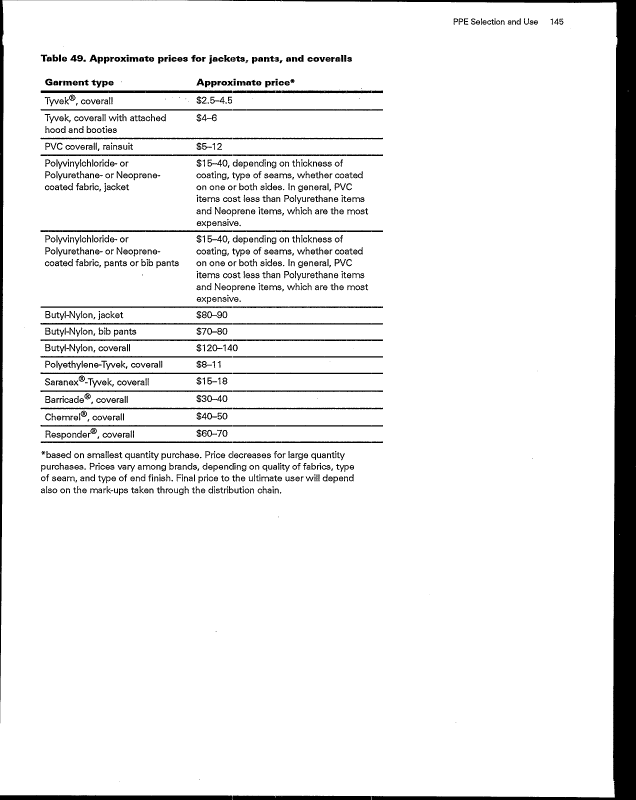
Table 49. Approximate prices for jackets, pants, and coveralls 145
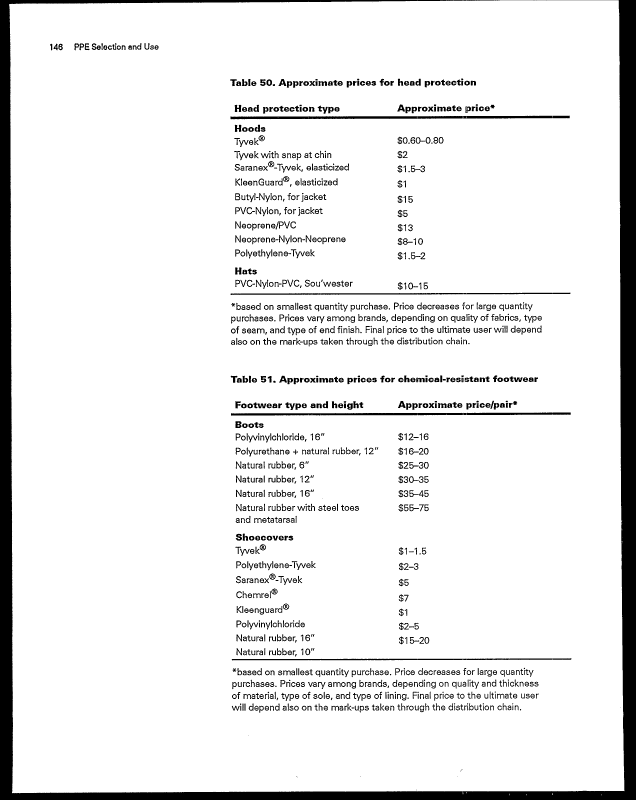
Table 50. Approximate prices for head protection 146
Table 51. Approximate prices for chemical-resistant footwear 146
image:
Table 2 7. Estimated work rates for agricultural activities 105
Table 2 8. Estimates of general work rates 106
Table 29. Thermal properties of fabrics used in clothing worn
by pesticide handlers 107
Table 30. Characteristics of heat stress models 110
Table 31. Examples of inputs used in heat stress prediction models 111
Table 32. Outputs from various heat stress models 111
Table 33. NIOSH recommended adjustments to threshold values
for clothing differences 115
Table 34. Estimated WBGT adjustments for five levels of pesticide
handler's clothing 115
Table 3 5. NIOSH recommended monitoring frequency 116
Table 36. Vital signs measurements 117
Table 37. Corrective action ny
Table 3 8. Work/rest cycles—Level #1 PPE 118
Table 39. Work/rest cycles—-Level #2 PPE 119
Table 40. Work/rest cycles—Level #3 PPE 120
Table 41. Work/rest cycles—Level #4 PPE 121
Table 42. Metabolic rates for typical pesticide handlers activities 122
Table 43. Estimates of solar load (gain) on a black globe, btu/hr/ft2 124
Table 44. Association of PPE levels with pesticide handler activities 141
Table 45. Product appendices 142
Table 46. Approximate prices for chemical-resistant gloves 143
Table 47. Approximate prices for chemical-resistant sleeves 143
Table 48. Approximate prices for chemical-resistant aprons 144
Table 49. Approximate prices for jackets, pants, and coveralls 145
Table 50. Approximate prices for head protection 146
Table 51. Approximate prices for chemical-resistant footwear 146
image:
 Introduction
image:
Introduction
image:
 image:
image:
 1
Introduction
1.1 Pesticide Regulation
1.1.1 Current Role of the Environmeintal Protection Agency
The regulation of pesticides is mandated by Congress. Through its Office
of Pesticides Programs (OPP), the Environmental Protection Agency (EPA)
administers the Federal Insecticide, Fungicide, and Rodenticide Act
(FIFRA).
FIFRA was enacted in 1947 and required that pesticide products be regis-
tered with the U.S. Department of Agriculture (USDA) prior to marketing
in interstate commerce. In 1970, the EPA was established and the adminis-
tration of FIFRA was transferred from the USDA to the EPA. In 1972,
FIFRA was amended by the Federal Environmental Pesticide Control Act
(FEPCA), which broadened Federal regulatory authority by making it
"unlawful for any person to use any registered pesticide in a manner incon-
sistent with its labeling." The amendments required pesticide classification,
revised registration procedures, and established certification. They also
provided civil and criminal penalties for violations of the Act and authorized
cooperative enforcement agreements between the EPA and the States.
1.1.2 Office of Pesticide Programs Mission
The 1972 Congressional deliberations emphasized that EPA should imple-
ment FIFRA to protect workers (farmers, farm workers, and others) who
might be exposed to pesticides or their residues. EPAJs clear authority to
promulgate such requirements, including personal protective equipment
(PPE) standards designed to limit workers' exposure to pesticides and pesti-
cide residues, is well established in the legislative history and in the Courts.
1.1.3 Office of Pesticide Programs Involvement with Personal
Protective Equipment
In fulfillment of its responsibilities mandated by FIFRA, the EPA<s OPP
is currently involved in:
• Developing a consistent policy for PPE that will be applicable to all
aspects of the pesticide review process, including registrations of new
pesticides, re-registrations of pesticides, and pesticide decisions related
to human health concerns.
image:
1
Introduction
1.1 Pesticide Regulation
1.1.1 Current Role of the Environmeintal Protection Agency
The regulation of pesticides is mandated by Congress. Through its Office
of Pesticides Programs (OPP), the Environmental Protection Agency (EPA)
administers the Federal Insecticide, Fungicide, and Rodenticide Act
(FIFRA).
FIFRA was enacted in 1947 and required that pesticide products be regis-
tered with the U.S. Department of Agriculture (USDA) prior to marketing
in interstate commerce. In 1970, the EPA was established and the adminis-
tration of FIFRA was transferred from the USDA to the EPA. In 1972,
FIFRA was amended by the Federal Environmental Pesticide Control Act
(FEPCA), which broadened Federal regulatory authority by making it
"unlawful for any person to use any registered pesticide in a manner incon-
sistent with its labeling." The amendments required pesticide classification,
revised registration procedures, and established certification. They also
provided civil and criminal penalties for violations of the Act and authorized
cooperative enforcement agreements between the EPA and the States.
1.1.2 Office of Pesticide Programs Mission
The 1972 Congressional deliberations emphasized that EPA should imple-
ment FIFRA to protect workers (farmers, farm workers, and others) who
might be exposed to pesticides or their residues. EPAJs clear authority to
promulgate such requirements, including personal protective equipment
(PPE) standards designed to limit workers' exposure to pesticides and pesti-
cide residues, is well established in the legislative history and in the Courts.
1.1.3 Office of Pesticide Programs Involvement with Personal
Protective Equipment
In fulfillment of its responsibilities mandated by FIFRA, the EPA<s OPP
is currently involved in:
• Developing a consistent policy for PPE that will be applicable to all
aspects of the pesticide review process, including registrations of new
pesticides, re-registrations of pesticides, and pesticide decisions related
to human health concerns.
image:
 Introduction
Specifying PPE performance data that must be provided by potential pes-
ticide registrants to support registration and re-registration applications.
Reviewing PPE performance data submitted to the Agency.
Resolving the status of new or continuing registration for pesticide prod-
ucts that threaten human health through the evaluation of PPE efficacy.
This assessment is based on factors related to the PPE (design, perform-
ance, decontamination, cost), the pesticide (toxicity, formulation, route
of entry) and the anticipated agricultural situation (task, duration, equip-
ment, and environment).
Developing product-specific PPE ensembles for inclusion on pesticide
labels as required attire for persons handling the product.
Developing a standard for PPE use and maintenance or agricultural pesti-
cide handlers and restricted-entry workers.
Developing guidance documents to support the Worker Protection Stan-
dard for Agricultural Workers, including information on decontamination
of PPE; selection of gloves, footwear, body protection, respirators, and eye
protection; and heat stress recognition, avoidance and alleviation.
Providing guidance on the protection performance of available types and
models of PPE.
Defending the EPAfc PPE decisions in a court of law, before Congress
and/or to the scientific community, including the EPA Scientific Advisory
Council.
1.1.4 Office of Research and Development's Personnel Protection
Program
The EPA established in the mid-1980s a Personnel Protection Technology
(PPT) Program within its Office of Research and Development (ORD). The
goal of the PPT Program is to focus and optimize the technology-related
aspects of the EPA-S PPT research, development, testing, evaluation, techni-
cal support, and training efforts. The Program is managed within ORD's
Risk Reduction Engineering Laboratory and has included internal projects
as well as extramural cooperative agreements, interagency agreements,
and contracts.
PPT is fundamental to the EPAJs regulatory and operational missions. PPT
includes gloves worn in the EPAs laboratories, robotic devices used at waste
sites, methods for minimizing the exposure of agricultural workers and pesti-
cides, and to mathematical models for predicting the chemical resistance of
clothing materials.
The EPA must have state-of-the-art PPT information with which to
develop, defend, and enforce its regulations. In particular, the Office of
Pesticides and Toxic Substances (OPTS) must be able to assess petitions for
the registration of new pesticides and premanufacture notifications (PMN)
for new chemicals. Furthermore, OPP must be able to transfer information
to the field in agricultural worker training programs. In some cases, the
fundamental data upon which to base worker protection regulations have
not been generated.
image:
Introduction
Specifying PPE performance data that must be provided by potential pes-
ticide registrants to support registration and re-registration applications.
Reviewing PPE performance data submitted to the Agency.
Resolving the status of new or continuing registration for pesticide prod-
ucts that threaten human health through the evaluation of PPE efficacy.
This assessment is based on factors related to the PPE (design, perform-
ance, decontamination, cost), the pesticide (toxicity, formulation, route
of entry) and the anticipated agricultural situation (task, duration, equip-
ment, and environment).
Developing product-specific PPE ensembles for inclusion on pesticide
labels as required attire for persons handling the product.
Developing a standard for PPE use and maintenance or agricultural pesti-
cide handlers and restricted-entry workers.
Developing guidance documents to support the Worker Protection Stan-
dard for Agricultural Workers, including information on decontamination
of PPE; selection of gloves, footwear, body protection, respirators, and eye
protection; and heat stress recognition, avoidance and alleviation.
Providing guidance on the protection performance of available types and
models of PPE.
Defending the EPAfc PPE decisions in a court of law, before Congress
and/or to the scientific community, including the EPA Scientific Advisory
Council.
1.1.4 Office of Research and Development's Personnel Protection
Program
The EPA established in the mid-1980s a Personnel Protection Technology
(PPT) Program within its Office of Research and Development (ORD). The
goal of the PPT Program is to focus and optimize the technology-related
aspects of the EPA-S PPT research, development, testing, evaluation, techni-
cal support, and training efforts. The Program is managed within ORD's
Risk Reduction Engineering Laboratory and has included internal projects
as well as extramural cooperative agreements, interagency agreements,
and contracts.
PPT is fundamental to the EPAJs regulatory and operational missions. PPT
includes gloves worn in the EPAs laboratories, robotic devices used at waste
sites, methods for minimizing the exposure of agricultural workers and pesti-
cides, and to mathematical models for predicting the chemical resistance of
clothing materials.
The EPA must have state-of-the-art PPT information with which to
develop, defend, and enforce its regulations. In particular, the Office of
Pesticides and Toxic Substances (OPTS) must be able to assess petitions for
the registration of new pesticides and premanufacture notifications (PMN)
for new chemicals. Furthermore, OPP must be able to transfer information
to the field in agricultural worker training programs. In some cases, the
fundamental data upon which to base worker protection regulations have
not been generated.
image:
 Introduction
Under the Comprehensive Environmental Response, Compensation, and
Liability Act of 1980 (CERCLA or Superfund) and the Superfund Amend-
ments and Reauthorization Act of 1986 (SARA), EPA5s Regions I through X
and the Office of Solid Waste and Emergency Response either directly or
through their contractors are major consumers of PPT. Cost-effective
purchases of PPT require the EPA to know the range of products available.
In order to optimize the selection and use of PPT, the EPA must understand
the performance features and limitations of PPT. In those cases where it has
unique needs, the EPA has the opportunity to develop or specify new prod-
ucts and procedures. To do so, however, requires insights into PPT science
and engineering.
This Guidance Manual is one product of the PPT Program to address these
needs and is specifically responsive to OPP's PPT needs as described in
Section 1.1.3.
1.2 Purpose of Guidance Manual
The primary purpose of the Guidance Manual for Selecting Protective Clothing
for Agricultural Pesticides Operations is to provide technical information and
guidance to the OPP personnel who formulate PPE standards, decisions,
and recommendations for persons who handle pesticides.
The secondary purpose of this Guidance Manual is as a source for technical
information and guidance that will be transferred to persons who interpret
the EPA!s PPE standards, explaining or conveying the EPAJs PPE decisions
and advising agricultural pesticide handlers in the appropriate selection, use,
and maintenance of PPE. These persons include:
• government and Cooperative Extension Service personnel in states, tribes,
and territories;
• pesticide manufacturers, formulators, registrants, and dealers; and
• advisors and trainers of agricultural pesticide users.
1.3 Guidance Manual Content
The Guidance Manual has nine sections. The sections may be read sequen-
tially if the reader wants a comprehensive understanding of current, pesticide-
related PPE data or guidance on the interpretation of those data as it applies
to agricultural situations involving pesticide mixers/loaders/applicators. Readers
may also refer to one chart or subsection for immediate details about a particular
topic or item of PPE. A single-page Section in Brief precedes the body of each
section. These pages highlight and summarize the key information contained
in the sections. ~—
The nine sections are:
• Introduction. Section 1 explains the authority and administrative responsi-
bilities of the EPA!s OPP. It discusses the Guidance Manual's purpose and
content.
image:
Introduction
Under the Comprehensive Environmental Response, Compensation, and
Liability Act of 1980 (CERCLA or Superfund) and the Superfund Amend-
ments and Reauthorization Act of 1986 (SARA), EPA5s Regions I through X
and the Office of Solid Waste and Emergency Response either directly or
through their contractors are major consumers of PPT. Cost-effective
purchases of PPT require the EPA to know the range of products available.
In order to optimize the selection and use of PPT, the EPA must understand
the performance features and limitations of PPT. In those cases where it has
unique needs, the EPA has the opportunity to develop or specify new prod-
ucts and procedures. To do so, however, requires insights into PPT science
and engineering.
This Guidance Manual is one product of the PPT Program to address these
needs and is specifically responsive to OPP's PPT needs as described in
Section 1.1.3.
1.2 Purpose of Guidance Manual
The primary purpose of the Guidance Manual for Selecting Protective Clothing
for Agricultural Pesticides Operations is to provide technical information and
guidance to the OPP personnel who formulate PPE standards, decisions,
and recommendations for persons who handle pesticides.
The secondary purpose of this Guidance Manual is as a source for technical
information and guidance that will be transferred to persons who interpret
the EPA!s PPE standards, explaining or conveying the EPAJs PPE decisions
and advising agricultural pesticide handlers in the appropriate selection, use,
and maintenance of PPE. These persons include:
• government and Cooperative Extension Service personnel in states, tribes,
and territories;
• pesticide manufacturers, formulators, registrants, and dealers; and
• advisors and trainers of agricultural pesticide users.
1.3 Guidance Manual Content
The Guidance Manual has nine sections. The sections may be read sequen-
tially if the reader wants a comprehensive understanding of current, pesticide-
related PPE data or guidance on the interpretation of those data as it applies
to agricultural situations involving pesticide mixers/loaders/applicators. Readers
may also refer to one chart or subsection for immediate details about a particular
topic or item of PPE. A single-page Section in Brief precedes the body of each
section. These pages highlight and summarize the key information contained
in the sections. ~—
The nine sections are:
• Introduction. Section 1 explains the authority and administrative responsi-
bilities of the EPA!s OPP. It discusses the Guidance Manual's purpose and
content.
image:
 Introduction
• Handling Pesticides. Section 2 describes the range of handler activities,
formulations options, exposure scenarios, environmental factors, and facility
amenities as they relate to mixing, loading, and applying pesticides. Routine
pesticide-handling tasks are dissected into procedural steps to help readers
evaluate the risk of exposure, the need for protective equipment, and the
potential effect of PPE on job performance.
• Chemical-Resistant PPE Products. Section 3 describes PPE types and
emphasizes the importance of garment design and construction. Particular
attention is given to hand protection and coveralls; aprons, head protec-
tion, and footwear are also included. This information is keyed to extensive
appendices that describe types and brands of PPE and their sources.
• PPE Performance as a Barrier to Pesticides. Section 4 defines the terminol-
ogy and procedures for evaluating glove and garment materials as barriers
to pesticides. Recommendations for hand/arm and body protection relate
the material properties to the formulation and ingredients of the pesticides.
• Eye and Face Protection. Section 5 reviews the characteristics of eye and
face protectors that are suitable for the various forms of pesticides. The test
is supplemented by an appendix that lists commercially available products.
• Effect of Personal Protective Equipment on Job Performance. Section 6
recognizes that protective equipment may reduce worker productivity or
introduce additional safety problems. An approach is introduced for quan-
titatively assessing the magnitude of these effects pertinent to hand dexter-
ity and tactility, mobility, vision, and speech intelligibility is assessed.
• Heat Stress. Section 7 addresses the role of protective equipment in
heat-related illnesses. The problem is defined and sensible practices for
avoiding or alleviating heat stress are outlined.
• PPE Selection and Use Process. Section 8 helps readers relate the infor-
mation in earlier sections to actual pesticide situations and individual
decision-making. A step-by-step process is given for PPE selection, use,
and disposal.
• Decontamination/Laundering. Section 9 focuses on the decontamination
of reusable protective equipment. It emphasizes the importance of proper
maintenance and the risk of secondary exposure through pesticide transfer
from contaminated clothing. Decontamination processes are discussed in
terms of fabrics, detergents, temperature, water, timeliness, and fabric
finishes.
image:
Introduction
• Handling Pesticides. Section 2 describes the range of handler activities,
formulations options, exposure scenarios, environmental factors, and facility
amenities as they relate to mixing, loading, and applying pesticides. Routine
pesticide-handling tasks are dissected into procedural steps to help readers
evaluate the risk of exposure, the need for protective equipment, and the
potential effect of PPE on job performance.
• Chemical-Resistant PPE Products. Section 3 describes PPE types and
emphasizes the importance of garment design and construction. Particular
attention is given to hand protection and coveralls; aprons, head protec-
tion, and footwear are also included. This information is keyed to extensive
appendices that describe types and brands of PPE and their sources.
• PPE Performance as a Barrier to Pesticides. Section 4 defines the terminol-
ogy and procedures for evaluating glove and garment materials as barriers
to pesticides. Recommendations for hand/arm and body protection relate
the material properties to the formulation and ingredients of the pesticides.
• Eye and Face Protection. Section 5 reviews the characteristics of eye and
face protectors that are suitable for the various forms of pesticides. The test
is supplemented by an appendix that lists commercially available products.
• Effect of Personal Protective Equipment on Job Performance. Section 6
recognizes that protective equipment may reduce worker productivity or
introduce additional safety problems. An approach is introduced for quan-
titatively assessing the magnitude of these effects pertinent to hand dexter-
ity and tactility, mobility, vision, and speech intelligibility is assessed.
• Heat Stress. Section 7 addresses the role of protective equipment in
heat-related illnesses. The problem is defined and sensible practices for
avoiding or alleviating heat stress are outlined.
• PPE Selection and Use Process. Section 8 helps readers relate the infor-
mation in earlier sections to actual pesticide situations and individual
decision-making. A step-by-step process is given for PPE selection, use,
and disposal.
• Decontamination/Laundering. Section 9 focuses on the decontamination
of reusable protective equipment. It emphasizes the importance of proper
maintenance and the risk of secondary exposure through pesticide transfer
from contaminated clothing. Decontamination processes are discussed in
terms of fabrics, detergents, temperature, water, timeliness, and fabric
finishes.
image:
 Handling Pesticides
image:
Handling Pesticides
image:
 image:
image:
 2
The Section in Brief
In establishing personal protective equipment (PPE) requirements and work
safety practices, regulators must strive for a balance between the goal of
reducing risks to pesticide handlers and the reality of the limitations and
complexities imposed by the agricultural workplace environment.
Establishing general personal protective equipment guidelines for handlers
of agricultural pesticides is complicated by the vast range of activities encom-
passed by the term agriculture. Agriculture includes not only traditional
row-crop farming, but also activities relating to livestock, poultry, pasture
and rangeland, forests, nurseries, and greenhouses.
Even within these general categories of agriculture, there is wide variation in
individual workplace environments. Nevertheless, there are several elements
basic to every agricultural situation that affect PPE decisions:
• Handling activities—Users of agricultural pesticides, through mixing,
loading, and application, perform many activities that involve direct expo-
sure to the pesticides.
« Formulation characteristics—Appropriate PPE depends on pesticide
form, toxicity, concentration, carrier solvents, and other inert ingredients.
• Exposure scenarios—The particular work situation affects not only the
potential for exposure to pesticides, but also the potential for heat stress—
an important factor to consider when managing the use of PPE. Pesticide
handlers may be on foot, in a vehicle, or in an aircraft. They may have the
benefit of engineering controls, or their risk may be increased because
they are working in enclosed areas.
• Environmental factors—Weather conditions, including temperature,
humidity, wind, and sunlight, can strongly influence the PPE selection
process and the work regimen of pesticide handlers. If the work is particu-
larly vigorous or the terrain is rough, the durability of the PPE may be
more important than its chemical resistance.
image:
2
The Section in Brief
In establishing personal protective equipment (PPE) requirements and work
safety practices, regulators must strive for a balance between the goal of
reducing risks to pesticide handlers and the reality of the limitations and
complexities imposed by the agricultural workplace environment.
Establishing general personal protective equipment guidelines for handlers
of agricultural pesticides is complicated by the vast range of activities encom-
passed by the term agriculture. Agriculture includes not only traditional
row-crop farming, but also activities relating to livestock, poultry, pasture
and rangeland, forests, nurseries, and greenhouses.
Even within these general categories of agriculture, there is wide variation in
individual workplace environments. Nevertheless, there are several elements
basic to every agricultural situation that affect PPE decisions:
• Handling activities—Users of agricultural pesticides, through mixing,
loading, and application, perform many activities that involve direct expo-
sure to the pesticides.
« Formulation characteristics—Appropriate PPE depends on pesticide
form, toxicity, concentration, carrier solvents, and other inert ingredients.
• Exposure scenarios—The particular work situation affects not only the
potential for exposure to pesticides, but also the potential for heat stress—
an important factor to consider when managing the use of PPE. Pesticide
handlers may be on foot, in a vehicle, or in an aircraft. They may have the
benefit of engineering controls, or their risk may be increased because
they are working in enclosed areas.
• Environmental factors—Weather conditions, including temperature,
humidity, wind, and sunlight, can strongly influence the PPE selection
process and the work regimen of pesticide handlers. If the work is particu-
larly vigorous or the terrain is rough, the durability of the PPE may be
more important than its chemical resistance.
image:
 Facility amenities—Provisions for personal decontamination and cleaning
of PPE vary widely. At some remote work sites, the only source of clean
wash water is a nearby stream. Only large corporate agricultural establish-
ments are likely to provide health monitoring for pesticide exposure and
for heat stress symptoms.
image:
Facility amenities—Provisions for personal decontamination and cleaning
of PPE vary widely. At some remote work sites, the only source of clean
wash water is a nearby stream. Only large corporate agricultural establish-
ments are likely to provide health monitoring for pesticide exposure and
for heat stress symptoms.
image:
 2
Handling Pesticides
2.1 Introduction
The factors that influence selection decisions regarding personal protective
equipment (PPE) and associated workplace safety practices for pesticide
handlers are particularly complex hi the agricultural setting. The range of
handler activities, formulation options, exposure scenarios, environmental
factors, and facility amenities is vast. The term "agriculture" often conjures
the image of tractors with booms traversing fields of crops neatly planted
in parallel rows. This is an unfortunate misconception. In addition to
traditional row-crop farming, the generic term "agriculture" also typically
includes activities relating to livestock, poultry, pasture and rangeland,
forests, nurseries, and greenhouses. To guide or regulate the selection and
use of PPE for the various circumstances of these diverse industries, a clear
understanding of pesticide-handling tasks is needed.
2.2 Handling Activities
Users of agricultural pesticides perform many activities that involve direct
exposure to these chemicals. Adequate PPE selection guidelines must
address the range of pesticide-handling jobs and the associated exposure
risks. To simplify and focus this discussion, the various pesticide activities
will be described under three main operations: mixing, loading, and
application.
2.2.1 Mixing pesticides
Activities associated with mixing pesticides include:
• transferring pesticide from original container to mixing or application
tank or hopper and adding diluent
• conveying open pesticide containers to and from use site
• containing or cleaning up a pesticide spill
• washing contaminated equipment after use
• disposing of pesticide containers
• repairing contaminated mixing equipment such as leaking or broken hoses
image:
2
Handling Pesticides
2.1 Introduction
The factors that influence selection decisions regarding personal protective
equipment (PPE) and associated workplace safety practices for pesticide
handlers are particularly complex hi the agricultural setting. The range of
handler activities, formulation options, exposure scenarios, environmental
factors, and facility amenities is vast. The term "agriculture" often conjures
the image of tractors with booms traversing fields of crops neatly planted
in parallel rows. This is an unfortunate misconception. In addition to
traditional row-crop farming, the generic term "agriculture" also typically
includes activities relating to livestock, poultry, pasture and rangeland,
forests, nurseries, and greenhouses. To guide or regulate the selection and
use of PPE for the various circumstances of these diverse industries, a clear
understanding of pesticide-handling tasks is needed.
2.2 Handling Activities
Users of agricultural pesticides perform many activities that involve direct
exposure to these chemicals. Adequate PPE selection guidelines must
address the range of pesticide-handling jobs and the associated exposure
risks. To simplify and focus this discussion, the various pesticide activities
will be described under three main operations: mixing, loading, and
application.
2.2.1 Mixing pesticides
Activities associated with mixing pesticides include:
• transferring pesticide from original container to mixing or application
tank or hopper and adding diluent
• conveying open pesticide containers to and from use site
• containing or cleaning up a pesticide spill
• washing contaminated equipment after use
• disposing of pesticide containers
• repairing contaminated mixing equipment such as leaking or broken hoses
image:
 6 Handling Pesticides
2.2.2 Loading pesticides
Loading activities include:
• transferring pesticide from mixing apparatus to application equipment
• conveying open pesticide containers to and from use site
• containing or cleaning up a pesticide spill
• washing contaminated equipment after use
• repairing contaminated loading equipment
2.2.3 Applying pesticides
Applying pesticides may involve:
• On foot
- using hand-held sprayers or shake cans
- using backpack or knapsack sprayers or dusters
— using portable, aerosol generators or foggers
- pushing or pulling wheel-mounted sprayers
- using high-pressure, handgun nozzles
- using hand-held, fumigation equipment
- using dipping vats or spray-dip machine
- putting plants or seeds in pesticides
- flagging for aircraft applications
- repairing contaminated application equipment such as clogged nozzles,
leaking or broken hoses, or other malfunctions that occur when the
equipment is in use
- adjusting contaminated application equipment such as adjusting boom
height, adjusting nozzle pattern, or adjusting hopper openings
— containing or cleaning up a pesticide spill
- disposing of excess pesticide
- washing contaminated equipment after use
• By vehicle
— pulling or mounted with a low-pressure sprayer
— pulling or mounted with a boom
- pulling or mounted with a granular applicator
- pulling or mounted with a high-pressure sprayer
- pulling or mounted with injector or incorporator
- pulling or mounted with a fumigation applicator
- pulling or mounted with a power duster
— pulling or mounted with an aerosol generator or fogger
- pulling or mounted with an airblast sprayer
• By air
- using aircraft with open cockpits
— using aircraft with enclosed cockpits
2.3 Formulation Characteristics
The range of pesticide formulations routinely used in agricultural situations
complicates the selection of appropriate PPE. Pesticide form, toxicity,
concentration, and additives and inert ingredients are primary considerations
in planning clothing strategies.
image:
6 Handling Pesticides
2.2.2 Loading pesticides
Loading activities include:
• transferring pesticide from mixing apparatus to application equipment
• conveying open pesticide containers to and from use site
• containing or cleaning up a pesticide spill
• washing contaminated equipment after use
• repairing contaminated loading equipment
2.2.3 Applying pesticides
Applying pesticides may involve:
• On foot
- using hand-held sprayers or shake cans
- using backpack or knapsack sprayers or dusters
— using portable, aerosol generators or foggers
- pushing or pulling wheel-mounted sprayers
- using high-pressure, handgun nozzles
- using hand-held, fumigation equipment
- using dipping vats or spray-dip machine
- putting plants or seeds in pesticides
- flagging for aircraft applications
- repairing contaminated application equipment such as clogged nozzles,
leaking or broken hoses, or other malfunctions that occur when the
equipment is in use
- adjusting contaminated application equipment such as adjusting boom
height, adjusting nozzle pattern, or adjusting hopper openings
— containing or cleaning up a pesticide spill
- disposing of excess pesticide
- washing contaminated equipment after use
• By vehicle
— pulling or mounted with a low-pressure sprayer
— pulling or mounted with a boom
- pulling or mounted with a granular applicator
- pulling or mounted with a high-pressure sprayer
- pulling or mounted with injector or incorporator
- pulling or mounted with a fumigation applicator
- pulling or mounted with a power duster
— pulling or mounted with an aerosol generator or fogger
- pulling or mounted with an airblast sprayer
• By air
- using aircraft with open cockpits
— using aircraft with enclosed cockpits
2.3 Formulation Characteristics
The range of pesticide formulations routinely used in agricultural situations
complicates the selection of appropriate PPE. Pesticide form, toxicity,
concentration, and additives and inert ingredients are primary considerations
in planning clothing strategies.
image:
 Handling Pesticides
2.3.1 Form
Agricultural pesticides exist in a variety of forms: gases, liquids, emulsions,
granules, powders, pellets, aerosols, encapsulates, and even impregnated
materials such as wax bars and wiper wicks. Each type of formulation may
require distinct strategies for protecting pesticide handlers with PPE.
Liquids may splash or slosh during mixing and loading, causing a potential
exposure through ocular, dermal, and oral routes. Furthermore, until
sprays have dried, such formulations have the potential to soak through
non-chemical-resistant materials, creating dermal exposure. Due to per-
spiration, they may penetrate even after drying.
Dry formulations often cause clouds or puffs of powdery pesticide to waft
upward during mixing and loading, causing potential exposure through
ocular, dermal, and inhalation routes. Persons exposed to dry formulations
may be unaware that pesticides have penetrated their clothing or equipment,
because they do not sense "wetting through."
Gas formulations have obvious exposure potential through the inhalation
route, but some also present an exposure risk through the dermal route.
Exposure may occur if the gases become trapped in clothing made of fabrics
or materials having low air permeability.
2.3.2 Toxicity
In general, the greater the pesticide toxicity, the greater the amount of
protection needed by the worker. Tbxicity categories (Table 1) are based on
the LDso, a statistical estimate of a chemical dose which, when administered,
will kill 50 percent of the test animals within a stated period of observation.
Table 1. Toxicity categories
Category
1
II
III
Toxicity
Highly toxic
Moderately toxic
Slightly toxic
Siignal word
Danger
Warning
Caution
Correlating PPE recommendations with the pesticide toxicity categories
is helpful for the pesticide user accustomed to reading signal words on the
product labels. One complication, however, is that a single pesticide may be
ranked as Category I for oral toxicity and as Category IE for dermal toxicity.
A second complication is the duration of the exposure. Pesticide handlers
may mistakenly believe they do not need protective equipment because they
are using pesticides of low toxicity. In fact, longterm exposure to slightly
toxic pesticides can sometimes be as dangerous as a brief exposure to a highly
toxic pesticide.
image:
Handling Pesticides
2.3.1 Form
Agricultural pesticides exist in a variety of forms: gases, liquids, emulsions,
granules, powders, pellets, aerosols, encapsulates, and even impregnated
materials such as wax bars and wiper wicks. Each type of formulation may
require distinct strategies for protecting pesticide handlers with PPE.
Liquids may splash or slosh during mixing and loading, causing a potential
exposure through ocular, dermal, and oral routes. Furthermore, until
sprays have dried, such formulations have the potential to soak through
non-chemical-resistant materials, creating dermal exposure. Due to per-
spiration, they may penetrate even after drying.
Dry formulations often cause clouds or puffs of powdery pesticide to waft
upward during mixing and loading, causing potential exposure through
ocular, dermal, and inhalation routes. Persons exposed to dry formulations
may be unaware that pesticides have penetrated their clothing or equipment,
because they do not sense "wetting through."
Gas formulations have obvious exposure potential through the inhalation
route, but some also present an exposure risk through the dermal route.
Exposure may occur if the gases become trapped in clothing made of fabrics
or materials having low air permeability.
2.3.2 Toxicity
In general, the greater the pesticide toxicity, the greater the amount of
protection needed by the worker. Tbxicity categories (Table 1) are based on
the LDso, a statistical estimate of a chemical dose which, when administered,
will kill 50 percent of the test animals within a stated period of observation.
Table 1. Toxicity categories
Category
1
II
III
Toxicity
Highly toxic
Moderately toxic
Slightly toxic
Siignal word
Danger
Warning
Caution
Correlating PPE recommendations with the pesticide toxicity categories
is helpful for the pesticide user accustomed to reading signal words on the
product labels. One complication, however, is that a single pesticide may be
ranked as Category I for oral toxicity and as Category IE for dermal toxicity.
A second complication is the duration of the exposure. Pesticide handlers
may mistakenly believe they do not need protective equipment because they
are using pesticides of low toxicity. In fact, longterm exposure to slightly
toxic pesticides can sometimes be as dangerous as a brief exposure to a highly
toxic pesticide.
image:
 8 Handling Pesticides
2.3.3 Concentration
Agricultural pesticide handlers usually are exposed to highly concentrated
pesticides during the mixing and loading process. Mixers/loaders of pesti-
cides may be handling formulations with very high levels of active ingredi-
ents; 80 percent wettable powder formulations and 8-pounds-per-gallon
emulsifiable concentrates are not unusual. Ultra-low volume concentrates
and fumigant formulations may be close to 100 percent active ingredient and
often have a high level of acute toxicity. Protecting handlers from exposure
to these highly concentrated pesticides is clearly a priority when recom-
mending PPE.
Many agricultural pesticides, however, are ready-to-use formulations with
very low levels of active ingredients; 5 percent granular or dust formulations
are common, and low-concentrate solutions containing 10 percent or less of
active ingredient are typical for some livestock formulations. Basing PPE
guidelines on mixing and loading activities may not be appropriate for those
low concentrations.
2.3.4 Additives and inert ingredients
Another variation among formulations of agricultural pesticides is the pleth-
ora of additives and "inert" ingredients added to the active ingredients to
create each formulation. These ingredients may contribute to the exposure
risk and have an impact on the selection of appropriate PPE for agricultural
pesticides.
Most emulsifiable concentrate formulations and some other agricultural
formulations have petroleum-based solvents (often xylene), which are a
potential hazard to humans orally, dermally, ocularly, and through inhala-
tion. The PPE requirements must reflect the toxicity not only of the active
ingredient, but also of the solvents. Other additives do not present direct
hazards to humans, but do increase the hazard potential of the active ingre-
dient The properties of some additives may increase the potential for der-
mal penetration; others may enhance the adherence of the pesticide to
surfaces, including PPE and skin. Still others may increase the potential of
the active ingredient to "spread out," thereby potentially contaminating
larger areas of skin or PPE.
2.4 Exposure Scenarios
One of the challenges hi establishing PPE guidelines for agricultural pesti-
cide operations is the extensive number of distinct exposure scenarios to be
found in agriculture. These scenarios are important not only in ascertaining
the degree of pesticide exposure, but also in assessing the level of effort
required by the user—an important factor in determining heat-stress
potential.
2.4.1 On foot
Persons handling pesticides while on foot are, in general, the most likely to
receive direct exposure to the pesticide. They are necessarily in close prox-
imity to the pesticide regardless of whether mixing, loading, applying,
image:
8 Handling Pesticides
2.3.3 Concentration
Agricultural pesticide handlers usually are exposed to highly concentrated
pesticides during the mixing and loading process. Mixers/loaders of pesti-
cides may be handling formulations with very high levels of active ingredi-
ents; 80 percent wettable powder formulations and 8-pounds-per-gallon
emulsifiable concentrates are not unusual. Ultra-low volume concentrates
and fumigant formulations may be close to 100 percent active ingredient and
often have a high level of acute toxicity. Protecting handlers from exposure
to these highly concentrated pesticides is clearly a priority when recom-
mending PPE.
Many agricultural pesticides, however, are ready-to-use formulations with
very low levels of active ingredients; 5 percent granular or dust formulations
are common, and low-concentrate solutions containing 10 percent or less of
active ingredient are typical for some livestock formulations. Basing PPE
guidelines on mixing and loading activities may not be appropriate for those
low concentrations.
2.3.4 Additives and inert ingredients
Another variation among formulations of agricultural pesticides is the pleth-
ora of additives and "inert" ingredients added to the active ingredients to
create each formulation. These ingredients may contribute to the exposure
risk and have an impact on the selection of appropriate PPE for agricultural
pesticides.
Most emulsifiable concentrate formulations and some other agricultural
formulations have petroleum-based solvents (often xylene), which are a
potential hazard to humans orally, dermally, ocularly, and through inhala-
tion. The PPE requirements must reflect the toxicity not only of the active
ingredient, but also of the solvents. Other additives do not present direct
hazards to humans, but do increase the hazard potential of the active ingre-
dient The properties of some additives may increase the potential for der-
mal penetration; others may enhance the adherence of the pesticide to
surfaces, including PPE and skin. Still others may increase the potential of
the active ingredient to "spread out," thereby potentially contaminating
larger areas of skin or PPE.
2.4 Exposure Scenarios
One of the challenges hi establishing PPE guidelines for agricultural pesti-
cide operations is the extensive number of distinct exposure scenarios to be
found in agriculture. These scenarios are important not only in ascertaining
the degree of pesticide exposure, but also in assessing the level of effort
required by the user—an important factor in determining heat-stress
potential.
2.4.1 On foot
Persons handling pesticides while on foot are, in general, the most likely to
receive direct exposure to the pesticide. They are necessarily in close prox-
imity to the pesticide regardless of whether mixing, loading, applying,
image:
 Handling Pesticides
flagging, cleaning, adjusting, or repairing contaminated equipment or enter-
ing treated areas to ventilate or to remove fumigation tarps. Even minor
spray drift will contact the handler. The close proximity of applicator to
equipment magnifies any equipment inadequacies or imperfections.
A dripping or partially clogged nozzle, an unfastened cap, a leaky hose, or a
loose connection are extremely likely to result in handler exposure.
In addition to direct contact with the pesticide, indirect exposure is also
likely through such actions as brushing against plants, animals, or other
items just treated with pesticides or from overhead fallout of pesticide,
such as mists, drips, or dusts.
The potential for heat-induced illness is also likely to be highest for handlers
on foot. Not only are they often exposed to direct, unshaded sunlight, they
are also often carrying, pushing, pulling, or otherwise manipulating equip-
ment or pesticide containers.
2.4.2 On a vehicle
Persons applying pesticides from a vehicle are, in general, separate from the
immediate proximity of the pesticide being dispensed. Often they are located
above and in front of the point of pesticide release. This factor, combined
with the forward motion of the vehicle, reduces the probability that pesticide
drift or runoff will contact them.
In standard practice, however, the vehicle-mounted applicator sometimes
must exit the vehicle and walk to the rear of the application rig to repair,
adjust, or monitor the equipment or the pesticide dispersal. When this
occurs, the applicator often is climbing down from and back into a contami-
nated rig and walking through newly treated areas. Depending on the size
and type of vegetation the applicator must: traverse, the applicator may
receive significant exposure to the pesticides, ranging from exposure to the
feet and lower legs to whole-body exposure from overhead fallout. In addi-
tion; the applicator may receive further exposure due to the activity to be
performed, such as unclogging nozzles or hoppers and adjusting boom
height.
The heat-stress factors for pesticide users on vehicles is generally lower than
that for users on foot. The obvious factor is that the equipment is replacing
the energy-demanding activity of walking while simultaneously pushing,
pulling, or carrying the application equipment and the pesticide. Two related
factors also apply. The motion of the vehicle creates the effect of wind on the
applicator with the concomitant cooling effect. Secondly, the vehicle is often
equipped with a cab, awning, or other over-head shield that shades the
applicator from the full force of the sun's intensity.
Airblast/mistblower applications, unless performed while in an enclosed cab,
are likely to expose the pesticide applicator to large quantities of drifting
"mist," often to the point of being completely drenched in the pesticide
fallout. Such exposure cannot be avoided, even if the application is per-
formed in conditions of little or no wind and care is taken to remain out
of the direct path of the air blast.
image:
Handling Pesticides
flagging, cleaning, adjusting, or repairing contaminated equipment or enter-
ing treated areas to ventilate or to remove fumigation tarps. Even minor
spray drift will contact the handler. The close proximity of applicator to
equipment magnifies any equipment inadequacies or imperfections.
A dripping or partially clogged nozzle, an unfastened cap, a leaky hose, or a
loose connection are extremely likely to result in handler exposure.
In addition to direct contact with the pesticide, indirect exposure is also
likely through such actions as brushing against plants, animals, or other
items just treated with pesticides or from overhead fallout of pesticide,
such as mists, drips, or dusts.
The potential for heat-induced illness is also likely to be highest for handlers
on foot. Not only are they often exposed to direct, unshaded sunlight, they
are also often carrying, pushing, pulling, or otherwise manipulating equip-
ment or pesticide containers.
2.4.2 On a vehicle
Persons applying pesticides from a vehicle are, in general, separate from the
immediate proximity of the pesticide being dispensed. Often they are located
above and in front of the point of pesticide release. This factor, combined
with the forward motion of the vehicle, reduces the probability that pesticide
drift or runoff will contact them.
In standard practice, however, the vehicle-mounted applicator sometimes
must exit the vehicle and walk to the rear of the application rig to repair,
adjust, or monitor the equipment or the pesticide dispersal. When this
occurs, the applicator often is climbing down from and back into a contami-
nated rig and walking through newly treated areas. Depending on the size
and type of vegetation the applicator must: traverse, the applicator may
receive significant exposure to the pesticides, ranging from exposure to the
feet and lower legs to whole-body exposure from overhead fallout. In addi-
tion; the applicator may receive further exposure due to the activity to be
performed, such as unclogging nozzles or hoppers and adjusting boom
height.
The heat-stress factors for pesticide users on vehicles is generally lower than
that for users on foot. The obvious factor is that the equipment is replacing
the energy-demanding activity of walking while simultaneously pushing,
pulling, or carrying the application equipment and the pesticide. Two related
factors also apply. The motion of the vehicle creates the effect of wind on the
applicator with the concomitant cooling effect. Secondly, the vehicle is often
equipped with a cab, awning, or other over-head shield that shades the
applicator from the full force of the sun's intensity.
Airblast/mistblower applications, unless performed while in an enclosed cab,
are likely to expose the pesticide applicator to large quantities of drifting
"mist," often to the point of being completely drenched in the pesticide
fallout. Such exposure cannot be avoided, even if the application is per-
formed in conditions of little or no wind and care is taken to remain out
of the direct path of the air blast.
image:
 10 Handling Pesticides
2.4.3 By air
Agricultural pesticide users who apply pesticides from aircraft are also
usually distanced from the pesticide being applied. The dispersal of the
pesticide is from below the aircraft, and gravity and the speed of the aircraft
carry the pesticide rapidly away from the cockpit.
Some possible exposure scenarios exist, however. When the pilot is also the
mixer/loader of the pesticides, the pesticide exposure from that activity may
be continued in the cockpit through contaminated PPE. The pilot also may
be exposed to pesticides when climbing into or out of the cockpit of a con-
taminated aircraft. Finally, in some situations, a pilot making a sharp turn or
flying hi strong wind may fly through the pesticide swath just released from
the aircraft. If the cockpit is not enclosed or if its air is not filtered, the resul-
tant pesticide exposure could be significant.
2.4.4 Exposure scenarios deserving special consideration
2.4.4.1 Engineering Controls. Some equipment, such as enclosed cabs
and enclosed cockpits, greatly reduces the risk of pesticide exposure. The
need for PPE is also greatly reduced, but workers should have appropriate
PPE available for situations that require them to leave the enclosed areas.
Other equipment, such as closed mixing and loading systems, is also designed
to reduce exposure. These systems may not warrant as great a reduction in
PPE use because of the high risk of exposure in case of equipment failure.
2.4.4.2 Enclosed Areas. Agricultural pesticide handlers use some pesticides
in enclosed areas such as greenhouses, silos, and barns. The use of pesticides
hi such areas increases the risk of inhalation exposure and may require the
use of a respiratory protection device even if the identical application outdoors
would not warrant such protection. The likelihood of increased potential for
heat stress due to the enclosure is dependent on the effectiveness of the
ventilation system.
All agricultural pesticides registered for use on crops that may be produced
in greenhouses are automatically registered for use in greenhouses unless the
registration and/or pesticide labeling specifically prohibits use in a green-
house. Therefore, the increased inhalation hazard hi an enclosed area should
be considered when respiratory protection requirements are established for
agricultural pesticides.
2.5 Environmental Factors
2.5.1 Weather
Weather conditions can strongly influence the PPE selection process and the
work regimen of pesticide handlers. In general, agricultural pesticide use is
performed under conditions where climate control or climate alteration is
impossible or impractical. The advent of temperature-regulated cabs on
pesticide application equipment is relatively new and not, as yet, widespread.
Climate control in greenhouses consists mainly of manipulation of ventilat-
ing systems. The limited alteration in temperature that results is usually
partially counteracted by the high humidity levels, which are inescapable
image:
10 Handling Pesticides
2.4.3 By air
Agricultural pesticide users who apply pesticides from aircraft are also
usually distanced from the pesticide being applied. The dispersal of the
pesticide is from below the aircraft, and gravity and the speed of the aircraft
carry the pesticide rapidly away from the cockpit.
Some possible exposure scenarios exist, however. When the pilot is also the
mixer/loader of the pesticides, the pesticide exposure from that activity may
be continued in the cockpit through contaminated PPE. The pilot also may
be exposed to pesticides when climbing into or out of the cockpit of a con-
taminated aircraft. Finally, in some situations, a pilot making a sharp turn or
flying hi strong wind may fly through the pesticide swath just released from
the aircraft. If the cockpit is not enclosed or if its air is not filtered, the resul-
tant pesticide exposure could be significant.
2.4.4 Exposure scenarios deserving special consideration
2.4.4.1 Engineering Controls. Some equipment, such as enclosed cabs
and enclosed cockpits, greatly reduces the risk of pesticide exposure. The
need for PPE is also greatly reduced, but workers should have appropriate
PPE available for situations that require them to leave the enclosed areas.
Other equipment, such as closed mixing and loading systems, is also designed
to reduce exposure. These systems may not warrant as great a reduction in
PPE use because of the high risk of exposure in case of equipment failure.
2.4.4.2 Enclosed Areas. Agricultural pesticide handlers use some pesticides
in enclosed areas such as greenhouses, silos, and barns. The use of pesticides
hi such areas increases the risk of inhalation exposure and may require the
use of a respiratory protection device even if the identical application outdoors
would not warrant such protection. The likelihood of increased potential for
heat stress due to the enclosure is dependent on the effectiveness of the
ventilation system.
All agricultural pesticides registered for use on crops that may be produced
in greenhouses are automatically registered for use in greenhouses unless the
registration and/or pesticide labeling specifically prohibits use in a green-
house. Therefore, the increased inhalation hazard hi an enclosed area should
be considered when respiratory protection requirements are established for
agricultural pesticides.
2.5 Environmental Factors
2.5.1 Weather
Weather conditions can strongly influence the PPE selection process and the
work regimen of pesticide handlers. In general, agricultural pesticide use is
performed under conditions where climate control or climate alteration is
impossible or impractical. The advent of temperature-regulated cabs on
pesticide application equipment is relatively new and not, as yet, widespread.
Climate control in greenhouses consists mainly of manipulation of ventilat-
ing systems. The limited alteration in temperature that results is usually
partially counteracted by the high humidity levels, which are inescapable
image:
 Handling Pesticides 11
in the enclosed, constantly moist environment. Recommendations for PPE
selection should be feasible under a wide range of temperature/humidity
conditions without undue risk of heat-induced illness.
Except in these and a few other instances, such as aerial application, the use
of agricultural pesticides occurs at ambient air temperatures and humidity—
often at the height of the summer heat. Widespread areas of the United
States routinely experience temperature/humidity conditions from June
through September that make any outdoor activity extremely uncomfortable
even without the added burden of personal protective equipment. These
climatic conditions cause strong resistance to the use of plastic or rubberized
clothing, respirators, goggles or face masks, nonwoven protective suits, or
coveralls worn over another layer of clothing. Under some environmental
conditions, workers resist the use of long-sleeved shirts.
The undesirable effects of high heat and humidity can be moderated by the
cooling effect of the wind or of the air movement created by the vehicle's
motion. Too much wind, however, can increase the possibility of exposure
due to drift.
At the other extreme, agricultural pesticide use in the northern United States
in the early spring may take place in temperatures at or barely above freez-
ing. Pesticide handlers working in cold weather are amendable to the use of
protective suits or coveralls over another set of clothing. In these conditions,
however, some rubber or plastic garments may become stiff and brittle.
Pesticide handlers also may need protection against glare, sunburn, and the
harmful ultraviolet rays of the sun.
2.5.2 Terrain
Most agricultural pesticide use in greenhouses, on nurseries, and on row
crop farms is located in areas easily traversed either on foot or by vehicle.
Chemical-resistant footwear is practical and often indicated in such situations.
In some forestry, pasture, and rangeland areas, however, pesticide application
must be undertaken on rough, ungraded terrain not accessible by vehicles.
Under these conditions, the use of chemical-resistant footwear and leg
coverings may be a lower priority than reducing exposure to physical risks
such as abrasions and animal bites by wearing sturdy (such as leather) foot-
wear and leg coverings.
2.6 Facility Amenities
2.6.1 Decontamination areas
Agricultural establishments range in complexity from the traditional
one-family farm to large, complex corporations. Regardless of the size of the
establishment, onsite running water for decontamination, private dressing
rooms, hot showers, and professional laundry service are the exception
rather than the rule. The majority of agricultural establishments do not have
a controlled, "factory-like" setting. Many agricultural establishments do not
have potable running water anywhere on the premises except at the "office"
image:
Handling Pesticides 11
in the enclosed, constantly moist environment. Recommendations for PPE
selection should be feasible under a wide range of temperature/humidity
conditions without undue risk of heat-induced illness.
Except in these and a few other instances, such as aerial application, the use
of agricultural pesticides occurs at ambient air temperatures and humidity—
often at the height of the summer heat. Widespread areas of the United
States routinely experience temperature/humidity conditions from June
through September that make any outdoor activity extremely uncomfortable
even without the added burden of personal protective equipment. These
climatic conditions cause strong resistance to the use of plastic or rubberized
clothing, respirators, goggles or face masks, nonwoven protective suits, or
coveralls worn over another layer of clothing. Under some environmental
conditions, workers resist the use of long-sleeved shirts.
The undesirable effects of high heat and humidity can be moderated by the
cooling effect of the wind or of the air movement created by the vehicle's
motion. Too much wind, however, can increase the possibility of exposure
due to drift.
At the other extreme, agricultural pesticide use in the northern United States
in the early spring may take place in temperatures at or barely above freez-
ing. Pesticide handlers working in cold weather are amendable to the use of
protective suits or coveralls over another set of clothing. In these conditions,
however, some rubber or plastic garments may become stiff and brittle.
Pesticide handlers also may need protection against glare, sunburn, and the
harmful ultraviolet rays of the sun.
2.5.2 Terrain
Most agricultural pesticide use in greenhouses, on nurseries, and on row
crop farms is located in areas easily traversed either on foot or by vehicle.
Chemical-resistant footwear is practical and often indicated in such situations.
In some forestry, pasture, and rangeland areas, however, pesticide application
must be undertaken on rough, ungraded terrain not accessible by vehicles.
Under these conditions, the use of chemical-resistant footwear and leg
coverings may be a lower priority than reducing exposure to physical risks
such as abrasions and animal bites by wearing sturdy (such as leather) foot-
wear and leg coverings.
2.6 Facility Amenities
2.6.1 Decontamination areas
Agricultural establishments range in complexity from the traditional
one-family farm to large, complex corporations. Regardless of the size of the
establishment, onsite running water for decontamination, private dressing
rooms, hot showers, and professional laundry service are the exception
rather than the rule. The majority of agricultural establishments do not have
a controlled, "factory-like" setting. Many agricultural establishments do not
have potable running water anywhere on the premises except at the "office"
image:
 12 Handling Pesticides
which may be a personal residence. There is usually no specific indoor
facility provided for handlers to change into or out of PPE or to wash them-
selves after handling p'esticides. The "decontamination facility" at the facility
headquarters will often consist of cold running water, a bar of soap, and a
stack of paper towels. This facility is often located in an unprotected outdoor
site.
Water sources for decontamination may be even more primitive for persons
handling pesticides at sites removed from the headquarters facility. Handlers
maybe assigned duties that are many miles from the headquarters and far
removed from any source of running water. Running water is often plentiful
in greenhouses and on nurseries, but it may be pumped in from a nearby
supply of surface water, which is contaminated. Irrigation water on farms
and nurseries may not be suitable for even emergency decontamination
because pesticides have been or are being applied in the irrigation water. In
these remote outdoor locations, water for routine washing of the hands and
face and for emergency decontamination may be supplied in a carboy with a
push-button spigot. In some remote forestry situations, the only source
of wash water is a nearby stream.
2.6.2 Health monitoring
The large corporate agricultural establishments may have an on-staff occu-
pational safety officer. The officer conducts biological monitoring of individ-
ual handlers both for pesticide exposure and for heat stress symptoms. For
many other agricultural establishments, however, monitoring individual
handlers either for pesticide exposure or for heat-related illnesses is difficult.
Many of the smaller establishments are unequipped and resistant to conduct-
ing intrusive monitoring such as blood or urine sampling of their employees.
Even body weight, temperature, and blood pressure monitoring is infeasible
at many of these facilities. Unlike a factory situation where employees work
in close proximity to one another and to sanitation and medical facilities,
pesticide handlers on agricultural establishments often work independently,
totally isolated from supervisory personnel, and often miles from any mod-
ern sanitation or medical facilities. These handlers cannot rely on visual
monitoring by supervisors or on biological monitoring to aid in diagnosis
and intervention in the event of either a pesticide-related or heat-induced
emergency. Even frequent work breaks to recover from the heat stress
symptoms, maybe inconvenient in some agricultural situations. There may
be no nearby area that is suitably shady and pesticide-free to enable a han-
dler to remove the PPE and wash before drinking the appropriate fluids and
allowing the body temperature to return to near-normal.
image:
12 Handling Pesticides
which may be a personal residence. There is usually no specific indoor
facility provided for handlers to change into or out of PPE or to wash them-
selves after handling p'esticides. The "decontamination facility" at the facility
headquarters will often consist of cold running water, a bar of soap, and a
stack of paper towels. This facility is often located in an unprotected outdoor
site.
Water sources for decontamination may be even more primitive for persons
handling pesticides at sites removed from the headquarters facility. Handlers
maybe assigned duties that are many miles from the headquarters and far
removed from any source of running water. Running water is often plentiful
in greenhouses and on nurseries, but it may be pumped in from a nearby
supply of surface water, which is contaminated. Irrigation water on farms
and nurseries may not be suitable for even emergency decontamination
because pesticides have been or are being applied in the irrigation water. In
these remote outdoor locations, water for routine washing of the hands and
face and for emergency decontamination may be supplied in a carboy with a
push-button spigot. In some remote forestry situations, the only source
of wash water is a nearby stream.
2.6.2 Health monitoring
The large corporate agricultural establishments may have an on-staff occu-
pational safety officer. The officer conducts biological monitoring of individ-
ual handlers both for pesticide exposure and for heat stress symptoms. For
many other agricultural establishments, however, monitoring individual
handlers either for pesticide exposure or for heat-related illnesses is difficult.
Many of the smaller establishments are unequipped and resistant to conduct-
ing intrusive monitoring such as blood or urine sampling of their employees.
Even body weight, temperature, and blood pressure monitoring is infeasible
at many of these facilities. Unlike a factory situation where employees work
in close proximity to one another and to sanitation and medical facilities,
pesticide handlers on agricultural establishments often work independently,
totally isolated from supervisory personnel, and often miles from any mod-
ern sanitation or medical facilities. These handlers cannot rely on visual
monitoring by supervisors or on biological monitoring to aid in diagnosis
and intervention in the event of either a pesticide-related or heat-induced
emergency. Even frequent work breaks to recover from the heat stress
symptoms, maybe inconvenient in some agricultural situations. There may
be no nearby area that is suitably shady and pesticide-free to enable a han-
dler to remove the PPE and wash before drinking the appropriate fluids and
allowing the body temperature to return to near-normal.
image:
 Handling Pesticides 13
2.7 Conclusion
Establishing selection guidelines for personal protective equipment and
correlated work safety practices for the protection of handlers of agricultural
pesticides is a challenge. A balance must be achieved between the goal of
reducing the risks to the handlers and the reality of the limitations and
complexities imposed by the agricultural workplace environment. Regulators
must weigh the various factors and attempt to establish PPE requirements
and work safety practices that are practical, sensible, and functional in the
agricultural workplace and still provide the handler a significant degree of
reduction in exposure to pesticides.
image:
Handling Pesticides 13
2.7 Conclusion
Establishing selection guidelines for personal protective equipment and
correlated work safety practices for the protection of handlers of agricultural
pesticides is a challenge. A balance must be achieved between the goal of
reducing the risks to the handlers and the reality of the limitations and
complexities imposed by the agricultural workplace environment. Regulators
must weigh the various factors and attempt to establish PPE requirements
and work safety practices that are practical, sensible, and functional in the
agricultural workplace and still provide the handler a significant degree of
reduction in exposure to pesticides.
image:
 image:
image:
 Chemical-Resistant
PPE Products
image:
Chemical-Resistant
PPE Products
image:
 image:
image:
 3
The Section in Brief
Chemical-resistant personal protective equipment (PPE) allows no measurable
amount of pesticide to move through the material or item during the time
the PPE is used. Most chemical-resistant PPE is made of some type of plastic
or rubber. The chemical resistance of these materials is chemical specific.
While the chemical resistance of the PPE materials is important, the physi-
cal properties of the materials and the design and construction of the PPE
item contribute significantly to the effectiveness of PPE:
• Puncture and tear resistance are often required.
• To increase the likelihood that the PPE will be worn, and that it will not
introduce other safety hazards, the materials and PPE items should not
interfere with dexterity or mobility.
• Seams must be sealed to prevent leakage (i.e., penetration). Items with few
seams usually are preferable.
• Fabric linings can trap pesticides and may be virtually impossible to get
clean. A fabric layer in any PPE item should be coated on both sides with
the chemical-resistant material, and the edges should be sealed.
Hand Protection
Hands and forearms get the most pesticide exposure, so the choice of gloves
and sleeves is important Chemical-resistant gloves come in two main styles:
• Those made of two flat, hand-outline pieces fused together at the edges
(fit either hand).
• Those made by dipping a three-dimensional mold into a liquid form of
the glove material (often right- and left-handed).
In addition to the chemical resistance of the material, also consider other
factors, such as:
image:
3
The Section in Brief
Chemical-resistant personal protective equipment (PPE) allows no measurable
amount of pesticide to move through the material or item during the time
the PPE is used. Most chemical-resistant PPE is made of some type of plastic
or rubber. The chemical resistance of these materials is chemical specific.
While the chemical resistance of the PPE materials is important, the physi-
cal properties of the materials and the design and construction of the PPE
item contribute significantly to the effectiveness of PPE:
• Puncture and tear resistance are often required.
• To increase the likelihood that the PPE will be worn, and that it will not
introduce other safety hazards, the materials and PPE items should not
interfere with dexterity or mobility.
• Seams must be sealed to prevent leakage (i.e., penetration). Items with few
seams usually are preferable.
• Fabric linings can trap pesticides and may be virtually impossible to get
clean. A fabric layer in any PPE item should be coated on both sides with
the chemical-resistant material, and the edges should be sealed.
Hand Protection
Hands and forearms get the most pesticide exposure, so the choice of gloves
and sleeves is important Chemical-resistant gloves come in two main styles:
• Those made of two flat, hand-outline pieces fused together at the edges
(fit either hand).
• Those made by dipping a three-dimensional mold into a liquid form of
the glove material (often right- and left-handed).
In addition to the chemical resistance of the material, also consider other
factors, such as:
image:
 • Thickness—For a given material, thicker gloves are more protective and
durable than thinner ones, but allow less dexterity and tactility. Although
barrier laminate gloves (such as Silver Shield and 4H) are thin, they are
resistant to most pesticides; however, they have dexterity and comfort
deficiencies.
• Size—Gloves that are too small or too large are uncomfortable and can
reduce dexterity. Gloves of the same stated size made by different
manufacturers can vary greatly in such dimensions as finger length.
• Length—Protective sleeves, or gloves that extend as far as the upper arm,
maybe needed for some jobs.
Foot Protection
In addition to the chemical resistance of boots and shoe covers, it is impor-
tant to consider the thickness, height, and durability suitable for the job.
Head Protection
Wide-brimmed hats provide considerable protection for face and neck
Hoods that pull on over the head are preferred over those that use snaps,
Velcro, or other closures.
Body Protection
Apron lengths range from slightly above the knee to the ankles. Some
aprons are wide enough to cover only the front of the body; others wrap
almost completely around the torso and legs. Some have a drip trough
around the bottom to collect runoff, and some have a double layer of mate-
rial in the waist area.
Chemical-resistant suits maybe one-piece coveralls or overalls, or two-piece
outfits—jacket/shirt and pants. The most effective and economical chemical-
resistant suits are those made of nonwoven fabrics laminated to or coated
with a plastic film. The film type must be selected for resistance to the
specific pesticide being handled, and the supporting fabric must have a
strength appropriate for the task. Clothing made of such fabrics has
associated with it the potential for heat stress.
image:
• Thickness—For a given material, thicker gloves are more protective and
durable than thinner ones, but allow less dexterity and tactility. Although
barrier laminate gloves (such as Silver Shield and 4H) are thin, they are
resistant to most pesticides; however, they have dexterity and comfort
deficiencies.
• Size—Gloves that are too small or too large are uncomfortable and can
reduce dexterity. Gloves of the same stated size made by different
manufacturers can vary greatly in such dimensions as finger length.
• Length—Protective sleeves, or gloves that extend as far as the upper arm,
maybe needed for some jobs.
Foot Protection
In addition to the chemical resistance of boots and shoe covers, it is impor-
tant to consider the thickness, height, and durability suitable for the job.
Head Protection
Wide-brimmed hats provide considerable protection for face and neck
Hoods that pull on over the head are preferred over those that use snaps,
Velcro, or other closures.
Body Protection
Apron lengths range from slightly above the knee to the ankles. Some
aprons are wide enough to cover only the front of the body; others wrap
almost completely around the torso and legs. Some have a drip trough
around the bottom to collect runoff, and some have a double layer of mate-
rial in the waist area.
Chemical-resistant suits maybe one-piece coveralls or overalls, or two-piece
outfits—jacket/shirt and pants. The most effective and economical chemical-
resistant suits are those made of nonwoven fabrics laminated to or coated
with a plastic film. The film type must be selected for resistance to the
specific pesticide being handled, and the supporting fabric must have a
strength appropriate for the task. Clothing made of such fabrics has
associated with it the potential for heat stress.
image:
 3
Chemical-Resistant
PPE Products
3.1 Introduction
The EPAs Worker Protection Standards for Agricultural Pesticides provides
the definitions for two terms that are used throughout this manual:
• Personal Protective Equipment (PPE)—devices and apparel worn to
protect the body from contact with pesticides or pesticides residues.
• Chemical-resistant—a material or item that allows no measurable move-
ment of the pesticide being used through the material or item during use.
PPE products that might be used to protect pesticide handlers from
pesticides include:
gloves and sleeves
boots and shoe covers
aprons
hats and hoods
jackets, pants, and coveralls
Within each product category, a wide range of product types and features are
available. The purpose of this section is to describe the products as an aid to
their proper selection, recommendation, specification, and regulation.
Manufacturing methods, materials of construction, and construction types
and styles are addressed. Extensive tabulations of commercially available
products in each category are given in Appendices A through I. Appendix J
is a directory of the telephone numbers and addresses of the PPE vendors
listed in the previous appendices. Emphasis is placed on gloves since the
hand and forearm have been identified as the parts of the body that comes
into the most contact with pesticides in handling situations.
3.2 Hand and Forearm Protection (Gloves and Sleeves)
3.2.1 Glove manufacturing methods and materials
Gloves worn for hand and forearm protection from pesticides use polymeric
materials as the primary barrier to liquids and vapors. The polymers histori-
cally used for chemical-resistant gloves include butyl, chloroprene, natural,
nitrile, and fluorocarbon rubbers; and polyvinyl chloride, polyvinyl alcohol,
and polyethylene plastics. More recently polyethylene vinyl alcohol, poly-
image:
3
Chemical-Resistant
PPE Products
3.1 Introduction
The EPAs Worker Protection Standards for Agricultural Pesticides provides
the definitions for two terms that are used throughout this manual:
• Personal Protective Equipment (PPE)—devices and apparel worn to
protect the body from contact with pesticides or pesticides residues.
• Chemical-resistant—a material or item that allows no measurable move-
ment of the pesticide being used through the material or item during use.
PPE products that might be used to protect pesticide handlers from
pesticides include:
gloves and sleeves
boots and shoe covers
aprons
hats and hoods
jackets, pants, and coveralls
Within each product category, a wide range of product types and features are
available. The purpose of this section is to describe the products as an aid to
their proper selection, recommendation, specification, and regulation.
Manufacturing methods, materials of construction, and construction types
and styles are addressed. Extensive tabulations of commercially available
products in each category are given in Appendices A through I. Appendix J
is a directory of the telephone numbers and addresses of the PPE vendors
listed in the previous appendices. Emphasis is placed on gloves since the
hand and forearm have been identified as the parts of the body that comes
into the most contact with pesticides in handling situations.
3.2 Hand and Forearm Protection (Gloves and Sleeves)
3.2.1 Glove manufacturing methods and materials
Gloves worn for hand and forearm protection from pesticides use polymeric
materials as the primary barrier to liquids and vapors. The polymers histori-
cally used for chemical-resistant gloves include butyl, chloroprene, natural,
nitrile, and fluorocarbon rubbers; and polyvinyl chloride, polyvinyl alcohol,
and polyethylene plastics. More recently polyethylene vinyl alcohol, poly-
image:
 16 Chemical-Resistant PPE Products
Glove fabricated from hand
silhouette
Glove fabricated by dip molding
tetrafluoroethylene, and other highly chemically resistant polymers have
been added to the latter group. All the mentioned rubbers and plastics are
being used either individually or in combination with one another in com-
mercially available gloves. Combinations include blends and layered systems.
Chemical-resistant gloves are fabricated in two physical forms. One is that
of the hand silhouette. This glove is made by die cutting a two-dimensional
outline of a hand from a plastic film. Two of these flat hand forms are
welded, usually by heat, around the edges to form a glove. This type of glove
is typically loose fitting and, by its construction, ambidextrous. Disposable
polyethylene gloves are probably the most common example of this type of
construction. Recent advances in composite plastic film technology have
yielded silhouette gloves, such as Silver Shield® by Siebe North Inc. and
4H® by Safety-4, Inc. with chemical-resistant properties that are signifi-
cantly better than those of traditional glove materials. Workers often find
silhouette gloves undesirable because of poor fit, loss of dexterity, and diffi-
culty in keeping the gloves on the hand.
The second and more widely used fabrication method for chemical-resistant
gloves is dip molding. In this process, a hand mold, made of porcelain or
metal, is immersed into a polymer-containing liquid. Fabric lined (i.e.,
supported gloves) are made by placing a fabric glove on the hand mold prior
to dipping. (See Section 3.2.1.4.) Depending on the polymer, the molds may
be dipped into one of three types of polymer-containing liquid: latex, sol-
vent, or plastisol. Immersion is followed by a slow withdrawal of the mold to
allow a uniform runoff of the liquid. Excess liquid in the form of drops at the
fingertips may be removed by electrostatics, bringing oppositely charged
electrodes into proximity with the drops. The molds may be dipped several
times to buildup glove thickness. The polymer is then cured or dried
depending on the system. The glove is stripped from the mold and talc or
chalk may be applied to prevent blocking (i.e., gloves adhering to themselves
or each other). In mass production, a rack holds many such molds so that
many gloves are produced simultaneously.
Dipped gloves are right and left handed and are sized, enabling a better fit
to be obtained. Properly fitting gloves are more comfortable and have less
negative effect on dexterity. Dipped gloves are sometimes molded with
curved fingers to provide improved comfort. Curved fingers more closely
approximate the relaxed position of the hand.
As mentioned, there are three types of liquid solutions or suspensions into
which the hand molds can be dipped. The name of the liquid system is often
used in the descriptive name of the glove (e.g., Natural Rubber Latex Glove,
Solvent-Dipped Nitrile Glove). Since the type of process used can affect the
performance of the glove, latex, solvent, and plastisol dipping processes are
described in the next paragraphs.
3.2.1.1 Latex System A rubber latex is defined as a colloidal, aqueous emul-
sion of a hydrocarbon rubber. Colloids are particles or fibers (in this case
rubber) with one or more dimensions in the range between 1 millimicron
(nanometer) and 1 micron. Such particles have a very high ratio of surface
image:
16 Chemical-Resistant PPE Products
Glove fabricated from hand
silhouette
Glove fabricated by dip molding
tetrafluoroethylene, and other highly chemically resistant polymers have
been added to the latter group. All the mentioned rubbers and plastics are
being used either individually or in combination with one another in com-
mercially available gloves. Combinations include blends and layered systems.
Chemical-resistant gloves are fabricated in two physical forms. One is that
of the hand silhouette. This glove is made by die cutting a two-dimensional
outline of a hand from a plastic film. Two of these flat hand forms are
welded, usually by heat, around the edges to form a glove. This type of glove
is typically loose fitting and, by its construction, ambidextrous. Disposable
polyethylene gloves are probably the most common example of this type of
construction. Recent advances in composite plastic film technology have
yielded silhouette gloves, such as Silver Shield® by Siebe North Inc. and
4H® by Safety-4, Inc. with chemical-resistant properties that are signifi-
cantly better than those of traditional glove materials. Workers often find
silhouette gloves undesirable because of poor fit, loss of dexterity, and diffi-
culty in keeping the gloves on the hand.
The second and more widely used fabrication method for chemical-resistant
gloves is dip molding. In this process, a hand mold, made of porcelain or
metal, is immersed into a polymer-containing liquid. Fabric lined (i.e.,
supported gloves) are made by placing a fabric glove on the hand mold prior
to dipping. (See Section 3.2.1.4.) Depending on the polymer, the molds may
be dipped into one of three types of polymer-containing liquid: latex, sol-
vent, or plastisol. Immersion is followed by a slow withdrawal of the mold to
allow a uniform runoff of the liquid. Excess liquid in the form of drops at the
fingertips may be removed by electrostatics, bringing oppositely charged
electrodes into proximity with the drops. The molds may be dipped several
times to buildup glove thickness. The polymer is then cured or dried
depending on the system. The glove is stripped from the mold and talc or
chalk may be applied to prevent blocking (i.e., gloves adhering to themselves
or each other). In mass production, a rack holds many such molds so that
many gloves are produced simultaneously.
Dipped gloves are right and left handed and are sized, enabling a better fit
to be obtained. Properly fitting gloves are more comfortable and have less
negative effect on dexterity. Dipped gloves are sometimes molded with
curved fingers to provide improved comfort. Curved fingers more closely
approximate the relaxed position of the hand.
As mentioned, there are three types of liquid solutions or suspensions into
which the hand molds can be dipped. The name of the liquid system is often
used in the descriptive name of the glove (e.g., Natural Rubber Latex Glove,
Solvent-Dipped Nitrile Glove). Since the type of process used can affect the
performance of the glove, latex, solvent, and plastisol dipping processes are
described in the next paragraphs.
3.2.1.1 Latex System A rubber latex is defined as a colloidal, aqueous emul-
sion of a hydrocarbon rubber. Colloids are particles or fibers (in this case
rubber) with one or more dimensions in the range between 1 millimicron
(nanometer) and 1 micron. Such particles have a very high ratio of surface
image:
 Chemical-Resistant PPE Products 17
area to volume and consequently do not settle out of the suspension due to
gravity.
In addition to polymer and water, latices contain stabilizers, preservatives,
thickeners, and antifoaming agents. These components are either water
soluble or of the same particle size as the polymer to prevent settling. The
temperature and the pH of the latex must be controlled to prevent precipita-
tion. The solids content of a latex dipping emulsion can range from
35%-72%.
Before it is dipped into the latex, the hand mold is usually dipped in a coagu-
lant solution. When the mold is subsequently dipped into the latex, the
liquid immediately adjacent to the mold coagulates. The thickness of coagu-
lated material depends on temperature, amount of coagulant, solids, and
viscosity. If a second dip in the latex is required to buildup glove thickness,
coagulant must be reapplied.
After dipping, the latex is dried and cured (vulcanized). Vulcanization is
carried out at 200°-220°F. Some latices are formulated with reactants that
allow curing at lower temperatures.
Some of the glove types which are formed from latices include natural,
chloroprene, and nitrile rubber, and various blends of these materials.
3.2.1.2 Solvent-Based System. In a solvent-based system, dry rubber is
first milled and compounded with various additives on a rubber mill. The
milling (mastication) softens the rubber by breaking polymer chains. The
compounded rubber is then dissolved in an appropriate solvent to form the
dipping solution. Because the solvents are volatile, the solids content of the
dipping solution is closely monitored and adjusted as necessary.
The hand mold is dipped into the solution and slowly withdrawn to form
a polymer layer. Repeated dips are used to buildup glove thickness. The
solvents are evaporated and the polymer cured in air-circulating ovens.
The chemical resistance of solvent dipped gloves is generally greater than
that of latex gloves of the same polymer. It is believed that in a multi-dip
process the imperfections of any one layer are covered by subsequent layers.
Some of the gloves which are formed from solvent-based systems include
nitrile, fluoroelastomers (e.g., Viton®), butyl, and polyvinyl alcohol.
3.2.1.3 Plastisol System. Plastisol systems are chiefly used for polyvinyl
chloride. In a plastisol system, colloidal polymer particles are dispersed in a
plasticizer.
Plasticizers are organic compounds and can be described as high boiling,
polymer solvents. However, solvation of the polymers only occur at high
temperatures. At ordinary temperatures, the polymer/plasticizer mixture
is a suspension. Between temperatures of 260°-3 50°F, the crystalline struc-
ture of the polymer is melted followed by solvation of the polymer.
image:
Chemical-Resistant PPE Products 17
area to volume and consequently do not settle out of the suspension due to
gravity.
In addition to polymer and water, latices contain stabilizers, preservatives,
thickeners, and antifoaming agents. These components are either water
soluble or of the same particle size as the polymer to prevent settling. The
temperature and the pH of the latex must be controlled to prevent precipita-
tion. The solids content of a latex dipping emulsion can range from
35%-72%.
Before it is dipped into the latex, the hand mold is usually dipped in a coagu-
lant solution. When the mold is subsequently dipped into the latex, the
liquid immediately adjacent to the mold coagulates. The thickness of coagu-
lated material depends on temperature, amount of coagulant, solids, and
viscosity. If a second dip in the latex is required to buildup glove thickness,
coagulant must be reapplied.
After dipping, the latex is dried and cured (vulcanized). Vulcanization is
carried out at 200°-220°F. Some latices are formulated with reactants that
allow curing at lower temperatures.
Some of the glove types which are formed from latices include natural,
chloroprene, and nitrile rubber, and various blends of these materials.
3.2.1.2 Solvent-Based System. In a solvent-based system, dry rubber is
first milled and compounded with various additives on a rubber mill. The
milling (mastication) softens the rubber by breaking polymer chains. The
compounded rubber is then dissolved in an appropriate solvent to form the
dipping solution. Because the solvents are volatile, the solids content of the
dipping solution is closely monitored and adjusted as necessary.
The hand mold is dipped into the solution and slowly withdrawn to form
a polymer layer. Repeated dips are used to buildup glove thickness. The
solvents are evaporated and the polymer cured in air-circulating ovens.
The chemical resistance of solvent dipped gloves is generally greater than
that of latex gloves of the same polymer. It is believed that in a multi-dip
process the imperfections of any one layer are covered by subsequent layers.
Some of the gloves which are formed from solvent-based systems include
nitrile, fluoroelastomers (e.g., Viton®), butyl, and polyvinyl alcohol.
3.2.1.3 Plastisol System. Plastisol systems are chiefly used for polyvinyl
chloride. In a plastisol system, colloidal polymer particles are dispersed in a
plasticizer.
Plasticizers are organic compounds and can be described as high boiling,
polymer solvents. However, solvation of the polymers only occur at high
temperatures. At ordinary temperatures, the polymer/plasticizer mixture
is a suspension. Between temperatures of 260°-3 50°F, the crystalline struc-
ture of the polymer is melted followed by solvation of the polymer.
image:
 18 Chomical-Resistant PPE Products
Before dipping, the mold is preheated in an oven to 3 50°-400°F. When the
mold is dipped into the plastisol, the liquid adjacent to it gels forming a
coating. Upon-withdrawal, the mold is heated to 400°F.
Permanence of a plasricizer is an important requirement for plasticized
materials since the loss of plasticizer can reduce the physical and barrier
properties of the final product. Some solvents used in the formulation of
pesticides can extract plasticizer.
3.2.1.4 Lining. Chemical-resistant gloves can be manufactured with or
without lining. Below are described the two types of lining used in gloves.
The advantages and disadvantages of liners in gloves are discussed in Section
3.2.3.4.
One type of liner is a fabric liner. This type of liner increases the physical
strength of the glove and improves wearer comfort. There are two general
variables in fabric liners - material and weave. The materials currently being
used include nylon, cotton, and polyester. The types of weaves are plain and
knitted. Plain weave provides greater strength since it is constructed with
tightly interlacing yarns. Knitted fabrics are used when moderate strength
and considerable elongation are required.
In the manufacture of fabric supported gloves, woven or knitted fabric gloves
are slipped over the hand molds before dipping. Several steps may then be
required before dipping into the polymer-containing liquid including:
scouring to remove surface impurities; heat setting to correct width and
minimize shrinkage of the liner during dipping; and mildew treatments for
high humidity applications.
The dipping is then done following the most appropriate procedure for the
particular polymer system as described earlier. Viscosity of the dipping liquid
and immersion time will determine to what degree the polymer penetrates
the supporting fabric.
The second type of lining is a flocked lining. A flocked lining does not
provide physical support to the glove as a fabric lining does, however, it
does improve wearer comfort. Flocked linings are formed by turning a
glove inside out and coating the inside surface with an adhesive. One- to
two-millimeter long fibers of cotton, rayon, polyester, nylon, or blends
thereof are then brought hi contact with the adhesive by electrostatic attrac-
tion or by using a fluidized bed. The packing density of the fibers on the
glove is controlled to achieve the desired fullness or feel.
3.2.2 Design features
As discussed in Section 2, pesticides handlers require differing degrees of
hand/forearm protection and manipulative capabilities. Chemical-resistant
gloves are available in a variety of materials, shapes, sizes, and surface textures.
In selecting gloves, the goal is to balance and optimize safety, durability,
tactility/dexterity, and cost considerations relative to the functional require-
ments. An extensive listing of the design features and the sources of more
image:
18 Chomical-Resistant PPE Products
Before dipping, the mold is preheated in an oven to 3 50°-400°F. When the
mold is dipped into the plastisol, the liquid adjacent to it gels forming a
coating. Upon-withdrawal, the mold is heated to 400°F.
Permanence of a plasricizer is an important requirement for plasticized
materials since the loss of plasticizer can reduce the physical and barrier
properties of the final product. Some solvents used in the formulation of
pesticides can extract plasticizer.
3.2.1.4 Lining. Chemical-resistant gloves can be manufactured with or
without lining. Below are described the two types of lining used in gloves.
The advantages and disadvantages of liners in gloves are discussed in Section
3.2.3.4.
One type of liner is a fabric liner. This type of liner increases the physical
strength of the glove and improves wearer comfort. There are two general
variables in fabric liners - material and weave. The materials currently being
used include nylon, cotton, and polyester. The types of weaves are plain and
knitted. Plain weave provides greater strength since it is constructed with
tightly interlacing yarns. Knitted fabrics are used when moderate strength
and considerable elongation are required.
In the manufacture of fabric supported gloves, woven or knitted fabric gloves
are slipped over the hand molds before dipping. Several steps may then be
required before dipping into the polymer-containing liquid including:
scouring to remove surface impurities; heat setting to correct width and
minimize shrinkage of the liner during dipping; and mildew treatments for
high humidity applications.
The dipping is then done following the most appropriate procedure for the
particular polymer system as described earlier. Viscosity of the dipping liquid
and immersion time will determine to what degree the polymer penetrates
the supporting fabric.
The second type of lining is a flocked lining. A flocked lining does not
provide physical support to the glove as a fabric lining does, however, it
does improve wearer comfort. Flocked linings are formed by turning a
glove inside out and coating the inside surface with an adhesive. One- to
two-millimeter long fibers of cotton, rayon, polyester, nylon, or blends
thereof are then brought hi contact with the adhesive by electrostatic attrac-
tion or by using a fluidized bed. The packing density of the fibers on the
glove is controlled to achieve the desired fullness or feel.
3.2.2 Design features
As discussed in Section 2, pesticides handlers require differing degrees of
hand/forearm protection and manipulative capabilities. Chemical-resistant
gloves are available in a variety of materials, shapes, sizes, and surface textures.
In selecting gloves, the goal is to balance and optimize safety, durability,
tactility/dexterity, and cost considerations relative to the functional require-
ments. An extensive listing of the design features and the sources of more
image:
 Chemical-Resistant PPE Products 19
than 400 commercially available chemical protective gloves is presented in
Appendix A. In addition to material of construction, these features include:
• thickness
• size
• length
• lining material
• cuff style
• grip type
and are described in the following paragraphs.
3.2.2.1 Thickness. Unsupported chemical-resistant gloves are produced
over a range of thickness. Thickness is typically described in units of mils
(1 mil = 0.001 inch = 0.0025 cm). Supported gloves are described qualita-
tively in terms of weight (e.g., light- or heavy-weight); consequently, no
thickness values are given in Appendix A for supported gloves. In general,
barrier effectiveness and resistance to tear, puncture, etc. increase with
thickness and tactility and dexterity decrease. The effect of thickness on
chemical barrier properties is described in Section 4.2.2.3.
Thickness is controlled in the manufacturing process by adjusting the tem-
perature, solids content, and viscosity of the dipping liquid. Duration of
immersion, rate of withdrawal, and number of immersions also affect thick-
ness. In latices, variations in the coagulant are also used.
The thickness of commercially available gloves ranges from approximately
1 to 60 mils (0.002 to 0.152 cm). Silhouette gloves are the thinnest: 1.25
mils for polyethylene and 2.5 to 3 mils for the gloves (Silver Shield and 4H
brands). So called "surgeon's gloves" (natural rubber latex), which have a
good tactile response, typically range from. 4 to 9 mils in thickness. The most
commonly used chemical-resistant gloves typically range from 12 to 22 mils
in thickness. By additional, partial immersions in the dipping liquid, areas
such as the lower hand and fingers can be intentionally made thicker than
the upper portion of the glove for additional strength or abrasion and chemi-
cal resistance.
Variations in thickness on an individual glove are common. Areas such as the
crotch between the fingers can be up to 2 mils thinner than the rest of the
glove. This is caused by uneven runoff during the dipping process. Com-
pared to other areas of the glove, the finger crotches can have significantly
shorter chemical breakthrough times.1
3.2.2.2 Glove Size. Optimization of glove fit is critical from both a com-
fort and a functional standpoint. Gloves that are too small provide less
coverage, bind the hand, and cause rapid hand fatigue. Manipulation of small
objects may also be impaired if the gloves are so tight that it is difficult to
wrap the hand or fingers around an object. Gloves that are too large are also
uncomfortable since the hand is continually shifting position inside. Dexter-
ity can be impaired by the large, floppy fingers getting in the way when
attempting to handle small objects.
image:
Chemical-Resistant PPE Products 19
than 400 commercially available chemical protective gloves is presented in
Appendix A. In addition to material of construction, these features include:
• thickness
• size
• length
• lining material
• cuff style
• grip type
and are described in the following paragraphs.
3.2.2.1 Thickness. Unsupported chemical-resistant gloves are produced
over a range of thickness. Thickness is typically described in units of mils
(1 mil = 0.001 inch = 0.0025 cm). Supported gloves are described qualita-
tively in terms of weight (e.g., light- or heavy-weight); consequently, no
thickness values are given in Appendix A for supported gloves. In general,
barrier effectiveness and resistance to tear, puncture, etc. increase with
thickness and tactility and dexterity decrease. The effect of thickness on
chemical barrier properties is described in Section 4.2.2.3.
Thickness is controlled in the manufacturing process by adjusting the tem-
perature, solids content, and viscosity of the dipping liquid. Duration of
immersion, rate of withdrawal, and number of immersions also affect thick-
ness. In latices, variations in the coagulant are also used.
The thickness of commercially available gloves ranges from approximately
1 to 60 mils (0.002 to 0.152 cm). Silhouette gloves are the thinnest: 1.25
mils for polyethylene and 2.5 to 3 mils for the gloves (Silver Shield and 4H
brands). So called "surgeon's gloves" (natural rubber latex), which have a
good tactile response, typically range from. 4 to 9 mils in thickness. The most
commonly used chemical-resistant gloves typically range from 12 to 22 mils
in thickness. By additional, partial immersions in the dipping liquid, areas
such as the lower hand and fingers can be intentionally made thicker than
the upper portion of the glove for additional strength or abrasion and chemi-
cal resistance.
Variations in thickness on an individual glove are common. Areas such as the
crotch between the fingers can be up to 2 mils thinner than the rest of the
glove. This is caused by uneven runoff during the dipping process. Com-
pared to other areas of the glove, the finger crotches can have significantly
shorter chemical breakthrough times.1
3.2.2.2 Glove Size. Optimization of glove fit is critical from both a com-
fort and a functional standpoint. Gloves that are too small provide less
coverage, bind the hand, and cause rapid hand fatigue. Manipulation of small
objects may also be impaired if the gloves are so tight that it is difficult to
wrap the hand or fingers around an object. Gloves that are too large are also
uncomfortable since the hand is continually shifting position inside. Dexter-
ity can be impaired by the large, floppy fingers getting in the way when
attempting to handle small objects.
image:
 20 Chemical-Resistant PPE Products
Measurement of hand
circumference for glove fitting
Gloves are sized either numerically or qualitatively. A numerical scale rang-
ing from men's sizes 7-12 (7 being the smallest) is most often used. The size
designation is the circumference (in inches) of the hand measured around the
palm and below the metacarpal joints. Gloves are sized more qualitatively as
"small, medium, large, X-large" or simply "men's size," "women's size," or
"one size fits all" are also used.
Size, and therefore fit, depends on the particular set of molds used by each
manufacturer. A size 7 from manufacturer "A" may not fit the same as a size
7 from manufacturer "B." Although their circumferences may be the same,
the gloves may vary significantly in any number of other dimensions which
are critical to fit; for example, finger length and circumference, and the
distance between the thumb and the index finger.
3.2.2.3 Length. In many pesticide handling operations, direct contact with
the pesticide is limited to the hands and fingers. Other operations may
require protection of the wrist and forearm. Indirect exposure can occur at
any time by accidental splashing, spilling, or drifting sprays. Because of these
various situations, gloves of different lengths are required. As discussed in
Section 3.2.4, chemical protective sleeves may be used with gloves for
additional forearm and upper arm protection.
Gloves are manufactured in several lengths referred to in the industry as
gauntlet lengths. The length is measured from the tip of the middle finger
to the edge of the cuff. Lengths typically range from wrist length up to
18 inches, or just below the elbow. Longer gloves that extend to the upper
arm are also available.
3.2.2.4 Liners. Fabric support in protective gloves provides several desir-
able characteristics and one significant disadvantage from the perspective of
pesticides. Supporting materials provide additional strength to the glove to
resist punctures and tears that could be caused by sharp objects. In addition,
they absorb perspiration, thereby increasing comfort.
Liners, however, reduce the tactile response of gloves making it more diffi-
cult to "feel" something. In addition, if abrasion of the glove results in
exposed lining fibers, these fibers could act as wicks and draw liquid into the
glove. Most importantly, fabric liners are difficult to decontaminate. Sup-
ported gloves are not readily turned inside out for purposes of washing and
the cloth may trap pesticides. For these latter reasons, lined gloves are not
recommended for pesticides handling.
image:
20 Chemical-Resistant PPE Products
Measurement of hand
circumference for glove fitting
Gloves are sized either numerically or qualitatively. A numerical scale rang-
ing from men's sizes 7-12 (7 being the smallest) is most often used. The size
designation is the circumference (in inches) of the hand measured around the
palm and below the metacarpal joints. Gloves are sized more qualitatively as
"small, medium, large, X-large" or simply "men's size," "women's size," or
"one size fits all" are also used.
Size, and therefore fit, depends on the particular set of molds used by each
manufacturer. A size 7 from manufacturer "A" may not fit the same as a size
7 from manufacturer "B." Although their circumferences may be the same,
the gloves may vary significantly in any number of other dimensions which
are critical to fit; for example, finger length and circumference, and the
distance between the thumb and the index finger.
3.2.2.3 Length. In many pesticide handling operations, direct contact with
the pesticide is limited to the hands and fingers. Other operations may
require protection of the wrist and forearm. Indirect exposure can occur at
any time by accidental splashing, spilling, or drifting sprays. Because of these
various situations, gloves of different lengths are required. As discussed in
Section 3.2.4, chemical protective sleeves may be used with gloves for
additional forearm and upper arm protection.
Gloves are manufactured in several lengths referred to in the industry as
gauntlet lengths. The length is measured from the tip of the middle finger
to the edge of the cuff. Lengths typically range from wrist length up to
18 inches, or just below the elbow. Longer gloves that extend to the upper
arm are also available.
3.2.2.4 Liners. Fabric support in protective gloves provides several desir-
able characteristics and one significant disadvantage from the perspective of
pesticides. Supporting materials provide additional strength to the glove to
resist punctures and tears that could be caused by sharp objects. In addition,
they absorb perspiration, thereby increasing comfort.
Liners, however, reduce the tactile response of gloves making it more diffi-
cult to "feel" something. In addition, if abrasion of the glove results in
exposed lining fibers, these fibers could act as wicks and draw liquid into the
glove. Most importantly, fabric liners are difficult to decontaminate. Sup-
ported gloves are not readily turned inside out for purposes of washing and
the cloth may trap pesticides. For these latter reasons, lined gloves are not
recommended for pesticides handling.
image:
 Chemical-Resistant PPE Products 21
3.2.2.5 Cuff Style. Cuffs may be finished in one of several styles:
• Natural—the cuff is straight and results from dipping process, with no
post cutting.
• Pinked—the cuff is either straight or jagged and is produced by cutting
the glove gauntlet to the desired length.
• Rolled—a bead of polymer is formed around the circumference of the
cuff. This feature is designed to reduce the likelihood for tears initiating
at the cuff. The rolled cuff also inhibits liquids from running off the
upper portion of the glove onto the user.
There is no significant difference in the tear strengths of the natural and the
pinked cuffs. Some supported gloves are available with knitted wrists which
help hold the glove on the hand.
3.2.2.6 Grip Type. Various finishes are often applied to the lower hand,
fingers, or palm areas of gloves. These finishes are of a rough, uneven tex-
ture or a simple embossed pattern. They are designed to increase abrasion
resistance and improve gripping ability.
3.2.3 Sleeves
Sleeves are flexible tubes of a fabric, plastic, or rubber material that are used
to protect portions of the arm from contact with chemicals. Appendix B is a
listing of commercially available sleeves, their characteristics, and their
sources. Sleeves are available in three lengths: forearm (=12-14 inches),
elbow (=16-22 inches), and shoulder (=22-27 inches). The most common
length is 18 inches. The typical sleeve has an elastic band around the open-
ing at each end to hold the sleeve in place on the arm and seal off the arm
from the external contamination. The elastic band may be enclosed in the
sleeve material by several different seaming techniques or it may be exposed.
In some cases, the elasticized closure is in the form of elasticized cloth much
like the knitted wrist closures on gloves. This latter type of end finish is
undesirable for use with pesticides since it is likely to trap pesticide and be
difficult to decontaminate. Sleeves are also available with snap closures.
Shoulder length sleeves are usually fitted with a strap or other form of tie
for keeping the sleeve in place at the shoulder.
Sleeves are fabricated from many of the same materials as are aprons and
garments. These materials include plastic films of polyethylene and polyvinyl
chloride, nonwoven fabrics, and rubber-coated fabrics. These materials
range in weight from 4-mil films to 18 oz/sq. yd.'coated-fabrics. The coat-
ings may be on one or both sides of the supporting fabric. For pesticide
operations, fabrics coated on both sides and with the edges sealed are pre-
ferred. The support fabric of a material that is coated only on one side can
potentially trap pesticide and increase the difficulty of decontamination.
Glove with pinked cuff style
Glove with rolled cuff style
Sleeves are seamed along their length. For chemical resistance, it is impor-
tant that seam stitching be sealed against liquid penetration.
image:
Chemical-Resistant PPE Products 21
3.2.2.5 Cuff Style. Cuffs may be finished in one of several styles:
• Natural—the cuff is straight and results from dipping process, with no
post cutting.
• Pinked—the cuff is either straight or jagged and is produced by cutting
the glove gauntlet to the desired length.
• Rolled—a bead of polymer is formed around the circumference of the
cuff. This feature is designed to reduce the likelihood for tears initiating
at the cuff. The rolled cuff also inhibits liquids from running off the
upper portion of the glove onto the user.
There is no significant difference in the tear strengths of the natural and the
pinked cuffs. Some supported gloves are available with knitted wrists which
help hold the glove on the hand.
3.2.2.6 Grip Type. Various finishes are often applied to the lower hand,
fingers, or palm areas of gloves. These finishes are of a rough, uneven tex-
ture or a simple embossed pattern. They are designed to increase abrasion
resistance and improve gripping ability.
3.2.3 Sleeves
Sleeves are flexible tubes of a fabric, plastic, or rubber material that are used
to protect portions of the arm from contact with chemicals. Appendix B is a
listing of commercially available sleeves, their characteristics, and their
sources. Sleeves are available in three lengths: forearm (=12-14 inches),
elbow (=16-22 inches), and shoulder (=22-27 inches). The most common
length is 18 inches. The typical sleeve has an elastic band around the open-
ing at each end to hold the sleeve in place on the arm and seal off the arm
from the external contamination. The elastic band may be enclosed in the
sleeve material by several different seaming techniques or it may be exposed.
In some cases, the elasticized closure is in the form of elasticized cloth much
like the knitted wrist closures on gloves. This latter type of end finish is
undesirable for use with pesticides since it is likely to trap pesticide and be
difficult to decontaminate. Sleeves are also available with snap closures.
Shoulder length sleeves are usually fitted with a strap or other form of tie
for keeping the sleeve in place at the shoulder.
Sleeves are fabricated from many of the same materials as are aprons and
garments. These materials include plastic films of polyethylene and polyvinyl
chloride, nonwoven fabrics, and rubber-coated fabrics. These materials
range in weight from 4-mil films to 18 oz/sq. yd.'coated-fabrics. The coat-
ings may be on one or both sides of the supporting fabric. For pesticide
operations, fabrics coated on both sides and with the edges sealed are pre-
ferred. The support fabric of a material that is coated only on one side can
potentially trap pesticide and increase the difficulty of decontamination.
Glove with pinked cuff style
Glove with rolled cuff style
Sleeves are seamed along their length. For chemical resistance, it is impor-
tant that seam stitching be sealed against liquid penetration.
image:
 22 Chemlcat-Registant PPE Products
Chemical-resistant boots
Typical rubber overshoes
Sou'wester hat
3.3 Foot Protection (Boots and Shoe Covers)
3.3.1 Introduction
For purposes of this document, boots are defined as rubber or plastic foot-
wear that is worn directly over socks, fabric booties, or the foot without any
other footwear. Shoe covers are footwear that is worn over other footwear,
for example, rubber or plastic galoshes that are worn over leather work
boots.
3.3.2 Boots
Chemical-resistant boots are fabricated from rubber, plastics, or blends
thereof. The principal materials are natural rubber, which is sometimes
coated with polyurethane, polyvinylchloride, and blends of these materials.
Within a single boot, the composition and the thickness of the materials may
vary from location to location, e.g., the soles and the uppers may differ. In
addition, boots are available with a range of:
• shaft opening sizes, i.e., the diameter of the opening into which the foot is
placed
• heights, ranging from ankle (6 inches) to "halfs" (12 inches) to knee
(16 inches) to over the knee
• closure types, e.g., strings and elastic straps
• sole patterns
• toe types, i.e., plain or steel
• shank types, i.e., steel, rigid plastic, or plain
• sizes; some boots are sized in lengths and widths others are available in
small, medium, and large
Appendix C describes a sampling of commercially available boots.
3.3.3 Shoe covers
Shoe covers are footwear designed to be worn over shoes or boots that are
not chemically resistant, for example leather or fabric shoes and boots. Shoe
covers may be intended as single- or multi-use products. They may be
described by many of the same characteristics as are boots, although they are
generally less expensive. Appendix C contains a representative compilation
of shoe cover products.
3.4 Head Protection (Hats and Hoods)
3.4.1 Hats
Hats are used to reduce pesticide contact with the top of the head, face, and
neck areas. Appendix D is a listing of commercially available hats that may
be suitable for agricultural applications. These hats are typically Sou'wester
or Nor'easter in design. Basically, they have wide brims that reduce direct
contact of the upper face and back of the neck with mists, droplets, powders,
etc. from overhead. The wide brims also provide shade from the sun. Some
are available with chin straps (to secure the hat in the wind). Nor'easters
have pulldown earflaps that may be lined with cloth (e.g., flannel) for
warmth.
image:
22 Chemlcat-Registant PPE Products
Chemical-resistant boots
Typical rubber overshoes
Sou'wester hat
3.3 Foot Protection (Boots and Shoe Covers)
3.3.1 Introduction
For purposes of this document, boots are defined as rubber or plastic foot-
wear that is worn directly over socks, fabric booties, or the foot without any
other footwear. Shoe covers are footwear that is worn over other footwear,
for example, rubber or plastic galoshes that are worn over leather work
boots.
3.3.2 Boots
Chemical-resistant boots are fabricated from rubber, plastics, or blends
thereof. The principal materials are natural rubber, which is sometimes
coated with polyurethane, polyvinylchloride, and blends of these materials.
Within a single boot, the composition and the thickness of the materials may
vary from location to location, e.g., the soles and the uppers may differ. In
addition, boots are available with a range of:
• shaft opening sizes, i.e., the diameter of the opening into which the foot is
placed
• heights, ranging from ankle (6 inches) to "halfs" (12 inches) to knee
(16 inches) to over the knee
• closure types, e.g., strings and elastic straps
• sole patterns
• toe types, i.e., plain or steel
• shank types, i.e., steel, rigid plastic, or plain
• sizes; some boots are sized in lengths and widths others are available in
small, medium, and large
Appendix C describes a sampling of commercially available boots.
3.3.3 Shoe covers
Shoe covers are footwear designed to be worn over shoes or boots that are
not chemically resistant, for example leather or fabric shoes and boots. Shoe
covers may be intended as single- or multi-use products. They may be
described by many of the same characteristics as are boots, although they are
generally less expensive. Appendix C contains a representative compilation
of shoe cover products.
3.4 Head Protection (Hats and Hoods)
3.4.1 Hats
Hats are used to reduce pesticide contact with the top of the head, face, and
neck areas. Appendix D is a listing of commercially available hats that may
be suitable for agricultural applications. These hats are typically Sou'wester
or Nor'easter in design. Basically, they have wide brims that reduce direct
contact of the upper face and back of the neck with mists, droplets, powders,
etc. from overhead. The wide brims also provide shade from the sun. Some
are available with chin straps (to secure the hat in the wind). Nor'easters
have pulldown earflaps that may be lined with cloth (e.g., flannel) for
warmth.
image:
 Chemical-Resistant PPE Products 23
To be effective against most pesticide formulations, hats must be fabricated
from materials or fabrics that contain a continuous film of plastic or rubber,
e.g., a coated fabric. Holes due to stitching must be sealed to prevent leakage
from the outside onto the head. Similar to sleeves, the fabric should be
coated on both sides to minimize pesticide entrapment and facilitate decon-
tamination. Consequently, fabric-lined styles are less desirable.
3.4.2 Hoods
Chemical-resistant hoods are available in a variety of styles, differentiated
principally by the extent of head and upper body coverage. Some hoods
cover only the head. These hoods are typically sold hi combination with a
jacket or coverall to which they can be attached and detached. Other hoods
cover the head and neck. Still others cover the head, neck, and shoulders.
Appendix E is a listing of representative hoods that may be suitable for
agricultural applications.
Hoods are fabricated from many of the same fabrics that are used for gar-
ments. Hoods are fabricated from two or more pieces of fabric. In general
the more pieces that are used, the better 'the hood follows the contours of
the head, neck, and shoulder. The trade-off for better fit, however, is more
seams. Similar to sleeves and garments, the seams must not provide a route
of entry for the chemical. Seams should be stitched and sealed, thermally
welded, or otherwise effected. The edges of coated fabrics must be sealed at
the edges to prevent wicking of liquids into the supporting fabric. Also
similar to sleeves and hats, only coated-fabrics that are coated on both sides
are desirable for use by pesticide handlers.
Hoods may be open around the face or contain a transparent face piece.
(Only those with an open face are addressed herein.) Those with open face
and which are detachable typically employ a drawstring for closure around
the face. Other hoods are elasticized around the face opening.
Some hoods are donned over the top of the head. Other hoods have snap,
Velcro®, or other closures in the front and donned by opening the closure
and wrapping the hood over and around the head. For chemical protection,
hoods without a front opening are preferred.
Two piece hood
Three piece hood
3.5 Frontal Protection (Aprons)
Aprons provide frontal protection from splash and other types of chemical
contact. Aprons are available in four general styles. Bib type aprons cover
the body from the chest to the knees or lower. Waist type aprons cover the
stomach and upper legs. Split-leg aprons are divided at the crotch and
fastened around each leg. Sleeved aprons (sometimes referred to as smocks
or frocks) provide coverage of the upper chest, shoulders, and arms, as well
as the legs to the knees or below. Appendices F and G contain descriptions
of and sources for representative, commercially available aprons.
image:
Chemical-Resistant PPE Products 23
To be effective against most pesticide formulations, hats must be fabricated
from materials or fabrics that contain a continuous film of plastic or rubber,
e.g., a coated fabric. Holes due to stitching must be sealed to prevent leakage
from the outside onto the head. Similar to sleeves, the fabric should be
coated on both sides to minimize pesticide entrapment and facilitate decon-
tamination. Consequently, fabric-lined styles are less desirable.
3.4.2 Hoods
Chemical-resistant hoods are available in a variety of styles, differentiated
principally by the extent of head and upper body coverage. Some hoods
cover only the head. These hoods are typically sold hi combination with a
jacket or coverall to which they can be attached and detached. Other hoods
cover the head and neck. Still others cover the head, neck, and shoulders.
Appendix E is a listing of representative hoods that may be suitable for
agricultural applications.
Hoods are fabricated from many of the same fabrics that are used for gar-
ments. Hoods are fabricated from two or more pieces of fabric. In general
the more pieces that are used, the better 'the hood follows the contours of
the head, neck, and shoulder. The trade-off for better fit, however, is more
seams. Similar to sleeves and garments, the seams must not provide a route
of entry for the chemical. Seams should be stitched and sealed, thermally
welded, or otherwise effected. The edges of coated fabrics must be sealed at
the edges to prevent wicking of liquids into the supporting fabric. Also
similar to sleeves and hats, only coated-fabrics that are coated on both sides
are desirable for use by pesticide handlers.
Hoods may be open around the face or contain a transparent face piece.
(Only those with an open face are addressed herein.) Those with open face
and which are detachable typically employ a drawstring for closure around
the face. Other hoods are elasticized around the face opening.
Some hoods are donned over the top of the head. Other hoods have snap,
Velcro®, or other closures in the front and donned by opening the closure
and wrapping the hood over and around the head. For chemical protection,
hoods without a front opening are preferred.
Two piece hood
Three piece hood
3.5 Frontal Protection (Aprons)
Aprons provide frontal protection from splash and other types of chemical
contact. Aprons are available in four general styles. Bib type aprons cover
the body from the chest to the knees or lower. Waist type aprons cover the
stomach and upper legs. Split-leg aprons are divided at the crotch and
fastened around each leg. Sleeved aprons (sometimes referred to as smocks
or frocks) provide coverage of the upper chest, shoulders, and arms, as well
as the legs to the knees or below. Appendices F and G contain descriptions
of and sources for representative, commercially available aprons.
image:
 24 Chamteal-Roatstant PPE Products
Bib type apron
Sleeved apron
Within each of the four general styles, aprons differ in:
• materials of construction—aprons are fabricated from virtually all the
fabrics from which jackets, pants, or coveralls are produced.
• type and location of ties—all aprons have a tie around the waist. Bib-type
aprons also have neckties. Some neck ties are fixed in length and others
are adjustable. Some ties are fitted with safety releases such that if, the
apron becomes caught in moving equipment, the apron will pull away
from the person.
• length and width—aprons are available in a virtually unlimited combina-
tion of lengths and widths. Lengths range from slightly above the knee to
the ankles; widths range from only frontal coverage to almost complete
circumference of the torso and legs.
• edge finish—edges of aprons may be unfinished (usually the case for those
aprons of films of PVC and PE) or stitched or stitched and sealed (usually
the case for aprons of fabric-supported materials).
Some apron designs include a gutter (drip trough) around the bottom to
collect runoff from the upper portion. Others incorporate a second, rein-
forcing layer of fabric in the waist area, referred to as belly patches.
Similar to other types of protective clothing available for protection from
pesticides, aprons that are fabricated from plastic films or fabrics that are
coated on both sides are preferred to fabric-supported aprons that are coated
only on one side, leaving the fabric side open for pesticide contamination
that may be difficult to remove. The edges of any fabric-supported material
should be sealed against pesticide wicking and absorption.
3.6 Body Protection
3.6.1 Woven cotton and cotton/polyester
Clothing based on woven cotton and cotton/polyester fabrics is used broadly
throughout agriculture, including by pesticide handlers. The fabrics vary in:
• type of weave, e.g., plain versus twill
• weight, i.e., weight per unit area
• finish, e.g., soil repellent, durable press, etc.
The clothing varies in:
• style
• type and location of closures
• location of pockets
The permutations on the above characteristics are virtually limitless and will
not be discussed here. Information on cotton and cotton/polyester fabrics
and clothing can be found in general texts on textiles.2
3.6.2 Nonwoven fabrics and fabrics containing microporous PTFE
3.6.2.1 Nonwoven Fabrics. Nonwoven fabrics are made by laying down
and bonding together or entangling fibers of natural or synthetic materials.
Paper, for example, is a nonwoven material. Various fabric producers have
image:
24 Chamteal-Roatstant PPE Products
Bib type apron
Sleeved apron
Within each of the four general styles, aprons differ in:
• materials of construction—aprons are fabricated from virtually all the
fabrics from which jackets, pants, or coveralls are produced.
• type and location of ties—all aprons have a tie around the waist. Bib-type
aprons also have neckties. Some neck ties are fixed in length and others
are adjustable. Some ties are fitted with safety releases such that if, the
apron becomes caught in moving equipment, the apron will pull away
from the person.
• length and width—aprons are available in a virtually unlimited combina-
tion of lengths and widths. Lengths range from slightly above the knee to
the ankles; widths range from only frontal coverage to almost complete
circumference of the torso and legs.
• edge finish—edges of aprons may be unfinished (usually the case for those
aprons of films of PVC and PE) or stitched or stitched and sealed (usually
the case for aprons of fabric-supported materials).
Some apron designs include a gutter (drip trough) around the bottom to
collect runoff from the upper portion. Others incorporate a second, rein-
forcing layer of fabric in the waist area, referred to as belly patches.
Similar to other types of protective clothing available for protection from
pesticides, aprons that are fabricated from plastic films or fabrics that are
coated on both sides are preferred to fabric-supported aprons that are coated
only on one side, leaving the fabric side open for pesticide contamination
that may be difficult to remove. The edges of any fabric-supported material
should be sealed against pesticide wicking and absorption.
3.6 Body Protection
3.6.1 Woven cotton and cotton/polyester
Clothing based on woven cotton and cotton/polyester fabrics is used broadly
throughout agriculture, including by pesticide handlers. The fabrics vary in:
• type of weave, e.g., plain versus twill
• weight, i.e., weight per unit area
• finish, e.g., soil repellent, durable press, etc.
The clothing varies in:
• style
• type and location of closures
• location of pockets
The permutations on the above characteristics are virtually limitless and will
not be discussed here. Information on cotton and cotton/polyester fabrics
and clothing can be found in general texts on textiles.2
3.6.2 Nonwoven fabrics and fabrics containing microporous PTFE
3.6.2.1 Nonwoven Fabrics. Nonwoven fabrics are made by laying down
and bonding together or entangling fibers of natural or synthetic materials.
Paper, for example, is a nonwoven material. Various fabric producers have
image:
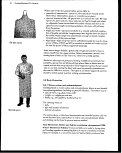 Chemical-Resistant PPE Products 25
developed proprietary processes for producing nonwoven fabrics. The most
common, nonwoven fabrics used in protective clothing are:
• Tyvek® 1422, a spunbonded high density polyethylene product of The
DuPont Company
• SMS , a product of Kimberly-Clark, Inc., in which a layer of melt-blown
polypropylene is laminated between layers of spunbonded polypropylene
• Sontara®, a blend of wood pulp and polyester produced by the DuPont
Company and converted into clothing by many manufacturers
• nonwoven polypropylene from a variety of converters
In some cases, these fabrics are converted to garments by their manufacturer;
in other cases, the fabric is sold as roll goods to an independent converter for
processing into clothing. Regardless, a myriad of garment types and styles
having an extensive range of features are commercially available. Features
and design elements that vary among the garments include:
Pieces — Both one- and two-piece garments are available. The two-piece
garments comprise a jacket and pants. Many jackets are designed to accept a
detachable hood or have a permanently attached hood. The pants may be of
standard design or bib-type (also known as an overall). Single-piece coveralls
may incorporate a permanent hood or provisions for a detachable hood.
Some coveralls are available with permanently attached booties, intended to
be worn inside shoes or boots. The built-in booties reduce the problem of
maintaining a secure, chemical barrier at the pant/boot interface.
Closures — Some garments have front zippers, which may be either metal or
plastic. Other garments have snaps. Still others have the closure in the back
or on the side, taking the closure out of the most likely path of a liquid
splash. Some single-piece garments are like sacks into which the persons
stands and pulls up around his body. These sack-style garments are closed
with a single drawstring closure at the neck
Hoods — Garments are available with and without hoods. Some are elasticized
around the face; others have a drawstring. Still other garments have a
built-in, transparent facepiece.
Seams — may be stitched, solvent-welded, taped, adhesively-bonded, or
heat-welded. Several types of stitching are used, including lockstitch, chain
stitch, and serged stitch. Other types of stitched seams are felled and bound.
Regardless of the seam type, the seam should be as strong or stronger than
the fabric itself. Stitching should be of a quality that does not compromise
the barrier effectiveness of the garment.
Sleeve style — Garments are available with yoke, raglan, and straight style
sleeves. The raglan style generally gives a 'wider range of motion to the
wearer.
Bib type pants (overalls)
-I
<»^>N ii t "*•
Sleeve endings — Sleeves end at the wrist in either one of two finishes: plain
or elasticized.
Coverall
image:
Chemical-Resistant PPE Products 25
developed proprietary processes for producing nonwoven fabrics. The most
common, nonwoven fabrics used in protective clothing are:
• Tyvek® 1422, a spunbonded high density polyethylene product of The
DuPont Company
• SMS , a product of Kimberly-Clark, Inc., in which a layer of melt-blown
polypropylene is laminated between layers of spunbonded polypropylene
• Sontara®, a blend of wood pulp and polyester produced by the DuPont
Company and converted into clothing by many manufacturers
• nonwoven polypropylene from a variety of converters
In some cases, these fabrics are converted to garments by their manufacturer;
in other cases, the fabric is sold as roll goods to an independent converter for
processing into clothing. Regardless, a myriad of garment types and styles
having an extensive range of features are commercially available. Features
and design elements that vary among the garments include:
Pieces — Both one- and two-piece garments are available. The two-piece
garments comprise a jacket and pants. Many jackets are designed to accept a
detachable hood or have a permanently attached hood. The pants may be of
standard design or bib-type (also known as an overall). Single-piece coveralls
may incorporate a permanent hood or provisions for a detachable hood.
Some coveralls are available with permanently attached booties, intended to
be worn inside shoes or boots. The built-in booties reduce the problem of
maintaining a secure, chemical barrier at the pant/boot interface.
Closures — Some garments have front zippers, which may be either metal or
plastic. Other garments have snaps. Still others have the closure in the back
or on the side, taking the closure out of the most likely path of a liquid
splash. Some single-piece garments are like sacks into which the persons
stands and pulls up around his body. These sack-style garments are closed
with a single drawstring closure at the neck
Hoods — Garments are available with and without hoods. Some are elasticized
around the face; others have a drawstring. Still other garments have a
built-in, transparent facepiece.
Seams — may be stitched, solvent-welded, taped, adhesively-bonded, or
heat-welded. Several types of stitching are used, including lockstitch, chain
stitch, and serged stitch. Other types of stitched seams are felled and bound.
Regardless of the seam type, the seam should be as strong or stronger than
the fabric itself. Stitching should be of a quality that does not compromise
the barrier effectiveness of the garment.
Sleeve style — Garments are available with yoke, raglan, and straight style
sleeves. The raglan style generally gives a 'wider range of motion to the
wearer.
Bib type pants (overalls)
-I
<»^>N ii t "*•
Sleeve endings — Sleeves end at the wrist in either one of two finishes: plain
or elasticized.
Coverall
image:
 26 Chemical-Resistant PPE Products
Pant endings—Pants end at the ankle in several finishes: plain, elasticized,
or with an attached bootie.
In Appendix H, commercially available garments are characterized using the
above features as descriptors. A preliminary assessment of the features and
the quality of construction of some of these products has been completed.3
Critical to the performance and acceptance of these garments is their fit.
Other than for men's unhooded coveralls, there is no standard for sizing or
any other feature of the garments. The men's coverall sizing standard is
ANSI/ISEA101-1985.4 Despite this standard, workers at hazardous waste
sites frequently complain of garment failure due to tearing.5 Efforts are
underway by ISEA (Industrial Safety Equipment Association) and ASTM to
develop better sizing standards. The goal is a sizing system that is keyed to
the dimensions of the worker and that accommodates various underclothing
worn by field workers. Underclothing may range from shorts and a T-shirt
in hot environments to bulky, winter clothing in cold environments.
3.6.2.2 Fabrics Containing Microporous PTFE. Polytetrafluoroethylene
(PTFE) is the chemical name for the trademarked name, Teflon®. By
highly-controlled processing procedures, microporous films of PTEE are
produced. Due to the small size of the pores and the poor wetting of PTFE
by water, these films allow the passage of water vapor but not liquid water.
Because water vapor and other gases can pass through the pores, the films
are called "breathable." By combining the film with fabrics (principally
nylon), composite fabrics result that are strong and "breathable."
Gore-Tex®, a trademark belonging to W. L. Gore and Associates, is the
most commonly known brand of such fabrics.
Clothing based on Gore-Tex is claimed to be suitable for protection from
splashes and particles by W.L. Gore. Because it is porous, however, the
clothing is not recommended for protection from gases or from liquids other
than from the immediate splash. While it is a barrier to liquid water, it is not
a barrier to those liquids, including many organic liquids found in pesticide
formulation, that wet PTFE to a greater degree than does water. Gore-Tex
clothing, because it breathes, is claimed to be more comfortable than cloth-
ing from other fabrics which provide comparable levels of protection.
3.6.3 Plastic or rubber film/sheet, film-coated or -laminated
woven or nonwoven fabrics
A virtually limitless variety of types, styles, and quality of clothing is pro-
duced from fabrics that contain a continuous film of a plastic or rubber for
protection from potentially hazardous chemicals. These garments range
from limited-use coveralls costing less than $5 to encapsulating ensembles
based on state-of-the-art materials and costing several thousands of dollars.
It would seem that the economic realities of agriculture dictate that only
the lower priced garments will be used. Included in this grouping are:
• coveralls of nonwoven fabrics (as described above) to which films of
polyethylene, Saranex®, or other plastic films have been laminated
image:
26 Chemical-Resistant PPE Products
Pant endings—Pants end at the ankle in several finishes: plain, elasticized,
or with an attached bootie.
In Appendix H, commercially available garments are characterized using the
above features as descriptors. A preliminary assessment of the features and
the quality of construction of some of these products has been completed.3
Critical to the performance and acceptance of these garments is their fit.
Other than for men's unhooded coveralls, there is no standard for sizing or
any other feature of the garments. The men's coverall sizing standard is
ANSI/ISEA101-1985.4 Despite this standard, workers at hazardous waste
sites frequently complain of garment failure due to tearing.5 Efforts are
underway by ISEA (Industrial Safety Equipment Association) and ASTM to
develop better sizing standards. The goal is a sizing system that is keyed to
the dimensions of the worker and that accommodates various underclothing
worn by field workers. Underclothing may range from shorts and a T-shirt
in hot environments to bulky, winter clothing in cold environments.
3.6.2.2 Fabrics Containing Microporous PTFE. Polytetrafluoroethylene
(PTFE) is the chemical name for the trademarked name, Teflon®. By
highly-controlled processing procedures, microporous films of PTEE are
produced. Due to the small size of the pores and the poor wetting of PTFE
by water, these films allow the passage of water vapor but not liquid water.
Because water vapor and other gases can pass through the pores, the films
are called "breathable." By combining the film with fabrics (principally
nylon), composite fabrics result that are strong and "breathable."
Gore-Tex®, a trademark belonging to W. L. Gore and Associates, is the
most commonly known brand of such fabrics.
Clothing based on Gore-Tex is claimed to be suitable for protection from
splashes and particles by W.L. Gore. Because it is porous, however, the
clothing is not recommended for protection from gases or from liquids other
than from the immediate splash. While it is a barrier to liquid water, it is not
a barrier to those liquids, including many organic liquids found in pesticide
formulation, that wet PTFE to a greater degree than does water. Gore-Tex
clothing, because it breathes, is claimed to be more comfortable than cloth-
ing from other fabrics which provide comparable levels of protection.
3.6.3 Plastic or rubber film/sheet, film-coated or -laminated
woven or nonwoven fabrics
A virtually limitless variety of types, styles, and quality of clothing is pro-
duced from fabrics that contain a continuous film of a plastic or rubber for
protection from potentially hazardous chemicals. These garments range
from limited-use coveralls costing less than $5 to encapsulating ensembles
based on state-of-the-art materials and costing several thousands of dollars.
It would seem that the economic realities of agriculture dictate that only
the lower priced garments will be used. Included in this grouping are:
• coveralls of nonwoven fabrics (as described above) to which films of
polyethylene, Saranex®, or other plastic films have been laminated
image:
 Chemical-Resistant PPE Products 27
• one- or two-piece ensembles (often referred to as rainsuits) fabricated
from films or coated-fabrics of polyvinyl chloride (PVC), neoprene rub-
ber, nitrile rubber, or polyurethane
Appendix I is a listing of the features of commercially available garments
representative of those that are readily available to those responsible for
pesticide handlers. The product lines are extensive in their permutations
of garment features. The range of the variations can only be appreciated by
obtaining and reviewing the converters catalogues. Some general comments
follow.
A distinction should be made between rainwear and chemical-resistant splash
suits. While in many cases the materials of construction are similar, conver-
ters of chemical-resistant clothing generally give more attention to the
details of seam and closure integrity, finish, and location. Within any given
fabric category, there can be significant differences in the weight (oz./sq. yd.)
of the fabric. Fabrics of higher weight are generally stronger, although they
may also place more of a burden on the wearer.
Some garments have integral hoods and booties, others a detachable hood
and no boots, and still others neither. Plain pant and bibbed pant (also
known as overalls) maybe expected to provide different levels of frontal
protection from pesticides. Other garment options include pockets and
elastic across the lower back to improve fit.
3.7 Physical Characteristics
The physical characteristics of PPE are as important as its chemical-resistant
properties. If the PPE lacks physical strength and is easily punctured or torn,
there is the potential for chemical leakage that could far overshadow the
amount of contact due to permeation through the material. If the PPE
material is excessively thick or stiff, then dexterity, tactility, and mobility
could be comprised.
There are literally hundreds of methods for testing the physical properties
of the materials of construction of PPE. Standard methods have been devel-
oped by organizations such as:
• ASTM—American Society for Testing and Materials
• Federal Government and Agencies within it, e.g., Department of Defense
• AATCC—American Association of Textile Chemists and Colorists
• NFPA—National Fire Protection Association
• INDA—International Nonwovens and Disposables Association
The selection of the most appropriate methods is dependent on the applica-
tion of the PPE. If sharp objects are to be handled on a regular basis, then
resistance to cut and puncture may be more important than abrasion. Even
within one category of tests, the selection will be dependent on the applica-
tion and the PPE material. There are, for example, at least five standard
abrasion tests applicable to fabrics.
image:
Chemical-Resistant PPE Products 27
• one- or two-piece ensembles (often referred to as rainsuits) fabricated
from films or coated-fabrics of polyvinyl chloride (PVC), neoprene rub-
ber, nitrile rubber, or polyurethane
Appendix I is a listing of the features of commercially available garments
representative of those that are readily available to those responsible for
pesticide handlers. The product lines are extensive in their permutations
of garment features. The range of the variations can only be appreciated by
obtaining and reviewing the converters catalogues. Some general comments
follow.
A distinction should be made between rainwear and chemical-resistant splash
suits. While in many cases the materials of construction are similar, conver-
ters of chemical-resistant clothing generally give more attention to the
details of seam and closure integrity, finish, and location. Within any given
fabric category, there can be significant differences in the weight (oz./sq. yd.)
of the fabric. Fabrics of higher weight are generally stronger, although they
may also place more of a burden on the wearer.
Some garments have integral hoods and booties, others a detachable hood
and no boots, and still others neither. Plain pant and bibbed pant (also
known as overalls) maybe expected to provide different levels of frontal
protection from pesticides. Other garment options include pockets and
elastic across the lower back to improve fit.
3.7 Physical Characteristics
The physical characteristics of PPE are as important as its chemical-resistant
properties. If the PPE lacks physical strength and is easily punctured or torn,
there is the potential for chemical leakage that could far overshadow the
amount of contact due to permeation through the material. If the PPE
material is excessively thick or stiff, then dexterity, tactility, and mobility
could be comprised.
There are literally hundreds of methods for testing the physical properties
of the materials of construction of PPE. Standard methods have been devel-
oped by organizations such as:
• ASTM—American Society for Testing and Materials
• Federal Government and Agencies within it, e.g., Department of Defense
• AATCC—American Association of Textile Chemists and Colorists
• NFPA—National Fire Protection Association
• INDA—International Nonwovens and Disposables Association
The selection of the most appropriate methods is dependent on the applica-
tion of the PPE. If sharp objects are to be handled on a regular basis, then
resistance to cut and puncture may be more important than abrasion. Even
within one category of tests, the selection will be dependent on the applica-
tion and the PPE material. There are, for example, at least five standard
abrasion tests applicable to fabrics.
image:
 28 Chomical-Reatetant PPE Products
There seems to be no consensus as to the "best" test methods for chemical
protective clothing. In fact the best methods are those that are found to be
applicable to the particular situation at hand. Unfortunately there seems to
have been very few studies aimed at defining and characterizing the physical
property requirements for and performance of PPE.
As one step toward filling the information gap, the EPA and U.S. Coast
Guard jointly sponsored a study aimed at the identification of a battery of
tests that would be generally useful for characterizing the physical properties
of PPE.6 In the study, various test methods were analyzed and applied to
PPE materials representative of the various groups of materials described
above, except woven fabrics. The result of the study is the battery of recom-
mended tests listed in Table 2. To this group, one might add a test for flexi-
bility, such as ASTM D1053.
Regardless of which test is selected, persons using the results must bear in
mind that tests on pieces of fabric under laboratory conditions may or may
not represent the performance of the item of clothing in the field. For the
test to be predictive, it must accurately represent and anticipate the failure
mechanism(s) of the clothing item. One would do well to heed the warning
found in the scope section of one of the abrasion tests (ASTM D1630):
No relation between this test and service performance is given or implied... The
significance to be attached to the results can only be determined by each laboratory
for its particular problem.
Table 3 summarizes, in a general way, the physical characteristics of unsup-
ported gloves. The table was developed by compiling the property ratings
of several glove manufacturers. The ratings are intended only as a guide.
Table 2. Recommended physical property test methods for PPE
Property
Standard test method
Garment, glove, boot, hat, and hood materials
Puncture
Puncture-propagation tear
Abrasion
Burst
Aging
Electrostatic charge
NFPA 1973 - Paragraph 3-2.7
ASTM D2582
ASTM D3884 coupled with ASTM F739
and ASTM D751 as endpoint tests
ASTM D751
ASTM G26 coupled with ASTM F739 and
ASTM D751 as endpoint tests
NASAMMA-198&-79
Visor Materials
Line of sight
Haze-abrasion
Impact
ASTM D881
ASTM D1044
ASTM D3029
image:
28 Chomical-Reatetant PPE Products
There seems to be no consensus as to the "best" test methods for chemical
protective clothing. In fact the best methods are those that are found to be
applicable to the particular situation at hand. Unfortunately there seems to
have been very few studies aimed at defining and characterizing the physical
property requirements for and performance of PPE.
As one step toward filling the information gap, the EPA and U.S. Coast
Guard jointly sponsored a study aimed at the identification of a battery of
tests that would be generally useful for characterizing the physical properties
of PPE.6 In the study, various test methods were analyzed and applied to
PPE materials representative of the various groups of materials described
above, except woven fabrics. The result of the study is the battery of recom-
mended tests listed in Table 2. To this group, one might add a test for flexi-
bility, such as ASTM D1053.
Regardless of which test is selected, persons using the results must bear in
mind that tests on pieces of fabric under laboratory conditions may or may
not represent the performance of the item of clothing in the field. For the
test to be predictive, it must accurately represent and anticipate the failure
mechanism(s) of the clothing item. One would do well to heed the warning
found in the scope section of one of the abrasion tests (ASTM D1630):
No relation between this test and service performance is given or implied... The
significance to be attached to the results can only be determined by each laboratory
for its particular problem.
Table 3 summarizes, in a general way, the physical characteristics of unsup-
ported gloves. The table was developed by compiling the property ratings
of several glove manufacturers. The ratings are intended only as a guide.
Table 2. Recommended physical property test methods for PPE
Property
Standard test method
Garment, glove, boot, hat, and hood materials
Puncture
Puncture-propagation tear
Abrasion
Burst
Aging
Electrostatic charge
NFPA 1973 - Paragraph 3-2.7
ASTM D2582
ASTM D3884 coupled with ASTM F739
and ASTM D751 as endpoint tests
ASTM D751
ASTM G26 coupled with ASTM F739 and
ASTM D751 as endpoint tests
NASAMMA-198&-79
Visor Materials
Line of sight
Haze-abrasion
Impact
ASTM D881
ASTM D1044
ASTM D3029
image:
 Chemical-Resistant PPE Products 29
Table 3. Physical characteristics of glove materials*
Glove Abrasion
resistance resistance
Butyl Rubber
(butyl)
Natural Rubber
Neoprene
Nitrile Rubber
(nitrile)
Polyethylene
Polyvinyl Alcohol
(PVA)
Polyvinyl Chloride
(PVC)
Viton
F
E
G
E
F
F
G
G
Cut
resistance
G
E
E
E
F
F
P
G
Flexibility*
G
E
G
E
G
P
F
G
Puncture
resistance*
G
E
G
E
P
F
F
G
Tear
resistance* Cost
G
E
G
G
F
G
G
G
High
Medium
Medium
Medium
Low
High
Low
High
*Ratings are subject to variation depending on formulation, thickness, and whetherthe material is
supported by fabric.
E = Excellent
G = Good
F - Fair
P = Poor
image:
Chemical-Resistant PPE Products 29
Table 3. Physical characteristics of glove materials*
Glove Abrasion
resistance resistance
Butyl Rubber
(butyl)
Natural Rubber
Neoprene
Nitrile Rubber
(nitrile)
Polyethylene
Polyvinyl Alcohol
(PVA)
Polyvinyl Chloride
(PVC)
Viton
F
E
G
E
F
F
G
G
Cut
resistance
G
E
E
E
F
F
P
G
Flexibility*
G
E
G
E
G
P
F
G
Puncture
resistance*
G
E
G
E
P
F
F
G
Tear
resistance* Cost
G
E
G
G
F
G
G
G
High
Medium
Medium
Medium
Low
High
Low
High
*Ratings are subject to variation depending on formulation, thickness, and whetherthe material is
supported by fabric.
E = Excellent
G = Good
F - Fair
P = Poor
image:
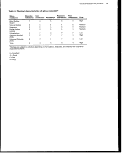 30 Chemical-Resistant PPE Products
References
1 Berardinelli, S.P. and R. Hall. Site-Specific Whole Glove Chemical
Permeation, Am. Ind. Hyg. Assoc. J., 46, pp. 60-64,1985.
2 Hollen, N., J. Saddler, A.L. Langford, and S.J. Kadolph. Textiles. 6th Ed.,
MacMillan Publishing Company, N.Y., N.Y., 1988.
3 Schwope, A.D. Preliminary Assessment of Life-Cycle Costs of Protective
Clothing. Final Report. U.S. Environmental Protection Agency, Office of
Research and Development, Contract No. 68-03-3293. Work Assignment
1-06-5.1, Cincinnati, OH, 1989.
4 American National Standards Institute. ANSI 101-1985—Men's
Limited-Use and Disposable Protective Coveralls—Size and Labelling
Requirements. American National Standards Institute, 1430 Broadway,
New York, NY, 10018,1985.
5 Sawicki J.C., C. Mond, A.D. Schwope, and S. Watkins. Limited Use
Chemical Protective Clothing for EPA Superfund Activities. Draft Final
Report. U.S. Environmental Protection Agency, Office of Research and
Development, Contract No. 68-03-3293, Work Assignment 3-60.1,
Cincinnati, OH, 1989.
6 Carroll, T.C. and AD. Schwope. The Selection and Measurement of
Physical Properties for Characterization of Chemical Protective Clothing.
Final Report. U.S. Environmental Protection Agency. Office of Research
and Development. Contract No. 68-03-3293. Work Assignment 3-140.
Cincinnati, OH, 1989.
image:
30 Chemical-Resistant PPE Products
References
1 Berardinelli, S.P. and R. Hall. Site-Specific Whole Glove Chemical
Permeation, Am. Ind. Hyg. Assoc. J., 46, pp. 60-64,1985.
2 Hollen, N., J. Saddler, A.L. Langford, and S.J. Kadolph. Textiles. 6th Ed.,
MacMillan Publishing Company, N.Y., N.Y., 1988.
3 Schwope, A.D. Preliminary Assessment of Life-Cycle Costs of Protective
Clothing. Final Report. U.S. Environmental Protection Agency, Office of
Research and Development, Contract No. 68-03-3293. Work Assignment
1-06-5.1, Cincinnati, OH, 1989.
4 American National Standards Institute. ANSI 101-1985—Men's
Limited-Use and Disposable Protective Coveralls—Size and Labelling
Requirements. American National Standards Institute, 1430 Broadway,
New York, NY, 10018,1985.
5 Sawicki J.C., C. Mond, A.D. Schwope, and S. Watkins. Limited Use
Chemical Protective Clothing for EPA Superfund Activities. Draft Final
Report. U.S. Environmental Protection Agency, Office of Research and
Development, Contract No. 68-03-3293, Work Assignment 3-60.1,
Cincinnati, OH, 1989.
6 Carroll, T.C. and AD. Schwope. The Selection and Measurement of
Physical Properties for Characterization of Chemical Protective Clothing.
Final Report. U.S. Environmental Protection Agency. Office of Research
and Development. Contract No. 68-03-3293. Work Assignment 3-140.
Cincinnati, OH, 1989.
image:
 PPE Performance as a
Barrier to Pesticides
image:
PPE Performance as a
Barrier to Pesticides
image:
 image:
image:
 4
The Section in Brief
No one PPE material is resistant to all chemicals or in all situations. A
material's effectiveness as a barrier to a pesticide depends on many factors,
including the composition and structure of the material, the composition
and form of the pesticide, the duration of the contact period, and the tem-
perature.
Even when the best material has been selected for a given situation, the
effectiveness of the PPE item also depends on the design and construction of
the item and whether it is used and maintained correctly.
Pesticides can move through PPE in two ways:
• They may penetrate through spaces between fibers and through other
openings such as seams and closures.
• They may chemically permeate the material itself, even when there are
no holes or openings.
Researchers have found that, in general:
• A material that is a barrier to one liquid may not be equally effective
against other liquids.
• The effectiveness of the barrier increases with the thickness of the mate-
rial.
• The less penetrable a material is by air, the more effective is the barrier.
• Comfort decreases as the effectiveness of the barrier increases.
• Worker acceptance of PPE decreases as comfort decreases.
Arm/Hand Protection
Some chemicals severely attack one glove material, but have no effect on
others; some chemicals have severe effects on all commonly available glove
materials.
For protection against solid pesticide formulations, such as granules
and dusts: Most materials having a continuous polymeric film work well;
protection depends more on such factors as fit; coverage; seam, closure and
interface integrity; and durability.
image:
4
The Section in Brief
No one PPE material is resistant to all chemicals or in all situations. A
material's effectiveness as a barrier to a pesticide depends on many factors,
including the composition and structure of the material, the composition
and form of the pesticide, the duration of the contact period, and the tem-
perature.
Even when the best material has been selected for a given situation, the
effectiveness of the PPE item also depends on the design and construction of
the item and whether it is used and maintained correctly.
Pesticides can move through PPE in two ways:
• They may penetrate through spaces between fibers and through other
openings such as seams and closures.
• They may chemically permeate the material itself, even when there are
no holes or openings.
Researchers have found that, in general:
• A material that is a barrier to one liquid may not be equally effective
against other liquids.
• The effectiveness of the barrier increases with the thickness of the mate-
rial.
• The less penetrable a material is by air, the more effective is the barrier.
• Comfort decreases as the effectiveness of the barrier increases.
• Worker acceptance of PPE decreases as comfort decreases.
Arm/Hand Protection
Some chemicals severely attack one glove material, but have no effect on
others; some chemicals have severe effects on all commonly available glove
materials.
For protection against solid pesticide formulations, such as granules
and dusts: Most materials having a continuous polymeric film work well;
protection depends more on such factors as fit; coverage; seam, closure and
interface integrity; and durability.
image:
 For protection against water-based formulations containing no organic
solvents: Most common rubber of plastic gloves, except polyvinyl chloride
and natural rubber gloves less than 0.2 mm thick and those of polyvinyl
alcohol, should provide sufficient protection.
For protection against formulations containing organic solvents: Use
materials recommended on pesticide labels and in charts such as the ones in
this section. These recommendations are based on breakthrough times for
the solvents only (rather than the active ingredients). In EPA testing, solvent
breakthrough time was equal to or less than active ingredient breakthrough
in 76 percent of the tests, making this a conservative estimate of glove
performance.
Most glove selection charts are based only on chemical resistance factors.
Fit, comfort, durability, and cost are also important considerations.
Body Protection
• Long-sleeved shirts and long pants are better than short sleeves and short
pants.
• Heavier woven fabrics are better barriers than lighter ones.
• For fabrics of equal type and weight, greater cotton content provides a
more effective barrier.
• "Woven fabrics appear to be better than knits, and twills are preferable to
plain weaves.
• Synthetic nonwoven and microporous PTFE fabrics with low air penetra-
bility are often better barriers than woven fabrics.
• Fluorocarbon treatments generally improve the resistance of porous fab-
rics, both woven and nonwoven, to penetration by liquid pesticides.
• A fabric with a coating or lamination of a continuous film of plastic or
rubber provides the most effective barrier.
Even clothing made from a highly effective barrier material, however, may
not be protective if it fits poorly or is designed with closures that gap or
other openings that allow the pesticide to penetrate.
Multiple layers of clothing contribute to protection. Two layers of a light
fabric provide a better barrier than a single layer having the same total
thickness.
image:
For protection against water-based formulations containing no organic
solvents: Most common rubber of plastic gloves, except polyvinyl chloride
and natural rubber gloves less than 0.2 mm thick and those of polyvinyl
alcohol, should provide sufficient protection.
For protection against formulations containing organic solvents: Use
materials recommended on pesticide labels and in charts such as the ones in
this section. These recommendations are based on breakthrough times for
the solvents only (rather than the active ingredients). In EPA testing, solvent
breakthrough time was equal to or less than active ingredient breakthrough
in 76 percent of the tests, making this a conservative estimate of glove
performance.
Most glove selection charts are based only on chemical resistance factors.
Fit, comfort, durability, and cost are also important considerations.
Body Protection
• Long-sleeved shirts and long pants are better than short sleeves and short
pants.
• Heavier woven fabrics are better barriers than lighter ones.
• For fabrics of equal type and weight, greater cotton content provides a
more effective barrier.
• "Woven fabrics appear to be better than knits, and twills are preferable to
plain weaves.
• Synthetic nonwoven and microporous PTFE fabrics with low air penetra-
bility are often better barriers than woven fabrics.
• Fluorocarbon treatments generally improve the resistance of porous fab-
rics, both woven and nonwoven, to penetration by liquid pesticides.
• A fabric with a coating or lamination of a continuous film of plastic or
rubber provides the most effective barrier.
Even clothing made from a highly effective barrier material, however, may
not be protective if it fits poorly or is designed with closures that gap or
other openings that allow the pesticide to penetrate.
Multiple layers of clothing contribute to protection. Two layers of a light
fabric provide a better barrier than a single layer having the same total
thickness.
image:
 31
4
PPE Performance as a
Barrier to Pesticides
4.1 Overview
As discussed in previous sections, pesticides may be encountered in the form
of solids, liquids, or gases. When engineering controls or work practices do
not prevent the contact of the pesticide with the skin, PPE may be required.
For PPE to be a barrier to a potentially harmful chemical, it must be prop-
erly designed, selected, used and maintained. The materials of construction
of the PPE are key determinants of its barrier effectiveness and, therefore,
in its selection. PPE materials available to pesticides handlers include:
• woven fabrics, principally cotton and cotton/polyester blends
• nonwoven fabrics, principally of polyethylene or polypropylene
• fabrics incorporating a micropofous membrane
• fabrics coated or laminated with continuous films of plastic or rubber
• free-standing films, sheets, or shaped forms of plastic or rubber
The effectiveness of each of these types of materials as a barrier to a pesticide
is dependent on a wide range of factors, including:
chemical composition of the material
material thickness
material weight per unit area
fabric treatments (finishes)
fabric air permeability or porosity
chemical composition of the pesticide formulation
form of the pesticide, e.g., mist, spray, bulk liquid, dust, granules, vapor
amount of the pesticide
duration of the contact period
force of contact
temperature
moisture presence, e.g., humidity, rain, perspiration
The movement of pesticides through clothing fabrics may occur by one or
both of two processes: penetration and permeation. Penetration encom-
passes movement through openings between fibers and yarns, stitching,
seams, closures, or flaws by mechanisms such as wickrng, wetting, pressure
gradients, bulk flow, and so forth. For penetration to occur there must be a
hole. Permeation involves absorption, diffusion, and desorption of the
chemical within a film, coating, or an individual fiber. Permeation occurs
image:
31
4
PPE Performance as a
Barrier to Pesticides
4.1 Overview
As discussed in previous sections, pesticides may be encountered in the form
of solids, liquids, or gases. When engineering controls or work practices do
not prevent the contact of the pesticide with the skin, PPE may be required.
For PPE to be a barrier to a potentially harmful chemical, it must be prop-
erly designed, selected, used and maintained. The materials of construction
of the PPE are key determinants of its barrier effectiveness and, therefore,
in its selection. PPE materials available to pesticides handlers include:
• woven fabrics, principally cotton and cotton/polyester blends
• nonwoven fabrics, principally of polyethylene or polypropylene
• fabrics incorporating a micropofous membrane
• fabrics coated or laminated with continuous films of plastic or rubber
• free-standing films, sheets, or shaped forms of plastic or rubber
The effectiveness of each of these types of materials as a barrier to a pesticide
is dependent on a wide range of factors, including:
chemical composition of the material
material thickness
material weight per unit area
fabric treatments (finishes)
fabric air permeability or porosity
chemical composition of the pesticide formulation
form of the pesticide, e.g., mist, spray, bulk liquid, dust, granules, vapor
amount of the pesticide
duration of the contact period
force of contact
temperature
moisture presence, e.g., humidity, rain, perspiration
The movement of pesticides through clothing fabrics may occur by one or
both of two processes: penetration and permeation. Penetration encom-
passes movement through openings between fibers and yarns, stitching,
seams, closures, or flaws by mechanisms such as wickrng, wetting, pressure
gradients, bulk flow, and so forth. For penetration to occur there must be a
hole. Permeation involves absorption, diffusion, and desorption of the
chemical within a film, coating, or an individual fiber. Permeation occurs
image:
 32 PPE Performance as a Barrier to Pesticides
due to a concentration gradient across a continuous (i.e., nonporous) layer of
material. Standard and customized tests exist for measuring penetration
and permeation. Insight into the likely resistance of a PPE material to
penetration or permeation can often be obtained by degradation testing.
With regard to chemical transit through PPE and PPE materials, it is
generally true that:
• no one PPE material is resistant to all chemicals.
• one cannot predict with certainty the barrier effectiveness of a PPE
material to one liquid on the basis of its performance against another
liquid. Predicting chemical resistance to multi-component liquids,
which many pesticides are, is particularly problematic.
• barrier effectiveness increases with the thickness of the material.
• barrier effectiveness increases with decreases in air permeability.
• comfort decreases with increased barrier effectiveness.
• worker acceptance of PPE decreases as comfort decreases.
The purpose of this section is to consolidate technical information on the
performance of PPE items and materials as barriers to pesticide formulations
and the components thereof. The section begins with a review of test meth-
ods, proceeds to the performance information, and provides selection guid-
ance. The later information is organized under two general headings: Hand/
Arm Protection and Body Protection.
4.2 Measures of Chemical Resistance
4.2.1 Penetration
As defined above, penetration is the movement of a chemical through holes
in the material or fabricated component of PPE. Standard penetration tests
exist and are described below. In general, these tests have been found either
not applicable or are not practiced by the research community involved in
studies pertinent to protection from pesticides. Consequently, this research
community, which is relatively small and generally contained within the
nation's Land Grant universities, has used other methods.
These other methods typically involve placing a sorbent pad behind the
material to be tested, exposing the material to pesticide, and measuring the
amount of pesticide that reaches the pad. Resistance is reported as the
amount of pesticide found on the pads either relative to that found on the
pads behind other fabrics or relative to the amount of pesticide applied.
Such a test can be performed in the laboratory or in the field.
The penetration literature reviewed for and cited in this document was
generated by less than a dozen research groups. Since there is no standard
penetration test, each group has followed its own variation of the above
generalized procedure. The procedures vary in:
• the amount of pesticide applied,
• mode of application, e.g., spray, droplets, or pool of liquid,
• type of nozzle and application pattern,
• application time,
image:
32 PPE Performance as a Barrier to Pesticides
due to a concentration gradient across a continuous (i.e., nonporous) layer of
material. Standard and customized tests exist for measuring penetration
and permeation. Insight into the likely resistance of a PPE material to
penetration or permeation can often be obtained by degradation testing.
With regard to chemical transit through PPE and PPE materials, it is
generally true that:
• no one PPE material is resistant to all chemicals.
• one cannot predict with certainty the barrier effectiveness of a PPE
material to one liquid on the basis of its performance against another
liquid. Predicting chemical resistance to multi-component liquids,
which many pesticides are, is particularly problematic.
• barrier effectiveness increases with the thickness of the material.
• barrier effectiveness increases with decreases in air permeability.
• comfort decreases with increased barrier effectiveness.
• worker acceptance of PPE decreases as comfort decreases.
The purpose of this section is to consolidate technical information on the
performance of PPE items and materials as barriers to pesticide formulations
and the components thereof. The section begins with a review of test meth-
ods, proceeds to the performance information, and provides selection guid-
ance. The later information is organized under two general headings: Hand/
Arm Protection and Body Protection.
4.2 Measures of Chemical Resistance
4.2.1 Penetration
As defined above, penetration is the movement of a chemical through holes
in the material or fabricated component of PPE. Standard penetration tests
exist and are described below. In general, these tests have been found either
not applicable or are not practiced by the research community involved in
studies pertinent to protection from pesticides. Consequently, this research
community, which is relatively small and generally contained within the
nation's Land Grant universities, has used other methods.
These other methods typically involve placing a sorbent pad behind the
material to be tested, exposing the material to pesticide, and measuring the
amount of pesticide that reaches the pad. Resistance is reported as the
amount of pesticide found on the pads either relative to that found on the
pads behind other fabrics or relative to the amount of pesticide applied.
Such a test can be performed in the laboratory or in the field.
The penetration literature reviewed for and cited in this document was
generated by less than a dozen research groups. Since there is no standard
penetration test, each group has followed its own variation of the above
generalized procedure. The procedures vary in:
• the amount of pesticide applied,
• mode of application, e.g., spray, droplets, or pool of liquid,
• type of nozzle and application pattern,
• application time,
image:
 PPE Performance as a Barrier to Pesticides 33
• distance of the application source from the PPE material
• vertical or horizontal orientation of the. PPE material
• amount of time the material/collector assembly might be aerated
following the exposure
Furthermore, the pesticide solutions used by different researchers are rarely
the same and, in most cases, not described in sufficient detail as to source
and chemical composition. This situation makes comparison of published
results very difficult. For example, it is not unusual for two researchers to
obtain diametrically opposed data regarding the effect of fabric finishes or
fabric weight on penetration resistance.
4.2.1.1 ASTM F9O3—Resistance of protective clothing materials to
penetration by liquids1. In this procedure, pressure is applied to a liquid
test chemical that is in contact with the PPE material specimen on its nor-
mal outside. The other side of the specimen is visually observed for the
appearance of the chemical. Various time/pressure regimens are suggested,
depending on the application for the PPE. The test cell and gasket are
designed to accommodate seams and closures.
4.2.1.2 ISO 6S3O—Clothing for limited protection against dangerous
liquid chemicals—resistance to penetration—marking2. A specimen
of the clothing fabric is formed to fit an approximately 12-inch long gutter.
The gutter is inclined to the horizontal at a 45° angle. Liquid chemical is
poured onto the fabric at the upper end and collected as runoff at the lower
end. Penetration resistance is assessed on the basis of the amount of chemical
collected compared to the amount of chemical poured onto the fabric.
4.2.1.3 AATCC 22-1985—Water Repellency: Spray Test3. A specified
volume of water is sprayed from directly above onto a fabric specimen which
is held tautly at a 45° angle to horizontal. A wetted pattern forms; its size and
shape dependent on the water repeUency of the fabric. Evaluation is accom-
plished by comparing the pattern to standard patterns.
4.2.2 Permeation
4.2.2.1 Theory. Permeation is a three-step process in which:
• the chemical is sorbed at the surface of the PPE material.
• the chemical diffuses through the material.
• the chemical desorbs from the material at the surface opposite that
where sorption occurred.
The permeation process occurs on a molecular level and is differentiated
from penetration, which is the bulk movement of the challenge through
holes in the material. Permeation may occur with no visible or degrading
effect on the clothing material.
The permeation rate is proportional to die difference between the chemical
concentrations on the outside surface (i.e., the surface in contact with the
chemical) and on the inside surface (i.e., that in contact with skin or under-
clothing). Rate is inversely proportional to thickness. The constant of pro-
portionality is called the diffusion coefficient. Mathematically,
image:
PPE Performance as a Barrier to Pesticides 33
• distance of the application source from the PPE material
• vertical or horizontal orientation of the. PPE material
• amount of time the material/collector assembly might be aerated
following the exposure
Furthermore, the pesticide solutions used by different researchers are rarely
the same and, in most cases, not described in sufficient detail as to source
and chemical composition. This situation makes comparison of published
results very difficult. For example, it is not unusual for two researchers to
obtain diametrically opposed data regarding the effect of fabric finishes or
fabric weight on penetration resistance.
4.2.1.1 ASTM F9O3—Resistance of protective clothing materials to
penetration by liquids1. In this procedure, pressure is applied to a liquid
test chemical that is in contact with the PPE material specimen on its nor-
mal outside. The other side of the specimen is visually observed for the
appearance of the chemical. Various time/pressure regimens are suggested,
depending on the application for the PPE. The test cell and gasket are
designed to accommodate seams and closures.
4.2.1.2 ISO 6S3O—Clothing for limited protection against dangerous
liquid chemicals—resistance to penetration—marking2. A specimen
of the clothing fabric is formed to fit an approximately 12-inch long gutter.
The gutter is inclined to the horizontal at a 45° angle. Liquid chemical is
poured onto the fabric at the upper end and collected as runoff at the lower
end. Penetration resistance is assessed on the basis of the amount of chemical
collected compared to the amount of chemical poured onto the fabric.
4.2.1.3 AATCC 22-1985—Water Repellency: Spray Test3. A specified
volume of water is sprayed from directly above onto a fabric specimen which
is held tautly at a 45° angle to horizontal. A wetted pattern forms; its size and
shape dependent on the water repeUency of the fabric. Evaluation is accom-
plished by comparing the pattern to standard patterns.
4.2.2 Permeation
4.2.2.1 Theory. Permeation is a three-step process in which:
• the chemical is sorbed at the surface of the PPE material.
• the chemical diffuses through the material.
• the chemical desorbs from the material at the surface opposite that
where sorption occurred.
The permeation process occurs on a molecular level and is differentiated
from penetration, which is the bulk movement of the challenge through
holes in the material. Permeation may occur with no visible or degrading
effect on the clothing material.
The permeation rate is proportional to die difference between the chemical
concentrations on the outside surface (i.e., the surface in contact with the
chemical) and on the inside surface (i.e., that in contact with skin or under-
clothing). Rate is inversely proportional to thickness. The constant of pro-
portionality is called the diffusion coefficient. Mathematically,
image:
 34 PPE Performance as a Barrier to Pesticides
Permeation Rate = Diffusion Coefficient x Concentration Gradient.
The diffusion coefficient is a property of the chemical/material pair and
may be constant or a function of the concentration of the chemical in the
material.
Generally, the concentration gradient is a function of the solubility of the
chemical in the material and the diffusion coefficient is a measure of the
ease with which the chemical moves through the polymer network of the
material. An increase in either the concentration gradient or the diffusion
coefficient will increase the permeation rate. Both the solubility and the
diffusion coefficient increase with temperature; consequently, so does the
permeation rate.
In addition to the rate of permeation, the elapsed time between when the
chemical first contacts the outer surface of the material and its appearance
at the inside surface is of interest. This is known as the breakthrough time.
Breakthrough time is more a function of the ease with which the chemical
moves through the polymer (i.e., the diffusion coefficient) than the solubility
of the chemical in the polymer. Measured breakthrough times are heavily
influenced by the apparatus, procedures, and analytical sensitivity of the
permeation test.
The permeation process is described mathematically by Pick's laws. An
idealization of a Fickian permeation process is shown in Figure 1 in terms of
the cumulative amount of chemical that permeates the material as a function
of time under the conditions of continuous contact of the material with
chemical. For some time after the contact is begun, the permeation rate
is slow and will go undetected, depending on the sensitivity of analytical
procedures. Breakthrough time is when the chemical is first detected at the
unexposed surface or in a collection medium contacting it After break-
through, the permeation rate increases until a steady-state rate is achieved.
Figure 1. Idealization of Fickian Permeation
I
e
Analytical
Sensitivity
Breakthrough
Time
Slope of linear
portion of curve
is the steady-state
permeation rate
Lag Time is the intercept of the
linear portion of the curve with
the Time axis
Time
image:
34 PPE Performance as a Barrier to Pesticides
Permeation Rate = Diffusion Coefficient x Concentration Gradient.
The diffusion coefficient is a property of the chemical/material pair and
may be constant or a function of the concentration of the chemical in the
material.
Generally, the concentration gradient is a function of the solubility of the
chemical in the material and the diffusion coefficient is a measure of the
ease with which the chemical moves through the polymer network of the
material. An increase in either the concentration gradient or the diffusion
coefficient will increase the permeation rate. Both the solubility and the
diffusion coefficient increase with temperature; consequently, so does the
permeation rate.
In addition to the rate of permeation, the elapsed time between when the
chemical first contacts the outer surface of the material and its appearance
at the inside surface is of interest. This is known as the breakthrough time.
Breakthrough time is more a function of the ease with which the chemical
moves through the polymer (i.e., the diffusion coefficient) than the solubility
of the chemical in the polymer. Measured breakthrough times are heavily
influenced by the apparatus, procedures, and analytical sensitivity of the
permeation test.
The permeation process is described mathematically by Pick's laws. An
idealization of a Fickian permeation process is shown in Figure 1 in terms of
the cumulative amount of chemical that permeates the material as a function
of time under the conditions of continuous contact of the material with
chemical. For some time after the contact is begun, the permeation rate
is slow and will go undetected, depending on the sensitivity of analytical
procedures. Breakthrough time is when the chemical is first detected at the
unexposed surface or in a collection medium contacting it After break-
through, the permeation rate increases until a steady-state rate is achieved.
Figure 1. Idealization of Fickian Permeation
I
e
Analytical
Sensitivity
Breakthrough
Time
Slope of linear
portion of curve
is the steady-state
permeation rate
Lag Time is the intercept of the
linear portion of the curve with
the Time axis
Time
image:
 PPE Performance as a Barrier to Pesticides 35
One other parameter associated with the theoretical consideration of the
permeation process is the lag time. The lag time is the x-axis intercept of
the back extrapolation of the slope of the steady-state (linear) portion of
the permeation curve.
In Figure 2, the concentration gradient across the glove material is also
shown as a function of time from initiation of the contact
Figure 2. Concentration gradient across material as a function of time.
Arrow in material indicates direction of concentration profile change
as a function of time. Solid diagonal liine is gradient at steady-state.
Concentration
Exposed Surface
Challenge Chemical
Material
Concentration at
Downstream Surface
Collection Medium
4.2.2.2 Permeation Test Methods.
4.2.2.2.1 Overview—Permeation testing is straightforward in concept:
• the test cell has two chambers, with the PPE material acting as the parti-
tion between the chambers
• the normally outside (as worn) surface of the PPE material is exposed to
the test chemical
• the non-exposed surface or the downstream chamber is monitored for the
test chemical.
Although simple in concept, the test can produce results that vary signifi-
cantly from laboratory to laboratory. The reason is that considerable latitude
is given to the tester for selection of the means of collecting and analyzing
for permeant.4
The collection medium and the analytical techniques by necessity vary from
chemical to chemical and are dependent on the precision with which the
permeation process is characterized. The ideal collection medium will have
a high capacity for the permeant(s), be well-mixed, be readily analyzed, and
have no effect on the clothing material. High capacity means that any chemi-
cal that permeates the clothing material will be readily assimilated by the
collection medium. Often times this requires that the collection medium
be agitated. Any hindrance to the rapid uptake of permeant by the collection
medium will lead to underestimates for the permeation rate and over-
estimates for the breakthrough time.
image:
PPE Performance as a Barrier to Pesticides 35
One other parameter associated with the theoretical consideration of the
permeation process is the lag time. The lag time is the x-axis intercept of
the back extrapolation of the slope of the steady-state (linear) portion of
the permeation curve.
In Figure 2, the concentration gradient across the glove material is also
shown as a function of time from initiation of the contact
Figure 2. Concentration gradient across material as a function of time.
Arrow in material indicates direction of concentration profile change
as a function of time. Solid diagonal liine is gradient at steady-state.
Concentration
Exposed Surface
Challenge Chemical
Material
Concentration at
Downstream Surface
Collection Medium
4.2.2.2 Permeation Test Methods.
4.2.2.2.1 Overview—Permeation testing is straightforward in concept:
• the test cell has two chambers, with the PPE material acting as the parti-
tion between the chambers
• the normally outside (as worn) surface of the PPE material is exposed to
the test chemical
• the non-exposed surface or the downstream chamber is monitored for the
test chemical.
Although simple in concept, the test can produce results that vary signifi-
cantly from laboratory to laboratory. The reason is that considerable latitude
is given to the tester for selection of the means of collecting and analyzing
for permeant.4
The collection medium and the analytical techniques by necessity vary from
chemical to chemical and are dependent on the precision with which the
permeation process is characterized. The ideal collection medium will have
a high capacity for the permeant(s), be well-mixed, be readily analyzed, and
have no effect on the clothing material. High capacity means that any chemi-
cal that permeates the clothing material will be readily assimilated by the
collection medium. Often times this requires that the collection medium
be agitated. Any hindrance to the rapid uptake of permeant by the collection
medium will lead to underestimates for the permeation rate and over-
estimates for the breakthrough time.
image:
 36 PPE Performance as a Barrier to Pesticides
Air, nitrogen, helium, and water are the preferred collection media. These
substances generally have no effect on the clothing material and do not
complicate the analytical chemistry. However, these preferred media do not
have sufficient capacities for permeants having very low vapor pressures and
low aqueous solubilities. Unfortunately, this group of permeants includes
many of the active ingredients of pesticide formulations. Research supported
by the EPAs Offices of Research and Development (ORD) and Pesticides
Programs (OPP) has investigated alternative collection media for these
compounds.5'6 A solid sorbent held in intimate contact with the downstream
surface of the PPE material and periodically removed and analyzed was
found most effective. Also, as described below, British researchers have
investigated adding to (i.e., spiking) the challenge solution with a tracer
chemical that reacts colorimetrically upon reaching the collection medium.
Presumably, the permeation of the tracer is correlated with that of the active
ingredient. Results of testing with pesticide solutions using a tracer are
presented later.
Permeation testing is typically performed in one of two modes: continuous
or intermittent contact of the PPE material with the challenge chemical.
Continuous contact is the "worst case" condition since the PPE material is
contacted with the challenge chemical for the entire duration of the test.
Since many field scenarios involve splashes or droplets, test protocols have
been developed to be representative of these types of contacts. In the follow-
ing paragraphs, several existing or draft standard test methods are discussed.
4.2.2.2.2 Continuous exposure—ASTM F739—Resistance of Protective
Clothing Materials to Permeation by Liquids or Gases1—ASTM F739
was promulgated in 1981 and defines a test cell, procedure, and reporting
method for measuring the resistance of PPE materials to permeation by
single and multicomponent challenge liquids and gases. The method is
applicable to PPE materials that incorporate a continuous polymer layer
intended to act as a barrier to chemicals. In the test, a two-inch diameter
swatch of the PPE material is mounted vertically in the test cell and is
continuously exposed to the challenge chemical(s). Provision is made for
testing at ambient and non-ambient temperatures. The duration of the test
is set by the tester. It may be until breakthrough is detected, steady-state
permeation established, or a specified time. The collection medium and
analytical technique are also at the discretion of the tester.
The test may run in either an open-loop or closed-loop mode. In the
open-loop mode, fresh collecting medium is continuously passed over the
downstream surface of the clothing material and then to an analytical
instrument (e.g., gas chromatograph). In the closed-loop system, the volume
of collection medium remains constant throughout the test. Samples are
taken with replacement or are so small in volume so as not to significantly
change the collection volume.
The thickness (cm) of the material, the fabric weight (g/m2), the breakthrough
time (min), the permeation rate (micrograms/cmVmin), the analytical sensi-
tivity, and collection medium must be reported. In addition, a plot of the
permeation rate versus time is required. Methods for calculating permeation
image:
36 PPE Performance as a Barrier to Pesticides
Air, nitrogen, helium, and water are the preferred collection media. These
substances generally have no effect on the clothing material and do not
complicate the analytical chemistry. However, these preferred media do not
have sufficient capacities for permeants having very low vapor pressures and
low aqueous solubilities. Unfortunately, this group of permeants includes
many of the active ingredients of pesticide formulations. Research supported
by the EPAs Offices of Research and Development (ORD) and Pesticides
Programs (OPP) has investigated alternative collection media for these
compounds.5'6 A solid sorbent held in intimate contact with the downstream
surface of the PPE material and periodically removed and analyzed was
found most effective. Also, as described below, British researchers have
investigated adding to (i.e., spiking) the challenge solution with a tracer
chemical that reacts colorimetrically upon reaching the collection medium.
Presumably, the permeation of the tracer is correlated with that of the active
ingredient. Results of testing with pesticide solutions using a tracer are
presented later.
Permeation testing is typically performed in one of two modes: continuous
or intermittent contact of the PPE material with the challenge chemical.
Continuous contact is the "worst case" condition since the PPE material is
contacted with the challenge chemical for the entire duration of the test.
Since many field scenarios involve splashes or droplets, test protocols have
been developed to be representative of these types of contacts. In the follow-
ing paragraphs, several existing or draft standard test methods are discussed.
4.2.2.2.2 Continuous exposure—ASTM F739—Resistance of Protective
Clothing Materials to Permeation by Liquids or Gases1—ASTM F739
was promulgated in 1981 and defines a test cell, procedure, and reporting
method for measuring the resistance of PPE materials to permeation by
single and multicomponent challenge liquids and gases. The method is
applicable to PPE materials that incorporate a continuous polymer layer
intended to act as a barrier to chemicals. In the test, a two-inch diameter
swatch of the PPE material is mounted vertically in the test cell and is
continuously exposed to the challenge chemical(s). Provision is made for
testing at ambient and non-ambient temperatures. The duration of the test
is set by the tester. It may be until breakthrough is detected, steady-state
permeation established, or a specified time. The collection medium and
analytical technique are also at the discretion of the tester.
The test may run in either an open-loop or closed-loop mode. In the
open-loop mode, fresh collecting medium is continuously passed over the
downstream surface of the clothing material and then to an analytical
instrument (e.g., gas chromatograph). In the closed-loop system, the volume
of collection medium remains constant throughout the test. Samples are
taken with replacement or are so small in volume so as not to significantly
change the collection volume.
The thickness (cm) of the material, the fabric weight (g/m2), the breakthrough
time (min), the permeation rate (micrograms/cmVmin), the analytical sensi-
tivity, and collection medium must be reported. In addition, a plot of the
permeation rate versus time is required. Methods for calculating permeation
image:
 PPE Performance as a Barrier to Pesticides 37
rates are given for open- and closed-loop test procedures. A more generalized
format for reporting the results of permeation testing is given by ASTM
Standard F1194.8
As described above, ASTM F739 is applicable to permeants that are either
volatile or spluble in water. Many chemicals, including the active ingredients
of many pesticide formulations, lack both the necessary volatility and water
solubility to be collected by air, nitrogen, or water. Consequently, ASTM
Committee F23, which is responsible for F739, is expanding the method to
include a means for collecting non-volatile, non-aqueous permeants. The
modified procedure is described in Section 4.2.2.2.1.
For certain cases involving highly toxic challenge chemicals or for increasing
analytical sensitivity, smaller test cells are advantageous. It is the responsi-
bility of the tester to demonstrate equivalency of alternative test cells to the
ASTM F739 cell. Higher sensitivities can be achieved by increasing the ratio
of the clothing material area to the collection medium volume (closed-loop
system) or decreasing the flowrate (open-loop systems).
Draft Revision ofBS 4724—Method of Test for the Resistance of Clothing
Materials to Permeation by Harmful Liquids, Part 1: Method for the Assessment
of Breakthrough Time (Air Impermeable Materials)9—in this draft British
Standard, a 1 cm diameter piece of a PPE material is exposed to the chal-
lenge chemical and its breakthrough time determined by a color change of
an indicator in a distilled water collection medium. This is only a test for
breakthrough time; the quantity permeated is not measured. The test
apparatus is oriented such that PPE material is horizontal and the collection
medium is below but not touching the PPE material. The suggested indica-
tors are chlorophenol red and bromothymol blue. In some cases, the test
chemical will itself cause a color change upon permeating. In other cases,
breakthrough is determined by means of a tracer in the challenge solution.
The suggested tracers are piperidine and propionic acid. These tracers are
sufficiently volatile to pass through the air gap between the underside of the
clothing material and the indicator-containing collection medium.
This method has been used extensively by G. A. Lloyd of Harpenden Lab-
oratory (England) in the testing of PPE materials upon exposure to neat
(undiluted) and multicomponent solutions, including pesticides.10 Some of
his group's findings are presented later in this section.
Draft Revision of BS 4724—Methods of 'Test for the Resistance of Clothing
Materials to Permeation by Liquids. Part 2: Method for the Assessment of
Rate of Permeation (Air Impermeable Materials)11—In this draft British
Standard, a 4.9 cm2 diameter piece of PPE material is exposed in a horizon-
tal orientation to the challenge chemical; the chemical is placed on the
material. A gas or liquid collection medium stream is passed under the
material and to the analytical instrument. The test is run only in an
open-loop mode. The cumulative amount of chemical permeating the
swatch is determined and plotted as a function of time.
image:
PPE Performance as a Barrier to Pesticides 37
rates are given for open- and closed-loop test procedures. A more generalized
format for reporting the results of permeation testing is given by ASTM
Standard F1194.8
As described above, ASTM F739 is applicable to permeants that are either
volatile or spluble in water. Many chemicals, including the active ingredients
of many pesticide formulations, lack both the necessary volatility and water
solubility to be collected by air, nitrogen, or water. Consequently, ASTM
Committee F23, which is responsible for F739, is expanding the method to
include a means for collecting non-volatile, non-aqueous permeants. The
modified procedure is described in Section 4.2.2.2.1.
For certain cases involving highly toxic challenge chemicals or for increasing
analytical sensitivity, smaller test cells are advantageous. It is the responsi-
bility of the tester to demonstrate equivalency of alternative test cells to the
ASTM F739 cell. Higher sensitivities can be achieved by increasing the ratio
of the clothing material area to the collection medium volume (closed-loop
system) or decreasing the flowrate (open-loop systems).
Draft Revision ofBS 4724—Method of Test for the Resistance of Clothing
Materials to Permeation by Harmful Liquids, Part 1: Method for the Assessment
of Breakthrough Time (Air Impermeable Materials)9—in this draft British
Standard, a 1 cm diameter piece of a PPE material is exposed to the chal-
lenge chemical and its breakthrough time determined by a color change of
an indicator in a distilled water collection medium. This is only a test for
breakthrough time; the quantity permeated is not measured. The test
apparatus is oriented such that PPE material is horizontal and the collection
medium is below but not touching the PPE material. The suggested indica-
tors are chlorophenol red and bromothymol blue. In some cases, the test
chemical will itself cause a color change upon permeating. In other cases,
breakthrough is determined by means of a tracer in the challenge solution.
The suggested tracers are piperidine and propionic acid. These tracers are
sufficiently volatile to pass through the air gap between the underside of the
clothing material and the indicator-containing collection medium.
This method has been used extensively by G. A. Lloyd of Harpenden Lab-
oratory (England) in the testing of PPE materials upon exposure to neat
(undiluted) and multicomponent solutions, including pesticides.10 Some of
his group's findings are presented later in this section.
Draft Revision of BS 4724—Methods of 'Test for the Resistance of Clothing
Materials to Permeation by Liquids. Part 2: Method for the Assessment of
Rate of Permeation (Air Impermeable Materials)11—In this draft British
Standard, a 4.9 cm2 diameter piece of PPE material is exposed in a horizon-
tal orientation to the challenge chemical; the chemical is placed on the
material. A gas or liquid collection medium stream is passed under the
material and to the analytical instrument. The test is run only in an
open-loop mode. The cumulative amount of chemical permeating the
swatch is determined and plotted as a function of time.
image:
 38 PPE Performance as a Barrier to Pesticides
In the March 1986 draft that was reviewed in the preparation of this manual,
there is a discrepancy between the definition of breakthrough time and the
reporting requirement for breakthrough. In the definitions section, break-
through is defined as above, that is the elapsed time to the first detection of
permeant (similar to ASTM Method F739). However, in the reporting
section of the draft, breakthrough time is defined as the lag time. Lag time
can be before or after the first detection of permeant, depending on the
sensitivity of the analytical method.
In contradiction of the title of the method, permeation rate is not one of
the reported results. Rather, the method specifies the reporting of the total
mass permeated 30 and 60 minutes after breakthrough (i.e., lag time). There
may be some advantages to reporting amount permeated two times rather
than permeation rate. Committee F23 of the American Society for Testing
and Materials (ASTM) is presently considering modifying its reporting
requirements.
In addition to these quantitative results, the method also directs the tester
to report any changes in the appearance of the swatch evident at the end
of the test.
ISO Draft—A Standard Test Method for the Determination of the Permeation of
Liquid Chemicals through Protective Clothing2—This draft standard of the
International Standards Organization is essentially the same as the above
British Standard involving the use of tracers. There are some differences in
the reporting requirements and options.
4.2.2.2.3 Intermittent exposure. U.S. Army—Vapor Penetration
Method13—This procedure is used by the U.S. Army in evaluating the
resistance of glove, tent, packaging, and other barrier materials to permea-
tion by chemical warfare agents. In the method, a 10 cm2 rectangular piece
of the test material is exposed to droplets of the chemical. The droplets are
specified in terms of number and diameter and are placed on the horizon-
tally-held material and the test chamber closed. Air is passed under the
material and analyzed for the test chemical. Air at a measured fiowrate may
also be passed over the droplets to effect their evaporation. On a predeter-
mined schedule, additional droplets are placed on the test material.
ASTM Draft Splash Test14—Based on a method developed by the EPAfe
Offices of Research and Development and Toxic Substances (OTS), ASTM
Committee F23 is presently working toward the development of a standard
splash test.15 In its present form, the method utilizes the permeation test cell
of ASTM F739. Starting with the cell rotated 45° in the direction of the
challenge chemical chamber vertical orientation, a small amount of liquid
(5 cm3) challenge chemical is charged to the cell and the cell rotated 135°
until the PPE material is horizontal and covered by the liquid. This position
is maintained for a predetermined time and then the chemical is poured
from the cell and air blown through the challenge chamber. After another
predetermined period of time, the material is recontacted with the liquid and
the cycle repeated. The collection medium is selected and monitored as in
image:
38 PPE Performance as a Barrier to Pesticides
In the March 1986 draft that was reviewed in the preparation of this manual,
there is a discrepancy between the definition of breakthrough time and the
reporting requirement for breakthrough. In the definitions section, break-
through is defined as above, that is the elapsed time to the first detection of
permeant (similar to ASTM Method F739). However, in the reporting
section of the draft, breakthrough time is defined as the lag time. Lag time
can be before or after the first detection of permeant, depending on the
sensitivity of the analytical method.
In contradiction of the title of the method, permeation rate is not one of
the reported results. Rather, the method specifies the reporting of the total
mass permeated 30 and 60 minutes after breakthrough (i.e., lag time). There
may be some advantages to reporting amount permeated two times rather
than permeation rate. Committee F23 of the American Society for Testing
and Materials (ASTM) is presently considering modifying its reporting
requirements.
In addition to these quantitative results, the method also directs the tester
to report any changes in the appearance of the swatch evident at the end
of the test.
ISO Draft—A Standard Test Method for the Determination of the Permeation of
Liquid Chemicals through Protective Clothing2—This draft standard of the
International Standards Organization is essentially the same as the above
British Standard involving the use of tracers. There are some differences in
the reporting requirements and options.
4.2.2.2.3 Intermittent exposure. U.S. Army—Vapor Penetration
Method13—This procedure is used by the U.S. Army in evaluating the
resistance of glove, tent, packaging, and other barrier materials to permea-
tion by chemical warfare agents. In the method, a 10 cm2 rectangular piece
of the test material is exposed to droplets of the chemical. The droplets are
specified in terms of number and diameter and are placed on the horizon-
tally-held material and the test chamber closed. Air is passed under the
material and analyzed for the test chemical. Air at a measured fiowrate may
also be passed over the droplets to effect their evaporation. On a predeter-
mined schedule, additional droplets are placed on the test material.
ASTM Draft Splash Test14—Based on a method developed by the EPAfe
Offices of Research and Development and Toxic Substances (OTS), ASTM
Committee F23 is presently working toward the development of a standard
splash test.15 In its present form, the method utilizes the permeation test cell
of ASTM F739. Starting with the cell rotated 45° in the direction of the
challenge chemical chamber vertical orientation, a small amount of liquid
(5 cm3) challenge chemical is charged to the cell and the cell rotated 135°
until the PPE material is horizontal and covered by the liquid. This position
is maintained for a predetermined time and then the chemical is poured
from the cell and air blown through the challenge chamber. After another
predetermined period of time, the material is recontacted with the liquid and
the cycle repeated. The collection medium is selected and monitored as in
image:
 PPE Performance as a Barrier to Pesticides 39
ASTM F739. Interlaboratory testing of this method has been completed
with reproducible results.
4.2.2,3 Factors affecting permeation test results. Permeation rates
and breakthrough times are a function of temperature, the thickness and
composition of the test material, and the nature of the chemical challenge.
Each are discussed below.
Temperature—The solubility of a chemical in a polymer and the ease with
which the chemical moves through the polymer network both increase with
temperature. Consequently, permeation rates increase and breakthrough
times decrease as temperature is increased. Most published permeation data
were obtained at 20-25° C. Since worker exposures to pesticides may occur
at higher temperatures, temperature effects must be considered when assess-
ing the effectiveness of clothing. Breakthrough times for benzene in neo-
prene were 40 minutes at 7° C, 24 minutes at 22° C, and 16 minutes at 37°
C.16 Over this same range the permeation rates increased by 74%. British
researchers have demonstrated decreases in breakthrough times ranging
from 3% to 29%, dependent on the chemical/material pair, as the tempera-
ture was increased from 23°C to 30°C.10
Without permeation data for at least two temperatures, it is not possible to
predict the magnitude of the temperature effect for any given chemical/
material pair. Tests must be performed at the maximum (worst case) tem-
perature and/or over the temperature range of the anticipated application
of the clothing.
Thickness—Permeation rate is inversely proportional to the thickness of the
test material. The rate decreases as the thickness increases, theoretically in a
linear manner. Examples are shown in Table 4. Breakthrough times increase
as the thickness increases. The breakthrough time relationship is not linear.
Although there is no theoretical basis for it, some researchers have correlated
breakthrough time with the square of the clothing material thickness.
Accordingly, doubling the thickness increases the breakthrough time by a
factor of four. The factor, however, may exceed four by as much as 50%.4
Others have found lesser increase in breakthrough time as thickness is
increased. In attempting to determine such correlations, it is critical that all
experimental conditions are maintained consistent for each test over the
thickness range. This includes the formulation of the clothing material. As
shown in the next paragraphs, specimens of the same thickness from gloves
of the same generic material but from different manufacturers exhibited
differences as large as an order of magnitude in breakthrough times.
Composition of Clothing Materials—As discussed in Section 3, PPE is fabri-
cated from a wide variety of polymeric materials by many processes. Glove
materials, for example, are multicomponent formulations containing one or
more polymers and copolymers, processing aids, stabilizers, fillers and so
forth. Gloves are typically sold under the generic name of the principal
polymer in the formulation (e.g., nitrile, butyl, etc.). However, the formula-
tions for the products sold under one generic name will vary from manufac-
turer to manufacturer and, in some cases, within one manufacturer.
image:
PPE Performance as a Barrier to Pesticides 39
ASTM F739. Interlaboratory testing of this method has been completed
with reproducible results.
4.2.2,3 Factors affecting permeation test results. Permeation rates
and breakthrough times are a function of temperature, the thickness and
composition of the test material, and the nature of the chemical challenge.
Each are discussed below.
Temperature—The solubility of a chemical in a polymer and the ease with
which the chemical moves through the polymer network both increase with
temperature. Consequently, permeation rates increase and breakthrough
times decrease as temperature is increased. Most published permeation data
were obtained at 20-25° C. Since worker exposures to pesticides may occur
at higher temperatures, temperature effects must be considered when assess-
ing the effectiveness of clothing. Breakthrough times for benzene in neo-
prene were 40 minutes at 7° C, 24 minutes at 22° C, and 16 minutes at 37°
C.16 Over this same range the permeation rates increased by 74%. British
researchers have demonstrated decreases in breakthrough times ranging
from 3% to 29%, dependent on the chemical/material pair, as the tempera-
ture was increased from 23°C to 30°C.10
Without permeation data for at least two temperatures, it is not possible to
predict the magnitude of the temperature effect for any given chemical/
material pair. Tests must be performed at the maximum (worst case) tem-
perature and/or over the temperature range of the anticipated application
of the clothing.
Thickness—Permeation rate is inversely proportional to the thickness of the
test material. The rate decreases as the thickness increases, theoretically in a
linear manner. Examples are shown in Table 4. Breakthrough times increase
as the thickness increases. The breakthrough time relationship is not linear.
Although there is no theoretical basis for it, some researchers have correlated
breakthrough time with the square of the clothing material thickness.
Accordingly, doubling the thickness increases the breakthrough time by a
factor of four. The factor, however, may exceed four by as much as 50%.4
Others have found lesser increase in breakthrough time as thickness is
increased. In attempting to determine such correlations, it is critical that all
experimental conditions are maintained consistent for each test over the
thickness range. This includes the formulation of the clothing material. As
shown in the next paragraphs, specimens of the same thickness from gloves
of the same generic material but from different manufacturers exhibited
differences as large as an order of magnitude in breakthrough times.
Composition of Clothing Materials—As discussed in Section 3, PPE is fabri-
cated from a wide variety of polymeric materials by many processes. Glove
materials, for example, are multicomponent formulations containing one or
more polymers and copolymers, processing aids, stabilizers, fillers and so
forth. Gloves are typically sold under the generic name of the principal
polymer in the formulation (e.g., nitrile, butyl, etc.). However, the formula-
tions for the products sold under one generic name will vary from manufac-
turer to manufacturer and, in some cases, within one manufacturer.
image:
 40 PPE Performance as a Barrier to Pesticides
Table 4. Effect of thickness on the permeation of benzene through
neoprene rubber at 22°C16
Thickness,
cm
0.041
0.076
0.16
Breakthrough time,
min
6
24.5
60
Permeation rate,
|Xg/cm2/min
500
230
80
Since the barrier effectiveness of a polymeric material is determined by the
specific interactions between the chemical and the material, a variety of
performances may be expected for clothing sold under the same generic
name. Indeed, this effect has been measured.17'18 See Table 5. For nitrile
glove materials of approximately the same thickness from eight manufac-
turers, the breakthrough times exhibited differences of a factor often for
perchloroethylene, a factor of six for p-xylene, and a factor of four for butyl
acetate. For neoprene glove materials from five manufacturers (Note: There
is a greater thickness variation among the neoprene gloves than with the
nitrile gloves), the breakthrough times differed by factors of eight for etha-
nol, five for n-hexane, and two for butyl acetate. As will be discussed later,
each of the above chemicals has been identified as one that may appear in a
pesticide formulation. In particular, xylenes are widely used as an ingredient
in emulsifiable concentrates of Toxicity Category I and IE pesticides.
Chemical Composition—Published permeation data are predominantly from
tests in which the challenge chemical is neat. Considerably less testing has
been performed with multicomponent chemical solutions. That which has
been reported represents a broad spectrum of results. In some cases, the
permeation of any one component occurs at a slower rate than when the
chemical was tested in neat form. In other cases, the permeation is at a
greater rate, and in others there seems to be little effect. Examples of each
are shown in Table 6.19 At present, there are no means for predicting the
behavior of multicomponent solutions.
This situation represents a particular problem with regard to pesticides
which are virtually all multicomponent formulations. Research, much of it
sponsored by the EPA, is ongoing in an attempt to better understand the
role of the carrier solvents, surfactants, and other components in the per-
meation of the active ingredients.20'21'22 Data from these studies are pres-
ented in detail later in this section.
image:
40 PPE Performance as a Barrier to Pesticides
Table 4. Effect of thickness on the permeation of benzene through
neoprene rubber at 22°C16
Thickness,
cm
0.041
0.076
0.16
Breakthrough time,
min
6
24.5
60
Permeation rate,
|Xg/cm2/min
500
230
80
Since the barrier effectiveness of a polymeric material is determined by the
specific interactions between the chemical and the material, a variety of
performances may be expected for clothing sold under the same generic
name. Indeed, this effect has been measured.17'18 See Table 5. For nitrile
glove materials of approximately the same thickness from eight manufac-
turers, the breakthrough times exhibited differences of a factor often for
perchloroethylene, a factor of six for p-xylene, and a factor of four for butyl
acetate. For neoprene glove materials from five manufacturers (Note: There
is a greater thickness variation among the neoprene gloves than with the
nitrile gloves), the breakthrough times differed by factors of eight for etha-
nol, five for n-hexane, and two for butyl acetate. As will be discussed later,
each of the above chemicals has been identified as one that may appear in a
pesticide formulation. In particular, xylenes are widely used as an ingredient
in emulsifiable concentrates of Toxicity Category I and IE pesticides.
Chemical Composition—Published permeation data are predominantly from
tests in which the challenge chemical is neat. Considerably less testing has
been performed with multicomponent chemical solutions. That which has
been reported represents a broad spectrum of results. In some cases, the
permeation of any one component occurs at a slower rate than when the
chemical was tested in neat form. In other cases, the permeation is at a
greater rate, and in others there seems to be little effect. Examples of each
are shown in Table 6.19 At present, there are no means for predicting the
behavior of multicomponent solutions.
This situation represents a particular problem with regard to pesticides
which are virtually all multicomponent formulations. Research, much of it
sponsored by the EPA, is ongoing in an attempt to better understand the
role of the carrier solvents, surfactants, and other components in the per-
meation of the active ingredients.20'21'22 Data from these studies are pres-
ented in detail later in this section.
image:
 PPE Performance as a Barrier to Pesticides 41
Table 5. Breakthrough times (minutes)* for perchloroethylene,
p-Xylene, n-Butyl acetate, ethanol, and n-Hexane through nitrite
and neoprene gloves from several manufacturers18
Thickness Perchloro- n-Butyl
Manufacturer (mm) ethylene p-Xylene acetate Ethanol n-Hexane
Nitriie
Ansell
Best
Edmont
Granet
Intermarket
LRC
North
Pioneer
Neoprene
Ansell
Best
Edmont
Granet
Pioneer
0.36
0.28
0.32
0.32
0.36
0.28
0.32
0.32
0.38
0.64
0.46
0.55
0.55
30
135
215
90
125
295
145
295
11
27
33
24
28
54
33
60
15
28
44
32
39
38
38
56
14 500
13 110
20 480
13 80
33 690
106
21
82
23
72
"Mean of six measurements.
Table 6. Permeation of three two-component mixtures through
two glove materials19
Composition Glove material
(A/B)/VoI % (thickness, cm)
Methanol/ Nitriie (0.38)
n-butyi Acetate
0/100
10/90
25/75
50/50
75/25
90/10
100/0
Methyl Ethyl Viton (0.23)
Ketone/Hexane
0/100
5/95
10/90
25/75
50/50
75/25
90/10
100/0
p-Xylene/Toluene Nitriie (0.38)
0/100
25/75
50/50
75/25
100/0
Breakthrough
time (min)
A
38
24
34
53
103
108
39
6
3
3
3
3
28
34
54
53
B
60
39
28
38
>150
>150
>200
150
33
6
3
3
3
32
25
32
54
Permeation rate
(mg/m2/sec)
A
26
50
63
26
10
4
<25
55
330
670
1140
1100
6
20
19
27
B
91
91
71
32
<1
<1
<25
25
86
135
63
26
18
18
5
image:
PPE Performance as a Barrier to Pesticides 41
Table 5. Breakthrough times (minutes)* for perchloroethylene,
p-Xylene, n-Butyl acetate, ethanol, and n-Hexane through nitrite
and neoprene gloves from several manufacturers18
Thickness Perchloro- n-Butyl
Manufacturer (mm) ethylene p-Xylene acetate Ethanol n-Hexane
Nitriie
Ansell
Best
Edmont
Granet
Intermarket
LRC
North
Pioneer
Neoprene
Ansell
Best
Edmont
Granet
Pioneer
0.36
0.28
0.32
0.32
0.36
0.28
0.32
0.32
0.38
0.64
0.46
0.55
0.55
30
135
215
90
125
295
145
295
11
27
33
24
28
54
33
60
15
28
44
32
39
38
38
56
14 500
13 110
20 480
13 80
33 690
106
21
82
23
72
"Mean of six measurements.
Table 6. Permeation of three two-component mixtures through
two glove materials19
Composition Glove material
(A/B)/VoI % (thickness, cm)
Methanol/ Nitriie (0.38)
n-butyi Acetate
0/100
10/90
25/75
50/50
75/25
90/10
100/0
Methyl Ethyl Viton (0.23)
Ketone/Hexane
0/100
5/95
10/90
25/75
50/50
75/25
90/10
100/0
p-Xylene/Toluene Nitriie (0.38)
0/100
25/75
50/50
75/25
100/0
Breakthrough
time (min)
A
38
24
34
53
103
108
39
6
3
3
3
3
28
34
54
53
B
60
39
28
38
>150
>150
>200
150
33
6
3
3
3
32
25
32
54
Permeation rate
(mg/m2/sec)
A
26
50
63
26
10
4
<25
55
330
670
1140
1100
6
20
19
27
B
91
91
71
32
<1
<1
<25
25
86
135
63
26
18
18
5
image:
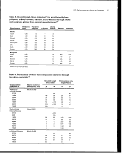 42 PPE Performance as a Barrier to Pesticides
4.2.3 Degradation
Degradation is any undesirable change in a physical property or the appear-
ance of the PPE material. Examples include swelling, shrinkage, loss of
puncture and tear resistance, and an increase in stiffness due to exposure to
pesticides. The degradation effects of a pesticide on PPE materials can be
assessed in the laboratory or in the field.
In a typical degradation test, a specimen from the PPE or, in some cases
(e.g., a glove), the entire item is immersed in the pesticide for some period
of time. At predetermined intervals, the specimen is removed, tested, and
observed. In the laboratory, strength, puncture, and tear properties are
commonly measured using a machine with which the specimen is stretched
and the force required to stretch the specimen recorded. Significant in-
creases or decreases (±20%) in any of the properties would be indicative of
poor resistance to the pesticide formulation. Losses in these properties
would generally result from the sorption of one or more components of the
pesticide formulation by the glove material.
Increases in properties are often associated with the extraction of compo-
nents from the glove material by the pesticide formulation. The stiffening
of polyvinyl chloride (PVC) gloves due to extraction of plasticizer is an
example.
Care must be taken when testing clothing materials that derive their physical
properties from a supporting fabric but their barrier properties from the
coating. The supporting fabric may not be affected but the barrier coating
may be degraded by the chemical.
Sorption or extraction may also be evidenced by changes in the weight
and/or dimensions of the test specimen. Measurement of such effects are
relatively easy to perform in either the laboratory or the field. For this
reason, until recently most chemical resistance charts published by suppliers
of polymeric materials and polymer-based PPE were based on weight change
or swelling measurements. Again, weight or dimensional changes of ±20%
for rubber materials or ±3 % for plastic materials should be considered
significant and indicative of poor resistance to the pesticide formulation.
ASTM standard tests exist for measuring the chemical resistance or degrada-
tion of rubber and plastic materials; examples include:
• ASTM D471—Rubber Property-Effects of Liquids
• ASTM D543—Resistance of Plastics to Chemical Reagents
• ASTM D751—Testing of Coated Fabrics
• ASTM D412—Rubber Properties in Tension
• ASTM D1388—Stiffness of Fabrics, Cantilever Test Method
In addition, Committee F23 of ASTM is presently developing a method
specifically for chemical-resistant materials. The intent is a relatively simple
test that can be performed in the field or in a minimally equipped laboratory
with the objective of rapidly identifying only those material/chemical combi-
nations that warrant additional testing by more stringent (and perhaps,
expensive) methods (e.g., ASTM F739).
image:
42 PPE Performance as a Barrier to Pesticides
4.2.3 Degradation
Degradation is any undesirable change in a physical property or the appear-
ance of the PPE material. Examples include swelling, shrinkage, loss of
puncture and tear resistance, and an increase in stiffness due to exposure to
pesticides. The degradation effects of a pesticide on PPE materials can be
assessed in the laboratory or in the field.
In a typical degradation test, a specimen from the PPE or, in some cases
(e.g., a glove), the entire item is immersed in the pesticide for some period
of time. At predetermined intervals, the specimen is removed, tested, and
observed. In the laboratory, strength, puncture, and tear properties are
commonly measured using a machine with which the specimen is stretched
and the force required to stretch the specimen recorded. Significant in-
creases or decreases (±20%) in any of the properties would be indicative of
poor resistance to the pesticide formulation. Losses in these properties
would generally result from the sorption of one or more components of the
pesticide formulation by the glove material.
Increases in properties are often associated with the extraction of compo-
nents from the glove material by the pesticide formulation. The stiffening
of polyvinyl chloride (PVC) gloves due to extraction of plasticizer is an
example.
Care must be taken when testing clothing materials that derive their physical
properties from a supporting fabric but their barrier properties from the
coating. The supporting fabric may not be affected but the barrier coating
may be degraded by the chemical.
Sorption or extraction may also be evidenced by changes in the weight
and/or dimensions of the test specimen. Measurement of such effects are
relatively easy to perform in either the laboratory or the field. For this
reason, until recently most chemical resistance charts published by suppliers
of polymeric materials and polymer-based PPE were based on weight change
or swelling measurements. Again, weight or dimensional changes of ±20%
for rubber materials or ±3 % for plastic materials should be considered
significant and indicative of poor resistance to the pesticide formulation.
ASTM standard tests exist for measuring the chemical resistance or degrada-
tion of rubber and plastic materials; examples include:
• ASTM D471—Rubber Property-Effects of Liquids
• ASTM D543—Resistance of Plastics to Chemical Reagents
• ASTM D751—Testing of Coated Fabrics
• ASTM D412—Rubber Properties in Tension
• ASTM D1388—Stiffness of Fabrics, Cantilever Test Method
In addition, Committee F23 of ASTM is presently developing a method
specifically for chemical-resistant materials. The intent is a relatively simple
test that can be performed in the field or in a minimally equipped laboratory
with the objective of rapidly identifying only those material/chemical combi-
nations that warrant additional testing by more stringent (and perhaps,
expensive) methods (e.g., ASTM F739).
image:
 PPE Performance as a Barrier to Pesticides 43
4.3 Arm/Hand Protection
4.3.1 Introduction
As discussed in Section 3, there are scores of polymeric materials from which
gloves are fabricated. All of these materials are subject to some degree of
chemical attack by pesticide formulations. The degree to which the pesticide
formulation will attack any given polymeric material is dependent on the
duration of the exposure, the temperature, the condition of the material, and
the specific interactions between the polymer and the particular components
of the pesticide formulation. A possible consequence of chemical attack is
that the glove will no longer protect the worker's hands and lower arms from
the pesticide.
Tests for measuring the chemical resistance and barrier effectiveness of glove
materials to chemicals were discussed above. Many decades of such testing
have shown that:
• no one glove material is a barrier to all chemicals
• any given chemical may severely attack one glove material and not affect
another material
• certain chemicals or combinations thereof have severe effects on all
commonly available glove materials
The effectiveness of gloves as chemical barriers is the subject of the remain-
der of this subsection. However, before beginning the discussion, it is impor-
tant to note that chemical resistance is also fundamental to the issue of
decontamination. (See Section 9.) Clothing materials that are not resistant to
a chemical will absorb the chemical, making decontamination more difficult.
Decontamination will then require removal of absorbed as well as surface
chemical.
4.3.2 Pesticide formulation types
Pesticide formulations are designed to optimize the cost, handling, applica-
tion, and effectiveness of the active ingredient. Some fumigants are used in
undiluted form (commonly referred to as "neat"), whereas some herbicide
formulations may have 15 to 20 ingredients in addition to the active ingredi-
ent. The other ingredients include diluents, surfactants, stabilizers, thicken-
ers, solid substrates, solvents, and tackifiers. The resulting formulations are
typically characterized as one of the following types:
• Aqueous solutions and concentrates
• Emulsifiable concentrates
• Wettable powders
• Dry flowables (water dispersible granules)
• Granules
• Others—including controlled release, dusts, and aerosols
From the perspective of protective clothing selection and chemical resis-
tance, the pesticide formulation types may be more generally categorized as:
• Solids
• Solutions and dispersions that contain an organic solvent
• Aqueous solutions and dispersions, which contain no organic solvents
image:
PPE Performance as a Barrier to Pesticides 43
4.3 Arm/Hand Protection
4.3.1 Introduction
As discussed in Section 3, there are scores of polymeric materials from which
gloves are fabricated. All of these materials are subject to some degree of
chemical attack by pesticide formulations. The degree to which the pesticide
formulation will attack any given polymeric material is dependent on the
duration of the exposure, the temperature, the condition of the material, and
the specific interactions between the polymer and the particular components
of the pesticide formulation. A possible consequence of chemical attack is
that the glove will no longer protect the worker's hands and lower arms from
the pesticide.
Tests for measuring the chemical resistance and barrier effectiveness of glove
materials to chemicals were discussed above. Many decades of such testing
have shown that:
• no one glove material is a barrier to all chemicals
• any given chemical may severely attack one glove material and not affect
another material
• certain chemicals or combinations thereof have severe effects on all
commonly available glove materials
The effectiveness of gloves as chemical barriers is the subject of the remain-
der of this subsection. However, before beginning the discussion, it is impor-
tant to note that chemical resistance is also fundamental to the issue of
decontamination. (See Section 9.) Clothing materials that are not resistant to
a chemical will absorb the chemical, making decontamination more difficult.
Decontamination will then require removal of absorbed as well as surface
chemical.
4.3.2 Pesticide formulation types
Pesticide formulations are designed to optimize the cost, handling, applica-
tion, and effectiveness of the active ingredient. Some fumigants are used in
undiluted form (commonly referred to as "neat"), whereas some herbicide
formulations may have 15 to 20 ingredients in addition to the active ingredi-
ent. The other ingredients include diluents, surfactants, stabilizers, thicken-
ers, solid substrates, solvents, and tackifiers. The resulting formulations are
typically characterized as one of the following types:
• Aqueous solutions and concentrates
• Emulsifiable concentrates
• Wettable powders
• Dry flowables (water dispersible granules)
• Granules
• Others—including controlled release, dusts, and aerosols
From the perspective of protective clothing selection and chemical resis-
tance, the pesticide formulation types may be more generally categorized as:
• Solids
• Solutions and dispersions that contain an organic solvent
• Aqueous solutions and dispersions, which contain no organic solvents
image:
 44 PPE Performance as a Barrier to Pesticides
PPE materiak having a continuous polymeric film are likely to resist per-
meation and penetration by all solid formulations and thus act as a barrier
to solids contact with the skin. For solids, glove features such as fit, gauntlet
length, durability, etc. as discussed in Section 3 are the key issues for glove
selection decisions.
Chemical resistance factors are more important for aqueous solution formu-
lations and most important for the formulations that contain an organic
solvent. Most common glove materials, with the exceptions of polyvinyl
alcohol and very thin (<0.2 mm) natural rubber gloves, are highly resistant
to water and would be expected to provide good barriers to permeation by
formulations that contain no organic solvents.
The solutions that contain an organic solvent usually in the form of emulsifi-
able concentrates and field application dilutions of such concentrates, repre-
sent the greatest potential challenge to the barrier effectiveness of polymeric
gloves. Many of the solvents can severely degrade or permeate the glove
materials when in neat form.
Because most pesticide formulations are proprietary and because until
recently their components other than the active ingredient were not consid-
ered important from a health perspective, there is little published informa-
tion available on the types and concentrations of organic solvents in pesticide
formulations. However, information from the literature and discussions with
persons knowledgeable on pesticide formulations provides some insight into
the identity of the solvents. Categorized according to functional group type,
solvents that are representative of those used in pesticide formulations are
listed in Table 7.
In the remainder of this section, we describe the results of permeation tests
performed using such carrier solvents hi neat form and using commercially
available, pesticide formulations containing these types of solvents. The
results indicate that the permeation of various pesticide formulation compo-
nents through common glove materials is often controlled by the type and
amount of the solvent. Thus, the relative permeation of the pesticide active
ingredient and other components can often be predicted based on informa-
tion regarding the permeation of the carrier solvent in neat form. This
finding can greatly simplify protective glove selection decisions because
permeation tests using the solvents alone or focussed on the solvent are less
complex to perform than those using actual formulations. Also a large
database of information is now available for the types of organic liquids used
as solvents in neat form.
4.3.3 Solvent permeation
Since the early 1980s, the EPA has supported the preparation of a guidance
manual entitled Guidelines for the Selection of Chemical Protective Clothing
targetted toward hazardous waste site and emergency spill response person-
nel.23 As part of the Guidelines document, permeation data from clothing
manufacturers, journal articles, and technical reports were compiled into a
image:
44 PPE Performance as a Barrier to Pesticides
PPE materiak having a continuous polymeric film are likely to resist per-
meation and penetration by all solid formulations and thus act as a barrier
to solids contact with the skin. For solids, glove features such as fit, gauntlet
length, durability, etc. as discussed in Section 3 are the key issues for glove
selection decisions.
Chemical resistance factors are more important for aqueous solution formu-
lations and most important for the formulations that contain an organic
solvent. Most common glove materials, with the exceptions of polyvinyl
alcohol and very thin (<0.2 mm) natural rubber gloves, are highly resistant
to water and would be expected to provide good barriers to permeation by
formulations that contain no organic solvents.
The solutions that contain an organic solvent usually in the form of emulsifi-
able concentrates and field application dilutions of such concentrates, repre-
sent the greatest potential challenge to the barrier effectiveness of polymeric
gloves. Many of the solvents can severely degrade or permeate the glove
materials when in neat form.
Because most pesticide formulations are proprietary and because until
recently their components other than the active ingredient were not consid-
ered important from a health perspective, there is little published informa-
tion available on the types and concentrations of organic solvents in pesticide
formulations. However, information from the literature and discussions with
persons knowledgeable on pesticide formulations provides some insight into
the identity of the solvents. Categorized according to functional group type,
solvents that are representative of those used in pesticide formulations are
listed in Table 7.
In the remainder of this section, we describe the results of permeation tests
performed using such carrier solvents hi neat form and using commercially
available, pesticide formulations containing these types of solvents. The
results indicate that the permeation of various pesticide formulation compo-
nents through common glove materials is often controlled by the type and
amount of the solvent. Thus, the relative permeation of the pesticide active
ingredient and other components can often be predicted based on informa-
tion regarding the permeation of the carrier solvent in neat form. This
finding can greatly simplify protective glove selection decisions because
permeation tests using the solvents alone or focussed on the solvent are less
complex to perform than those using actual formulations. Also a large
database of information is now available for the types of organic liquids used
as solvents in neat form.
4.3.3 Solvent permeation
Since the early 1980s, the EPA has supported the preparation of a guidance
manual entitled Guidelines for the Selection of Chemical Protective Clothing
targetted toward hazardous waste site and emergency spill response person-
nel.23 As part of the Guidelines document, permeation data from clothing
manufacturers, journal articles, and technical reports were compiled into a
image:
 PPE Performance as a Barrier to Pesticides 45
database. Permeation data for several of the solvent liquids listed in Table 7
are available for common glove materials from this database. Appendix K
of this manual provides a summary of the permeation data extracted from
the Guidelines database for 12 common materials from which PPE is fabri-
cated.
Table 7. Organic liquids used as carrier solvents in non-aqueous
solution pesticide formulations
Organic carrier
Functional group classification solvent
Acetates
Alcohols
Halogenated Hydrocarbons
Ketones
Petroleum Distillates, Aliphatic
Petroleum Distillates, Aromatic
Amyl Acetate
Butyl Acetate
Diacetone Alcohol
Diethanol Amine
Ethanol
Hexylene Glycol
Isopropanol
Methanol
Propylene Glycol
Tetrahydrofurfuryl Alcohol
Methylene Chloride
Acetone
Cyclohexanone
Isophorone
Methyl Isobutyl Ketone
Diesel Fuel (paraffins up to 600°F b.p.)
Gasoline (C.4-Ci2 paraffins)
Kerosene (paraffins up to 500°F b.p.)
Mineral Oil
Mineral Spirits
Naphtha
Petroleum Oil
Xylenes
Xylene Range Solvents
These data were reviewed and a qualitative rating was assigned to each
chemical/material pair for which data were available according to the criteria
listed in Table 8. It is important to note that only the reported "breakthrough"
times were used to assign the ratings and that, in some cases, the data range
covers more than one category. In general, the lower resistance ratings within
a range are associated with the thinner glove specimens for the generic
material type. Table 9 provides a qualitative summary of the data in Appen-
dix K in terms of the four ratings categories.
image:
PPE Performance as a Barrier to Pesticides 45
database. Permeation data for several of the solvent liquids listed in Table 7
are available for common glove materials from this database. Appendix K
of this manual provides a summary of the permeation data extracted from
the Guidelines database for 12 common materials from which PPE is fabri-
cated.
Table 7. Organic liquids used as carrier solvents in non-aqueous
solution pesticide formulations
Organic carrier
Functional group classification solvent
Acetates
Alcohols
Halogenated Hydrocarbons
Ketones
Petroleum Distillates, Aliphatic
Petroleum Distillates, Aromatic
Amyl Acetate
Butyl Acetate
Diacetone Alcohol
Diethanol Amine
Ethanol
Hexylene Glycol
Isopropanol
Methanol
Propylene Glycol
Tetrahydrofurfuryl Alcohol
Methylene Chloride
Acetone
Cyclohexanone
Isophorone
Methyl Isobutyl Ketone
Diesel Fuel (paraffins up to 600°F b.p.)
Gasoline (C.4-Ci2 paraffins)
Kerosene (paraffins up to 500°F b.p.)
Mineral Oil
Mineral Spirits
Naphtha
Petroleum Oil
Xylenes
Xylene Range Solvents
These data were reviewed and a qualitative rating was assigned to each
chemical/material pair for which data were available according to the criteria
listed in Table 8. It is important to note that only the reported "breakthrough"
times were used to assign the ratings and that, in some cases, the data range
covers more than one category. In general, the lower resistance ratings within
a range are associated with the thinner glove specimens for the generic
material type. Table 9 provides a qualitative summary of the data in Appen-
dix K in terms of the four ratings categories.
image:
 46 PPE Performance as a Barrier to Pesticides
Table 8. Ratings categories for qualitative summary of neat carrier
solvent permeation data
Rating category Breakthrough time range (hr)
O Best > 4.0
(•) > 1.5-4.0
O > 0.5-1.5
A Worst < 0.5
General observations from Table 9 are:
• The longest breakthrough times are often found for the butyl rubber,
nitrile rubber, polyvinyl alcohol, Silver Shield, and Viton materials.
• Long breakthrough times are also commonly found for the Neoprene
and the nitrile rubber+PVC blend material, however, these materials
also exhibited short breakthrough times for several of the chemical
classifications of interest.
• Intermediate to short breakthrough times are often found for the poly-
vinyl chloride and polyethylene materials.
• Short breakthrough times are typically found for the natural rubber and
natural rubber containing glove materials, the Neoprene/natural rubber
laminate, and the Neoprene+natural rubber blend material.
• Many of the twelve glove materials exhibit good permeation resistance
to chemicals from the alcohol and aliphatic petroleum distillate chemical
classes.
• Few materials exhibit good permeation resistance to chemicals from
the acetate, halogenated hydrocarbon, ketone, and aromatic petroleum
distillate classifications.
The above observations are for neat chemicals representative of those used
in pesticide formulations. Most solvent-containing pesticide formulations,
of course, are multicomponent in composition and contain varying amounts
and combinations of the organic liquids, water, active ingredient, and other
unspecified constituents.
Permeation data for pesticide formulations are limited in the literature.
In the next subsections, two pesticide formulation permeation studies are
discussed. While these two studies provide useful information and insights,
it is still difficult to broadly generalize the effects of active ingredient, sol-
vent, surfactants, etc. upon the permeation behavior and to extrapolate the
results of neat solvent permeation tests to predict protective glove resistance
to multicomponent pesticide formulations.
image:
46 PPE Performance as a Barrier to Pesticides
Table 8. Ratings categories for qualitative summary of neat carrier
solvent permeation data
Rating category Breakthrough time range (hr)
O Best > 4.0
(•) > 1.5-4.0
O > 0.5-1.5
A Worst < 0.5
General observations from Table 9 are:
• The longest breakthrough times are often found for the butyl rubber,
nitrile rubber, polyvinyl alcohol, Silver Shield, and Viton materials.
• Long breakthrough times are also commonly found for the Neoprene
and the nitrile rubber+PVC blend material, however, these materials
also exhibited short breakthrough times for several of the chemical
classifications of interest.
• Intermediate to short breakthrough times are often found for the poly-
vinyl chloride and polyethylene materials.
• Short breakthrough times are typically found for the natural rubber and
natural rubber containing glove materials, the Neoprene/natural rubber
laminate, and the Neoprene+natural rubber blend material.
• Many of the twelve glove materials exhibit good permeation resistance
to chemicals from the alcohol and aliphatic petroleum distillate chemical
classes.
• Few materials exhibit good permeation resistance to chemicals from
the acetate, halogenated hydrocarbon, ketone, and aromatic petroleum
distillate classifications.
The above observations are for neat chemicals representative of those used
in pesticide formulations. Most solvent-containing pesticide formulations,
of course, are multicomponent in composition and contain varying amounts
and combinations of the organic liquids, water, active ingredient, and other
unspecified constituents.
Permeation data for pesticide formulations are limited in the literature.
In the next subsections, two pesticide formulation permeation studies are
discussed. While these two studies provide useful information and insights,
it is still difficult to broadly generalize the effects of active ingredient, sol-
vent, surfactants, etc. upon the permeation behavior and to extrapolate the
results of neat solvent permeation tests to predict protective glove resistance
to multicomponent pesticide formulations.
image:
 PPE Performance as a Barrier to Pesticides 47
|||
"o
II
•— .C
mm
||
it
fl
J.J
0 • E
_c "• *j
•& fl)
B)
3
0 + ">. 01
I III]
§ ZS§.«
.0
§ ||
*• «-s
a) c g i.
IM O » O
§ |j|
o fs|
a «£
^
I *1
|R Z *•
v *™ &
+*
a
1 Is
ft •— ^
| IE
C
"S
2
i
•S
Table 9. Qualita
Carrier Solvent
1 O
1 O
00
00
1 O
OO
•s
1 O
1 O
oS
w o
OO
1 0
Acetates
Amyl Acetate
Butyl Acetate
1 1 1 1 1 O 1 1
1 1 O 1 1 1 1 1
1 1 O 1 ® ® 1 1
o
1 1 ® 1 1 1 1 1
1 1 O 1 ® 1 ® 1
1 1 O 1 O O 1 1
1 1 | 1 00 1 1
i i o i S i i i
w
1 1 O 1 O 1 ® 1
1 1 ° 1 °° 1 1
® ® ®
®
1 1 | J 1 O § ® 1
1 1 O 1 1 1 1 1
"o
8
<
1 S 8 8 f
o
®
^
o
o
•
«
0
0
•
^
•
•
Halogenated
Hydrocarbons
Dichloromethane
00 1 °
OO 1 1
OIIO
OO 1 O
® 1 10
OIIO
•••:
OO 1 1
O 1 1 1
2 i i S
o ' ' o
OIIO
o
OO 1 ®
c
s
2 f
• I I 1
8 S 1 i ^
O .2 o -c £
US!!
A
II
O
2
ii
®
tr>
•^
o
II
O
LD
d
V
II
O
t
o
0
D)
C
(0
CC
1
+ Breakthrough Ti
image:
PPE Performance as a Barrier to Pesticides 47
|||
"o
II
•— .C
mm
||
it
fl
J.J
0 • E
_c "• *j
•& fl)
B)
3
0 + ">. 01
I III]
§ ZS§.«
.0
§ ||
*• «-s
a) c g i.
IM O » O
§ |j|
o fs|
a «£
^
I *1
|R Z *•
v *™ &
+*
a
1 Is
ft •— ^
| IE
C
"S
2
i
•S
Table 9. Qualita
Carrier Solvent
1 O
1 O
00
00
1 O
OO
•s
1 O
1 O
oS
w o
OO
1 0
Acetates
Amyl Acetate
Butyl Acetate
1 1 1 1 1 O 1 1
1 1 O 1 1 1 1 1
1 1 O 1 ® ® 1 1
o
1 1 ® 1 1 1 1 1
1 1 O 1 ® 1 ® 1
1 1 O 1 O O 1 1
1 1 | 1 00 1 1
i i o i S i i i
w
1 1 O 1 O 1 ® 1
1 1 ° 1 °° 1 1
® ® ®
®
1 1 | J 1 O § ® 1
1 1 O 1 1 1 1 1
"o
8
<
1 S 8 8 f
o
®
^
o
o
•
«
0
0
•
^
•
•
Halogenated
Hydrocarbons
Dichloromethane
00 1 °
OO 1 1
OIIO
OO 1 O
® 1 10
OIIO
•••:
OO 1 1
O 1 1 1
2 i i S
o ' ' o
OIIO
o
OO 1 ®
c
s
2 f
• I I 1
8 S 1 i ^
O .2 o -c £
US!!
A
II
O
2
ii
®
tr>
•^
o
II
O
LD
d
V
II
O
t
o
0
D)
C
(0
CC
1
+ Breakthrough Ti
image:
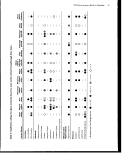 48 PPE Performance as a Barrier to Pesticides
1
0
•a
i
j:
8)
3
O
M
&
1
ft*
j)
e
1
o
Jj
'S
o
0
1
c
0
1
.*»
*f
1
1
1
J)
o
&
CD
1
1
MUM
e
Q|
B
T?
A
i
•5
c
1
0)
JB
III
*S
||
14
11
Q. O
e"o
11
0 *S
a
e
1*1.
£
§
_ +"5-«
.2 i- BE
;i|||
co."
.I-n
zS
ffl •••
Q •• O
|e|
Z + "
•g.
!"« o
O ill **
|11
|l
*•
_ u
^"n
z 2
fl
Mg
1
S
Carrier Soh
OOOO 1 1
M M M
®
oooooo
M M M
M M M
OOOOOO
1 • 1 «••
M M M
0® 1 Ogg
^F ^F
M 1 • M
® 1 1 1 1 1
>«X 1 1 1 1 1
*T
^
0
MM
« -s
5 0 _ <o
§ o "S y. . "5.
®^£ ® 3 c_ <a
g| -5 i ^ i §£
*.S- g S^e 2 -i.
O -- .if: oj .D) <D ^: (0
£L^OCD_J^^2
OOOO
O M 1
e i i •
oooo
• Ml
o , ,
p. p.
00«|
HIM
• Ml
§•> i
^7
• Ml
i 2o«
i ^B ^^ ^v
a
£
a
mm
1
Q
i.«
® tl 2 0 <D
IE g -i. ! J
4>* O O ^^ ^" ^"
0} ^ ^i. ' ^^ ^^
Q.< £ E 6 i.
A
II
O
s
^ —
ii
®
LO
^
o'
II
•
LO
O
V
I
0
X
(D
D)
C
<r
1—
O)
3
+ Breakthro
image:
48 PPE Performance as a Barrier to Pesticides
1
0
•a
i
j:
8)
3
O
M
&
1
ft*
j)
e
1
o
Jj
'S
o
0
1
c
0
1
.*»
*f
1
1
1
J)
o
&
CD
1
1
MUM
e
Q|
B
T?
A
i
•5
c
1
0)
JB
III
*S
||
14
11
Q. O
e"o
11
0 *S
a
e
1*1.
£
§
_ +"5-«
.2 i- BE
;i|||
co."
.I-n
zS
ffl •••
Q •• O
|e|
Z + "
•g.
!"« o
O ill **
|11
|l
*•
_ u
^"n
z 2
fl
Mg
1
S
Carrier Soh
OOOO 1 1
M M M
®
oooooo
M M M
M M M
OOOOOO
1 • 1 «••
M M M
0® 1 Ogg
^F ^F
M 1 • M
® 1 1 1 1 1
>«X 1 1 1 1 1
*T
^
0
MM
« -s
5 0 _ <o
§ o "S y. . "5.
®^£ ® 3 c_ <a
g| -5 i ^ i §£
*.S- g S^e 2 -i.
O -- .if: oj .D) <D ^: (0
£L^OCD_J^^2
OOOO
O M 1
e i i •
oooo
• Ml
o , ,
p. p.
00«|
HIM
• Ml
§•> i
^7
• Ml
i 2o«
i ^B ^^ ^v
a
£
a
mm
1
Q
i.«
® tl 2 0 <D
IE g -i. ! J
4>* O O ^^ ^" ^"
0} ^ ^i. ' ^^ ^^
Q.< £ E 6 i.
A
II
O
s
^ —
ii
®
LO
^
o'
II
•
LO
O
V
I
0
X
(D
D)
C
<r
1—
O)
3
+ Breakthro
image:
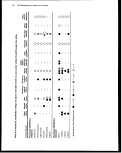 PPE Performance as a Barrier to Pesticides 49
In order to increase confidence in and extend the generalizations which
follow, additional testing is required and must be conducted according to
test procedures that produce results not confounded by the complex nature
of the formulation.
4.3.4 Pesticide formulation permeation
Permeation testing with commercially-available, non-aqueous pesticide
concentrates and application-strength formulations was initiated in the
mid-1980s by the EPAfc Office of Research and Development in support of
the Office of Pesticide Programs (OPP). To date, data have been generated
for twenty pesticide formulations and seven common glove types. Because
the specific identities and compositions of'the pesticide formulations are
confidential business information, the results of these studies have been
published only in OPP confidential technical reports and "sanitized,"
less-comprehensive technical papers. In this section, we will present and
discuss the results in non-confidential terms but so that important trends
and generalizations can be demonstrated and used.
Only one other similarly extensive study of pesticide permeation of glove
materials was found during the preparation of this manual. In this study by
Lloyd, however, the specific formulation compositions and active ingredients
were not reported and the findings are similarly presented in terms of gen-
eral trends and observations. Until the data and detailed information from
both (and other) sources become more available and publishable, decisions
regarding glove selection and regulation must be based on extrapolation and
conservative judgments.
4.3.4.1 EPA pesticide permeation study. Because limited data are
available in the public domain to identify appropriate protective clothing for
use in agricultural pesticide operations, the EPA sponsored a multiyear effort
to generate, assemble, and correlate data on the resistance of protective
glove materials to permeation by components of solvent-containing pesticide
concentrates and application-strength formulations. Through 1990, the
effort had involved:
• the development of a rapid-screening degradation test method to quickly
assess the compatibility of pesticide formulations with glove materials,
• the modification of the standard ASTM F739-8S permeation test
method to allow for the efficient collection and analysis of volatile
and non-volatile, low aqueous solubility active ingredients in pesticide
formulations,
• the measurement of breakthrough times and cumulative masses permeated
for both the active ingredient and carrier solvents for a matrix of approxi-
mately twenty pesticide formulations and seven common glove materials, and
• the statistical analysis, correlation, and reporting of the test results in a
series of OPP confidential reports20'21'22 and sanitized technical papers.5'6
The first technical report presents information regarding the degradation
test and permeation test method development as well as permeation test
results for seven pesticide formulations and seven glove material types.20
The second report presents the results of additional permeation tests using
11 different pesticide formulations and six glove material types.21 The third
image:
PPE Performance as a Barrier to Pesticides 49
In order to increase confidence in and extend the generalizations which
follow, additional testing is required and must be conducted according to
test procedures that produce results not confounded by the complex nature
of the formulation.
4.3.4 Pesticide formulation permeation
Permeation testing with commercially-available, non-aqueous pesticide
concentrates and application-strength formulations was initiated in the
mid-1980s by the EPAfc Office of Research and Development in support of
the Office of Pesticide Programs (OPP). To date, data have been generated
for twenty pesticide formulations and seven common glove types. Because
the specific identities and compositions of'the pesticide formulations are
confidential business information, the results of these studies have been
published only in OPP confidential technical reports and "sanitized,"
less-comprehensive technical papers. In this section, we will present and
discuss the results in non-confidential terms but so that important trends
and generalizations can be demonstrated and used.
Only one other similarly extensive study of pesticide permeation of glove
materials was found during the preparation of this manual. In this study by
Lloyd, however, the specific formulation compositions and active ingredients
were not reported and the findings are similarly presented in terms of gen-
eral trends and observations. Until the data and detailed information from
both (and other) sources become more available and publishable, decisions
regarding glove selection and regulation must be based on extrapolation and
conservative judgments.
4.3.4.1 EPA pesticide permeation study. Because limited data are
available in the public domain to identify appropriate protective clothing for
use in agricultural pesticide operations, the EPA sponsored a multiyear effort
to generate, assemble, and correlate data on the resistance of protective
glove materials to permeation by components of solvent-containing pesticide
concentrates and application-strength formulations. Through 1990, the
effort had involved:
• the development of a rapid-screening degradation test method to quickly
assess the compatibility of pesticide formulations with glove materials,
• the modification of the standard ASTM F739-8S permeation test
method to allow for the efficient collection and analysis of volatile
and non-volatile, low aqueous solubility active ingredients in pesticide
formulations,
• the measurement of breakthrough times and cumulative masses permeated
for both the active ingredient and carrier solvents for a matrix of approxi-
mately twenty pesticide formulations and seven common glove materials, and
• the statistical analysis, correlation, and reporting of the test results in a
series of OPP confidential reports20'21'22 and sanitized technical papers.5'6
The first technical report presents information regarding the degradation
test and permeation test method development as well as permeation test
results for seven pesticide formulations and seven glove material types.20
The second report presents the results of additional permeation tests using
11 different pesticide formulations and six glove material types.21 The third
image:
 50 PPE Performance as a Barrier to Pesticides
report focuses on two pesticide formulations and three to five glove mate-
rials, and specifically investigated the effects of concentrated versus appli-
cation strength formulations.22 Within each of these reports, rigorous statis-
tical analyses of the data are presented and used as the basis for correlations
and conclusions. In this subsection, the permeation data sets from these
three reports are combined and reported as a single data set.
Because of the confidential nature of the pesticide formulation identity
information, the results and conclusions of the EPA study are presented here
in general terms and without identifying specific formulations tested. The
discussion will focus only on the types and amounts of solvent present to
correlate the results and to generalize the relative performance of the various
gloves tested.
Materials and Procedures—Permeation tests were performed using a modified
ASTM Method F739 permeation test cell and method with a silicone rubber
sheeting material as the collection medium. Use of such a medium for
collection of low volatility, low aqueous solubility compounds was sum-
marized earlier in Section 4.2.2.2.2 and is reported in detail elsewhere.5'10
Permeation tests were performed for a matrix of approximately twenty
pesticide formulations, generally solvent based concentrates, and seven glove
.material types. In total, over 115 permeation tests were performed in tripli-
cate. Although the specific compositions of the formulations tested can not
be revealed, Table 10 summarizes the range of active ingredients and carrier
solvents contained in the various formulations. Frequently, mixtures of
solvents and solvent types were present in a single formulation. The seven
glove material types evaluated in this study are identified in Table 11. Note
that, in some cases, more than one commercial brand of a generic glove
material was tested.
The permeation tests were conducted for an eight hour duration with
sampling at 15 minutes, 30 minutes, 1, 2, 3,4, 6, and 8 hours. Permeations
of both the active ingredient and carrier solvent were monitored. In some
cases, the permeations of two carrier solvents were monitored in addition to
the active ingredient. The results are reported in the technical reports in
terms of:
(1) the breakthrough detection time for the active ingredient (AI),
(2) the breakthrough detection time for the carrier solvent(s) (CS),
(3) the cumulative amount of AI permeated at each sampling interval
(|ig/cm2), and
(4) the cumulative amount of CS permeated at each sampling interval
(Hg/cm2).
image:
50 PPE Performance as a Barrier to Pesticides
report focuses on two pesticide formulations and three to five glove mate-
rials, and specifically investigated the effects of concentrated versus appli-
cation strength formulations.22 Within each of these reports, rigorous statis-
tical analyses of the data are presented and used as the basis for correlations
and conclusions. In this subsection, the permeation data sets from these
three reports are combined and reported as a single data set.
Because of the confidential nature of the pesticide formulation identity
information, the results and conclusions of the EPA study are presented here
in general terms and without identifying specific formulations tested. The
discussion will focus only on the types and amounts of solvent present to
correlate the results and to generalize the relative performance of the various
gloves tested.
Materials and Procedures—Permeation tests were performed using a modified
ASTM Method F739 permeation test cell and method with a silicone rubber
sheeting material as the collection medium. Use of such a medium for
collection of low volatility, low aqueous solubility compounds was sum-
marized earlier in Section 4.2.2.2.2 and is reported in detail elsewhere.5'10
Permeation tests were performed for a matrix of approximately twenty
pesticide formulations, generally solvent based concentrates, and seven glove
.material types. In total, over 115 permeation tests were performed in tripli-
cate. Although the specific compositions of the formulations tested can not
be revealed, Table 10 summarizes the range of active ingredients and carrier
solvents contained in the various formulations. Frequently, mixtures of
solvents and solvent types were present in a single formulation. The seven
glove material types evaluated in this study are identified in Table 11. Note
that, in some cases, more than one commercial brand of a generic glove
material was tested.
The permeation tests were conducted for an eight hour duration with
sampling at 15 minutes, 30 minutes, 1, 2, 3,4, 6, and 8 hours. Permeations
of both the active ingredient and carrier solvent were monitored. In some
cases, the permeations of two carrier solvents were monitored in addition to
the active ingredient. The results are reported in the technical reports in
terms of:
(1) the breakthrough detection time for the active ingredient (AI),
(2) the breakthrough detection time for the carrier solvent(s) (CS),
(3) the cumulative amount of AI permeated at each sampling interval
(|ig/cm2), and
(4) the cumulative amount of CS permeated at each sampling interval
(Hg/cm2).
image:
 PPE Performance as a Barrier to Pesticides 51
Table 10. Range of active ingredients and carrier solvents used
in EPA permeation study
Component
Active ingredients
Carrier Solvents
Alcohols
Ketones
Petroleum Distillates, Aliphatic
Petroleum Distillates, Aromatic
Types of compounds
Dicrotophos
Endosulfan
Ethion
Ethyl Parathion
Methyl Parathion
Mevinphos
Monocrotophos
Naled
Oxydemeton
Phosalone
Isopropanol
Hexylene Glycol
Acetone
Cyclohexanone
Methyl Isobutyl Ketone
Kerosene
Mineral Oil
Petroleum Oil
Xylenes
Xylene range solvents
Table 11. Glove materials used in EPA permeation study
Generic
material type
Butyl rubber
Natural rubber
Neoprene
Nitrile rubber
Polyethylene
Polyvinyl chloride
Silver Shield
Manufacturer
North
Mine Safety
Granet
Pioneer
Edmont
Ansell
Edmont
Pioneer
Ansell
Best
Fisher
Pioneer
North
Model
Butyl B174
#38553
541
Ivory White
Neoprene 29-870
Neoprene
Sol-Vex 37-1 55
Stansolv A-1 5
Challenger 61 3
Nitrile #727
Polyethylene
Stan-flex
Silver Shield
Average
thickness
(cm)
0.05
0.04
0.05
0.06
0.05
0.05
0.04
0.04
0.04
0.04
0.01
0.05
0.01
image:
PPE Performance as a Barrier to Pesticides 51
Table 10. Range of active ingredients and carrier solvents used
in EPA permeation study
Component
Active ingredients
Carrier Solvents
Alcohols
Ketones
Petroleum Distillates, Aliphatic
Petroleum Distillates, Aromatic
Types of compounds
Dicrotophos
Endosulfan
Ethion
Ethyl Parathion
Methyl Parathion
Mevinphos
Monocrotophos
Naled
Oxydemeton
Phosalone
Isopropanol
Hexylene Glycol
Acetone
Cyclohexanone
Methyl Isobutyl Ketone
Kerosene
Mineral Oil
Petroleum Oil
Xylenes
Xylene range solvents
Table 11. Glove materials used in EPA permeation study
Generic
material type
Butyl rubber
Natural rubber
Neoprene
Nitrile rubber
Polyethylene
Polyvinyl chloride
Silver Shield
Manufacturer
North
Mine Safety
Granet
Pioneer
Edmont
Ansell
Edmont
Pioneer
Ansell
Best
Fisher
Pioneer
North
Model
Butyl B174
#38553
541
Ivory White
Neoprene 29-870
Neoprene
Sol-Vex 37-1 55
Stansolv A-1 5
Challenger 61 3
Nitrile #727
Polyethylene
Stan-flex
Silver Shield
Average
thickness
(cm)
0.05
0.04
0.05
0.06
0.05
0.05
0.04
0.04
0.04
0.04
0.01
0.05
0.01
image:
 52 PPE Performance as a Barrier to Pesticides
In this discussion, we focus on the breakthrough detection times for the AI
and CS and the cumulative amounts of AI and CS permeated at eight hours
for comparison of the performance of the various gloves. Similar to the approach
used to rate the data for neat carrier solvent permeation in Section 4.3.3,
the result for each formulation/material pair tested in the EPA study was
assigned one of four qualitative ratings. Individual qualitative ratings were
first assigned for each of the test measurements: AI breakthrough rime, CS
breakthrough time, AI cumulative amount at 8 hours, and CS cumulative
amount at 8 hours, using the criteria defined in Table 12. These four individ-
ual ratings were then compared and reduced to a single rating, generally on
the basis of the CS breakthrough time as described below.
Table 12. Individual ratings categories for qualitative summary
of EPA permeation data
Rating
category
O Best
Breakthrough
time range (hr)
>4.0
(5) > 1 .5-4.0
O
0 Worst
> 0.5-1 .5
<0.5
Rating
category
Cumulative amount
permeated at 8
hour range (|j,g/cm2)
O <io
(•) > 10-100
O
> 100-1 000
0 > 1000
The discussion below begins with some general observations regarding the
permeation of the active ingredient versus the carrier solvent within any
given formulation and briefly summarizes the effects of the active ingredient
and carrier solvent types. The subsection concludes with a discussion of the
relative performance of the various glove materials tested.
Active Ingredient versus Carrier Solvent Permeation
One of the most important findings of the EPA study is that the permeation
of the carrier solvent is generally a conservative indicator of glove perform-
ance relative to both AI and CS permeation.
In 100 of the approximately 115 permeation tests performed, the permeation
of both the AI and CS was monitored over the test duration. The findings
relative to a comparison of AI versus CS behavior were as follows. For
breakthrough times:
• In 23 % of the tests, the qualitative rating based on the breakthrough time
for the CS was lower (i.e., shorter breakthrough time) than that for the AI.
« In 53% of the tests, the qualitative rating based on the breakthrough time
for the CS was equal to that for the AI.
image:
52 PPE Performance as a Barrier to Pesticides
In this discussion, we focus on the breakthrough detection times for the AI
and CS and the cumulative amounts of AI and CS permeated at eight hours
for comparison of the performance of the various gloves. Similar to the approach
used to rate the data for neat carrier solvent permeation in Section 4.3.3,
the result for each formulation/material pair tested in the EPA study was
assigned one of four qualitative ratings. Individual qualitative ratings were
first assigned for each of the test measurements: AI breakthrough rime, CS
breakthrough time, AI cumulative amount at 8 hours, and CS cumulative
amount at 8 hours, using the criteria defined in Table 12. These four individ-
ual ratings were then compared and reduced to a single rating, generally on
the basis of the CS breakthrough time as described below.
Table 12. Individual ratings categories for qualitative summary
of EPA permeation data
Rating
category
O Best
Breakthrough
time range (hr)
>4.0
(5) > 1 .5-4.0
O
0 Worst
> 0.5-1 .5
<0.5
Rating
category
Cumulative amount
permeated at 8
hour range (|j,g/cm2)
O <io
(•) > 10-100
O
> 100-1 000
0 > 1000
The discussion below begins with some general observations regarding the
permeation of the active ingredient versus the carrier solvent within any
given formulation and briefly summarizes the effects of the active ingredient
and carrier solvent types. The subsection concludes with a discussion of the
relative performance of the various glove materials tested.
Active Ingredient versus Carrier Solvent Permeation
One of the most important findings of the EPA study is that the permeation
of the carrier solvent is generally a conservative indicator of glove perform-
ance relative to both AI and CS permeation.
In 100 of the approximately 115 permeation tests performed, the permeation
of both the AI and CS was monitored over the test duration. The findings
relative to a comparison of AI versus CS behavior were as follows. For
breakthrough times:
• In 23 % of the tests, the qualitative rating based on the breakthrough time
for the CS was lower (i.e., shorter breakthrough time) than that for the AI.
« In 53% of the tests, the qualitative rating based on the breakthrough time
for the CS was equal to that for the AI.
image:
 PPE Performance as a Barrier to Pesticides 53
• In 24% of the tests, the qualitative rating based on the breakthrough time
for the CS was higher (i.e., longer breakthrough times detected) than that
for the AL The majority of these cases were for butyl rubber, nitrile rub-
ber, and Silver Shield materials in which the cumulative amounts of the AI
that permeated over the eight hour duration were quite low (<100 ng/cm2)
and much less than the cumulative amount of the CS.
For cumulative amounts permeated at 8 hours:
• In 67% of the tests, the qualitative rating assigned based on cumulative
amount of CS was lower (i.e., higher cumulative amounts permeated) than
that for the AI. In most of these cases, the cumulative amount of AI was
much lower than that for the CS.
• In 33% of the tests, the qualitative rating assigned based on cumulative
amount of CS was equal to that for the AI.
On the basis of the above analysis, the breakthrough time of the CS can be
used as a conservative basis for comparing glove performance both within
this study and with the neat carrier solvent data (Section 4.3.3) and the
Harpenden tracer study (described later in Section 4.3 A.2) for which only
breakthrough time data are available.
Thus, each pesticide formulation/glove material tested in the EPA study
is assigned a qualitative rating on the basis of the CS breakthrough time
as shown in Table 13. Those cases in which the AI breakthrough time was
detected before the CS breakthrough time are marked with an asterisk. Also,
for those cases in which the permeation of the carrier solvent was not moni-
tored, the breakthrough time of the AI was used to assign the qualitative
rating.
Similar to the neat carrier solvent data summarized in Table 9, the table is
organized by carrier solvent type. Each row represents a different pesticide
formulation, which is identified only by the carrier solvent present and its
concentration in the formulation. In cases where the formulation involved a
mixture of carrier solvents, the results are reported under each carrier sol-
vent present and the other carrier solvents are identified. Ten different active
ingredients are represented.
Effect of Active Ingredient Type
In preparing and organizing Table 13, the results from the EPA study were
first compared as a function of active ingredient type to elucidate their effect
on glove material performance. Some differences were observed among the
active ingredients when compared with other formulations containing the
same carrier solvent at approximately the same concentration. However,
such comparisons were limited because there are few cases in which different
active ingredients were tested in formulations containing the same type and
amount of carrier solvent. More importantly, though, the effect of the active
ingredient type was quite small relative to the changes observed when the
carrier solvent type and concentration are changed as described below.
image:
PPE Performance as a Barrier to Pesticides 53
• In 24% of the tests, the qualitative rating based on the breakthrough time
for the CS was higher (i.e., longer breakthrough times detected) than that
for the AL The majority of these cases were for butyl rubber, nitrile rub-
ber, and Silver Shield materials in which the cumulative amounts of the AI
that permeated over the eight hour duration were quite low (<100 ng/cm2)
and much less than the cumulative amount of the CS.
For cumulative amounts permeated at 8 hours:
• In 67% of the tests, the qualitative rating assigned based on cumulative
amount of CS was lower (i.e., higher cumulative amounts permeated) than
that for the AI. In most of these cases, the cumulative amount of AI was
much lower than that for the CS.
• In 33% of the tests, the qualitative rating assigned based on cumulative
amount of CS was equal to that for the AI.
On the basis of the above analysis, the breakthrough time of the CS can be
used as a conservative basis for comparing glove performance both within
this study and with the neat carrier solvent data (Section 4.3.3) and the
Harpenden tracer study (described later in Section 4.3 A.2) for which only
breakthrough time data are available.
Thus, each pesticide formulation/glove material tested in the EPA study
is assigned a qualitative rating on the basis of the CS breakthrough time
as shown in Table 13. Those cases in which the AI breakthrough time was
detected before the CS breakthrough time are marked with an asterisk. Also,
for those cases in which the permeation of the carrier solvent was not moni-
tored, the breakthrough time of the AI was used to assign the qualitative
rating.
Similar to the neat carrier solvent data summarized in Table 9, the table is
organized by carrier solvent type. Each row represents a different pesticide
formulation, which is identified only by the carrier solvent present and its
concentration in the formulation. In cases where the formulation involved a
mixture of carrier solvents, the results are reported under each carrier sol-
vent present and the other carrier solvents are identified. Ten different active
ingredients are represented.
Effect of Active Ingredient Type
In preparing and organizing Table 13, the results from the EPA study were
first compared as a function of active ingredient type to elucidate their effect
on glove material performance. Some differences were observed among the
active ingredients when compared with other formulations containing the
same carrier solvent at approximately the same concentration. However,
such comparisons were limited because there are few cases in which different
active ingredients were tested in formulations containing the same type and
amount of carrier solvent. More importantly, though, the effect of the active
ingredient type was quite small relative to the changes observed when the
carrier solvent type and concentration are changed as described below.
image:
 54 PPE Performance as a Barrier to Pesticides
VB
||
£?•§
11
15*
0. «
"O e
3 ^g
w -3-»
<J Q« ^jj
S 9
5
n
** a *•
O J£ a
i I!
i=
1
3 . a
a |i
i
1 11
"3 «s ^
w
1 *j
o =3-D
*•* CO 3
I -
i
CO
*«i
'i 3
5 .S
1 -
•5 p
> 1
o £
stings for Gl
Dant ration in 1
CC n
1 "
1 1
Table 13. Q
Carrier Solv
*
I I I I • O I O I I
#
i i i ® i • •• e • i i
i i i • i •• i • • i i
#
(-*. * * #
OOOOO* Q®* OOO®®
*
OO®®O I •©• OO000
®o*«o« ••• •o***
I I I O I I ® ® I O I ® I
~
^J
J _
S"^~ . — ,
"- lij ^ c 8?
S ~- ,offl <N Cp 3"
ffi."o co^o ~" ^ff-
It II I 111!
.px "oS * -52_®XX
00 S~^ffl TD ^- 13 TJ
~ ^^11 ill fill
v * 1 1 N » ^ ¥ ?• 5^¥or^
•illllll s! |1 If Isll
tj
CO
0
T!
0
I
0
•o
CO
1
•g
0
0
c.
.£
_,. 0
.>
o
^ 5
o
'4-*
CO
LO ©
^ — c
d ^
II •§)
°l
0
IO C
o -1
V J=
II §>
^ 2
:e (Hours): 0
olvent breakth
O) 0)
1 -i
§ 8
f "8
+ Breakthroi
* Rating basi
image:
54 PPE Performance as a Barrier to Pesticides
VB
||
£?•§
11
15*
0. «
"O e
3 ^g
w -3-»
<J Q« ^jj
S 9
5
n
** a *•
O J£ a
i I!
i=
1
3 . a
a |i
i
1 11
"3 «s ^
w
1 *j
o =3-D
*•* CO 3
I -
i
CO
*«i
'i 3
5 .S
1 -
•5 p
> 1
o £
stings for Gl
Dant ration in 1
CC n
1 "
1 1
Table 13. Q
Carrier Solv
*
I I I I • O I O I I
#
i i i ® i • •• e • i i
i i i • i •• i • • i i
#
(-*. * * #
OOOOO* Q®* OOO®®
*
OO®®O I •©• OO000
®o*«o« ••• •o***
I I I O I I ® ® I O I ® I
~
^J
J _
S"^~ . — ,
"- lij ^ c 8?
S ~- ,offl <N Cp 3"
ffi."o co^o ~" ^ff-
It II I 111!
.px "oS * -52_®XX
00 S~^ffl TD ^- 13 TJ
~ ^^11 ill fill
v * 1 1 N » ^ ¥ ?• 5^¥or^
•illllll s! |1 If Isll
tj
CO
0
T!
0
I
0
•o
CO
1
•g
0
0
c.
.£
_,. 0
.>
o
^ 5
o
'4-*
CO
LO ©
^ — c
d ^
II •§)
°l
0
IO C
o -1
V J=
II §>
^ 2
:e (Hours): 0
olvent breakth
O) 0)
1 -i
§ 8
f "8
+ Breakthroi
* Rating basi
image:
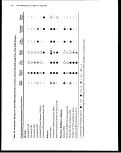 PPE Performance as a Barrier to Pesticides 55
1.-D
52
13 .C
mat
I 1-4
1 1^
< ^ "
CL
111
I 1
Q £•§
o> "p">
C 5
I" ^
r*
X
8)
3
1 11
£ 2 =
« Z "
O
tt
S • «
I II
V)
t "S *•
1 Si
w £ .a
§ Z
•o
* si
_n a JJ
Q !•
5
1
0
0 -g
!; o
5 |
W g
c i
1 £
tf c
Qualitative
incentration i
t Q
'o **
« "O
3 C
C -fi
"J3 *;
c c
§ |
— "o
« *"
o
1 1
* *
1 OO 1 O 1 O
*
Oft 1 ft ft O 1 ft
1 •• 1 ft ft ft ft
* #
O O O A ft ft Q O ®ft O®®
W A
V
* *
O®®ftOOOft Oft ftftft
* * *
1 O ® O O ft © © 1
-J
&-
LO
# I ^5
y CO 0 ff1* o^
t> "^iT — ^ ^ — LO
| ® |- o r r
S o^—OO
jf t- "i? nn ^- ,—
< x S o £ £
^ © ~ __ D 13
•• JC ">, 2 ^ J>
2j n r- qj O O
** ^. ^ •— IT! "S
^ O 2 ^ CL CL
•s -o -a -Q -& ~a
|J c: c c c c
•. CO TO CO 03 CD
C w^ ^D v~ CO CO CO CO l^» Lf5 ^" LO ^3 v^
^ t ^ t £yj ^J. .^J. ^J. j^Q ^ ^ ^ ^. ^.
M (0<0<0(OtO<0(0(0 (0<0 (0(0<0
rtOQ3OQ)Q)QJ®Q} ©0? 0?(DO
Ecccccccc cc ccc
^ri 0303030303030303 0303 030303
0
CO
03
T3
03
"£J
03
0
TD
ff)
^
+j
03
'S
2
O)
_c
M 1
M—
O 2
c
=3
O
11
M--"
_o
*(0
LO Q)
r-: E
ZJ
0|
CO
0
LO £
O -fj
V .<"
11 3
•1
nge (Hours):
r solvent breal
CO <D
cc I
| 8
S §
-==. -rj
§> <D
1 1
jS O)
(0 C
2 to
CD OC
+ *
image:
PPE Performance as a Barrier to Pesticides 55
1.-D
52
13 .C
mat
I 1-4
1 1^
< ^ "
CL
111
I 1
Q £•§
o> "p">
C 5
I" ^
r*
X
8)
3
1 11
£ 2 =
« Z "
O
tt
S • «
I II
V)
t "S *•
1 Si
w £ .a
§ Z
•o
* si
_n a JJ
Q !•
5
1
0
0 -g
!; o
5 |
W g
c i
1 £
tf c
Qualitative
incentration i
t Q
'o **
« "O
3 C
C -fi
"J3 *;
c c
§ |
— "o
« *"
o
1 1
* *
1 OO 1 O 1 O
*
Oft 1 ft ft O 1 ft
1 •• 1 ft ft ft ft
* #
O O O A ft ft Q O ®ft O®®
W A
V
* *
O®®ftOOOft Oft ftftft
* * *
1 O ® O O ft © © 1
-J
&-
LO
# I ^5
y CO 0 ff1* o^
t> "^iT — ^ ^ — LO
| ® |- o r r
S o^—OO
jf t- "i? nn ^- ,—
< x S o £ £
^ © ~ __ D 13
•• JC ">, 2 ^ J>
2j n r- qj O O
** ^. ^ •— IT! "S
^ O 2 ^ CL CL
•s -o -a -Q -& ~a
|J c: c c c c
•. CO TO CO 03 CD
C w^ ^D v~ CO CO CO CO l^» Lf5 ^" LO ^3 v^
^ t ^ t £yj ^J. .^J. ^J. j^Q ^ ^ ^ ^. ^.
M (0<0<0(OtO<0(0(0 (0<0 (0(0<0
rtOQ3OQ)Q)QJ®Q} ©0? 0?(DO
Ecccccccc cc ccc
^ri 0303030303030303 0303 030303
0
CO
03
T3
03
"£J
03
0
TD
ff)
^
+j
03
'S
2
O)
_c
M 1
M—
O 2
c
=3
O
11
M--"
_o
*(0
LO Q)
r-: E
ZJ
0|
CO
0
LO £
O -fj
V .<"
11 3
•1
nge (Hours):
r solvent breal
CO <D
cc I
| 8
S §
-==. -rj
§> <D
1 1
jS O)
(0 C
2 to
CD OC
+ *
image:
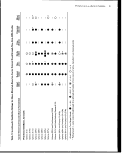 56 PPE Performance as a Barrier to Pesticides
Effect of Carrier Solvent Type and Concentration
The results of the EPA study indicate that the type and concentration of the
carrier solvent are the most important variables in understanding and corre-
lating the permeation of solvent-containing pesticide formulations through
the various glove materials. This observation is readily apparent from a
review of Table 13.
General observations follow regarding glove material permeation resistance
organized by carrier solvent functional group classification. Note, however,
that as reported in Table 13, not all glove materials were tested against all
formulations.
Formulations Containing Alcohols
• For formulations containing only isopropanol, the longest breakthrough
times, 4 to 8 hours, were measured for the butyl rubber, Neoprene, and
nittile rubber materials. Very short breakthrough time, <0.5 to 1 hour,
were typically measured for the natural rubber and polyethylene materials.
• For the one formulation in which isopropanol was mixed with hexylene
glycol, breakthrough times of <0.5 hours were measured for all materials
tested.
Formulations Containing Ketones
• For the formulation containing only acetone, the longest breakthrough
times were measured for butyl rubber, nitrile rubber, and the Silver Shield
material. The four other materials tested had very short breakthrough
times.
• Similar results were found for the mixtures of cyclohexanone and methyl
isobutyl ketone with xylene, an aromatic petroleum distillate.
Formulations Containing Aliphatic Petroleum Distillates
• For the two formulations containing >94% of an aliphatic petroleum
distillate, the longest breakthrough times were measured for the Neoprene
and the nitrile rubber materials. (Note that the Silver Shield material was
not tested). Short or conflicting breakthrough times were measured for
the other materials.
• For the formulations also containing xylenes as a second carrier solvent,
the longest breakthrough times were measured for the butyl and nitrile
rubber materials. For these formulations, the Neoprene material was
found to have a breakthrough time of <0.5 hour—much lower than for the
formulations containing only the aliphatic distillates. As described below,
Neoprene is a poor barrier to permeation by formulations with high
concentrations of aromatic petroleum distillates.
Formulations Containing Aromatic Petroleum Distillates
• With the exception of the Silver Shield material, the relative resistance
of the various glove materials is highly dependent upon the concentration
of the xylenes in the formulation.
• At xylene concentrations <15%, the Silver Shield, nitrile rubber, butyl
rubber, and Neoprene materials were all found to exhibit breakthrough
times greater than 3 to 4 hours.
image:
56 PPE Performance as a Barrier to Pesticides
Effect of Carrier Solvent Type and Concentration
The results of the EPA study indicate that the type and concentration of the
carrier solvent are the most important variables in understanding and corre-
lating the permeation of solvent-containing pesticide formulations through
the various glove materials. This observation is readily apparent from a
review of Table 13.
General observations follow regarding glove material permeation resistance
organized by carrier solvent functional group classification. Note, however,
that as reported in Table 13, not all glove materials were tested against all
formulations.
Formulations Containing Alcohols
• For formulations containing only isopropanol, the longest breakthrough
times, 4 to 8 hours, were measured for the butyl rubber, Neoprene, and
nittile rubber materials. Very short breakthrough time, <0.5 to 1 hour,
were typically measured for the natural rubber and polyethylene materials.
• For the one formulation in which isopropanol was mixed with hexylene
glycol, breakthrough times of <0.5 hours were measured for all materials
tested.
Formulations Containing Ketones
• For the formulation containing only acetone, the longest breakthrough
times were measured for butyl rubber, nitrile rubber, and the Silver Shield
material. The four other materials tested had very short breakthrough
times.
• Similar results were found for the mixtures of cyclohexanone and methyl
isobutyl ketone with xylene, an aromatic petroleum distillate.
Formulations Containing Aliphatic Petroleum Distillates
• For the two formulations containing >94% of an aliphatic petroleum
distillate, the longest breakthrough times were measured for the Neoprene
and the nitrile rubber materials. (Note that the Silver Shield material was
not tested). Short or conflicting breakthrough times were measured for
the other materials.
• For the formulations also containing xylenes as a second carrier solvent,
the longest breakthrough times were measured for the butyl and nitrile
rubber materials. For these formulations, the Neoprene material was
found to have a breakthrough time of <0.5 hour—much lower than for the
formulations containing only the aliphatic distillates. As described below,
Neoprene is a poor barrier to permeation by formulations with high
concentrations of aromatic petroleum distillates.
Formulations Containing Aromatic Petroleum Distillates
• With the exception of the Silver Shield material, the relative resistance
of the various glove materials is highly dependent upon the concentration
of the xylenes in the formulation.
• At xylene concentrations <15%, the Silver Shield, nitrile rubber, butyl
rubber, and Neoprene materials were all found to exhibit breakthrough
times greater than 3 to 4 hours.
image:
 PPE Performance as a Barrier to Pesticides 57
• At xylene concentrations >38%, only the Silver Shield and, in some cases,
the nitrile rubber materials were found to exhibit breakthrough times
greater than 3 to 4 hours.
Comparisons Within Glove Material Type
Tests were also conducted with different manufacturers' samples within a
generic glove material type. As reported in Table 11, samples of different
manufacturers' gloves were tested for butyl rubber, natural rubber, Neo-
prene, and nitrile rubber and several of the pesticide formulations. For
nitrile rubber and one formulation type (48% xylenes), four different man-
ufacturers' gloves were tested.
Although the specific results of these tests are not reported here, the conclu-
sions based upon a statistical analysis of the data, as reported in the EPA
technical reports20'21'22 were:
• no statistically significant difference was observed between the permeation
resistances of the two butyl rubber materials (one formulation tested
only),
• statistically significant differences were sometimes observed between the
various natural rubber, Neoprene, and nitrile rubber materials. For the
natural rubber and Neoprene materials, these differences were small and
did not span the ratings categories as assigned in Table 13. For the nitrile
rubber materials, the differences sometimes did span several ratings
categories and these are noted in Table 13.
4.3.4.2 Harpenden tracer study, Lloyd and his coworkers at Harpenden
performed an extensive series of tests with pesticide formulations.24 They
used the tracer technique (BS4724) described in Section 4.3.2.2. Recall that
in this technique breakthrough time is the time at which there is a color
change in the collection medium due to lie permeation of a tracer chemical
added to the challenge solution. Presumably, this occurs simultaneously with
the permeation of the chemical of interest. (Data generated for a small
number of neat chemicals by Lloyd seem to support this presumption.)
Use of this technique with multicomponent solutions raises additional
questions because the identity of the permeant(s) (if there is one other than
the tracer) is not discernible. Tracer breakthrough does not necessarily mean
pesticide breakthrough.
In spite of these reservations, a review of the Harpenden data provides
further insight into the performance of gloves upon continuous exposure to
pesticide formulations, as measured by the tracer technique. A summary of
the breakthrough time data reported by Lloyd for the five glove materials
tested are provided in Appendix L. Again, a qualitative summary of the data
is presented in Table 14 again using the ratings categories previously defined
in Table 8. The left column of Table 14 characterizes the carrier solvent
composition of the different pesticide formulations; for proprietary reasons
the active ingredient was not given in the original reference. Also note that
not all glove materials were tested against each pesticide formulation.
image:
PPE Performance as a Barrier to Pesticides 57
• At xylene concentrations >38%, only the Silver Shield and, in some cases,
the nitrile rubber materials were found to exhibit breakthrough times
greater than 3 to 4 hours.
Comparisons Within Glove Material Type
Tests were also conducted with different manufacturers' samples within a
generic glove material type. As reported in Table 11, samples of different
manufacturers' gloves were tested for butyl rubber, natural rubber, Neo-
prene, and nitrile rubber and several of the pesticide formulations. For
nitrile rubber and one formulation type (48% xylenes), four different man-
ufacturers' gloves were tested.
Although the specific results of these tests are not reported here, the conclu-
sions based upon a statistical analysis of the data, as reported in the EPA
technical reports20'21'22 were:
• no statistically significant difference was observed between the permeation
resistances of the two butyl rubber materials (one formulation tested
only),
• statistically significant differences were sometimes observed between the
various natural rubber, Neoprene, and nitrile rubber materials. For the
natural rubber and Neoprene materials, these differences were small and
did not span the ratings categories as assigned in Table 13. For the nitrile
rubber materials, the differences sometimes did span several ratings
categories and these are noted in Table 13.
4.3.4.2 Harpenden tracer study, Lloyd and his coworkers at Harpenden
performed an extensive series of tests with pesticide formulations.24 They
used the tracer technique (BS4724) described in Section 4.3.2.2. Recall that
in this technique breakthrough time is the time at which there is a color
change in the collection medium due to lie permeation of a tracer chemical
added to the challenge solution. Presumably, this occurs simultaneously with
the permeation of the chemical of interest. (Data generated for a small
number of neat chemicals by Lloyd seem to support this presumption.)
Use of this technique with multicomponent solutions raises additional
questions because the identity of the permeant(s) (if there is one other than
the tracer) is not discernible. Tracer breakthrough does not necessarily mean
pesticide breakthrough.
In spite of these reservations, a review of the Harpenden data provides
further insight into the performance of gloves upon continuous exposure to
pesticide formulations, as measured by the tracer technique. A summary of
the breakthrough time data reported by Lloyd for the five glove materials
tested are provided in Appendix L. Again, a qualitative summary of the data
is presented in Table 14 again using the ratings categories previously defined
in Table 8. The left column of Table 14 characterizes the carrier solvent
composition of the different pesticide formulations; for proprietary reasons
the active ingredient was not given in the original reference. Also note that
not all glove materials were tested against each pesticide formulation.
image:
 58 PPE Performance as a Barrier to Pesticides
Observations on the data follow:
Formulations Containing Alcohols
• For formulations with only an alcohol listed as a carrier solvent, tracer
breakthrough times were typically greater than six hours for butyl, natural
rubber, neoprene, and polyvinyl chloride. However, the alcohols investi-
gated were multi-functional and relatively large in molecular weight in
comparison to those (i.e., methanol, ethanol, and isopropanol) that have
been tested in neat form.
• The tracer from methanol blends with dichloromethane and xylene exhib-
ited much shorter breakthrough times; less than one hour for nittile and
polyvinyl chloride, and from 1 to 3 hours for neoprene.
Formulations Containing Halogenated Hydrocarbons
• The tracer in the "chlorinated hydrocarbon" formulation broke through
the natural rubber, neoprene, and polyvinyl chloride in less than 1 hour.
Breakthrough of the butyl occurred at approximately 3 hours.
• As described above, the tracer breakthrough times for the dichlorome-
thane blend with methanol were generally short.
Formulations Containing Ketones
• With cyclohexanone and isophorone as singular carrier solvents in a
formulation, tracer breakthrough occurred after 3 or more hours for
neoprene, nitrile, and polyvinyl chloride.
• Upon blending cyclohexanone or isophorone with xylene, tracer break-
through times for neoprene, nitrile, and polyvinyl chloride were much
shorter. However, except at the highest xylene concentration, tracer break-
through for neoprene remained in the range of 1 to 2 hours. The tracer
breakthrough times for nitrile and polyvinyl chloride were greater than
1 hour only at xylene concentrations less than 20%. In the one case where
butyl was tested, tracer breakthrough at the highest xylene concentration
was 1 hour. (Additional discussion on xylenes is given below.)
Formulations Containing Aliphatic Petroleum Distillates
• Tracer breakthrough times were typically greater than 2 hours and often
6 hours for butyl, neoprene, and polyvinyl chloride. Times for natural
rubber were shorter, usually in the range of 0.5 to 1.5 hours.
Formulations Containing Aromatic Petroleum Distillates
• For the aromatic petroleum distillates, tracer breakthrough times of less
than 1 hour were measured for neoprene, nitrile, and polyvinyl chloride
when the xylene concentration was above 60%. As the xylene concentra-
tion decreased, breakthrough times increased, and butyl and neoprene
were the better barriers.
image:
58 PPE Performance as a Barrier to Pesticides
Observations on the data follow:
Formulations Containing Alcohols
• For formulations with only an alcohol listed as a carrier solvent, tracer
breakthrough times were typically greater than six hours for butyl, natural
rubber, neoprene, and polyvinyl chloride. However, the alcohols investi-
gated were multi-functional and relatively large in molecular weight in
comparison to those (i.e., methanol, ethanol, and isopropanol) that have
been tested in neat form.
• The tracer from methanol blends with dichloromethane and xylene exhib-
ited much shorter breakthrough times; less than one hour for nittile and
polyvinyl chloride, and from 1 to 3 hours for neoprene.
Formulations Containing Halogenated Hydrocarbons
• The tracer in the "chlorinated hydrocarbon" formulation broke through
the natural rubber, neoprene, and polyvinyl chloride in less than 1 hour.
Breakthrough of the butyl occurred at approximately 3 hours.
• As described above, the tracer breakthrough times for the dichlorome-
thane blend with methanol were generally short.
Formulations Containing Ketones
• With cyclohexanone and isophorone as singular carrier solvents in a
formulation, tracer breakthrough occurred after 3 or more hours for
neoprene, nitrile, and polyvinyl chloride.
• Upon blending cyclohexanone or isophorone with xylene, tracer break-
through times for neoprene, nitrile, and polyvinyl chloride were much
shorter. However, except at the highest xylene concentration, tracer break-
through for neoprene remained in the range of 1 to 2 hours. The tracer
breakthrough times for nitrile and polyvinyl chloride were greater than
1 hour only at xylene concentrations less than 20%. In the one case where
butyl was tested, tracer breakthrough at the highest xylene concentration
was 1 hour. (Additional discussion on xylenes is given below.)
Formulations Containing Aliphatic Petroleum Distillates
• Tracer breakthrough times were typically greater than 2 hours and often
6 hours for butyl, neoprene, and polyvinyl chloride. Times for natural
rubber were shorter, usually in the range of 0.5 to 1.5 hours.
Formulations Containing Aromatic Petroleum Distillates
• For the aromatic petroleum distillates, tracer breakthrough times of less
than 1 hour were measured for neoprene, nitrile, and polyvinyl chloride
when the xylene concentration was above 60%. As the xylene concentra-
tion decreased, breakthrough times increased, and butyl and neoprene
were the better barriers.
image:
 PPE Performance as a Barrier to Pesticides 59
-~ o
2 E
•V *
•o >
1 !
e "o
<D D.
•o
e
a. * o
3 Is
£ zE
a
1 ,
ffl 0
.1 |
1- o
ii>
1 w
1 11
tt
g ||
c M "
0
H
V
W
a
oa
"o
i I
5 -3
o E
0 «
5 =
3 1
1 1
|S £•
Ua J?
a> o
I 1
£Ji
~
« 1
^ 1
0
< w
*~ «
1 "E
^ a
.a o
H
oooto* •• o®®o*ooo*
1 1 • O O i • O ® 1 O 1 O ® ® O
>
®OOO®® 0O OOO®0O®®®
®OO 1 » 1 1 O I «> 1 ! 1 1
O O O 1 ® 1 ® €» 1 1
-— - — ^
^ ^
U) LO
£2. ^ ^ ^ ^ ^ ^ ^
? "o oo^-ooo
ro g ^i2.!^.£2.£i£ii£i
55 C LD LO c ~ « m CD <D <D <D ©
o^Coorn 2 > -^-^•-^-^^*^1
^ — O ^"*" ^^ O • — >* >^ >•* >- ^* >-
"~™" * C C ^ /f\ C -^ -J^ -^ -^ *^J ^Q "^
^-^ O-£O© Scro ccccccc
^ ^™. _C .;; ^. >, J* Q *"£• (O tO TO (D <0 OT CD
^co'^'c^'c >8£9- o OOOC^LOLOO
c~ <D t_* • — • — — • •— — -^ c °X /n tn tn
f\ '~~ til. O** O^ W^ ^B ^^* (D ^ *5 f- f- f-« /— i— f-* f—
•^E^^ogJ .8 'S o— ooooooo
<-<^iZ.S2.£i (JT!© C©CCCCCCC
TS r~ o ~r^ O O O 5? **^ isr 3K"O^^"""3l55i
O A r— ^ r— r- r- 01 <D O wfftfrfflfP<Pffl<P<P<D
lllflll ?| | ||f|||||||
A
II
O
I.
r—
n
®
LO
^J
LO
CD
II
0
LO
O
V
II
A
"2
3
O
©
C3)
C
cc
©
^:
O)
|
j|
(0
2
m
+
image:
PPE Performance as a Barrier to Pesticides 59
-~ o
2 E
•V *
•o >
1 !
e "o
<D D.
•o
e
a. * o
3 Is
£ zE
a
1 ,
ffl 0
.1 |
1- o
ii>
1 w
1 11
tt
g ||
c M "
0
H
V
W
a
oa
"o
i I
5 -3
o E
0 «
5 =
3 1
1 1
|S £•
Ua J?
a> o
I 1
£Ji
~
« 1
^ 1
0
< w
*~ «
1 "E
^ a
.a o
H
oooto* •• o®®o*ooo*
1 1 • O O i • O ® 1 O 1 O ® ® O
>
®OOO®® 0O OOO®0O®®®
®OO 1 » 1 1 O I «> 1 ! 1 1
O O O 1 ® 1 ® €» 1 1
-— - — ^
^ ^
U) LO
£2. ^ ^ ^ ^ ^ ^ ^
? "o oo^-ooo
ro g ^i2.!^.£2.£i£ii£i
55 C LD LO c ~ « m CD <D <D <D ©
o^Coorn 2 > -^-^•-^-^^*^1
^ — O ^"*" ^^ O • — >* >^ >•* >- ^* >-
"~™" * C C ^ /f\ C -^ -J^ -^ -^ *^J ^Q "^
^-^ O-£O© Scro ccccccc
^ ^™. _C .;; ^. >, J* Q *"£• (O tO TO (D <0 OT CD
^co'^'c^'c >8£9- o OOOC^LOLOO
c~ <D t_* • — • — — • •— — -^ c °X /n tn tn
f\ '~~ til. O** O^ W^ ^B ^^* (D ^ *5 f- f- f-« /— i— f-* f—
•^E^^ogJ .8 'S o— ooooooo
<-<^iZ.S2.£i (JT!© C©CCCCCCC
TS r~ o ~r^ O O O 5? **^ isr 3K"O^^"""3l55i
O A r— ^ r— r- r- 01 <D O wfftfrfflfP<Pffl<P<P<D
lllflll ?| | ||f|||||||
A
II
O
I.
r—
n
®
LO
^J
LO
CD
II
0
LO
O
V
II
A
"2
3
O
©
C3)
C
cc
©
^:
O)
|
j|
(0
2
m
+
image:
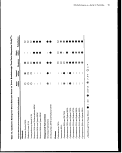 60 PPE Performance as a Barrier to Pesticides
w
i
1
£
{
I
•§
g
1
©
gf
a
o
§
"i
n
"5
•c
0
i
§
0
e
1
n
c
'i
. Qualitative R
9
§
1
3,
fM
1
iS
i
0
1
1
II
Is
e
0
o
Q
2
11
11
fl
CQ g
"H
o
1
i
i2
oncontration in
O
•B
_£
r Solvent
.'
O
oooo
0000
OOO®
1 1 i 1
1 1 1 1
III!
f
C
jft ^P sP "sP
§ C2 ^- r^.
o S S3- £2- ^
® CD CD o
S c c c 9
C CD 0 CD -~>
J8 t ^1- S
g -o -D -n -i.
§c c c ^-
CO CO CO ^^
•0 ? ^ ? "c
>> •& 0 O **
S d £2. £2 CP
•H CD CD CD o
| I I I f
CD CD CD o 2
8) -c JT jz o
O o o o jr
rs "o "o "o CL
BB o a- a- s
ooooo®®o®oo
OO 1 1 1 1 1 1 1 1 1
O 1 ®OOOOOOOO
OOO
1 IOO®OIO®OO
•
o
1 sr
5 £2-
«!• <°
w c
0 _CD
a ^~
•5 t3
?j$s!!!!!gii?
g- • — • • — • '— !_ !_ iii OJ O •* LD
S = = = = = = =:'3-LOIOCO
£0000000 ro ro ro~
TT C C C C C C C ~^" /~ _CT , c~
tt^ i^z yz LJZ yz i£i 1^1 _c^ "^ "^ *ti
S2E2S2S2Q-Q.Q.Q.
_ COCO(OCOCOCO<OCO(OCO<0
GUa.Q.Q.Q.Q.Q.Q.Z.ZZZ
•*3~
A
II
O
2
n
®
LA
C>
II
O
LO
o'
V
n
o
CD
U>
C
1
D)
g
^:
CO
2
GO
image:
60 PPE Performance as a Barrier to Pesticides
w
i
1
£
{
I
•§
g
1
©
gf
a
o
§
"i
n
"5
•c
0
i
§
0
e
1
n
c
'i
. Qualitative R
9
§
1
3,
fM
1
iS
i
0
1
1
II
Is
e
0
o
Q
2
11
11
fl
CQ g
"H
o
1
i
i2
oncontration in
O
•B
_£
r Solvent
.'
O
oooo
0000
OOO®
1 1 i 1
1 1 1 1
III!
f
C
jft ^P sP "sP
§ C2 ^- r^.
o S S3- £2- ^
® CD CD o
S c c c 9
C CD 0 CD -~>
J8 t ^1- S
g -o -D -n -i.
§c c c ^-
CO CO CO ^^
•0 ? ^ ? "c
>> •& 0 O **
S d £2. £2 CP
•H CD CD CD o
| I I I f
CD CD CD o 2
8) -c JT jz o
O o o o jr
rs "o "o "o CL
BB o a- a- s
ooooo®®o®oo
OO 1 1 1 1 1 1 1 1 1
O 1 ®OOOOOOOO
OOO
1 IOO®OIO®OO
•
o
1 sr
5 £2-
«!• <°
w c
0 _CD
a ^~
•5 t3
?j$s!!!!!gii?
g- • — • • — • '— !_ !_ iii OJ O •* LD
S = = = = = = =:'3-LOIOCO
£0000000 ro ro ro~
TT C C C C C C C ~^" /~ _CT , c~
tt^ i^z yz LJZ yz i£i 1^1 _c^ "^ "^ *ti
S2E2S2S2Q-Q.Q.Q.
_ COCO(OCOCOCO<OCO(OCO<0
GUa.Q.Q.Q.Q.Q.Q.Z.ZZZ
•*3~
A
II
O
2
n
®
LA
C>
II
O
LO
o'
V
n
o
CD
U>
C
1
D)
g
^:
CO
2
GO
image:
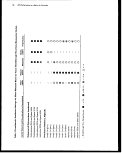 PPE Performance as a Barrier to Pesticides 61
TJ
I
5
1
I
a>
H
£
Si
O
0
5
»
|
"3
I
3
I
8
I !
1
51
0 0
*: e
o
•B
O
M
&
I S1
I
i
® 1 1 ® 1 O O •
O 1 O 1 1 ® 1 .OO
11
ccccccccc
^5 ^D ^D CD
fv. p^s p"s, 00
c c c c
A
II
O
2
LD
CD
V
II
<D
O)
I
CD
P
O)
CO
image:
PPE Performance as a Barrier to Pesticides 61
TJ
I
5
1
I
a>
H
£
Si
O
0
5
»
|
"3
I
3
I
8
I !
1
51
0 0
*: e
o
•B
O
M
&
I S1
I
i
® 1 1 ® 1 O O •
O 1 O 1 1 ® 1 .OO
11
ccccccccc
^5 ^D ^D CD
fv. p^s p"s, 00
c c c c
A
II
O
2
LD
CD
V
II
<D
O)
I
CD
P
O)
CO
image:
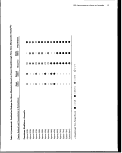 62 PPE Performance as a Barrier to Pesticides
•a
a
W
e
a
a
i
&
t>
§
•O
r>
e
S
e
o
5
i»
1
• Ml
1
o
ffl
A
£
I
O
I 1 O
® o
I I O
O
I
1
o
.s LD in
9 g g g c c
o o o S o o?
C C C m CO
O O
CCCCCCoiiiim
§ii§iiiiiS-oT5£2
|
0)
"o
Si
&
sP
5?*
a
•S -S -S •§ -8 -s
6- d- d- d- d
| | | | | |
CD
c
o
__ -O ^
^^^
a.
o
<o
_
"S
-D
c
-D
c
0
c
T3
c
CO
CN
CD
c
CD
in
c:
CO
in
£i
CD
c
CD
II
O
o
u
in
O
V
II
o
CD
O)
I
CD
"I
2
CQ
image:
62 PPE Performance as a Barrier to Pesticides
•a
a
W
e
a
a
i
&
t>
§
•O
r>
e
S
e
o
5
i»
1
• Ml
1
o
ffl
A
£
I
O
I 1 O
® o
I I O
O
I
1
o
.s LD in
9 g g g c c
o o o S o o?
C C C m CO
O O
CCCCCCoiiiim
§ii§iiiiiS-oT5£2
|
0)
"o
Si
&
sP
5?*
a
•S -S -S •§ -8 -s
6- d- d- d- d
| | | | | |
CD
c
o
__ -O ^
^^^
a.
o
<o
_
"S
-D
c
-D
c
0
c
T3
c
CO
CN
CD
c
CD
in
c:
CO
in
£i
CD
c
CD
II
O
o
u
in
O
V
II
o
CD
O)
I
CD
"I
2
CQ
image:
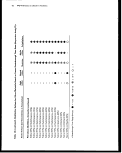 PPE Performance as a Barrier to Pesticides 63
The trends in Table 14 follow approximately those that would have been
expected on the basis of the breakthrough times for the carrier solvents in
neat form as reported in Table 9. Longer breakthrough times were general-
ly associated with butyl, neoprene, and nitrile, and shorter times with PVC
and natural rubber. In a few cases, the material that would have been ex-
pected to yield the longest breakthrough tames was not tested; for example,
butyl with the cyclic ketones and nitrile with the aliphatic petroleum distil-
lates.
4.3.5 General recommendations for glove selection
The results presented in Tables 9,13, and 14 are summarized in Table 15,
again organized by carrier solvent type. When possible, the qualitative
ratings based on the carrier solvent permeation data were grouped with
those for the same carrier solvent in a pesticide formulation. Table 15 shows
that there is, in general, good agreement among the breakthrough time
trends from testing with neat chemicals and for pesticide formulations as
reported by the EPA and Harpenden studies. In cases where direct compari-
sons are possible, the qualitative rating assigned using the results of neat
carrier solvent permeation tests were usually the same as or lower than the
rating from the relevant pesticide formulation test. Such agreement demon-
strates the general accuracy and conservatism of this approach for making
protective glove selection decisions.
In spite of some apparent discrepancies, the feet that all glove materials have
not been tested, that all carrier solvents are probably not included, and the
uncertainties of the tracer technique, Table 15 can be used as a starting point
in the selection of clothing materials until more specific data from permea-
tion testing with pesticide formulations become available. The information
in the table could also be considered as a guide for the selection of candidate
materials for further testing.
Based on the data and conclusions presented in Sections 4.3.3 and 4.3.4 and
summarized in Table 15, Table 16 is provided as a final aid for protective
glove selection decisions. Table 16 identifies the preferred glove types as well
as those not recommended fox use with pesticide formulations containing
various carrier solvent types. The glove types identified as preferred are
those that consistently provide the best permeation resistance to pesticide
formulations and neat carrier solvents within each chemical classification
identified. The glove types identified as not recommended are those that
consistently provide very poor permeation resistance. Note that in many
cases glove types included in Table 15 are not listed in Table 16. Gloves were
not included in Table 16 when there were either too few data to categorize
the material or the data were inconsistent or demonstrated intermediate
performance. Also note that the recommendations in Table 16 are based
solely on chemical resistance considerations. Other factors such as glove
sizing, comfort, durability, and cost must also be considered as discussed
elsewhere in this document And finally, the proper use of chemical protective
gloves is as important as their proper selection for limiting worker exposures
to agricultural pesticide formulations.
image:
PPE Performance as a Barrier to Pesticides 63
The trends in Table 14 follow approximately those that would have been
expected on the basis of the breakthrough times for the carrier solvents in
neat form as reported in Table 9. Longer breakthrough times were general-
ly associated with butyl, neoprene, and nitrile, and shorter times with PVC
and natural rubber. In a few cases, the material that would have been ex-
pected to yield the longest breakthrough tames was not tested; for example,
butyl with the cyclic ketones and nitrile with the aliphatic petroleum distil-
lates.
4.3.5 General recommendations for glove selection
The results presented in Tables 9,13, and 14 are summarized in Table 15,
again organized by carrier solvent type. When possible, the qualitative
ratings based on the carrier solvent permeation data were grouped with
those for the same carrier solvent in a pesticide formulation. Table 15 shows
that there is, in general, good agreement among the breakthrough time
trends from testing with neat chemicals and for pesticide formulations as
reported by the EPA and Harpenden studies. In cases where direct compari-
sons are possible, the qualitative rating assigned using the results of neat
carrier solvent permeation tests were usually the same as or lower than the
rating from the relevant pesticide formulation test. Such agreement demon-
strates the general accuracy and conservatism of this approach for making
protective glove selection decisions.
In spite of some apparent discrepancies, the feet that all glove materials have
not been tested, that all carrier solvents are probably not included, and the
uncertainties of the tracer technique, Table 15 can be used as a starting point
in the selection of clothing materials until more specific data from permea-
tion testing with pesticide formulations become available. The information
in the table could also be considered as a guide for the selection of candidate
materials for further testing.
Based on the data and conclusions presented in Sections 4.3.3 and 4.3.4 and
summarized in Table 15, Table 16 is provided as a final aid for protective
glove selection decisions. Table 16 identifies the preferred glove types as well
as those not recommended fox use with pesticide formulations containing
various carrier solvent types. The glove types identified as preferred are
those that consistently provide the best permeation resistance to pesticide
formulations and neat carrier solvents within each chemical classification
identified. The glove types identified as not recommended are those that
consistently provide very poor permeation resistance. Note that in many
cases glove types included in Table 15 are not listed in Table 16. Gloves were
not included in Table 16 when there were either too few data to categorize
the material or the data were inconsistent or demonstrated intermediate
performance. Also note that the recommendations in Table 16 are based
solely on chemical resistance considerations. Other factors such as glove
sizing, comfort, durability, and cost must also be considered as discussed
elsewhere in this document And finally, the proper use of chemical protective
gloves is as important as their proper selection for limiting worker exposures
to agricultural pesticide formulations.
image:
 64 PPE Performance as a Barrier to Pesticides
c
to
1
|
*®
S
I
I
1
e
0
'e
9
1
1
i>
.2
u
1
C
1 *
11
e 3
'€ ^
1
I
«»• e
0 0
e <f
ompariso
data (Eft
Table 15. C
permeation
|||
-*Ej«
e
||
1-8
11
"o-=
«2 o
IN
'1*
Z'
s
ll
«
Illl
•^ 2 *fi
fca Q, V
in !•
||
life
HI
z +
1_ t
tS JS
c 2
II
2 n.
__
||
m g
i
Carrier Solv
1 O
1 O
0 •
oo
1 0
00
0»
1 O
1 O
•8
oo
®
1 0
S" ^
s s
^— ^~
m m
Acetates
Amyl Acetati
Butyl Acetati
III III 1
1 1 O III 0
®
OOO ® 1 1 O
1 1 ® 1 1 1 1
1 1 O ® 1 O 1
1 1 O O 1 1 1
1 1 § OOO O
1 1 0 J 1 1 1
1 1 O O 1 1 1
®og go® i
®°o Jo* •
OOO MO 1
.^^
§ ^
J£ ^ — -o cp-
r co :£ ._. ss g ^
„ ^j < O ~o ~o "o ~o CD
1 I 1 5 a. i. 1 s. §
o ° .£ § £222-5.
3 .8 * | §-§-§-§-1
< Q Q UJ J2^2J2J2n:
O 1 1 1 1
1 1 1 1 1
® O J 1 O
111!!
1 1 1 ® 1
O |: 1 1 1
O O O 1 1
1 1 1 1 1
1 1 1 ® 1
g e ® i o
o
• 1 1 ® O
1 1 1 1 O
-^ s -5 §
^ -5 £ — c ol5
r~ r~ O r~ ® "O "*~" *
m ra ra ">» ® ^ "o
f ^l ^^ 111
2252g ££<
^
*
n
O
I
II
^^
LD
5
O
II
o
LO
O
V
II
0
"§
o
CD
O)
C
iS
(D
F
D)
+ Breakthrou
image:
64 PPE Performance as a Barrier to Pesticides
c
to
1
|
*®
S
I
I
1
e
0
'e
9
1
1
i>
.2
u
1
C
1 *
11
e 3
'€ ^
1
I
«»• e
0 0
e <f
ompariso
data (Eft
Table 15. C
permeation
|||
-*Ej«
e
||
1-8
11
"o-=
«2 o
IN
'1*
Z'
s
ll
«
Illl
•^ 2 *fi
fca Q, V
in !•
||
life
HI
z +
1_ t
tS JS
c 2
II
2 n.
__
||
m g
i
Carrier Solv
1 O
1 O
0 •
oo
1 0
00
0»
1 O
1 O
•8
oo
®
1 0
S" ^
s s
^— ^~
m m
Acetates
Amyl Acetati
Butyl Acetati
III III 1
1 1 O III 0
®
OOO ® 1 1 O
1 1 ® 1 1 1 1
1 1 O ® 1 O 1
1 1 O O 1 1 1
1 1 § OOO O
1 1 0 J 1 1 1
1 1 O O 1 1 1
®og go® i
®°o Jo* •
OOO MO 1
.^^
§ ^
J£ ^ — -o cp-
r co :£ ._. ss g ^
„ ^j < O ~o ~o "o ~o CD
1 I 1 5 a. i. 1 s. §
o ° .£ § £222-5.
3 .8 * | §-§-§-§-1
< Q Q UJ J2^2J2J2n:
O 1 1 1 1
1 1 1 1 1
® O J 1 O
111!!
1 1 1 ® 1
O |: 1 1 1
O O O 1 1
1 1 1 1 1
1 1 1 ® 1
g e ® i o
o
• 1 1 ® O
1 1 1 1 O
-^ s -5 §
^ -5 £ — c ol5
r~ r~ O r~ ® "O "*~" *
m ra ra ">» ® ^ "o
f ^l ^^ 111
2252g ££<
^
*
n
O
I
II
^^
LD
5
O
II
o
LO
O
V
II
0
"§
o
CD
O)
C
iS
(D
F
D)
+ Breakthrou
image:
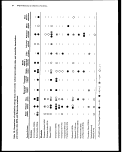 PPE Performance as a Barrier to Pesticides 65
§
•III
^ ^L (B
fc"8
111
a
o
• • o
g
I
a
o
S
I
•o
s
"Chlorinate
Hydrocarbo
00%
ichlorome
Dichloromethane (65
andMethanol(15%)
<ft I •
oo o
I I
O A
O
O I O
1 O
I
<»
2
1 1
0
o o
«<»
® o
I I • •
o
e
o
O
0
___ _ _ _ _ _ ^ o ___ ___
>p ^p vp CO -rr- vp vP
*• *• o- 1 >S °- 5*
030 in QO ° SS
— 00
80
e
« <D
§ |
* 0
00
3-3-
-So
t^v^vt-vrt- ^~
^0^0^0^ 2
^:
D.
g
Isophorone (30%)
andXylene(40%)
Methyl Isobutyl
Ketone (100%)
ethyl Isobutyl Ketone
51%)andXylenes(149(
A
II
O
2
o
V
II
0
D)
<0
DC
0
P
.C
O)
I
S.
I
CO
image:
PPE Performance as a Barrier to Pesticides 65
§
•III
^ ^L (B
fc"8
111
a
o
• • o
g
I
a
o
S
I
•o
s
"Chlorinate
Hydrocarbo
00%
ichlorome
Dichloromethane (65
andMethanol(15%)
<ft I •
oo o
I I
O A
O
O I O
1 O
I
<»
2
1 1
0
o o
«<»
® o
I I • •
o
e
o
O
0
___ _ _ _ _ _ ^ o ___ ___
>p ^p vp CO -rr- vp vP
*• *• o- 1 >S °- 5*
030 in QO ° SS
— 00
80
e
« <D
§ |
* 0
00
3-3-
-So
t^v^vt-vrt- ^~
^0^0^0^ 2
^:
D.
g
Isophorone (30%)
andXylene(40%)
Methyl Isobutyl
Ketone (100%)
ethyl Isobutyl Ketone
51%)andXylenes(149(
A
II
O
2
o
V
II
0
D)
<0
DC
0
P
.C
O)
I
S.
I
CO
image:
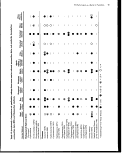 66 PPE Performance as a Barrier to Pesticides
0
'•P
_o
1
©
TJ
•|
•D
C
e
e
to
I
1
1
JL-
0
1
0
1
£
2
„
•-§
2
i!
li
•si
c e
o °
f 1
O °
?£
UI
1 Table 15 (continue
permeation data (I
, 0
5 £ £
l|i
1
PS j
OJ o
|
& »
">—
ii
A 8
e
i e
•§"•5
'1
llfl
2g.o
JS|
•cj
z 1
|I|
1=2
z +
•^
|gfe
111
o c c
Z
i «
o c
e e
2 o
11
fl
"2
| Carrier Solvent
OOO O 1
III II
0®0 §0
OOO O 1
III 1 •
III II
OOO OO
1 • 1 01
III II
O® 1 OO
1 1 1 ••
®O 1 1 O
^
•> Co
© gx
fl ^
ii s cj S | sr
Sti U •=- O O>
O — CJ O J^ O5
« 'ik! --3 <K (D © fl)
® S 1-1- ^5 C C
"S _2 — .£ LL <D <D
C •2 <D ~n j_, 0) 0)
ill 1 1 II
III 1 1 1 1
1 1 1 1 1 1 1
®®o 0 o , 9
OO 1 1 1 1 1
III 1 1 1 •
III 1 1 1 1
oo i i o o 2
yy
•• 1 1 1 1 1
1 1 1 1 1 1 1
OOn n O n -
0*° 0 ® 0 •
1 1 | 0 0 0 •
1 1 g 0 0 j @
^Q
"o - & -^
<£ ZS ~. 0 ^
8 3 _ o * 5 S
T— o^ ^o OO ^r O T
— :$•*--£ J s ^ ci
<o <y* LO ^o lii r^ co
•*~* O I o"* CO CN • — • — *•— '
.tocNLO — ~— OOw
Q.<-'*Coa) •= ccr®
(/) ^—^—j;; Q CCC
(BCOCOCD 33<D
C 5 •£•£>• i= <D<D">.
(D-CJ^-cX 'it OOX
c a. a. Q.-73 S «: iz -n
= mroOT^ ro $£1:!
*s ^ Z Z <o D- CL Q_ co
A
O
^.
T~"
®
LO
cs
II
o
LO
O
V
II
1
0
O)
C
ir
+ Breakthrough Time
image:
66 PPE Performance as a Barrier to Pesticides
0
'•P
_o
1
©
TJ
•|
•D
C
e
e
to
I
1
1
JL-
0
1
0
1
£
2
„
•-§
2
i!
li
•si
c e
o °
f 1
O °
?£
UI
1 Table 15 (continue
permeation data (I
, 0
5 £ £
l|i
1
PS j
OJ o
|
& »
">—
ii
A 8
e
i e
•§"•5
'1
llfl
2g.o
JS|
•cj
z 1
|I|
1=2
z +
•^
|gfe
111
o c c
Z
i «
o c
e e
2 o
11
fl
"2
| Carrier Solvent
OOO O 1
III II
0®0 §0
OOO O 1
III 1 •
III II
OOO OO
1 • 1 01
III II
O® 1 OO
1 1 1 ••
®O 1 1 O
^
•> Co
© gx
fl ^
ii s cj S | sr
Sti U •=- O O>
O — CJ O J^ O5
« 'ik! --3 <K (D © fl)
® S 1-1- ^5 C C
"S _2 — .£ LL <D <D
C •2 <D ~n j_, 0) 0)
ill 1 1 II
III 1 1 1 1
1 1 1 1 1 1 1
®®o 0 o , 9
OO 1 1 1 1 1
III 1 1 1 •
III 1 1 1 1
oo i i o o 2
yy
•• 1 1 1 1 1
1 1 1 1 1 1 1
OOn n O n -
0*° 0 ® 0 •
1 1 | 0 0 0 •
1 1 g 0 0 j @
^Q
"o - & -^
<£ ZS ~. 0 ^
8 3 _ o * 5 S
T— o^ ^o OO ^r O T
— :$•*--£ J s ^ ci
<o <y* LO ^o lii r^ co
•*~* O I o"* CO CN • — • — *•— '
.tocNLO — ~— OOw
Q.<-'*Coa) •= ccr®
(/) ^—^—j;; Q CCC
(BCOCOCD 33<D
C 5 •£•£>• i= <D<D">.
(D-CJ^-cX 'it OOX
c a. a. Q.-73 S «: iz -n
= mroOT^ ro $£1:!
*s ^ Z Z <o D- CL Q_ co
A
O
^.
T~"
®
LO
cs
II
o
LO
O
V
II
1
0
O)
C
ir
+ Breakthrough Time
image:
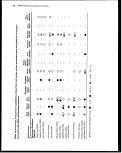 PPE Performance as a Barrier to Pesticides 67
o
•fl
a
"3
•3
"3
Ill
1.-O
BTJ
"o-c
0, »
•o
a
a
•c
o
1
5
a
a
4)
i
c
•£
a
— 9)
•2.a
*> .0
z S
c 5
c 2 L.
Is*
- -o
Z +
•>
O 9 3
s e *•
§ +
•s •«•
il
II
« a
a z
I '
f &
Jl
C -D
O &
~" 9
in
^ i
i=
i^
fl
tag
E
O
O I I I I OO I O I I
o S •
O
1
o
1
A oooo
9 (•>«••
•
O
12
<
si£
LO
Otar^
CO
LOco
(owtow cowow
0> QJ <D <3> <D 0) O (D
c. c. c. c. c. c. c. c.
® dJ (D 03 0) ffl Q) d)
<o-c: oj-C OT.C
0 O <D _O <D _O
^o ^o *— o
A
II
O
LO
c!
V
II
§
o
0
O)
(0
DC
P
D)
1
03
image:
PPE Performance as a Barrier to Pesticides 67
o
•fl
a
"3
•3
"3
Ill
1.-O
BTJ
"o-c
0, »
•o
a
a
•c
o
1
5
a
a
4)
i
c
•£
a
— 9)
•2.a
*> .0
z S
c 5
c 2 L.
Is*
- -o
Z +
•>
O 9 3
s e *•
§ +
•s •«•
il
II
« a
a z
I '
f &
Jl
C -D
O &
~" 9
in
^ i
i=
i^
fl
tag
E
O
O I I I I OO I O I I
o S •
O
1
o
1
A oooo
9 (•>«••
•
O
12
<
si£
LO
Otar^
CO
LOco
(owtow cowow
0> QJ <D <3> <D 0) O (D
c. c. c. c. c. c. c. c.
® dJ (D 03 0) ffl Q) d)
<o-c: oj-C OT.C
0 O <D _O <D _O
^o ^o *— o
A
II
O
LO
c!
V
II
§
o
0
O)
(0
DC
P
D)
1
03
image:
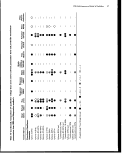 68 PPE Performance as a Barrier to Pesticides
§
|
!§
P
|
5
bTJ
ii
t!
"o-c
a »
.SJ2
1-1
1
o
w
I
I
C c
If
i"l
51
si
11
M
r« 9
i e
II
3 J|
Z S
343
o
«
k
S
'E
S
O O
I I
00*
o
• OH
O
^i
-
0 (OO<O"<-
A
II
O
in
o
v
I
CD
O)
C
co
EC
CD
P
0)
J
1
CO
£
CO
image:
68 PPE Performance as a Barrier to Pesticides
§
|
!§
P
|
5
bTJ
ii
t!
"o-c
a »
.SJ2
1-1
1
o
w
I
I
C c
If
i"l
51
si
11
M
r« 9
i e
II
3 J|
Z S
343
o
«
k
S
'E
S
O O
I I
00*
o
• OH
O
^i
-
0 (OO<O"<-
A
II
O
in
o
v
I
CD
O)
C
co
EC
CD
P
0)
J
1
CO
£
CO
image:
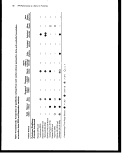 PPE Performance as a Barrier to Pesticides 69
Table 16. Handwear selection guidance for protection for pesticide
formulations that contain organic solvents
Glove recomnnendations+
Carrier
solvent type
Acetates
Alcohols
Alcohol mixtures with:
Halogenated
hydrocarbons
Aromatic pet.
distillates
Halogenated
hydrocarbons
Ketones
Ketone mixtures with:
Aromatic pet.
distillates
Preferred
Butyl rubber*
Polyvinyl alcohol
Silver Shield
Butyl rubber
Neoprene
Nitrile rubber
Nitrile + PVC blend
Neoprene*
Neoprene
Silver Shield
Butyl rubber
Polyvinyl alcohol
Silver Shield
Butyl rubber*
Neoprene*
Nitrile rubber*
Silver Shield
Not recommended
Natural rubber
Polyvinyl chloride
Neoprene + natural
blend
Nitrile rubber
Polyvinyl chloride
Nitrile rubber
Polyvinyl chloride
Natural rubber
Nitrile rubber
Polyvinyl chloride
Natural rubber
Neoprene + natural
blend
Nitrile + PVC blend
Polyethylene
Viton
Natural rubber
Polyvinyl chloride
Petroleum distillates,
aliphatic mixtures with:
Aromatic pet.
distillates
Butyl rubber
Nitrile rubber
Natural rubber
Polyvinyl chloride
Petroleum distillates,
aromatic
Xylenes (<40%)
Xylenes (>40%)
Butyl rubber
Nitrile rubber
Polyvinyl alcohol
Silver Shield
Viton
Nitrile rubber*
Polyvinyl alcohol
Silver Shield
Won
Natural rubber
Polyethylene
Natural rubber
Neoprene
Polyethylene
Polyvinyl chloride
+ Recommendations include only preferred and not recommended materials based
on Table 15. Other materials were not categorized because of intermediate
performance, inconsistent data, or because no data were available.
* Categorized as preferred glove but permeation resistance may be lower than other
preferred gloves.
image:
PPE Performance as a Barrier to Pesticides 69
Table 16. Handwear selection guidance for protection for pesticide
formulations that contain organic solvents
Glove recomnnendations+
Carrier
solvent type
Acetates
Alcohols
Alcohol mixtures with:
Halogenated
hydrocarbons
Aromatic pet.
distillates
Halogenated
hydrocarbons
Ketones
Ketone mixtures with:
Aromatic pet.
distillates
Preferred
Butyl rubber*
Polyvinyl alcohol
Silver Shield
Butyl rubber
Neoprene
Nitrile rubber
Nitrile + PVC blend
Neoprene*
Neoprene
Silver Shield
Butyl rubber
Polyvinyl alcohol
Silver Shield
Butyl rubber*
Neoprene*
Nitrile rubber*
Silver Shield
Not recommended
Natural rubber
Polyvinyl chloride
Neoprene + natural
blend
Nitrile rubber
Polyvinyl chloride
Nitrile rubber
Polyvinyl chloride
Natural rubber
Nitrile rubber
Polyvinyl chloride
Natural rubber
Neoprene + natural
blend
Nitrile + PVC blend
Polyethylene
Viton
Natural rubber
Polyvinyl chloride
Petroleum distillates,
aliphatic mixtures with:
Aromatic pet.
distillates
Butyl rubber
Nitrile rubber
Natural rubber
Polyvinyl chloride
Petroleum distillates,
aromatic
Xylenes (<40%)
Xylenes (>40%)
Butyl rubber
Nitrile rubber
Polyvinyl alcohol
Silver Shield
Viton
Nitrile rubber*
Polyvinyl alcohol
Silver Shield
Won
Natural rubber
Polyethylene
Natural rubber
Neoprene
Polyethylene
Polyvinyl chloride
+ Recommendations include only preferred and not recommended materials based
on Table 15. Other materials were not categorized because of intermediate
performance, inconsistent data, or because no data were available.
* Categorized as preferred glove but permeation resistance may be lower than other
preferred gloves.
image:
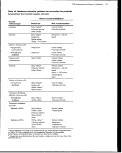 70 PPE Performance as a Barrier to Pesticides
4.4 Body Protection
4.4.1 Introduction
Body protection includes shirts, pants, coveralls, aprons, hats, and the like.
As mentioned earlier, these items are fabricated from three general groups
of materials:
• Woven cotton and cotton/polyester fabrics
• Nonwoven fabrics, predominantly polyolefins, but including microporous
polytetrafluoroethylene (PTFE)
• Woven or nonwoven fabrics to which a continuous film of plastic or
rubber has been laminated or coated
These fabrics exhibit levels of barrier effectiveness that span many orders of
magnitude. As discussed in Section 4.2.1, definitive comparison of the fabrics
is difficult because the agricultural clothing research community has no
standard test for measuring barrier effectiveness. Furthermore, the difficulty
of this situation is compounded by varied practices among the researchers
for describing the fabrics that they tested. Examples include:
• not reporting properties such as thickness, weight, and air permeability
• not identifying trademarked fabrics, referring to them rather by generic
descriptions. Since no two researchers use the same generic description,
persons attempting to use the literature cannot ascertain whether, in fact,
the same material was or was not tested by two researchers. For example,
the same fabric might be referred to as "synthetic nonwoven," "nonwoven
polyolefin," "nonwoven polyethylene," and "Tyvek®."
• not identifying trademarked fabric treatments/finishes, referring to them
rather by generic descriptions. For example, the descriptions of the same
treatment may range from "soil repellent finish" to "fluorocarbon" to "a
3M fluorocarbon" to "Scotchgard®."
With these caveats in mind, the performance of the various materials from
which body protection is fabricated is discussed in the following paragraphs
under headings suggested by the three fabrics types defined above. Overall
guidance derived from the information is presented in Table 17.
4.4.2 Woven cotton and cotton/polyester fabrics
4.4.2.1 Effect of pesticide amount. For woven and nonwoven fabrics,
penetration increased with the amount of pesticide applied in the form of
droplets (as distinct from spray).25 Twenty-five, 50 and 75 |xL of 0.3% solu-
tions of four pesticides were applied to four different fabrics: The amount of
penetration was not linear with applied volume, rather the percent penetra-
tion increased with the amount applied.
A fabric that provided relatively high penetration resistance at one volume
did not necessarily provide a relatively high resistance at a different volume.
There seems to be an absorbency capacity threshold beyond which the
penetration resistance of some fabrics drops off dramatically. This behavior
must be borne in mind when reviewing penetration data in which different
volumes are applied. The capacity threshold may account for apparent
discrepancies in data reported from different researchers.
image:
70 PPE Performance as a Barrier to Pesticides
4.4 Body Protection
4.4.1 Introduction
Body protection includes shirts, pants, coveralls, aprons, hats, and the like.
As mentioned earlier, these items are fabricated from three general groups
of materials:
• Woven cotton and cotton/polyester fabrics
• Nonwoven fabrics, predominantly polyolefins, but including microporous
polytetrafluoroethylene (PTFE)
• Woven or nonwoven fabrics to which a continuous film of plastic or
rubber has been laminated or coated
These fabrics exhibit levels of barrier effectiveness that span many orders of
magnitude. As discussed in Section 4.2.1, definitive comparison of the fabrics
is difficult because the agricultural clothing research community has no
standard test for measuring barrier effectiveness. Furthermore, the difficulty
of this situation is compounded by varied practices among the researchers
for describing the fabrics that they tested. Examples include:
• not reporting properties such as thickness, weight, and air permeability
• not identifying trademarked fabrics, referring to them rather by generic
descriptions. Since no two researchers use the same generic description,
persons attempting to use the literature cannot ascertain whether, in fact,
the same material was or was not tested by two researchers. For example,
the same fabric might be referred to as "synthetic nonwoven," "nonwoven
polyolefin," "nonwoven polyethylene," and "Tyvek®."
• not identifying trademarked fabric treatments/finishes, referring to them
rather by generic descriptions. For example, the descriptions of the same
treatment may range from "soil repellent finish" to "fluorocarbon" to "a
3M fluorocarbon" to "Scotchgard®."
With these caveats in mind, the performance of the various materials from
which body protection is fabricated is discussed in the following paragraphs
under headings suggested by the three fabrics types defined above. Overall
guidance derived from the information is presented in Table 17.
4.4.2 Woven cotton and cotton/polyester fabrics
4.4.2.1 Effect of pesticide amount. For woven and nonwoven fabrics,
penetration increased with the amount of pesticide applied in the form of
droplets (as distinct from spray).25 Twenty-five, 50 and 75 |xL of 0.3% solu-
tions of four pesticides were applied to four different fabrics: The amount of
penetration was not linear with applied volume, rather the percent penetra-
tion increased with the amount applied.
A fabric that provided relatively high penetration resistance at one volume
did not necessarily provide a relatively high resistance at a different volume.
There seems to be an absorbency capacity threshold beyond which the
penetration resistance of some fabrics drops off dramatically. This behavior
must be borne in mind when reviewing penetration data in which different
volumes are applied. The capacity threshold may account for apparent
discrepancies in data reported from different researchers.
image:
 PPE Performance as a Barrier to Pesticides 7^
Table 17. Body protection guidance
1. Long-sleeved shirts and long-legged pants are preferred to short sleeves
and short pants.
2. For woven fabrics, heavier fabrics are better barriers than lighter fabrics.
250 g/m2 has been suggested as a minimum.27
3. For fabrics of the same type and weight, higher resistance to penetration
was generally correlated with higher cotton content. The performance of
100% polyester is usually significantly below even 35/65 cotton/polyester
blends. Although supporting data are not extensive, it seems that woven
fabrics should be preferred to knits and, within the wovens, twills to plain
weave.
4. In general, low air permeability, synthetic nonwovens and microporous
PTFE are better barriers than woven fabrics.
5. Fluorocarbon treatment generally improves the penetration resistance of
porous fabrics, both woven and nonwoven, to liquids and particles. The
fluorocarbon reduces the differences between the resistances of 100%
cotton and various cotton/polyester blends. Durable press finishes reduce
penetration resistance to liquids. Studies of soil releasing treatments are
inconclusive. Laundering reduces the effectiveness of finishes; they must
be renewed periodically.
~6. The highest levels of protection can only be achieved through the use of a
fabric that contains a coating or lamination of a continuous film of plastic
or rubber.
7. Any item of clothing, to be effective, must be properly designed,
constructed, fitted, worn, and maintained
4.4.2.2 Effect of fabric type. In laboratory testing, the penetration
resistance to a spray of methyl parathion EC diluted to 0.12% (wt) with
water was approximately three times greater for 100% cotton and 50/50
cotton/polyester than for 100% polyester.26 All fabrics were 118 g/m2.
There was no detectable penetration of denim (274 g/m2) or twill (235 g/m2)
by 0.12 % (wt) sprays of dicofol, ethion, or methyl parathion.27 In the same
study, chambray (116.3 g/m2) was penetrated by considerable amounts of the
three pesticides and a similar solution of captan. On the basis of these re-
sults, 250 g/m2 was suggested as a minimum weight for woven fabrics used
for protection from pesticide sprays. Furthermore the authors speculated
that twill might be preferred to plain weave construction. It was also found
that dicofol EC diluted to 0.12% with water, penetrated 50/50 cotton/
polyester (106 g/m2) by factors of 60 to 100 times more than it did 100%
cotton (250 g/m2).
Upon challenge with droplets of parathion, guthion, paraquat, and dinoseb,
chambray (shirt weight) was generally the least effective fabric.25 Inter-
mediate in effectiveness were coated poplin (193 g/m2), denim (500 g/m2),
and spunbonded polyolefin. By Duncan's Multiple Range test, however,
the spunbonded polyolefin was similar in performance to Gore-Tex
(nylon-PTFE-nylon). The authors concluded that chambray and denim
"are not effective barriers against the pesticides tested."
image:
PPE Performance as a Barrier to Pesticides 7^
Table 17. Body protection guidance
1. Long-sleeved shirts and long-legged pants are preferred to short sleeves
and short pants.
2. For woven fabrics, heavier fabrics are better barriers than lighter fabrics.
250 g/m2 has been suggested as a minimum.27
3. For fabrics of the same type and weight, higher resistance to penetration
was generally correlated with higher cotton content. The performance of
100% polyester is usually significantly below even 35/65 cotton/polyester
blends. Although supporting data are not extensive, it seems that woven
fabrics should be preferred to knits and, within the wovens, twills to plain
weave.
4. In general, low air permeability, synthetic nonwovens and microporous
PTFE are better barriers than woven fabrics.
5. Fluorocarbon treatment generally improves the penetration resistance of
porous fabrics, both woven and nonwoven, to liquids and particles. The
fluorocarbon reduces the differences between the resistances of 100%
cotton and various cotton/polyester blends. Durable press finishes reduce
penetration resistance to liquids. Studies of soil releasing treatments are
inconclusive. Laundering reduces the effectiveness of finishes; they must
be renewed periodically.
~6. The highest levels of protection can only be achieved through the use of a
fabric that contains a coating or lamination of a continuous film of plastic
or rubber.
7. Any item of clothing, to be effective, must be properly designed,
constructed, fitted, worn, and maintained
4.4.2.2 Effect of fabric type. In laboratory testing, the penetration
resistance to a spray of methyl parathion EC diluted to 0.12% (wt) with
water was approximately three times greater for 100% cotton and 50/50
cotton/polyester than for 100% polyester.26 All fabrics were 118 g/m2.
There was no detectable penetration of denim (274 g/m2) or twill (235 g/m2)
by 0.12 % (wt) sprays of dicofol, ethion, or methyl parathion.27 In the same
study, chambray (116.3 g/m2) was penetrated by considerable amounts of the
three pesticides and a similar solution of captan. On the basis of these re-
sults, 250 g/m2 was suggested as a minimum weight for woven fabrics used
for protection from pesticide sprays. Furthermore the authors speculated
that twill might be preferred to plain weave construction. It was also found
that dicofol EC diluted to 0.12% with water, penetrated 50/50 cotton/
polyester (106 g/m2) by factors of 60 to 100 times more than it did 100%
cotton (250 g/m2).
Upon challenge with droplets of parathion, guthion, paraquat, and dinoseb,
chambray (shirt weight) was generally the least effective fabric.25 Inter-
mediate in effectiveness were coated poplin (193 g/m2), denim (500 g/m2),
and spunbonded polyolefin. By Duncan's Multiple Range test, however,
the spunbonded polyolefin was similar in performance to Gore-Tex
(nylon-PTFE-nylon). The authors concluded that chambray and denim
"are not effective barriers against the pesticides tested."
image:
 72 PPE Performance as a Barrier to Pesticides
In general the penetrations of chlorpyrifos, chlorpropham, 2,4,5-T isooctyl
ester, and pentachlorophenol from EC sprays and droplets were less for
100% cotton denim (weight not reported) than for 35/65 cotton/polyester
denim (weight not reported).28
The penetration resistance of seven fabrics upon spray and droplet contacts
with four forms of parathion and four other pesticides was investigated.29
Although there was some problem with the experimental procedure as
evidenced by the authors statement "It was difficult to draw any general
conclusions about the protective quality of any particular garment material
from the presented ...," they did list the fabrics in the following order of
resistance to penetration by sprays:
• rubberized cotton > spunbonded polyolefin (SBO) > white polyethylene
coated SBO > cellulosic > 10-oz cotton drill > yellow polyethylene coated
SBO > perforated SBO
In the same study and in permeation tests involving continuous contact with
parathion EC, the permeation of the SBO, perforated SBO, and cellulosic
was immediate. "Only garments constructed from polyethylene-coated SBO
and rubberized cotton would provide acceptable protection against exposure
to EC parathion splashed onto a worker."
The penetration of contaminated dust through knitted fabrics was signifi-
cantly greater than through woven fabrics of approximately the same weight
(120-150 g/m2).30 The dust particles were similar in size distribution to
foliar residues. Knitted fabrics allowed 87 to 96% penetration whereas the
woven fabrics allowed only 0.3 to 5.8% penetration. Furthermore, the
addition of fluorocarbon soil repellent reduced the penetration of the woven
fabrics by an additional 60 to 80%. The soil repellent also reduced the air
permeability of the woven fabrics by 14 to 24%. There did not appear to be
a difference between the penetrations of the 100% cotton and the 50/50
cotton/polyester fabrics within each fabric type. In the same tests, a non-
woven allowed < 0.5% penetration.
4.4.2.3 Effect of fabric finish. In laboratory testing with methyl parathi-
on EC diluted to 0.12% with water, fluorocarbon and acrylic acid-based
finishes reduced penetration by approximately 50% or more,26 The effect
was greater for 100% cotton than for either 50/50 cotton/polyester or 100%
polyester. All fabrics were 119 g/m2. The durable press finish, dimethyl
dihydroxyethylene urea, either had no effect or reduced penetration resis-
tance. On performing a statistical analysis of their data, the authors reported
"no significant differences were found in finishes." Nevertheless, they believe
the data evidenced the trends reported above.
There was no consistent trend in the effect of a fluorocarbon treatment on
the penetration resistance of chambray, denim, and twill to 0.12% (wt) spray
of captan, dicofol, ethion, or methyl parathion.27 Different solutions and
fabrics exhibited increased, decreased, and the same performances due to the
treatment. In a second series of tests in the same study, the authors found no
effect of finish, but speculate that the result may be due to the procedure.
image:
72 PPE Performance as a Barrier to Pesticides
In general the penetrations of chlorpyrifos, chlorpropham, 2,4,5-T isooctyl
ester, and pentachlorophenol from EC sprays and droplets were less for
100% cotton denim (weight not reported) than for 35/65 cotton/polyester
denim (weight not reported).28
The penetration resistance of seven fabrics upon spray and droplet contacts
with four forms of parathion and four other pesticides was investigated.29
Although there was some problem with the experimental procedure as
evidenced by the authors statement "It was difficult to draw any general
conclusions about the protective quality of any particular garment material
from the presented ...," they did list the fabrics in the following order of
resistance to penetration by sprays:
• rubberized cotton > spunbonded polyolefin (SBO) > white polyethylene
coated SBO > cellulosic > 10-oz cotton drill > yellow polyethylene coated
SBO > perforated SBO
In the same study and in permeation tests involving continuous contact with
parathion EC, the permeation of the SBO, perforated SBO, and cellulosic
was immediate. "Only garments constructed from polyethylene-coated SBO
and rubberized cotton would provide acceptable protection against exposure
to EC parathion splashed onto a worker."
The penetration of contaminated dust through knitted fabrics was signifi-
cantly greater than through woven fabrics of approximately the same weight
(120-150 g/m2).30 The dust particles were similar in size distribution to
foliar residues. Knitted fabrics allowed 87 to 96% penetration whereas the
woven fabrics allowed only 0.3 to 5.8% penetration. Furthermore, the
addition of fluorocarbon soil repellent reduced the penetration of the woven
fabrics by an additional 60 to 80%. The soil repellent also reduced the air
permeability of the woven fabrics by 14 to 24%. There did not appear to be
a difference between the penetrations of the 100% cotton and the 50/50
cotton/polyester fabrics within each fabric type. In the same tests, a non-
woven allowed < 0.5% penetration.
4.4.2.3 Effect of fabric finish. In laboratory testing with methyl parathi-
on EC diluted to 0.12% with water, fluorocarbon and acrylic acid-based
finishes reduced penetration by approximately 50% or more,26 The effect
was greater for 100% cotton than for either 50/50 cotton/polyester or 100%
polyester. All fabrics were 119 g/m2. The durable press finish, dimethyl
dihydroxyethylene urea, either had no effect or reduced penetration resis-
tance. On performing a statistical analysis of their data, the authors reported
"no significant differences were found in finishes." Nevertheless, they believe
the data evidenced the trends reported above.
There was no consistent trend in the effect of a fluorocarbon treatment on
the penetration resistance of chambray, denim, and twill to 0.12% (wt) spray
of captan, dicofol, ethion, or methyl parathion.27 Different solutions and
fabrics exhibited increased, decreased, and the same performances due to the
treatment. In a second series of tests in the same study, the authors found no
effect of finish, but speculate that the result may be due to the procedure.
image:
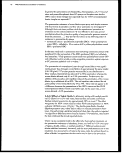 PPE Performance as a Barrier to Pesticides 73
In laboratory testing-with guthion (2-SC) diluted to 3.5 mL/750 mL with
water, a fluorocarbon treated (Scotchgard) chambray was 1.2 times more
resistant to penetration than untreated chambray.31
Several fluoroaliphatic finishes were applied to 100% cotton and 35/65
cotton/polyester from water- and solvent-based solutions and the penetra-
tion compared with that which occurred through fabrics treated with
Scotchgard.28 In general, fabrics treated with the water-based finishes exhib-
ited higher penetration, but only one was more resistant than Scotchgard.
Penetrations through 100% cotton and 35/65 cotton/polyester, which were
treated with Scotchgard, were similar.
Several fabrics were challenged with methylene blue (0.1% and as an indica-
tor of penetration) spiked water, water/surfactant (48:1), and cotton seed
oil/surfactant (48:1).32 Nonwovens treated with Scotchgard or other propri-
etary finishes allowed no penetration, similar to the polyethylene-coated
spunbonded nonwoven. These same fabrics allowed the least penetration of
malathion from both water and cotton seed oil solutions. The performance
of all the finished nonwovens was significantly better than the untreated
nonwovens. Scotchgard and Quarpel® fluorocarbon finishes on woven 100%
cotton and 35/65 cotton/polyester prevented the penetration of the methy-
lene blue from the aqueous but not the oily challenge. Unfinished wovens
(denim) and a spunlaced polyester failed all solutions. In a second study, the
comfort attributes of the fabrics were investigated and it was concluded that
the spunlace polyester, which allowed no methylene blue penetration and
was in the group allowing the least malathion penetration, had air and water
permeabilities similar to shirt-weight cotton. This result suggested to the
authors that the finished spunlace material may be a strong candidate for use
in the field.
The drop absorbency and wicMng of several fabrics (some with durable press
finish) was measured upon contact with wettable powders and emulsifiable
concentrates.33 The findings were:
• with regard to absorbency: cotton > 50/50 > 65/35 > acrylic > nylon >
PET> 50/50DP >65/35DP. Since DP reduces absorbency, it might reduce
exposure.
• with regard to wicking: acrylic > nylon > polyester >100% > 50/50 > 65/35
> 50/50DP > 65/3 5DP. Since DP reduces wicking, it might reduce
exposure.
In a follow-up study, the same author subjected thirteen fabrics to spray
penetration testing.34 His expectations on the basis of the absorbency and
wicking test that the DP finish would reduce penetration were not realized.
In fact there was no significant difference between the penetrations of
DP-treated and untreated fabrics. On the other hand, fabrics treated with
a fluorocarbon soil repellent (not identified) provided better penetration
resistance than the untreated fabric. With both the carbaryl and atrazine
flowable liquids, there was no statistical difference between the penetration
resistance of 100% spunbonded olefin (Tyvek) and three fabrics treated with
soil repellent: 100% cotton, 50/50 cotton/polyester, and 35/65 cotton/
image:
PPE Performance as a Barrier to Pesticides 73
In laboratory testing-with guthion (2-SC) diluted to 3.5 mL/750 mL with
water, a fluorocarbon treated (Scotchgard) chambray was 1.2 times more
resistant to penetration than untreated chambray.31
Several fluoroaliphatic finishes were applied to 100% cotton and 35/65
cotton/polyester from water- and solvent-based solutions and the penetra-
tion compared with that which occurred through fabrics treated with
Scotchgard.28 In general, fabrics treated with the water-based finishes exhib-
ited higher penetration, but only one was more resistant than Scotchgard.
Penetrations through 100% cotton and 35/65 cotton/polyester, which were
treated with Scotchgard, were similar.
Several fabrics were challenged with methylene blue (0.1% and as an indica-
tor of penetration) spiked water, water/surfactant (48:1), and cotton seed
oil/surfactant (48:1).32 Nonwovens treated with Scotchgard or other propri-
etary finishes allowed no penetration, similar to the polyethylene-coated
spunbonded nonwoven. These same fabrics allowed the least penetration of
malathion from both water and cotton seed oil solutions. The performance
of all the finished nonwovens was significantly better than the untreated
nonwovens. Scotchgard and Quarpel® fluorocarbon finishes on woven 100%
cotton and 35/65 cotton/polyester prevented the penetration of the methy-
lene blue from the aqueous but not the oily challenge. Unfinished wovens
(denim) and a spunlaced polyester failed all solutions. In a second study, the
comfort attributes of the fabrics were investigated and it was concluded that
the spunlace polyester, which allowed no methylene blue penetration and
was in the group allowing the least malathion penetration, had air and water
permeabilities similar to shirt-weight cotton. This result suggested to the
authors that the finished spunlace material may be a strong candidate for use
in the field.
The drop absorbency and wicMng of several fabrics (some with durable press
finish) was measured upon contact with wettable powders and emulsifiable
concentrates.33 The findings were:
• with regard to absorbency: cotton > 50/50 > 65/35 > acrylic > nylon >
PET> 50/50DP >65/35DP. Since DP reduces absorbency, it might reduce
exposure.
• with regard to wicking: acrylic > nylon > polyester >100% > 50/50 > 65/35
> 50/50DP > 65/3 5DP. Since DP reduces wicking, it might reduce
exposure.
In a follow-up study, the same author subjected thirteen fabrics to spray
penetration testing.34 His expectations on the basis of the absorbency and
wicking test that the DP finish would reduce penetration were not realized.
In fact there was no significant difference between the penetrations of
DP-treated and untreated fabrics. On the other hand, fabrics treated with
a fluorocarbon soil repellent (not identified) provided better penetration
resistance than the untreated fabric. With both the carbaryl and atrazine
flowable liquids, there was no statistical difference between the penetration
resistance of 100% spunbonded olefin (Tyvek) and three fabrics treated with
soil repellent: 100% cotton, 50/50 cotton/polyester, and 35/65 cotton/
image:
 74 PPE Performance as a Barrier to Pesticides
polyester. Consistent with the results of the wicking study, 100% nylon,
acrylic, and polyester provided the least resistance to penetration.
4.4.2.4 Effect of laundering. With a spray of methyl parathion EC
diluted to 0.12% (wt) with water as the challenge, there was no effect of up
to 50 launderings on the penetration resistance of 100% cotton or 50/50
cotton/polyester.26 Laundering, however, did reduce the effectiveness of
fluorocarbon and soil release finishes for 100% cotton and 100% polyester,
but not 50/50 cotton/polyester. On performing a statistical analysis of their
data, the authors reported "no significant differences were found in number
of launderings." Nevertheless, they believe the data evidence the above
trends.
4.4.2.5 Effect of temperature and humidity. In laboratory testing of 50/50
cotton/polyester (106 g/m2) and 100% cotton (250 g/m2), there was no
effect of temperature and humidity on resistance to penetration.35 Dicofol
EC diluted to 0.12% with water in the form of a spray was the challenge.
The temperature humidity conditions were: 85°F/75%RH, 72°F/65%RH,
and 65°F/55%RH.
4.4.3 Nonwoven fabrics, including microporous PTFE
In laboratory testing with guthion (2-SC) diluted 3.5 mL/750 mL with
water, similar penetration resistances were found for Gore-lex, Tyvek, and
Crowntex.31 Guthion penetration of these fabrics was approximately 25
times less than through shirt-weight chambray.
Denim and twill were found to be more effective barriers than Tyvek to
sprays of 0.12% solutions of captan, dicofol, ethion, and methyl parathion.27
In tests in which 0.12% (wt) solutions of chlorobenzolate, dicofol, and
ethion were sprayed on twelve fabrics (10 honwoven and 2 woven), penetra-
tion resistances were found to fall into three categories, as follows:27
• Highly Penetrated
- Duragard® and chambray
• Moderate Penetration
- Sontara® and an experimental 100% polypropylene nonwoven
• No Detectable Penetration
— Tyvek, SMS, denim, and two other 100% polypropylene nonwovens
There was no detectable penetration of Gore-Tex by 0.12% (wt) sprays of
dicofol, ethion, or methyl parathion.27 In the same study, penetration of
Gore-Tex by a similar solution of captan was detected.
In an'orchard spraying study of guthion as a wettable powder, Saranex-lami-
nated Tyvek, Gore-Tex, and an experimental composite had protection
factors (i.e., holdouts) of greater than 99%, compared to regular clothing
which had a holdout of 97.5%.36 These results compare favorably with those
of a previous study with the same pesticide and rubberized-cotton, Tyvek,
and polyethylene-coated Tyvek.29
image:
74 PPE Performance as a Barrier to Pesticides
polyester. Consistent with the results of the wicking study, 100% nylon,
acrylic, and polyester provided the least resistance to penetration.
4.4.2.4 Effect of laundering. With a spray of methyl parathion EC
diluted to 0.12% (wt) with water as the challenge, there was no effect of up
to 50 launderings on the penetration resistance of 100% cotton or 50/50
cotton/polyester.26 Laundering, however, did reduce the effectiveness of
fluorocarbon and soil release finishes for 100% cotton and 100% polyester,
but not 50/50 cotton/polyester. On performing a statistical analysis of their
data, the authors reported "no significant differences were found in number
of launderings." Nevertheless, they believe the data evidence the above
trends.
4.4.2.5 Effect of temperature and humidity. In laboratory testing of 50/50
cotton/polyester (106 g/m2) and 100% cotton (250 g/m2), there was no
effect of temperature and humidity on resistance to penetration.35 Dicofol
EC diluted to 0.12% with water in the form of a spray was the challenge.
The temperature humidity conditions were: 85°F/75%RH, 72°F/65%RH,
and 65°F/55%RH.
4.4.3 Nonwoven fabrics, including microporous PTFE
In laboratory testing with guthion (2-SC) diluted 3.5 mL/750 mL with
water, similar penetration resistances were found for Gore-lex, Tyvek, and
Crowntex.31 Guthion penetration of these fabrics was approximately 25
times less than through shirt-weight chambray.
Denim and twill were found to be more effective barriers than Tyvek to
sprays of 0.12% solutions of captan, dicofol, ethion, and methyl parathion.27
In tests in which 0.12% (wt) solutions of chlorobenzolate, dicofol, and
ethion were sprayed on twelve fabrics (10 honwoven and 2 woven), penetra-
tion resistances were found to fall into three categories, as follows:27
• Highly Penetrated
- Duragard® and chambray
• Moderate Penetration
- Sontara® and an experimental 100% polypropylene nonwoven
• No Detectable Penetration
— Tyvek, SMS, denim, and two other 100% polypropylene nonwovens
There was no detectable penetration of Gore-Tex by 0.12% (wt) sprays of
dicofol, ethion, or methyl parathion.27 In the same study, penetration of
Gore-Tex by a similar solution of captan was detected.
In an'orchard spraying study of guthion as a wettable powder, Saranex-lami-
nated Tyvek, Gore-Tex, and an experimental composite had protection
factors (i.e., holdouts) of greater than 99%, compared to regular clothing
which had a holdout of 97.5%.36 These results compare favorably with those
of a previous study with the same pesticide and rubberized-cotton, Tyvek,
and polyethylene-coated Tyvek.29
image:
 PPE Performance as a Barrier to Pesticides 75
In permeation tests with butanone, isooctane, xyiene, an aqueous herbicide
concentrate, and an oil-based herbicide concentrate, breakthrough times
were less than one minute for a nylon/microporous PTFE/nylon fabric.37
In an orange grove, airblast study with dicofol, applicator exposure was
reduced by 38% for workers wearing Tyvek coveralls compared to 35/65
cotton/polyester, and by 27% for workers wearing gloves for a combined
reduction of 65%.38 The coveralls reduced mixer-loader exposure by 40%,
but gloves increased exposure. (See the comments on the Maddy et al. study
in the next section.)
In orchard spraying of a wettable powder, a PVC suit and a Gore-lex suit
provided equivalent protection.39 Compared to standard clothing, a
Gore-lex suit reduced exposures by factors of up to 1000 for a nitrofen
wettable powder.40 In a side-by-side comparison with a nitrofen emulsifiable
concentrate, significantly higher exposures occurred when handling the
powder. This latter result is consistent with that of a previous comparison
of exposures with wettable powders and emulsifiable concentrates.41
4.4.4 Film-coated or -laminated woven or nonwoven fabrics
The performances of many fabrics containing a continuous film of a plastic
or rubber have already been described above in comparison to those for
porous woven and nonwoven fabrics. Some additional examples follow.
An aqueous herbicide concentrate and an oil-based herbicide concentrate
had breakthrough times of greater than six hours with a neoprene-coated
nylon fabric.37 In the same study, equivalent, high (97-99%) repellency was
found for a siliconized nylon (130 g/m2), nylon/microporous PTFE/nylon
(150 g/m2), and the neoprene fabric (270 g/m2) to various pesticide simulates
and formulations. Against the same liquids, a 35/65 cotton/polyester
(250 g/m2) exhibited repellencies ranging from 57-87%.
There was no detectable penetration of sprays of solutions (0.12% wt)
of captan, dicofol, ethion, or methyl parathion through polyethylene-
or Saranex-coated Tyvek.27 ;
For the most part the investigations have focussed on polyethylene-
laminated nonwovens (e.g., polyethylene-laminated Tyvek). Only a few
studies have addressed PVC-coated fabrics (typically referred to as rainsuits)
or other rubber or plastic coated materials. Almost without exception, the
coated or laminated fabrics provided the highest resistances to penetration.
This result should be expected since the fabrics, if properly manufactured,
contain no holes. Transit of chemical would be by permeation only.
If permeation had occurred, it may have gone undetected because of poor
contact of the absorbent pad with the back of the clothing material or poor
efficiency of the pad for collecting the permeant. In the EPA studies
described in Section 4.3.4.1, cotton gauze was evaluated and rejected
as a collection medium for the latter reason.
image:
PPE Performance as a Barrier to Pesticides 75
In permeation tests with butanone, isooctane, xyiene, an aqueous herbicide
concentrate, and an oil-based herbicide concentrate, breakthrough times
were less than one minute for a nylon/microporous PTFE/nylon fabric.37
In an orange grove, airblast study with dicofol, applicator exposure was
reduced by 38% for workers wearing Tyvek coveralls compared to 35/65
cotton/polyester, and by 27% for workers wearing gloves for a combined
reduction of 65%.38 The coveralls reduced mixer-loader exposure by 40%,
but gloves increased exposure. (See the comments on the Maddy et al. study
in the next section.)
In orchard spraying of a wettable powder, a PVC suit and a Gore-lex suit
provided equivalent protection.39 Compared to standard clothing, a
Gore-lex suit reduced exposures by factors of up to 1000 for a nitrofen
wettable powder.40 In a side-by-side comparison with a nitrofen emulsifiable
concentrate, significantly higher exposures occurred when handling the
powder. This latter result is consistent with that of a previous comparison
of exposures with wettable powders and emulsifiable concentrates.41
4.4.4 Film-coated or -laminated woven or nonwoven fabrics
The performances of many fabrics containing a continuous film of a plastic
or rubber have already been described above in comparison to those for
porous woven and nonwoven fabrics. Some additional examples follow.
An aqueous herbicide concentrate and an oil-based herbicide concentrate
had breakthrough times of greater than six hours with a neoprene-coated
nylon fabric.37 In the same study, equivalent, high (97-99%) repellency was
found for a siliconized nylon (130 g/m2), nylon/microporous PTFE/nylon
(150 g/m2), and the neoprene fabric (270 g/m2) to various pesticide simulates
and formulations. Against the same liquids, a 35/65 cotton/polyester
(250 g/m2) exhibited repellencies ranging from 57-87%.
There was no detectable penetration of sprays of solutions (0.12% wt)
of captan, dicofol, ethion, or methyl parathion through polyethylene-
or Saranex-coated Tyvek.27 ;
For the most part the investigations have focussed on polyethylene-
laminated nonwovens (e.g., polyethylene-laminated Tyvek). Only a few
studies have addressed PVC-coated fabrics (typically referred to as rainsuits)
or other rubber or plastic coated materials. Almost without exception, the
coated or laminated fabrics provided the highest resistances to penetration.
This result should be expected since the fabrics, if properly manufactured,
contain no holes. Transit of chemical would be by permeation only.
If permeation had occurred, it may have gone undetected because of poor
contact of the absorbent pad with the back of the clothing material or poor
efficiency of the pad for collecting the permeant. In the EPA studies
described in Section 4.3.4.1, cotton gauze was evaluated and rejected
as a collection medium for the latter reason.
image:
 76 PPE Performance as a Barrier to Pesticides
The literature is not as rich in permeation data for coated-fabrics of the type
that might be worn in agriculture as it is for glove data. Consequently, tables
for clothing that are analogous to Tables 13,14, and 16 cannot be developed
specifically for clothing fabrics. Insights into the permeation resistance of
coated fabrics can be gained, however, from the glove materials tables; many
materials are used for both applications.
Attention must also be drawn to several new plastic film laminated non-
wovens that exhibit improved permeation resistance to a broader range of
chemicals than traditional fabrics. These newer fabrics are of proprietary
composition and have the tradenames of Responder®, Chemrel® and Barri-
cade®. Relative costs for hooded coveralls of these materials are compared
with traditional fabrics in Table 18.
Table 18. Prices for hooded coveralls
Material
Price range, $*
Tyvek 5-7
Polyethylene-laminated Tyvek 9-10
Saranex-laminated Tyvek 15-18
Barricade 28-35
Chemrel 40-50
Responder 60-70
•Based on 1990 Lab Safety Supply Catalog for a single garment.
4.4.5 Garment design
Design considerations and prototyped ensembles for protection of orchard
sprayers were developed and tested.42 Specific recommendations were given
for features and dimensions to be incorporated into a hooded-coverall. The
results suggested to the authors that attention to styling and sizing would
"definitely increase the wearability potential of protective garments."
Lloyd suggested that the "design has more influence on its protective effi-
ciency than the nature of the material from which it is made" on the basis of
field data that showed the relative protective efficiencies were equivalent or
greater for garments based on porous, woven fabrics as compared to gar-
ments based on film-coated fabric that performed exceptionally well in
laboratory permeation testing.37 Apparently the porous fabrics had sufficient
capacity to absorb the field spray while the spray may have penetrated
openings in the garment based on the high performance film.
Based on data from a field exposure study, the design was deduced for a
garment specifically for lawn-sprayers.43 Among the conclusions was that
multiple layers of clothing contribute considerably to protection. That is,
two layers of a light fabric might be better than a single layer having the
same total thickness. A laboratory study of double-layering demonstrated
that methyl parathion penetration was reduced by a factor of 17 when a
T-shirt weight, 100% cotton knit was placed under a plain-weave,
image:
76 PPE Performance as a Barrier to Pesticides
The literature is not as rich in permeation data for coated-fabrics of the type
that might be worn in agriculture as it is for glove data. Consequently, tables
for clothing that are analogous to Tables 13,14, and 16 cannot be developed
specifically for clothing fabrics. Insights into the permeation resistance of
coated fabrics can be gained, however, from the glove materials tables; many
materials are used for both applications.
Attention must also be drawn to several new plastic film laminated non-
wovens that exhibit improved permeation resistance to a broader range of
chemicals than traditional fabrics. These newer fabrics are of proprietary
composition and have the tradenames of Responder®, Chemrel® and Barri-
cade®. Relative costs for hooded coveralls of these materials are compared
with traditional fabrics in Table 18.
Table 18. Prices for hooded coveralls
Material
Price range, $*
Tyvek 5-7
Polyethylene-laminated Tyvek 9-10
Saranex-laminated Tyvek 15-18
Barricade 28-35
Chemrel 40-50
Responder 60-70
•Based on 1990 Lab Safety Supply Catalog for a single garment.
4.4.5 Garment design
Design considerations and prototyped ensembles for protection of orchard
sprayers were developed and tested.42 Specific recommendations were given
for features and dimensions to be incorporated into a hooded-coverall. The
results suggested to the authors that attention to styling and sizing would
"definitely increase the wearability potential of protective garments."
Lloyd suggested that the "design has more influence on its protective effi-
ciency than the nature of the material from which it is made" on the basis of
field data that showed the relative protective efficiencies were equivalent or
greater for garments based on porous, woven fabrics as compared to gar-
ments based on film-coated fabric that performed exceptionally well in
laboratory permeation testing.37 Apparently the porous fabrics had sufficient
capacity to absorb the field spray while the spray may have penetrated
openings in the garment based on the high performance film.
Based on data from a field exposure study, the design was deduced for a
garment specifically for lawn-sprayers.43 Among the conclusions was that
multiple layers of clothing contribute considerably to protection. That is,
two layers of a light fabric might be better than a single layer having the
same total thickness. A laboratory study of double-layering demonstrated
that methyl parathion penetration was reduced by a factor of 17 when a
T-shirt weight, 100% cotton knit was placed under a plain-weave,
image:
 PPE Performance as a Barrier to Pesticides 77
shirt-weight, 100% fabric.44 When the cotton knit was replaced with a 100%
polypropylene mesh knit fabric the penetration was reduced by a factor of
70. Furthermore, the retention of methyl parathion in the polypropylene
fabric was significantly less than in the cotton knit.
image:
PPE Performance as a Barrier to Pesticides 77
shirt-weight, 100% fabric.44 When the cotton knit was replaced with a 100%
polypropylene mesh knit fabric the penetration was reduced by a factor of
70. Furthermore, the retention of methyl parathion in the polypropylene
fabric was significantly less than in the cotton knit.
image:
 78 PPE Performance as a Barrier to Pesticides
References
1 American Society for Testing and Materials. Standard Test Method
F903-87-Resistance of Protective Clothing Materials to Penetration by
Liquids. American Society for Testing and Materials, Philadelphia, 1987.
2 International Organization for Standardization. ISO 6530—Clothing for
Limited Protection Against Dangerous Liquid Chemicals - Resistance
to Penetration - Marking.
3 American Association of Textile Chemists and Colorists. AATCC
Method 22-1985—Water Repellency: Spray Test. Technical Manual of the
American Association of Textile Chemists and Colorists, 63, pp. 76-77,1988.
4 Schwope, A.D., R. Goydan, R.C. Reid, and S. Krishnamurthy. State of
the Art Review of Permeation Testing and the Interpretation of Its Results.
Am. Ind. Hyg. Assoc. J., 49, pp. 557-565,1988.
5 Ehntholt, D.E., R.F. Almeida, KJ. Beltis, D.L. Cerandolo, A.D.
Schwope, R.H. Whelan, M.D. Royer, and A.P. Nielsen. Test Method
Development and Evaluation of Protective Clothing Items Used in
Agricultural Pesticide Operations. Performance of Protective Clothing:
Second Symposium, ASTMSTP989, S.Z. Mansdorf, R. Sager, and A.P.
Nielsen, Eds., American Society for Testing and Materials, Philadelphia,
pp. 727-737,1988.
6 Ehntholt, D.J., I. Bodek, J.R. Valentine, A.D. Schwope, M.D. Royer,
U. Frank and AP. Nielsen. The Effects of Solvent Type and Concentration
on the Permeation of Pesticide Formulations Through Chemical Protec-
tive Glove Materials. Chemical Protective Clothing- Performance in Chem-
ical Emergency Response, ASTMSTP1037, American Society for Testing
and Materials, Philadelphia, 1989.
7 American Society for Testing and Materials. Standard Test Method
F739-85: Resistance of Protective Clothing Materials to Permeation
by Liquids or Gases. American Society for Testing and Materials,
Philadelphia, PA 19103.
8 American Society for Testing and Materials. Standard Guide F1194-88:
Documenting the Results of Chemical Permeation Testing of Protective
Clothing Materials. American Society for Testing and Materials.
Philadelphia.
9 British Standards Institution. BS 4724: Method of Test for Resistance of
Air Impermeable Clothing Materials to Penetration by Harmful Liquids.
British Standards Institution, 3 York Street, Manchester, England M2 2AT.
image:
78 PPE Performance as a Barrier to Pesticides
References
1 American Society for Testing and Materials. Standard Test Method
F903-87-Resistance of Protective Clothing Materials to Penetration by
Liquids. American Society for Testing and Materials, Philadelphia, 1987.
2 International Organization for Standardization. ISO 6530—Clothing for
Limited Protection Against Dangerous Liquid Chemicals - Resistance
to Penetration - Marking.
3 American Association of Textile Chemists and Colorists. AATCC
Method 22-1985—Water Repellency: Spray Test. Technical Manual of the
American Association of Textile Chemists and Colorists, 63, pp. 76-77,1988.
4 Schwope, A.D., R. Goydan, R.C. Reid, and S. Krishnamurthy. State of
the Art Review of Permeation Testing and the Interpretation of Its Results.
Am. Ind. Hyg. Assoc. J., 49, pp. 557-565,1988.
5 Ehntholt, D.E., R.F. Almeida, KJ. Beltis, D.L. Cerandolo, A.D.
Schwope, R.H. Whelan, M.D. Royer, and A.P. Nielsen. Test Method
Development and Evaluation of Protective Clothing Items Used in
Agricultural Pesticide Operations. Performance of Protective Clothing:
Second Symposium, ASTMSTP989, S.Z. Mansdorf, R. Sager, and A.P.
Nielsen, Eds., American Society for Testing and Materials, Philadelphia,
pp. 727-737,1988.
6 Ehntholt, D.J., I. Bodek, J.R. Valentine, A.D. Schwope, M.D. Royer,
U. Frank and AP. Nielsen. The Effects of Solvent Type and Concentration
on the Permeation of Pesticide Formulations Through Chemical Protec-
tive Glove Materials. Chemical Protective Clothing- Performance in Chem-
ical Emergency Response, ASTMSTP1037, American Society for Testing
and Materials, Philadelphia, 1989.
7 American Society for Testing and Materials. Standard Test Method
F739-85: Resistance of Protective Clothing Materials to Permeation
by Liquids or Gases. American Society for Testing and Materials,
Philadelphia, PA 19103.
8 American Society for Testing and Materials. Standard Guide F1194-88:
Documenting the Results of Chemical Permeation Testing of Protective
Clothing Materials. American Society for Testing and Materials.
Philadelphia.
9 British Standards Institution. BS 4724: Method of Test for Resistance of
Air Impermeable Clothing Materials to Penetration by Harmful Liquids.
British Standards Institution, 3 York Street, Manchester, England M2 2AT.
image:
 PPE Performance as a Barrier to Pesticides 79
10 Operator Protection Research Group. The Resistance of Air Imperme-
able Protective Clothing Materials to Penetration by Liquid Chemicals.
Report No. PC/1. Ministry of Agriculture, Fisheries and Food, Hatching
Green, England, May 1986.
11 British Standards Institution. Methods for the Resistance of Clothing
Materials to Permeation by Liquids (Draft Revision of BS 4724). Part 2:
Method for Determination of the Rate of Permeation (Air Impermeable
Materials). Document 86/36003 DC. British Standards Institution. 3 York
Street, Manchester, England M2 2 AT, March 1986.
12 International Organization for Standardization. Protective Clothing —
Protection Against Liquid Chemicals — Method of Test for the Rate of
Permeation through Impermeable Materials (Draft #6529). OSP Technical
Committee 94, Subcommittee 13, SNV, Kirchenwag 4, Postfach,
CH-803 2, Zurich, Switzerland, December 1985.
13 Dawson, P.B. and M.F. Gilchrist. Laboratory Methods for Evaluating
the Protection of Permeable Protective Clothing against Chemical War-
fare Agents. AD 824901. Defense Technical Information Service, 1967.
** American Society for Testing and Materials. Draft Method: Resistance
of Protective Clothing Materials to Permeation by Liquids and Gases
Under Conditions of Intermittent Contact. Committee F23, American
Society for Testing and Materials, Philadelphia. 1990.
t
15 Goydan, R., T.R. Carroll, A.D. Schwope, and R.C. Reid. A Method to
Measure Protective Clothing Permeation Under Intermittent Chemical
Contact Conditions. No. PB 89-161 509/AS, National Technical Informa-
tion Service, Springfield, "Virginia, 1989.
16 Coletta, G.C., A.D. Schwope, IJ. Arons, J.W King, and A. Sivak
Development of Performance Criteria for Protective Clothing Used
Against Carcinogenic Liquids. National Institute for Occupational Safety
and Health, Pub. No. 79-106, Cincinnati, 1978.
17 Sansone, E.B. and Y.B. Tewari. Differences in the Extent of Solvent
Penetration through Natural Rubber and Nitrile Gloves from Various
Manufacturers. Am. Ind. Hygiene Assoc. J. 41, pp. 527-528, July 1980.
18 Mickelsen, R.L. and R.C. Hall. A Breakthrough Time Comparison
of Nitrile and Neoprene Glove Materials Produced by Different Glove
Manufacturers. Am. Ind. Hyg. Assoc. J., 48, 11, pp. 941-947, 1987.
19 Mickelsen, R.L., MM.. Roder, and S.P. Berardinelli. Permeation of
Chemical Protective Clothing by Three Binary Solvent Mixtures. Am.
Ind. Hyg. Assoc. J. 47, pp. 236-240, 1986.
image:
PPE Performance as a Barrier to Pesticides 79
10 Operator Protection Research Group. The Resistance of Air Imperme-
able Protective Clothing Materials to Penetration by Liquid Chemicals.
Report No. PC/1. Ministry of Agriculture, Fisheries and Food, Hatching
Green, England, May 1986.
11 British Standards Institution. Methods for the Resistance of Clothing
Materials to Permeation by Liquids (Draft Revision of BS 4724). Part 2:
Method for Determination of the Rate of Permeation (Air Impermeable
Materials). Document 86/36003 DC. British Standards Institution. 3 York
Street, Manchester, England M2 2 AT, March 1986.
12 International Organization for Standardization. Protective Clothing —
Protection Against Liquid Chemicals — Method of Test for the Rate of
Permeation through Impermeable Materials (Draft #6529). OSP Technical
Committee 94, Subcommittee 13, SNV, Kirchenwag 4, Postfach,
CH-803 2, Zurich, Switzerland, December 1985.
13 Dawson, P.B. and M.F. Gilchrist. Laboratory Methods for Evaluating
the Protection of Permeable Protective Clothing against Chemical War-
fare Agents. AD 824901. Defense Technical Information Service, 1967.
** American Society for Testing and Materials. Draft Method: Resistance
of Protective Clothing Materials to Permeation by Liquids and Gases
Under Conditions of Intermittent Contact. Committee F23, American
Society for Testing and Materials, Philadelphia. 1990.
t
15 Goydan, R., T.R. Carroll, A.D. Schwope, and R.C. Reid. A Method to
Measure Protective Clothing Permeation Under Intermittent Chemical
Contact Conditions. No. PB 89-161 509/AS, National Technical Informa-
tion Service, Springfield, "Virginia, 1989.
16 Coletta, G.C., A.D. Schwope, IJ. Arons, J.W King, and A. Sivak
Development of Performance Criteria for Protective Clothing Used
Against Carcinogenic Liquids. National Institute for Occupational Safety
and Health, Pub. No. 79-106, Cincinnati, 1978.
17 Sansone, E.B. and Y.B. Tewari. Differences in the Extent of Solvent
Penetration through Natural Rubber and Nitrile Gloves from Various
Manufacturers. Am. Ind. Hygiene Assoc. J. 41, pp. 527-528, July 1980.
18 Mickelsen, R.L. and R.C. Hall. A Breakthrough Time Comparison
of Nitrile and Neoprene Glove Materials Produced by Different Glove
Manufacturers. Am. Ind. Hyg. Assoc. J., 48, 11, pp. 941-947, 1987.
19 Mickelsen, R.L., MM.. Roder, and S.P. Berardinelli. Permeation of
Chemical Protective Clothing by Three Binary Solvent Mixtures. Am.
Ind. Hyg. Assoc. J. 47, pp. 236-240, 1986.
image:
 80 PPE Performance as a Barrier to Pesticides
20 Ehntholt, D.J., I. Bodek, E.M. Chellquist, R. Goydan, C.J. Jantz, and
A.D. Schwope. Laboratory Evaluation of the Degradation and Permeation
Resistance of Polymer Gloves to Pesticide Formulations. Internal Report.
EPA Office of Research and Development Contract No. 68-03-3293,
Work Assignment 2—10, Cincinnati, 1987. (Contains Confidential Business
Information.)
21 Ehntholt, D.J., I. Bodek, T.E. Doerfler, A.D. Schwope, TJ. Stolki, C.H.
Summers, and J. Valentine. Permeation Resistance of Polymer Glove
Ma terials to Active Pesticide Ingredients and Carrier Solvents. Draft
In ternal Report. EPA Office of Research and Development Contract No.
68-03-3293, Work Assignment 3-100, Cincinnati, 1988. (Contains Con-
fidential Business Information).
22 Ehntholt, D J., I. Bodek, T.E. Doerfler, A.D. Schwope, T.J. Stolki,
and J. Valentine. Permeation Resistance of Polymer Glove Materials to
Various Strengths of Active Pesticide Ingredients and Carrier Solvents.
Draft Internal Report. EPA Office of Research and Development Contract
No. 68-03-3293, Cincinnati, 1989. (Contains Confidential Business
Information).
23 Schwope, A.D., P.P. Costas J.O Jackson J.O. Stall, and DJ. Weitzman.
Guidelines for the Selection of Chemical Protective Clothing, 3rd Ed., National
Technical Information Service No. AD-A179 164, Springfield, VA, 1987.
24 Lloyd, GA. Summarized Results of Permeation Tests on Protective
Clothing Materials, Information Sheet No. 19, Operator Research Group,
Harpenden Laboratory, England, 1986.
25 Branson, D.H., G.S. Ayers, and M.S. Henry. Effectiveness of Selected
Work Fabrics as Barriers to Pesticide Penetration. Performance of Protective
Clothing, ASTMSTP 900, R.L. Barker and G.C. Coletta, Eds., American
Society for Testing and Materials, Philadelphia, pp. 114-120,1986.
26 Leonas, K.K. and J.O. Dejonge. Effect of Functional Finish Barriers on
Pesticide Penetration. Performance of Protective Clothing, ASTMSTP 900,
R.L. Barker and G.C. Coletta, Eds., American Society for Testing and
Materials, Philadelphia, pp. 177-186,1986.
27 Dejonge, J.O. and E. Easter. Protective Apparel for Dermal Exposure
Reduction in Pesticide Application. Final report on EPA Contract No.
812486-01-0. Office of Research and Development. 1989.
28 Freed, VH., J.E. Davies, LJ. Peters, and E Parveen. Minimizing Occu-
pational Exposure to Pesticides: Repellency and Penetrability of Treated
Textiles to Pesticide Sprays. Pesticide Reviews, 75, pp. 159-167,1980.
image:
80 PPE Performance as a Barrier to Pesticides
20 Ehntholt, D.J., I. Bodek, E.M. Chellquist, R. Goydan, C.J. Jantz, and
A.D. Schwope. Laboratory Evaluation of the Degradation and Permeation
Resistance of Polymer Gloves to Pesticide Formulations. Internal Report.
EPA Office of Research and Development Contract No. 68-03-3293,
Work Assignment 2—10, Cincinnati, 1987. (Contains Confidential Business
Information.)
21 Ehntholt, D.J., I. Bodek, T.E. Doerfler, A.D. Schwope, TJ. Stolki, C.H.
Summers, and J. Valentine. Permeation Resistance of Polymer Glove
Ma terials to Active Pesticide Ingredients and Carrier Solvents. Draft
In ternal Report. EPA Office of Research and Development Contract No.
68-03-3293, Work Assignment 3-100, Cincinnati, 1988. (Contains Con-
fidential Business Information).
22 Ehntholt, D J., I. Bodek, T.E. Doerfler, A.D. Schwope, T.J. Stolki,
and J. Valentine. Permeation Resistance of Polymer Glove Materials to
Various Strengths of Active Pesticide Ingredients and Carrier Solvents.
Draft Internal Report. EPA Office of Research and Development Contract
No. 68-03-3293, Cincinnati, 1989. (Contains Confidential Business
Information).
23 Schwope, A.D., P.P. Costas J.O Jackson J.O. Stall, and DJ. Weitzman.
Guidelines for the Selection of Chemical Protective Clothing, 3rd Ed., National
Technical Information Service No. AD-A179 164, Springfield, VA, 1987.
24 Lloyd, GA. Summarized Results of Permeation Tests on Protective
Clothing Materials, Information Sheet No. 19, Operator Research Group,
Harpenden Laboratory, England, 1986.
25 Branson, D.H., G.S. Ayers, and M.S. Henry. Effectiveness of Selected
Work Fabrics as Barriers to Pesticide Penetration. Performance of Protective
Clothing, ASTMSTP 900, R.L. Barker and G.C. Coletta, Eds., American
Society for Testing and Materials, Philadelphia, pp. 114-120,1986.
26 Leonas, K.K. and J.O. Dejonge. Effect of Functional Finish Barriers on
Pesticide Penetration. Performance of Protective Clothing, ASTMSTP 900,
R.L. Barker and G.C. Coletta, Eds., American Society for Testing and
Materials, Philadelphia, pp. 177-186,1986.
27 Dejonge, J.O. and E. Easter. Protective Apparel for Dermal Exposure
Reduction in Pesticide Application. Final report on EPA Contract No.
812486-01-0. Office of Research and Development. 1989.
28 Freed, VH., J.E. Davies, LJ. Peters, and E Parveen. Minimizing Occu-
pational Exposure to Pesticides: Repellency and Penetrability of Treated
Textiles to Pesticide Sprays. Pesticide Reviews, 75, pp. 159-167,1980.
image:
 PPE Performance as a Barrier to Pesticides, 81
29 Staiff, D.C., J.E. Davis, and E.R. Stevens. Evaluation of Various Cloth-
ing Materials for Protection and Worker Acceptability During Application
of Pesticides. Arch. Environm. Contam. Toxicol. 11, pp. 391-398,1982.
30 Kawar, N.S., R A Gunther, W.E Serat,, and Y. Iwata. Penetration of Soil
Dust Through Woven and Nonwoven Fabrics. J. Environ. Sci. Health,
B13(4), pp. 401-415,1978.
31 Orlando, J., D. Branson, and M. Henry. The Development and Evalua-
tion of Protective Apparel for Pesticide Applications. Determination and
Assessment of Pesticide Exposure, M. Siewierski, Ed., Elsevier, pp. 53-66,
1984.
32 Hobbs, N.E. and B.G. Oakland. Use of Methylene Blue Dye to
Predict Fabric Penetration by Malathion. Performance of Protective Clothing:
Second Symposium, ASTMSTP989, S.Z. Mansdorf, R. Sager, and A.P.
Nielsen, Eds., American Society for Testing and Materials, Philadelphia,
pp. 738-744,1988.
33 Raheel, M. Resistance of Selected Textiles to Pesticide Penetration
and Degradation.;. Environ. Health, 49,4, pp. 214-219,1987.
34 Raheel, M. Dermal Exposure to Pesticides: The Barrier Effectiveness
of Protective Clothing J. Environ. Health, 51, 2, pp. 82-84,1988.
35 Anastasakis, M.T., K.K Leonas, C. Dimit, J. Brothers, and J.O.
Dejonge. Effect of Temperature and Humidity on Laboratory Pesticide
Penetration Studies. Performance of Protective Clothing: Second Symposium,
ASTMSTP 989, S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., Ameri-
can Society for Testing and Materials, Philadelphia, pp. 692-696, 1988.
36 Keeble, V.B., R.R. DuPont, W.J. Doucette, and M. Norton. Guthion
Penetration of Clothing Materials During Mixing and Spraying in
Orchards. Performance of Protective Clothing: Second Symposium, ASTMSTP
900, S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American Society for
Testing and Materials, Philadelphia, pp. 573-583,1988.
37 Lloyd, GA Efficiency of Protective Clothing for Pesticide Spraying.
Performance of Protective Clothing, ASTMSTP 900, R.L. Barker and G.C.
Coletta, Eds., American Society for Testing and Materials, Philadelphia,
pp. 121-135,1986.
38 Nigg, H.N., J.H. Stamper, and R.M. Queen. Dicofol Exposure to
Florida Citrus Applicators: Effects of Protective Clothing. Arch. Environ.
Contam. Toxicol., 15, pp. 121-134,1986.
image:
PPE Performance as a Barrier to Pesticides, 81
29 Staiff, D.C., J.E. Davis, and E.R. Stevens. Evaluation of Various Cloth-
ing Materials for Protection and Worker Acceptability During Application
of Pesticides. Arch. Environm. Contam. Toxicol. 11, pp. 391-398,1982.
30 Kawar, N.S., R A Gunther, W.E Serat,, and Y. Iwata. Penetration of Soil
Dust Through Woven and Nonwoven Fabrics. J. Environ. Sci. Health,
B13(4), pp. 401-415,1978.
31 Orlando, J., D. Branson, and M. Henry. The Development and Evalua-
tion of Protective Apparel for Pesticide Applications. Determination and
Assessment of Pesticide Exposure, M. Siewierski, Ed., Elsevier, pp. 53-66,
1984.
32 Hobbs, N.E. and B.G. Oakland. Use of Methylene Blue Dye to
Predict Fabric Penetration by Malathion. Performance of Protective Clothing:
Second Symposium, ASTMSTP989, S.Z. Mansdorf, R. Sager, and A.P.
Nielsen, Eds., American Society for Testing and Materials, Philadelphia,
pp. 738-744,1988.
33 Raheel, M. Resistance of Selected Textiles to Pesticide Penetration
and Degradation.;. Environ. Health, 49,4, pp. 214-219,1987.
34 Raheel, M. Dermal Exposure to Pesticides: The Barrier Effectiveness
of Protective Clothing J. Environ. Health, 51, 2, pp. 82-84,1988.
35 Anastasakis, M.T., K.K Leonas, C. Dimit, J. Brothers, and J.O.
Dejonge. Effect of Temperature and Humidity on Laboratory Pesticide
Penetration Studies. Performance of Protective Clothing: Second Symposium,
ASTMSTP 989, S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., Ameri-
can Society for Testing and Materials, Philadelphia, pp. 692-696, 1988.
36 Keeble, V.B., R.R. DuPont, W.J. Doucette, and M. Norton. Guthion
Penetration of Clothing Materials During Mixing and Spraying in
Orchards. Performance of Protective Clothing: Second Symposium, ASTMSTP
900, S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American Society for
Testing and Materials, Philadelphia, pp. 573-583,1988.
37 Lloyd, GA Efficiency of Protective Clothing for Pesticide Spraying.
Performance of Protective Clothing, ASTMSTP 900, R.L. Barker and G.C.
Coletta, Eds., American Society for Testing and Materials, Philadelphia,
pp. 121-135,1986.
38 Nigg, H.N., J.H. Stamper, and R.M. Queen. Dicofol Exposure to
Florida Citrus Applicators: Effects of Protective Clothing. Arch. Environ.
Contam. Toxicol., 15, pp. 121-134,1986.
image:
 82 PPE Performance as a Barrier to Pesticides
39 Norton, M.J.T., C.R. Drake, and R.W. Young. Protectiveness of Gore
Tex and PVC Spray Suits in Orchard Pesticide Spraying, J. Environ. Sci.
Health, B23,6, pp 623-641,1988.
40 Putnam, A.R., M.D. Willis, L.K Binning, and P.P. Boldt. Exposure of
Pesticide Applicators to Nitrofen: Influence of Formulation, Handling
Systems, and Protective Garments, J. Agric. Food Chem., 31, pp. 645-650,
1983.
41 Maddy, K.T., L. Johnston, C. Smith, F. Schneider, and T. Jackson. Calif.
Dep. Food Agric. Publ. No. HS-745,1980.
42 Fraser, AJ. and VB. Keeble. Factors Influencing Design of Protective
Clothing for Pesticide Application, Performance of Protective Clothing:
Second Symposium, ASTMSTP989, S.Z. Mansdorf, R. Sager, and A.P.
Nielsen, Eds., American Society for Testing and Materials, Philadelphia,
pp. 565-572,1988.
Slocum, A.C., RJ. Nolan, L.C. Shern, S.L. Gay, and AJ. Turgeon.
Development and Testing of Protective Clothing for Lawn Care Special-
ists, Performance of Protective Clothing: Second Symposium, ASTMSTP 989,
S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American Society for
Testing and Materials, Philadelphia, pp. 557-564,1988.
44 Obendorf, S.K. and C.W. Cofiman. Pesticide Safety: Reducing Skin
Exposure Through Protective Clothing, Human Ecology Forum, Cornell
University, 17, No. 3, pp. 12-15,1989.
image:
82 PPE Performance as a Barrier to Pesticides
39 Norton, M.J.T., C.R. Drake, and R.W. Young. Protectiveness of Gore
Tex and PVC Spray Suits in Orchard Pesticide Spraying, J. Environ. Sci.
Health, B23,6, pp 623-641,1988.
40 Putnam, A.R., M.D. Willis, L.K Binning, and P.P. Boldt. Exposure of
Pesticide Applicators to Nitrofen: Influence of Formulation, Handling
Systems, and Protective Garments, J. Agric. Food Chem., 31, pp. 645-650,
1983.
41 Maddy, K.T., L. Johnston, C. Smith, F. Schneider, and T. Jackson. Calif.
Dep. Food Agric. Publ. No. HS-745,1980.
42 Fraser, AJ. and VB. Keeble. Factors Influencing Design of Protective
Clothing for Pesticide Application, Performance of Protective Clothing:
Second Symposium, ASTMSTP989, S.Z. Mansdorf, R. Sager, and A.P.
Nielsen, Eds., American Society for Testing and Materials, Philadelphia,
pp. 565-572,1988.
Slocum, A.C., RJ. Nolan, L.C. Shern, S.L. Gay, and AJ. Turgeon.
Development and Testing of Protective Clothing for Lawn Care Special-
ists, Performance of Protective Clothing: Second Symposium, ASTMSTP 989,
S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American Society for
Testing and Materials, Philadelphia, pp. 557-564,1988.
44 Obendorf, S.K. and C.W. Cofiman. Pesticide Safety: Reducing Skin
Exposure Through Protective Clothing, Human Ecology Forum, Cornell
University, 17, No. 3, pp. 12-15,1989.
image:
 Eye and Face
Protection
image:
Eye and Face
Protection
image:
 image:
image:
 5
The Section in Brief
General guidelines for selecting equipment to protect the eyes and face from
contact with pesticides include the following:
• Define the potential hazard, considering the need for protection from
dusts, granules, liquid splashes, droplets, vapors, and so forth, as well as
from impact from non-pesticide flying objects.
• Compare the potential hazard with the protective capabilities of goggles,
face shields, safety glasses, and full-face respirators.
• Select equipment that will provide protection somewhat beyond that
needed for the hazard.
• Fit the user with the protective device, making sure that it provides adequate
coverage and, if necessary, that there is a good seal between the device and
the wearer's face.
• Give instructions on the use, decontamination, and maintenance of the
equipment, especially full-face respirators.
Types of Eyewear
Eyewear appropriate for use in environments containing pesticides include:
• Goggles—Both cover style (which may be worn over prescription glasses)
and cup style goggles are acceptable. Models with polycarbonate lenses
and indirect venting are preferred.
• Face shields—A face shield is needed when there is a risk of being
splashed with the pesticide. The shield should be lightweight, and it
should wrap around the wearer's face far enough to give adequate protec-
tion.
• Shielded safety glasses—When the pesticide label specifies only "protec-
tive eyewear," shielded safety glasses are the minimum acceptable level of
image:
5
The Section in Brief
General guidelines for selecting equipment to protect the eyes and face from
contact with pesticides include the following:
• Define the potential hazard, considering the need for protection from
dusts, granules, liquid splashes, droplets, vapors, and so forth, as well as
from impact from non-pesticide flying objects.
• Compare the potential hazard with the protective capabilities of goggles,
face shields, safety glasses, and full-face respirators.
• Select equipment that will provide protection somewhat beyond that
needed for the hazard.
• Fit the user with the protective device, making sure that it provides adequate
coverage and, if necessary, that there is a good seal between the device and
the wearer's face.
• Give instructions on the use, decontamination, and maintenance of the
equipment, especially full-face respirators.
Types of Eyewear
Eyewear appropriate for use in environments containing pesticides include:
• Goggles—Both cover style (which may be worn over prescription glasses)
and cup style goggles are acceptable. Models with polycarbonate lenses
and indirect venting are preferred.
• Face shields—A face shield is needed when there is a risk of being
splashed with the pesticide. The shield should be lightweight, and it
should wrap around the wearer's face far enough to give adequate protec-
tion.
• Shielded safety glasses—When the pesticide label specifies only "protec-
tive eyewear," shielded safety glasses are the minimum acceptable level of
image:
 protection. The glasses must have both brow and side shields. Shielded
safety glasses are comfortable and do not cause fogging or sweating.
Respirators
When working with pesticides under conditions that require a respirator, the
use of eye protection is essential.
Although a full-face respirator provides complete eye protection, many
workers prefer the half-face style (covers nose and mouth). A half-face
respirator worn with a cover goggle may be sufficient, but combining the
two devices may interfere with the face seal around die nose. To minimize
the problem, it is best to choose a low-profile half-face respirator and to test
the cover goggle with it before purchase.
Interpreting Pesticide Labels
The eyewear requirements listed on pesticide labels represent the minimum
acceptable protection, and are as follows::
Label Requirement
Protective eyewear
Goggles
Full-face respirator
Acceptable Equipment
• Safety glasses with brow, front,
and temple protection
or
• Face shield
or
• Goggles
or
• Full-face respirator
• Goggles
or
• Full-face respirator
• Full-face respirator
image:
protection. The glasses must have both brow and side shields. Shielded
safety glasses are comfortable and do not cause fogging or sweating.
Respirators
When working with pesticides under conditions that require a respirator, the
use of eye protection is essential.
Although a full-face respirator provides complete eye protection, many
workers prefer the half-face style (covers nose and mouth). A half-face
respirator worn with a cover goggle may be sufficient, but combining the
two devices may interfere with the face seal around die nose. To minimize
the problem, it is best to choose a low-profile half-face respirator and to test
the cover goggle with it before purchase.
Interpreting Pesticide Labels
The eyewear requirements listed on pesticide labels represent the minimum
acceptable protection, and are as follows::
Label Requirement
Protective eyewear
Goggles
Full-face respirator
Acceptable Equipment
• Safety glasses with brow, front,
and temple protection
or
• Face shield
or
• Goggles
or
• Full-face respirator
• Goggles
or
• Full-face respirator
• Full-face respirator
image:
 83
5
Eye and Face
Protection
5.1 Introduction
Splashes, errant sprays, mists, clouds, etc., of pesticides vapors, aerosols,
liquids, dusts, and granules are potential sources of facial contact with the
pesticides. Although facial contacts would be expected to occur less fre-
quently than, for example, contact with the hands, the health consequences
of the contacts are potentially more serious, especially for contacts with the
eyes.
In this section, the characteristics of eye and face protection products useful
for protection from chemicals and pesticides are discussed. Occupational
Safety and Health Administration's (OSHA) 29 CFR 1910.133 and American
National Standard Institute's (ANSI) 287.1 are used as the starting point for
the presentation. The regulation and the standard are useful consolidations
of information and guidance on the subject area, although they may not be
direcdy applicable to the agricultural setting. ANSI Z87.1 provides specific
guidance on definitions, categorization, design, construction, and uses of
eye and face protection. Of particular interest are its sections entitled
"Characteristics of Commercially Available Eye and Face Protection"
and "Characteristics of Commercially Available Eye and Face Protection."
The section is supported by appendices that list and describe commercially
available eye and face protection products and their sources.
5.2 OSHA Eye and Face Protection Requirements
Regulations for eye and face protection for workers under the purview of
OSHA are contained in 29 CFR 1910.133 (see Appendix M). This regulation
describes the employer's general responsibility and refers to the ANSI
standard Z87.1-1968 as the source for guidance in the selection of eye and
face protection for specific hazards. The safety and health of agricultural
workers are outside of OSHA purview and reside within the EPA.
The National Safety Council's Accident Facts (1989 edition) indicates that
in the United States, there were approximately 70,000 reported eye related
injuries in 1988.1 As a result of the concern over this ocular safety data,
image:
83
5
Eye and Face
Protection
5.1 Introduction
Splashes, errant sprays, mists, clouds, etc., of pesticides vapors, aerosols,
liquids, dusts, and granules are potential sources of facial contact with the
pesticides. Although facial contacts would be expected to occur less fre-
quently than, for example, contact with the hands, the health consequences
of the contacts are potentially more serious, especially for contacts with the
eyes.
In this section, the characteristics of eye and face protection products useful
for protection from chemicals and pesticides are discussed. Occupational
Safety and Health Administration's (OSHA) 29 CFR 1910.133 and American
National Standard Institute's (ANSI) 287.1 are used as the starting point for
the presentation. The regulation and the standard are useful consolidations
of information and guidance on the subject area, although they may not be
direcdy applicable to the agricultural setting. ANSI Z87.1 provides specific
guidance on definitions, categorization, design, construction, and uses of
eye and face protection. Of particular interest are its sections entitled
"Characteristics of Commercially Available Eye and Face Protection"
and "Characteristics of Commercially Available Eye and Face Protection."
The section is supported by appendices that list and describe commercially
available eye and face protection products and their sources.
5.2 OSHA Eye and Face Protection Requirements
Regulations for eye and face protection for workers under the purview of
OSHA are contained in 29 CFR 1910.133 (see Appendix M). This regulation
describes the employer's general responsibility and refers to the ANSI
standard Z87.1-1968 as the source for guidance in the selection of eye and
face protection for specific hazards. The safety and health of agricultural
workers are outside of OSHA purview and reside within the EPA.
The National Safety Council's Accident Facts (1989 edition) indicates that
in the United States, there were approximately 70,000 reported eye related
injuries in 1988.1 As a result of the concern over this ocular safety data,
image:
 84 Eye and Face Protection
the U.S. Department of Labor proposed revisions to 29 CFR 1910.133 in
August 1989. The proposed revisions would bring the OSHA regulation into
line with the new performance oriented ANSI Z87.1-1989 standard.2 The
proposed revisions are described in Appendix M. It is anticipated that a final
standard will be approved during 1990. Assuming OSHA does not amend
the new ANSI standard, manufacturers of eye and face protective equipment
used by workers under OSHA's purview would be required to adhere to
ANSI Z87.1-1989 in order to provide OSHA-acceptable products.
5.3 ANSI Z87.1-1989
The purpose of the standard is to provide minimum requirements for
protective eye and face devices, and to aid in the proper selection, use,
and maintenance of the devices. For a product to comply it must meet
all requirements of the standard.
Until the acceptance of ANSI 287.1-1989 in February 1989, the standard
in force was dated 1979. The 1989 provisions change the guidelines from a
design specification to a performance specification. Highlights of the new
standard are illustrated in Appendix N. The earlier standard required that
eyewear conform to design restrictions and pass several strength tests, such
as flat transverse and edge transverse tests. Most of the restrictions and tests
have been eliminated. Manufacturers of protective eyewear have welcomed
the revisions since the previous standard hampered development of new
designs and reduced the ability to incorporate new, lighter materials into
the design. In other words, design freedom need not be limited as long as
a device offers protection under measured test circumstances.
The new standard recognizes the Bureau of Labor Statistics3 study that
revealed the importance of providing angular protection for the eye in
addition to frontal protection.
5.4 Selection Guidance
The process of selecting eye and face protection for pesticide handlers is
difficult to generalize because of the wide range of exposure conditions that
are present in agriculture. In some situations, workers are in close proximity
to highly toxic pesticides where the danger of splash, irritating mists, or
nuisance dusts might occur. At other times, the worker may only peripheral-
ly encounter the above dangers, yet requires appropriate protection. Com-
mon sense and fundamental technical principles should be used in determin-
ing the correct protective eyewear.
Historically, many individuals have used either no eye protection or spec-
tacles as the primary method of protection in this environment. There are
currently seven different types of spectacles for eye protection: no sideshield,
non-removable lens, half sideshield, lift front, full sideshield, detachable
sideshield, and headband temple. Spectacles are designed to protect the
wearer primarily from direct impact and heat. The sideshields provide
image:
84 Eye and Face Protection
the U.S. Department of Labor proposed revisions to 29 CFR 1910.133 in
August 1989. The proposed revisions would bring the OSHA regulation into
line with the new performance oriented ANSI Z87.1-1989 standard.2 The
proposed revisions are described in Appendix M. It is anticipated that a final
standard will be approved during 1990. Assuming OSHA does not amend
the new ANSI standard, manufacturers of eye and face protective equipment
used by workers under OSHA's purview would be required to adhere to
ANSI Z87.1-1989 in order to provide OSHA-acceptable products.
5.3 ANSI Z87.1-1989
The purpose of the standard is to provide minimum requirements for
protective eye and face devices, and to aid in the proper selection, use,
and maintenance of the devices. For a product to comply it must meet
all requirements of the standard.
Until the acceptance of ANSI 287.1-1989 in February 1989, the standard
in force was dated 1979. The 1989 provisions change the guidelines from a
design specification to a performance specification. Highlights of the new
standard are illustrated in Appendix N. The earlier standard required that
eyewear conform to design restrictions and pass several strength tests, such
as flat transverse and edge transverse tests. Most of the restrictions and tests
have been eliminated. Manufacturers of protective eyewear have welcomed
the revisions since the previous standard hampered development of new
designs and reduced the ability to incorporate new, lighter materials into
the design. In other words, design freedom need not be limited as long as
a device offers protection under measured test circumstances.
The new standard recognizes the Bureau of Labor Statistics3 study that
revealed the importance of providing angular protection for the eye in
addition to frontal protection.
5.4 Selection Guidance
The process of selecting eye and face protection for pesticide handlers is
difficult to generalize because of the wide range of exposure conditions that
are present in agriculture. In some situations, workers are in close proximity
to highly toxic pesticides where the danger of splash, irritating mists, or
nuisance dusts might occur. At other times, the worker may only peripheral-
ly encounter the above dangers, yet requires appropriate protection. Com-
mon sense and fundamental technical principles should be used in determin-
ing the correct protective eyewear.
Historically, many individuals have used either no eye protection or spec-
tacles as the primary method of protection in this environment. There are
currently seven different types of spectacles for eye protection: no sideshield,
non-removable lens, half sideshield, lift front, full sideshield, detachable
sideshield, and headband temple. Spectacles are designed to protect the
wearer primarily from direct impact and heat. The sideshields provide
image:
 Eye and Face Protection 85
additional protection from side impacts. Of the seven types of spectacles
available, the models with full sideshields provide the greatest protection
from flying objects. The full sideshield fits within the temple and forms
a close alignment with the side of the face. The other types of sideshields
do not provide as "tight" a fit with the side of the face and might allow a
projectile to reach the eye.
In addition to sideshields, spectacles consist of the following major
components: front with bridge area; lens or lenses (the vast majority are
polycarbonate); and temples (spatula or cable). The assembled devices are
available in many combinations of the various major component types to
provide the user with a wide choice of suitable equipment for impact resis-
tance. The vast number of spectacle component combinations precludes
listing all the options. The principal manufacturers of spectacles are listed
in Appendix O.
Shielded safety glasses are comfortable, do not cause fogging or sweating,
and give good eye protection in many situations. Safety glasses must have
both brow and side shields. Types of protective eyewear appropriate for use
in environments containing pesticides include:
• Goggles
• Face shield
« Shielded safety glasses
Goggles are defined by ANSI Z87.1-1989 as, "primary protective devices
intended to fit the face immediately surrounding the eyes in order to shield
the eyes from a variety of hazards." Goggles are available in two styles: cup
goggles, to cover the eye sockets completely; and cover goggles, which may
be worn over prescription (Rx) spectacles. Most cover goggles are designed
to fit over the employee's prescription glasses. The sides of the cover goggle
have a slight modification to allow the temple of the prescription glasses to
easily pass through. The most popular model in the work place is the cover
goggle. Although cup goggles are appropriate for pesticide environments,
the number of models is limited compared to the vast variety of cover
goggles.
Goggles are available with both rigid and flexible frames, the majority of
users favoring the more comfortable flexible frame. Typically, the flexible
frames are translucent and thus increase the field of vision.
Goggles may have three types of ventilation: direct, indirect, or none.
Directly ventilated goggles create the possibility of a liquid or aerosol
entering through the ventilation port. To reduce and minimize the goggle
lenses from fogging, indirect vented models are preferred. The indirect
models exclude the direct passage of dust, liquids, light or particles.
Face shields are protective devices intended to shield the wearer's face, or
portions thereof, in addition to the eyes. The face shield would be used
when handling pesticides where it is highly likely that splashing will occur.
Face shields are available with or without removable windows.
No sideshield
Non-removable lens
Half sideshields
Lift front
Full sideshield
Detachable sideshield
Headband temple
image:
Eye and Face Protection 85
additional protection from side impacts. Of the seven types of spectacles
available, the models with full sideshields provide the greatest protection
from flying objects. The full sideshield fits within the temple and forms
a close alignment with the side of the face. The other types of sideshields
do not provide as "tight" a fit with the side of the face and might allow a
projectile to reach the eye.
In addition to sideshields, spectacles consist of the following major
components: front with bridge area; lens or lenses (the vast majority are
polycarbonate); and temples (spatula or cable). The assembled devices are
available in many combinations of the various major component types to
provide the user with a wide choice of suitable equipment for impact resis-
tance. The vast number of spectacle component combinations precludes
listing all the options. The principal manufacturers of spectacles are listed
in Appendix O.
Shielded safety glasses are comfortable, do not cause fogging or sweating,
and give good eye protection in many situations. Safety glasses must have
both brow and side shields. Types of protective eyewear appropriate for use
in environments containing pesticides include:
• Goggles
• Face shield
« Shielded safety glasses
Goggles are defined by ANSI Z87.1-1989 as, "primary protective devices
intended to fit the face immediately surrounding the eyes in order to shield
the eyes from a variety of hazards." Goggles are available in two styles: cup
goggles, to cover the eye sockets completely; and cover goggles, which may
be worn over prescription (Rx) spectacles. Most cover goggles are designed
to fit over the employee's prescription glasses. The sides of the cover goggle
have a slight modification to allow the temple of the prescription glasses to
easily pass through. The most popular model in the work place is the cover
goggle. Although cup goggles are appropriate for pesticide environments,
the number of models is limited compared to the vast variety of cover
goggles.
Goggles are available with both rigid and flexible frames, the majority of
users favoring the more comfortable flexible frame. Typically, the flexible
frames are translucent and thus increase the field of vision.
Goggles may have three types of ventilation: direct, indirect, or none.
Directly ventilated goggles create the possibility of a liquid or aerosol
entering through the ventilation port. To reduce and minimize the goggle
lenses from fogging, indirect vented models are preferred. The indirect
models exclude the direct passage of dust, liquids, light or particles.
Face shields are protective devices intended to shield the wearer's face, or
portions thereof, in addition to the eyes. The face shield would be used
when handling pesticides where it is highly likely that splashing will occur.
Face shields are available with or without removable windows.
No sideshield
Non-removable lens
Half sideshields
Lift front
Full sideshield
Detachable sideshield
Headband temple
image:
 88 Eye and Faca Protection
Cup goggles
Cover goggles -with, direct
ventilation
Employees should be cautioned about wearing contact lens in certain, if
not all, pesticide environments. Dusty or chemical environments may repre-,
sent particular hazards to contact lens wearers. Soft contact lenses can be
especially problematic. Their design makes them hydrophilic (absorb fluids),
as a result they will also absorb chemical fumes. If an employee is working
in these conditions, it is best that he not wear contact lenses.
Guidelines for selecting eye and face protection follow.
• Define the potential hazard, considering the need for protection from
chemicals as well as from impact from flying objects.
• Compare the potential hazards with the performance capabilities of
various eye and face protective equipment.
• Make a judgement in selection of the appropriate protective equipment
so that the protection is greater than the estimated hazard.
• Fit the user with the protective device, taking extra care to ensure that an
adequate seal exists between the goggle and the wearer's face to prevent
any pesticide from entering.
• Give instructions on care and use of the equipment.
Table 19 lists the types of eye protection that satisfies eyewear requirements
on pesticide labels.
Table 19. Selection guidance for eye and face protection
Label
Requirement
Acceptable Eye Protection
Protective Safety glasses with brow, front, and temple protection, or
Eyewear Face shield, or
Goggles, or
Full-face respirator
Goggles
Goggles, or
Full-fac respirator
Full-Face
Respirator
Full-face respirator
5.5 Commercially Available Products
There is a wide selection of commercially available products within the types
of eye and face protective devices discussed above. The features of these
products are described in the following paragraphs.
5.5.1 Cover goggles-indirect ventilation and no ventilation
Cover goggles are by far the most popular type of goggle. Due to the wide
range of options available the employer may want to obtain samples of
various models from the suppliers. This will allow the employees to deter-
mine the model which has the best fit around the face, spectacle frames, etc.
Appendices P and Q list commercially available products and their features.
image:
88 Eye and Faca Protection
Cup goggles
Cover goggles -with, direct
ventilation
Employees should be cautioned about wearing contact lens in certain, if
not all, pesticide environments. Dusty or chemical environments may repre-,
sent particular hazards to contact lens wearers. Soft contact lenses can be
especially problematic. Their design makes them hydrophilic (absorb fluids),
as a result they will also absorb chemical fumes. If an employee is working
in these conditions, it is best that he not wear contact lenses.
Guidelines for selecting eye and face protection follow.
• Define the potential hazard, considering the need for protection from
chemicals as well as from impact from flying objects.
• Compare the potential hazards with the performance capabilities of
various eye and face protective equipment.
• Make a judgement in selection of the appropriate protective equipment
so that the protection is greater than the estimated hazard.
• Fit the user with the protective device, taking extra care to ensure that an
adequate seal exists between the goggle and the wearer's face to prevent
any pesticide from entering.
• Give instructions on care and use of the equipment.
Table 19 lists the types of eye protection that satisfies eyewear requirements
on pesticide labels.
Table 19. Selection guidance for eye and face protection
Label
Requirement
Acceptable Eye Protection
Protective Safety glasses with brow, front, and temple protection, or
Eyewear Face shield, or
Goggles, or
Full-face respirator
Goggles
Goggles, or
Full-fac respirator
Full-Face
Respirator
Full-face respirator
5.5 Commercially Available Products
There is a wide selection of commercially available products within the types
of eye and face protective devices discussed above. The features of these
products are described in the following paragraphs.
5.5.1 Cover goggles-indirect ventilation and no ventilation
Cover goggles are by far the most popular type of goggle. Due to the wide
range of options available the employer may want to obtain samples of
various models from the suppliers. This will allow the employees to deter-
mine the model which has the best fit around the face, spectacle frames, etc.
Appendices P and Q list commercially available products and their features.
image:
 Eye and Face Protection 87
5.5.1.1 Lens material. When purchasing these types of goggles, the first
selection option is lens material, of which there are four choices: polycarbo-
nate, polypropionate, acetate, and CR-39. Polycarbonate is the material of
choice since it will not weaken if the surface becomes pitted and provides
good chemical splash and impact resistance. Approximately 90% or more of
the lenses are now made of polycarbonate material, typically 0.060-in thick.
Polycarbonate is lighter and provides stronger impact resistance than
hardened glass (available in spectacle frames only) and CR-39 materials.
5.5.1.2 UV Protection. For employees working outside or in environ-
ments with high levels of ultra-violet light, a UV protector should be added
to the lens. The UV protectors are either embedded in the polymer or
applied as a coating to the lens. Each manufacturer's specifications vary
slightly, however, most lenses with a UV treatment absorb 95% to 98%
of the harmful rays up to 400 nm. Polycarbonate itself provides some UV
protection, but not over the entire range of wavelengths that the treatment
provides. To ensure the long term integrity of the UV filter, a lens which has
the treatment blended into the polymer should be selected. If the UV pro-
tection is applied as a coating to the lens, it will lose its effectiveness if the
lens becomes scratched.
5.5.1.3 Anti-fogging. Anti-fogging is an additional feature to consider.
Many goggles have this option which would be important for pesticide
handlers who pass through several different temperature zones in the course
of their normal routine. There is no anti-fog coating or material that will
provide the wearer a totally fog-free environment. The anti-fogging coating
works best when the goggle is directly ventilated.
5.5.1.4 Tinting. Tinting is another feature to consider for individuals
working in the sunlight. Tints should be chosen carefully and matched to
the work place. Tints should not be chosen for cosmetic reasons since they
reduce the light transmission through the lens and might alter the worker's
effectiveness, or create a safety hazard.
5.5.1.5 Scratch resistance. For dusty environments or where there is a
high number of particles hitting the lenses, scratch resistant coatings should
be considered. It is questionable how effective these coatings actually are.
They provide a certain level of resistance to scratching but are not an abso-
lute answer. It is recommended that the employer not over pay for this
feature. If scratching becomes a problem, lien replacing the lens in the
goggle might be a better alternative.
5.5.1.6 Prescription glasses. For employees required to wear prescrip-
tion glasses, cover goggles provide the best solution. Cover goggles are
designed to fit over the prescription glasses and still provide an adequate seal
with the face. This method is recommended rather than trying to add an
"insert" to the goggle with the employee's prescription embedded in it The
inserts are difficult for the optical laboratories to make, are expensive, may
create some magnification problems for the employee, and may be difficult
to adjust to.
image:
Eye and Face Protection 87
5.5.1.1 Lens material. When purchasing these types of goggles, the first
selection option is lens material, of which there are four choices: polycarbo-
nate, polypropionate, acetate, and CR-39. Polycarbonate is the material of
choice since it will not weaken if the surface becomes pitted and provides
good chemical splash and impact resistance. Approximately 90% or more of
the lenses are now made of polycarbonate material, typically 0.060-in thick.
Polycarbonate is lighter and provides stronger impact resistance than
hardened glass (available in spectacle frames only) and CR-39 materials.
5.5.1.2 UV Protection. For employees working outside or in environ-
ments with high levels of ultra-violet light, a UV protector should be added
to the lens. The UV protectors are either embedded in the polymer or
applied as a coating to the lens. Each manufacturer's specifications vary
slightly, however, most lenses with a UV treatment absorb 95% to 98%
of the harmful rays up to 400 nm. Polycarbonate itself provides some UV
protection, but not over the entire range of wavelengths that the treatment
provides. To ensure the long term integrity of the UV filter, a lens which has
the treatment blended into the polymer should be selected. If the UV pro-
tection is applied as a coating to the lens, it will lose its effectiveness if the
lens becomes scratched.
5.5.1.3 Anti-fogging. Anti-fogging is an additional feature to consider.
Many goggles have this option which would be important for pesticide
handlers who pass through several different temperature zones in the course
of their normal routine. There is no anti-fog coating or material that will
provide the wearer a totally fog-free environment. The anti-fogging coating
works best when the goggle is directly ventilated.
5.5.1.4 Tinting. Tinting is another feature to consider for individuals
working in the sunlight. Tints should be chosen carefully and matched to
the work place. Tints should not be chosen for cosmetic reasons since they
reduce the light transmission through the lens and might alter the worker's
effectiveness, or create a safety hazard.
5.5.1.5 Scratch resistance. For dusty environments or where there is a
high number of particles hitting the lenses, scratch resistant coatings should
be considered. It is questionable how effective these coatings actually are.
They provide a certain level of resistance to scratching but are not an abso-
lute answer. It is recommended that the employer not over pay for this
feature. If scratching becomes a problem, lien replacing the lens in the
goggle might be a better alternative.
5.5.1.6 Prescription glasses. For employees required to wear prescrip-
tion glasses, cover goggles provide the best solution. Cover goggles are
designed to fit over the prescription glasses and still provide an adequate seal
with the face. This method is recommended rather than trying to add an
"insert" to the goggle with the employee's prescription embedded in it The
inserts are difficult for the optical laboratories to make, are expensive, may
create some magnification problems for the employee, and may be difficult
to adjust to.
image:
 88 Eya and Face Protection
Cover goggles with indirect
ventilation
Face shield
S.5.2 Cup goggles-indirect ventilation
There are very few varieties of this type goggle as is evident from Appendix
R. The polycarbonate lenses are approximately 50 mm round and vary in
thickness from the standard 1.5 mm to 3 mm for heavy duty chipping and
grinding applications. Some cup goggles have flat lenses while others are
slightly curved. The curved surface can extend the field of view.
It is important to make sure that the soft sides of the cup goggle provide
a complete seal around the periphery of the goggle/face interface.
5.5.3 Face shields
The majority efface shields have a polycarbonate window. The windows
are typically 1 mm thick It is important that the window adequately wrap
around the wearer's face for full protection. A few models provide protection
beneath the chin to deflect any projectiles. As with the goggles, the face
shields are available with UV, anti-fog, and scratch resistant coatings. For
comfort, it is important to find a shield that is light weight so that the
employee will not hesitate to wear the shield when appropriate. Manufac-
turers efface shields are listed in Appendix S.
5.5.4 Headbands
For the most part, there are only two types of headband materials: neoprene
and elastic. These may be offered in several colors beyond the standard
black. Both materials are attached to the side of the goggle in a manner that
allows a range of adjustment, using friction to hold the headband in the most
comfortable location. The user tightens the headband until the goggle is
snug creating a seal between the face and side of goggle. The neoprene
material provides better durability while the elastic perhaps more comfort.
Most goggles offer headbands as replacement items, this is especially impor-
tant if the band becomes contaminated or deteriorates over time.
5.5.5 Use and maintenance
Once the proper protective device is chosen, it is important to educate the
worker in the proper use of the device. Printed information that is provided
with the device will vary from device to device, but may contain the follow-
ing elements:
• The proper way to wear the device.
• The methods for adjusting the device for best and proper fit.
• Items to routinely check on the device when inspecting for wear
or damaged parts.
• The maintenance procedures to follow.
• The proper method for cleaning the device.
• The proper method for storing the protector.
• All warnings, cautions, and limitations of using the device.
• The types and hazards for which the device is designed, and the level
of protection provided. Protective devices do not provide unlimited
protection.
• The meaning of any significant markings on the device.
image:
88 Eya and Face Protection
Cover goggles with indirect
ventilation
Face shield
S.5.2 Cup goggles-indirect ventilation
There are very few varieties of this type goggle as is evident from Appendix
R. The polycarbonate lenses are approximately 50 mm round and vary in
thickness from the standard 1.5 mm to 3 mm for heavy duty chipping and
grinding applications. Some cup goggles have flat lenses while others are
slightly curved. The curved surface can extend the field of view.
It is important to make sure that the soft sides of the cup goggle provide
a complete seal around the periphery of the goggle/face interface.
5.5.3 Face shields
The majority efface shields have a polycarbonate window. The windows
are typically 1 mm thick It is important that the window adequately wrap
around the wearer's face for full protection. A few models provide protection
beneath the chin to deflect any projectiles. As with the goggles, the face
shields are available with UV, anti-fog, and scratch resistant coatings. For
comfort, it is important to find a shield that is light weight so that the
employee will not hesitate to wear the shield when appropriate. Manufac-
turers efface shields are listed in Appendix S.
5.5.4 Headbands
For the most part, there are only two types of headband materials: neoprene
and elastic. These may be offered in several colors beyond the standard
black. Both materials are attached to the side of the goggle in a manner that
allows a range of adjustment, using friction to hold the headband in the most
comfortable location. The user tightens the headband until the goggle is
snug creating a seal between the face and side of goggle. The neoprene
material provides better durability while the elastic perhaps more comfort.
Most goggles offer headbands as replacement items, this is especially impor-
tant if the band becomes contaminated or deteriorates over time.
5.5.5 Use and maintenance
Once the proper protective device is chosen, it is important to educate the
worker in the proper use of the device. Printed information that is provided
with the device will vary from device to device, but may contain the follow-
ing elements:
• The proper way to wear the device.
• The methods for adjusting the device for best and proper fit.
• Items to routinely check on the device when inspecting for wear
or damaged parts.
• The maintenance procedures to follow.
• The proper method for cleaning the device.
• The proper method for storing the protector.
• All warnings, cautions, and limitations of using the device.
• The types and hazards for which the device is designed, and the level
of protection provided. Protective devices do not provide unlimited
protection.
• The meaning of any significant markings on the device.
image:
 Eye and Face Protection 89
5.5.6 Respirators
Although respiratory protection is outside of the scope this manual, the use
of respirators may impact the selection of, or necessity for eye protection.
Some consideration in this regard follows. When working with pesticides
under conditions that require a respirator, often the use of eye protection is
essential. By virtue of their design, a full-face respirator provides eye protec-
tion.
Under certain conditions, a half-face respirator and cover goggle combina-
tion will provide appropriate protection for the eyes. The principal difficulty
when combining the two devices is the face seal, particularly around the
nose. The cause of this problem is twofold: many people do not properly
position and/or adjust the head and neck straps, and many of the half-face
respirators have a large nose cup which elevates the lower edge of the cover
goggle. Only a few brands of half masks have nose cup that are adequately
tapered to allow a good seal. If a combination approach is desired, it is
recommended that a low profile half-face respirator be used and the cover
goggle that will be worn should be tested -with it prior to purchase.
Many workers prefer to wear a half-face respirator rather than a full-face
respirator when given the choice; they claim that these respirators are more
comfortable, less claustrophobic, and provide better visual acuity and
peripheral vision, and are cooler. Therefore, while full-face respirators may
be the "most logical" choice, a half-face respirator with cover goggle still has
a place in a well designed safety program. It is important to give workers
some latitude in selecting the equipment of their choice, in the hope that
this will increase their participation and thereby increase their protection.
Half-face respirator
Full-face respirator
image:
Eye and Face Protection 89
5.5.6 Respirators
Although respiratory protection is outside of the scope this manual, the use
of respirators may impact the selection of, or necessity for eye protection.
Some consideration in this regard follows. When working with pesticides
under conditions that require a respirator, often the use of eye protection is
essential. By virtue of their design, a full-face respirator provides eye protec-
tion.
Under certain conditions, a half-face respirator and cover goggle combina-
tion will provide appropriate protection for the eyes. The principal difficulty
when combining the two devices is the face seal, particularly around the
nose. The cause of this problem is twofold: many people do not properly
position and/or adjust the head and neck straps, and many of the half-face
respirators have a large nose cup which elevates the lower edge of the cover
goggle. Only a few brands of half masks have nose cup that are adequately
tapered to allow a good seal. If a combination approach is desired, it is
recommended that a low profile half-face respirator be used and the cover
goggle that will be worn should be tested -with it prior to purchase.
Many workers prefer to wear a half-face respirator rather than a full-face
respirator when given the choice; they claim that these respirators are more
comfortable, less claustrophobic, and provide better visual acuity and
peripheral vision, and are cooler. Therefore, while full-face respirators may
be the "most logical" choice, a half-face respirator with cover goggle still has
a place in a well designed safety program. It is important to give workers
some latitude in selecting the equipment of their choice, in the hope that
this will increase their participation and thereby increase their protection.
Half-face respirator
Full-face respirator
image:
 90 Eye and Face Protection
References
1 National Safety Council, Accident Facts, National Safety Council,
444 N. Michigan Are., Chicago, IL 60661,1989.
2 American National Standards Institute, 287.1-989. Practice for
Occupational and Educational Eye and Face Protection. ANSI, Inc.,
1430 Broadway, NY, NY 10018.
3 Bureau of Labor Statistics, "Accidents Involving Eye Injuries,"
U.S. Department of Labor, Report #597, April 1980.
image:
90 Eye and Face Protection
References
1 National Safety Council, Accident Facts, National Safety Council,
444 N. Michigan Are., Chicago, IL 60661,1989.
2 American National Standards Institute, 287.1-989. Practice for
Occupational and Educational Eye and Face Protection. ANSI, Inc.,
1430 Broadway, NY, NY 10018.
3 Bureau of Labor Statistics, "Accidents Involving Eye Injuries,"
U.S. Department of Labor, Report #597, April 1980.
image:
 Effect of Personal
Protective Equipment
on Job Performance
image:
Effect of Personal
Protective Equipment
on Job Performance
image:
 image:
image:
 6
The Section in Brief
Clothing and other gear worn by workers for protection from pesticides may
interfere with the workers' ability to do a job. Worker productivity may be
reduced and, in some cases, the personal protective equipment could
introduce new safety hazards by reducing mobility, dexterity, field of view,
etc.
How PPE Affects Workers' Functions
Several key functional requirements of workers may be affected by one or
more types of PPE:
Function
Dexterity and tactility
Mobility
Vision
Speech intelligibility
Affected by
• Hand protection
• Face shield
• Foot protection
• Body protection
• Thermal regulation
• Eye/face protection
• Full-face respirator
• Face shield
• Respirator
Dexterity and Tactility. The use of chemical-resistant gloves impairs both
dexterity (the ease with which a person can perform tasks with the hands)
and tactility (the ability to sense by touching). Dexterity and tactility are
affected by glove fit and by the thickness and physical properties of the glove
material. Wearing double layers of gloves reduces tactility but may improve
dexterity.
image:
6
The Section in Brief
Clothing and other gear worn by workers for protection from pesticides may
interfere with the workers' ability to do a job. Worker productivity may be
reduced and, in some cases, the personal protective equipment could
introduce new safety hazards by reducing mobility, dexterity, field of view,
etc.
How PPE Affects Workers' Functions
Several key functional requirements of workers may be affected by one or
more types of PPE:
Function
Dexterity and tactility
Mobility
Vision
Speech intelligibility
Affected by
• Hand protection
• Face shield
• Foot protection
• Body protection
• Thermal regulation
• Eye/face protection
• Full-face respirator
• Face shield
• Respirator
Dexterity and Tactility. The use of chemical-resistant gloves impairs both
dexterity (the ease with which a person can perform tasks with the hands)
and tactility (the ability to sense by touching). Dexterity and tactility are
affected by glove fit and by the thickness and physical properties of the glove
material. Wearing double layers of gloves reduces tactility but may improve
dexterity.
image:
 Mobility. The ease of motion while wearing a PPE garment can be affected
by:
• flexibility—A flexible fabric allows greater ease of movement, because it
decreases the energy it takes to move in the garment.
• cut and fit—When items are not manufactured in a "working position" or
cut to accommodate movement, they need to fit more loosely so the body
can move freely. Rubber gloves molded to the relaxed, curved shape of the
hand, for example, allow ease of movement even when fitted close to the
hand; flat gloves do not.
• weight—Items that are cut loosely accommodate body dimensions have
extra material that may add weight, reduce mobility, and increase the
potential for other safety hazards. These deficiencies reduce the effective-
ness of the worker.
• friction—Mobility when wearing multiple layers of clothing requires
overcoming the friction due to the layers rubbing against one another.
Optimum clothing system design minimizes such friction.
"Vision. Eye protection and respirators can affect the worker's field of view.
The lens materials may also affect visual acuity (the ability to distinguish
shapes and perceive contrasts).
Speech Intelligibility. Respirators and face shields can significantly reduce
speech volume and crispness. The ability to communicate clearly can be
particularly important in emergency situations.
The Effects of PPE on Worker Productivity
In almost all instances (with the possible exception of eye protection), the
use of PPE will increase the time needed to perform a task. Tests have shown
that this increase may be 10 to 40 percent, depending on the level of protec-
tion and the type of work being performed.
image:
Mobility. The ease of motion while wearing a PPE garment can be affected
by:
• flexibility—A flexible fabric allows greater ease of movement, because it
decreases the energy it takes to move in the garment.
• cut and fit—When items are not manufactured in a "working position" or
cut to accommodate movement, they need to fit more loosely so the body
can move freely. Rubber gloves molded to the relaxed, curved shape of the
hand, for example, allow ease of movement even when fitted close to the
hand; flat gloves do not.
• weight—Items that are cut loosely accommodate body dimensions have
extra material that may add weight, reduce mobility, and increase the
potential for other safety hazards. These deficiencies reduce the effective-
ness of the worker.
• friction—Mobility when wearing multiple layers of clothing requires
overcoming the friction due to the layers rubbing against one another.
Optimum clothing system design minimizes such friction.
"Vision. Eye protection and respirators can affect the worker's field of view.
The lens materials may also affect visual acuity (the ability to distinguish
shapes and perceive contrasts).
Speech Intelligibility. Respirators and face shields can significantly reduce
speech volume and crispness. The ability to communicate clearly can be
particularly important in emergency situations.
The Effects of PPE on Worker Productivity
In almost all instances (with the possible exception of eye protection), the
use of PPE will increase the time needed to perform a task. Tests have shown
that this increase may be 10 to 40 percent, depending on the level of protec-
tion and the type of work being performed.
image:
 91
6
Effect of Personal
Protective Equipment
on Job Performance
6.1 Introduction
Clothing and other gear worn by workers for protection from pesticides may
interfere with the worker's ability to do a job. Worker productivity may be
reduced and, in some cases, the PPE may introduce new safety problems.
For example, gloves will reduce dexterity and, therefore, increase the time
required to perform certain hand-intensive tasks. The reduced dexterity may
increase the potential for an accident The magnitudes of the effects will
depend on the amount and type of PPE that is worn and the demands of the
tasks. For example, gloves would be expected to have a greater performance
decrement on the task of fixing a clogged nozzle than that of carrying a
5-gallon pail of water.
In this section, estimates are developed for the functional impact of PPE on
task performance. The quantitative estimates are based on sets of weighting
factors and rating scales related to the functions that compose the task and
specific items of protective gear. The purpose of this section is to establish a
realistic perspective from which the economic impact of using or requiring
PPE can be assessed. Furthermore, the results are combined in Section 8
with those related to chemical-resistant performance of the clothing (Section
4) and the thermal burden of clothing (Section 7) as a basis for a clothing
selection decisions.
6.2 Mixer, Loader, Applicator Functions
6.2.1 Introduction
General descriptions of the activities of the persons who handle concentrates
and application strength pesticides were given in Section 2. More specific
descriptions representative of the tasks performed by mixers, loaders, and
applicators are listed in Table 20. From these descriptions, the functional
requirements of each task can be deduced. For example, a mixer must have
certain levels of dexterity and visual acuity to open a screw-type cap. Those
levels of dexterity and visual acuity will be different from those that are
required to cut open and pour a bag of pesticide granules.
image:
91
6
Effect of Personal
Protective Equipment
on Job Performance
6.1 Introduction
Clothing and other gear worn by workers for protection from pesticides may
interfere with the worker's ability to do a job. Worker productivity may be
reduced and, in some cases, the PPE may introduce new safety problems.
For example, gloves will reduce dexterity and, therefore, increase the time
required to perform certain hand-intensive tasks. The reduced dexterity may
increase the potential for an accident The magnitudes of the effects will
depend on the amount and type of PPE that is worn and the demands of the
tasks. For example, gloves would be expected to have a greater performance
decrement on the task of fixing a clogged nozzle than that of carrying a
5-gallon pail of water.
In this section, estimates are developed for the functional impact of PPE on
task performance. The quantitative estimates are based on sets of weighting
factors and rating scales related to the functions that compose the task and
specific items of protective gear. The purpose of this section is to establish a
realistic perspective from which the economic impact of using or requiring
PPE can be assessed. Furthermore, the results are combined in Section 8
with those related to chemical-resistant performance of the clothing (Section
4) and the thermal burden of clothing (Section 7) as a basis for a clothing
selection decisions.
6.2 Mixer, Loader, Applicator Functions
6.2.1 Introduction
General descriptions of the activities of the persons who handle concentrates
and application strength pesticides were given in Section 2. More specific
descriptions representative of the tasks performed by mixers, loaders, and
applicators are listed in Table 20. From these descriptions, the functional
requirements of each task can be deduced. For example, a mixer must have
certain levels of dexterity and visual acuity to open a screw-type cap. Those
levels of dexterity and visual acuity will be different from those that are
required to cut open and pour a bag of pesticide granules.
image:
 92 Effect of Personal Protective Equipment on Job Performance
Table 2O. Functional activities of mixers, loaders, and applications
Mixing and Handling
• Opening containers, including turning caps, pulling tabs, cutting bags,
tearing bags, turning bungs. Some of these activities are done with the
hand and others are done with hand-held tools.
• Lifting containers, ranging from ground to waist-height to climbing while
carrying a container to the top of tank.
• Measuring solid or liquid concentrates, including pouring liquids into pitchers
or graduated cylinders or scooping solids onto a spring scale.
• Pouring, including handling containers up to 80-100 pounds.
• Operating a pump.
• Operating a water valve
Loading
• Connecting hoses
• Opening and closing tank lids. The tank lids may range in size from that on
a back-mounted tank to that on tank containing 500 or more gallons of liq-
uid.
• Climbing onto and off tanks
• Driving
• Hitching and unhitching trailers
Boom/Air Blast Spraying
• Driving a tractor
• Adjusting and cleaning nozzles
• Performing minor inspections and maintenance of the vehicle in the field
• Getting into and out of the driving position. This may require climbing.
Back-mounted Spraying
• Walking, this may be indoors on smooth surfaces or outdoors on rough
or hilly terrain
• Moving arms back and forth and up and down
• Shaking tank
• Adjusting and cleaning nozzle
In general, the functional requirements of a worker can be categorized
as they are related to:
• dexterity and tactility
• mobility
• vision
• speech intelligibility
6.2.2 Dexterity and tactility
Dexterity describes the facility with which a person can perform tasks with
the hands. Tactility describes the facility with which one is able to sense by
means of touching. The use of chemical-resistive gloves impairs both
dexterity and tactility. The degree to which dexterity and tactility are
affected is determined by several factors:
• glove fit
• material thickness (and/or layers of gloves worn)
• physical properties of the glove material (e.g., flexibility)
image:
92 Effect of Personal Protective Equipment on Job Performance
Table 2O. Functional activities of mixers, loaders, and applications
Mixing and Handling
• Opening containers, including turning caps, pulling tabs, cutting bags,
tearing bags, turning bungs. Some of these activities are done with the
hand and others are done with hand-held tools.
• Lifting containers, ranging from ground to waist-height to climbing while
carrying a container to the top of tank.
• Measuring solid or liquid concentrates, including pouring liquids into pitchers
or graduated cylinders or scooping solids onto a spring scale.
• Pouring, including handling containers up to 80-100 pounds.
• Operating a pump.
• Operating a water valve
Loading
• Connecting hoses
• Opening and closing tank lids. The tank lids may range in size from that on
a back-mounted tank to that on tank containing 500 or more gallons of liq-
uid.
• Climbing onto and off tanks
• Driving
• Hitching and unhitching trailers
Boom/Air Blast Spraying
• Driving a tractor
• Adjusting and cleaning nozzles
• Performing minor inspections and maintenance of the vehicle in the field
• Getting into and out of the driving position. This may require climbing.
Back-mounted Spraying
• Walking, this may be indoors on smooth surfaces or outdoors on rough
or hilly terrain
• Moving arms back and forth and up and down
• Shaking tank
• Adjusting and cleaning nozzle
In general, the functional requirements of a worker can be categorized
as they are related to:
• dexterity and tactility
• mobility
• vision
• speech intelligibility
6.2.2 Dexterity and tactility
Dexterity describes the facility with which a person can perform tasks with
the hands. Tactility describes the facility with which one is able to sense by
means of touching. The use of chemical-resistive gloves impairs both
dexterity and tactility. The degree to which dexterity and tactility are
affected is determined by several factors:
• glove fit
• material thickness (and/or layers of gloves worn)
• physical properties of the glove material (e.g., flexibility)
image:
 Effect of Personal Protective Equipment on Job Performance 93
In general, two types of gloves are available for protection from pesticides:
rubber and plastic. Descriptions of gloves in each of these categories and
their chemical resistance were given in Section 3. From a functional perspec-
tive, the following generalizations may be made:
• Tactility is affected by material thickness and the physical properties of
glove material. Tactility is reduced as the number of layers of glove
material increase—as when double gloves are worn. For the same thick-
ness of glove material, rubber materials have less of an impact on
tactility than do plastic materials. Tactility can be affected by glove fit.
• Dexterity is strongly affected by glove fit and, to a lesser extent by the
physical properties of the glove material. The fit of plastic gloves is gen-
erally poor compared with that of rubber gloves and consequently, plastic
gloves would be expected to have a greater, negative effect on dexterity.
Across the thickness range of rubber gloves (i.e., 2-25 mils), dexterity can
vary significantly. Within the range most commonly used in agriculture
(i.e., 12-20 mils for rubber gloves), thickness has little effect on dexterity.
6.2.3 Mobility
Mobility encompasses the range of motions that one can make and the ease
with which one can make them. While the term dexterity has been used to
designate fine motor control or the facility with which hand movement can
take place, mobility will be used here to designate movements generally
categorized under gross motor control. Chemical-resistant coveralls, aprons,
and rubber boots can all reduce mobility. The effect is usually greatest
during the first uses of PPE. Several studies have shown that the effect
decreases as workers adapt to the garments.1
There are a number of factors that determine the extent to which specific
garments affect mobility, among them: fabric flexibility and extensibility;
garment cut, fit and weight; and the coefficient of friction of a garment
against the skin or against other garments.
The factors of garment cut and fit interact. If the segments of a garment
(sleeve, body, leg, etc.) are effectively related to one another, i.e., if they are
positioned so that there is no strain when the wearer is moving and working,
full range and ease of movement is possible even when the fit of a garment is
quite snug. A simple example of this can be found by looking at the effect of
a flat versus a shaped glove on ease of hand movement When a rubber glove
is molded into a working position (fingers curved as if ready to grip an
object) a wearer needs to expend very little effort to move the glove into
position to grip a tool or dial. This remains true for a well-molded glove
even when it is fitted quite close to the hand. However, when a glove is
manufactured flat, the hand has to work against the glove material to move
it into a position to be ready for work Even if material is elastic, this move-
ment requires energy. (In fact, if the material is elastic, that energy is
expended continuously because the glove is continually trying to move back
to its original, flat position.) Therefore, when items are not manufactured in
a working position, their fit needs to be looser. A looser fit allows the body
parts involved to move more freely inside the garment rather than being
hobbled by the restrictive cut.
image:
Effect of Personal Protective Equipment on Job Performance 93
In general, two types of gloves are available for protection from pesticides:
rubber and plastic. Descriptions of gloves in each of these categories and
their chemical resistance were given in Section 3. From a functional perspec-
tive, the following generalizations may be made:
• Tactility is affected by material thickness and the physical properties of
glove material. Tactility is reduced as the number of layers of glove
material increase—as when double gloves are worn. For the same thick-
ness of glove material, rubber materials have less of an impact on
tactility than do plastic materials. Tactility can be affected by glove fit.
• Dexterity is strongly affected by glove fit and, to a lesser extent by the
physical properties of the glove material. The fit of plastic gloves is gen-
erally poor compared with that of rubber gloves and consequently, plastic
gloves would be expected to have a greater, negative effect on dexterity.
Across the thickness range of rubber gloves (i.e., 2-25 mils), dexterity can
vary significantly. Within the range most commonly used in agriculture
(i.e., 12-20 mils for rubber gloves), thickness has little effect on dexterity.
6.2.3 Mobility
Mobility encompasses the range of motions that one can make and the ease
with which one can make them. While the term dexterity has been used to
designate fine motor control or the facility with which hand movement can
take place, mobility will be used here to designate movements generally
categorized under gross motor control. Chemical-resistant coveralls, aprons,
and rubber boots can all reduce mobility. The effect is usually greatest
during the first uses of PPE. Several studies have shown that the effect
decreases as workers adapt to the garments.1
There are a number of factors that determine the extent to which specific
garments affect mobility, among them: fabric flexibility and extensibility;
garment cut, fit and weight; and the coefficient of friction of a garment
against the skin or against other garments.
The factors of garment cut and fit interact. If the segments of a garment
(sleeve, body, leg, etc.) are effectively related to one another, i.e., if they are
positioned so that there is no strain when the wearer is moving and working,
full range and ease of movement is possible even when the fit of a garment is
quite snug. A simple example of this can be found by looking at the effect of
a flat versus a shaped glove on ease of hand movement When a rubber glove
is molded into a working position (fingers curved as if ready to grip an
object) a wearer needs to expend very little effort to move the glove into
position to grip a tool or dial. This remains true for a well-molded glove
even when it is fitted quite close to the hand. However, when a glove is
manufactured flat, the hand has to work against the glove material to move
it into a position to be ready for work Even if material is elastic, this move-
ment requires energy. (In fact, if the material is elastic, that energy is
expended continuously because the glove is continually trying to move back
to its original, flat position.) Therefore, when items are not manufactured in
a working position, their fit needs to be looser. A looser fit allows the body
parts involved to move more freely inside the garment rather than being
hobbled by the restrictive cut.
image:
 94 Effect of Personal Protective Equipment on Job Performance
In some instances, it is not economical to manufacture garments that are
shaped in the working position, and fit, therefore, becomes critical to mobil-
ity. The interrelationship of cut and fit becomes particularly significant for
larger items of clothing because the larger volume of material needed to
compensate for items that are not well shaped contributes both to safety
(loose edges for snagging, obstruction of vision) and to the cost of materials.
There may also be significant metabolic effects when workers must drag
layers of loosely fitted clothing over one another for long periods of time,
especially if there are rough or rubberized surfaces involved and the clothing
layers stick to one another during movement.
For garments that involve full body coverage, then, garment cut and fabric
flexibility are primary factors in the ability to provide a wearer with east of
movement. When a garment is cut to accommodate a specific movement, fit
can be snug and fabric can be non-stretch and movement may still occur
easily. On the other hand, a tight, ill-fitting garment can tear, thereby com-
promising its effectiveness as a chemical barrier. For this reason, when a
garment is not cut to accommodate movement, fit must be looser. The
resulting garment then has extra material that may add bulk, making move-
ment more difficult. It also increases the likelihood that friction will occur
between garment surfaces and add to movement difficulties. In either case,
fabric flexibility decreases the energy it takes to move in a garment and thus
allows greater ease of movement, particularly over the long term.
For isolated garments that cover smaller areas of the body—boots, gloves
or aprons, etc.—fabric flexibility and weight tend to be the most important
factors with the cut and fit of the item at a second level of importance. If a
fabric is stiff and does not stretch, movement of the body part covered will
be restricted even if the cut and fit of a garment are appropriate. On the
other hand, the major joints of the body can continue to function around the
outer edges of the items, e.g., all but the ankle joint of the leg can move
freely if a stiff boot is in place and the shoulders and arms can continue to
move around the edges of an apron. The weight of an item may affect full
body mobility over the long term, particularly if the item is worn far from
the center of gravity. For example, it requires more effort and is more tiring
to lift one's leg to climb onto a tractor when wearing a heavy boot than when
wearing a light one.
6.2.4 Vision
Two key elements of vision are field of view and visual acuity. Both elements
may be affected by respiratory and eye/face protection.
6.2.4.1 Field of view. Of particular concern is the reduced field of view
in the inferior and nasal areas caused by the nose cup and filter cartridges
for respiratory protection, which interferes with tasks where workers must
inspect mechanical equipment and read instructions, etc. Driving might also
be impaired by restrictions in the temporal area of 'the visual field. Aviators
or persons who must lookup would also be affected by restrictions in the
superior area.
image:
94 Effect of Personal Protective Equipment on Job Performance
In some instances, it is not economical to manufacture garments that are
shaped in the working position, and fit, therefore, becomes critical to mobil-
ity. The interrelationship of cut and fit becomes particularly significant for
larger items of clothing because the larger volume of material needed to
compensate for items that are not well shaped contributes both to safety
(loose edges for snagging, obstruction of vision) and to the cost of materials.
There may also be significant metabolic effects when workers must drag
layers of loosely fitted clothing over one another for long periods of time,
especially if there are rough or rubberized surfaces involved and the clothing
layers stick to one another during movement.
For garments that involve full body coverage, then, garment cut and fabric
flexibility are primary factors in the ability to provide a wearer with east of
movement. When a garment is cut to accommodate a specific movement, fit
can be snug and fabric can be non-stretch and movement may still occur
easily. On the other hand, a tight, ill-fitting garment can tear, thereby com-
promising its effectiveness as a chemical barrier. For this reason, when a
garment is not cut to accommodate movement, fit must be looser. The
resulting garment then has extra material that may add bulk, making move-
ment more difficult. It also increases the likelihood that friction will occur
between garment surfaces and add to movement difficulties. In either case,
fabric flexibility decreases the energy it takes to move in a garment and thus
allows greater ease of movement, particularly over the long term.
For isolated garments that cover smaller areas of the body—boots, gloves
or aprons, etc.—fabric flexibility and weight tend to be the most important
factors with the cut and fit of the item at a second level of importance. If a
fabric is stiff and does not stretch, movement of the body part covered will
be restricted even if the cut and fit of a garment are appropriate. On the
other hand, the major joints of the body can continue to function around the
outer edges of the items, e.g., all but the ankle joint of the leg can move
freely if a stiff boot is in place and the shoulders and arms can continue to
move around the edges of an apron. The weight of an item may affect full
body mobility over the long term, particularly if the item is worn far from
the center of gravity. For example, it requires more effort and is more tiring
to lift one's leg to climb onto a tractor when wearing a heavy boot than when
wearing a light one.
6.2.4 Vision
Two key elements of vision are field of view and visual acuity. Both elements
may be affected by respiratory and eye/face protection.
6.2.4.1 Field of view. Of particular concern is the reduced field of view
in the inferior and nasal areas caused by the nose cup and filter cartridges
for respiratory protection, which interferes with tasks where workers must
inspect mechanical equipment and read instructions, etc. Driving might also
be impaired by restrictions in the temporal area of 'the visual field. Aviators
or persons who must lookup would also be affected by restrictions in the
superior area.
image:
 Effect of Personal Protective Equipment on Job Performance 95
On hooded garments with built-in, clear plastic face shields, restrictions in
all directions can occur because the face piece does not turn when the wearer
turns his or her head.
6.2.4.2 Visual acuity. Visual acuity is the ability to distinguish shapes and
precise contrast boundaries. The plastics of some face shields, goggles, and
eye glasses can distort vision because of curvatures that are not optically
neutral. Furthermore, some plastics scratch easily and discolor, or develop
a haze, as they age. Tinting, other coloration of the face piece, and fogging
due to condensation can also reduce visual acuity.
6.2.5 Speech intelligibility
The intelligibility of speech requires that words be transmitted and received
clearly and at an adequate volume. Speech intelligibility can be particularly
important in emergency situations. Transmission deficiencies are consider-
ably more important than are reception problems as the cause for loss of
speech intelligibility because of the use of PPE. Respiratory protection
and face shields can significantly attenuate speech volume and crisp-
ness. Hoods, even fairly thick rubber hoods, seem to have little or no impact
on speech reception, although there may be some decrement in perception
of the directionality of the source.2
6.2.6 Relative importance of functional requirements
The relative importance of each of the above functional requirements to
the completion of a task varies with the task. For example, range of motion
is more important to a person who lifts, carries, and climbs than it is to a
person who drives. Conversely, vision may be more important to a driver
than to a person who lifts pesticide containers.
The extent to which the PPE will affect task performance will depend on the
relative importance of the functional requirements. For example, the effect
of boots would be minimal on a worker's ability to fix a pump. Such a task
requires dexterity and visual acuity but little mobility. In general, the activi-
ties of pesticides handlers maybe classified into three groups:
• Group 1—activities that require relatively greater hand dexterity and
vision, such as boom spraying.
• Group 2—activities that require relatively greater mobility, such as
back-mounted spraying.
• Group 3—activities that are intermediate to Groups 1 and 2, i.e., require
a balance of all functional requirements, such as mixing and handling.
image:
Effect of Personal Protective Equipment on Job Performance 95
On hooded garments with built-in, clear plastic face shields, restrictions in
all directions can occur because the face piece does not turn when the wearer
turns his or her head.
6.2.4.2 Visual acuity. Visual acuity is the ability to distinguish shapes and
precise contrast boundaries. The plastics of some face shields, goggles, and
eye glasses can distort vision because of curvatures that are not optically
neutral. Furthermore, some plastics scratch easily and discolor, or develop
a haze, as they age. Tinting, other coloration of the face piece, and fogging
due to condensation can also reduce visual acuity.
6.2.5 Speech intelligibility
The intelligibility of speech requires that words be transmitted and received
clearly and at an adequate volume. Speech intelligibility can be particularly
important in emergency situations. Transmission deficiencies are consider-
ably more important than are reception problems as the cause for loss of
speech intelligibility because of the use of PPE. Respiratory protection
and face shields can significantly attenuate speech volume and crisp-
ness. Hoods, even fairly thick rubber hoods, seem to have little or no impact
on speech reception, although there may be some decrement in perception
of the directionality of the source.2
6.2.6 Relative importance of functional requirements
The relative importance of each of the above functional requirements to
the completion of a task varies with the task. For example, range of motion
is more important to a person who lifts, carries, and climbs than it is to a
person who drives. Conversely, vision may be more important to a driver
than to a person who lifts pesticide containers.
The extent to which the PPE will affect task performance will depend on the
relative importance of the functional requirements. For example, the effect
of boots would be minimal on a worker's ability to fix a pump. Such a task
requires dexterity and visual acuity but little mobility. In general, the activi-
ties of pesticides handlers maybe classified into three groups:
• Group 1—activities that require relatively greater hand dexterity and
vision, such as boom spraying.
• Group 2—activities that require relatively greater mobility, such as
back-mounted spraying.
• Group 3—activities that are intermediate to Groups 1 and 2, i.e., require
a balance of all functional requirements, such as mixing and handling.
image:
 98 Effect of Personal Protective Equipment on Job Performance
Table 21 is an estimate of the relative importance of each of the functional
requirements for each of the Groups.
Table 21. Weighting factors for functional requirements by type
of activity
Activity
Hand
Mobility Vision
Speech
Group 1
Group 2
Group 3
0.40
0.25
0.32
0.15
0.45
0.32
0.40
0.25
0.32
0.05
0.05
0.05
6.3 Protection Levels
The components of PPE used by pesticides handlers will vary depending
on the toxicity and form of the pesticide, the type of job being performed,
availability of protective equipment, and so forth. Scores of variations in the
composition of the protective ensemble exist in the field. For purposes of
discussion, five clothing ensembles are denned in Table 22 and will be used
as a basis for subsequent estimates of the effects of clothing on job perform-
ance. Furthermore, these same ensembles are used as a basis for heat stress
calculations in Section 7.
Table 22. Protective clothing ensembles
Level Description
1 Long-sleeved shirt and long-legged pants (cotton or cotton/
polyester overall), and chemical-resistant gloves and shoes.
2 Cotton or cotton/polyester coveralls worn over a long-sleeved
shirt and long-legged pants, chemical-resistant gloves, chemical-
resistant hat or hood, and chemical-resistant boots.
3 Cotton or cotton/polyester coveralls worn over long-sleeved shirt
and long-legged pants, chemical-resistant gloves, chemical-
resistant boots, chemical-resistant apron, and goggles or face
shield.
4 Nonwoven, polyolefin coverall (worn over long-sleeved shirt and
long-legged pants), chemical-resistant gloves, chemical-resistant
hat or hood, chemical-resistant boots, and goggles or face shield.
5 Rubber or plastic-coated coverall (worn over underwear) with hood,
chemical-resistant gloves, chemical-resistant boots, and goggles
and half-face respirator (or full-face respirator).
Protective clothing ensemble
Level 1
image:
98 Effect of Personal Protective Equipment on Job Performance
Table 21 is an estimate of the relative importance of each of the functional
requirements for each of the Groups.
Table 21. Weighting factors for functional requirements by type
of activity
Activity
Hand
Mobility Vision
Speech
Group 1
Group 2
Group 3
0.40
0.25
0.32
0.15
0.45
0.32
0.40
0.25
0.32
0.05
0.05
0.05
6.3 Protection Levels
The components of PPE used by pesticides handlers will vary depending
on the toxicity and form of the pesticide, the type of job being performed,
availability of protective equipment, and so forth. Scores of variations in the
composition of the protective ensemble exist in the field. For purposes of
discussion, five clothing ensembles are denned in Table 22 and will be used
as a basis for subsequent estimates of the effects of clothing on job perform-
ance. Furthermore, these same ensembles are used as a basis for heat stress
calculations in Section 7.
Table 22. Protective clothing ensembles
Level Description
1 Long-sleeved shirt and long-legged pants (cotton or cotton/
polyester overall), and chemical-resistant gloves and shoes.
2 Cotton or cotton/polyester coveralls worn over a long-sleeved
shirt and long-legged pants, chemical-resistant gloves, chemical-
resistant hat or hood, and chemical-resistant boots.
3 Cotton or cotton/polyester coveralls worn over long-sleeved shirt
and long-legged pants, chemical-resistant gloves, chemical-
resistant boots, chemical-resistant apron, and goggles or face
shield.
4 Nonwoven, polyolefin coverall (worn over long-sleeved shirt and
long-legged pants), chemical-resistant gloves, chemical-resistant
hat or hood, chemical-resistant boots, and goggles or face shield.
5 Rubber or plastic-coated coverall (worn over underwear) with hood,
chemical-resistant gloves, chemical-resistant boots, and goggles
and half-face respirator (or full-face respirator).
Protective clothing ensemble
Level 1
image:
 Effect of Personal Protective Equipment on Job Performance 97
6.4 Effects of PPE on Worker Productivity
Many researchers have investigated performance decrements associated with
various items of PPE. Typically these studies measure the time to complete a
task while wearing PPE and compare that time to a control situation. The
task may be a standard test or a simulation of the actual job that the worker
will perform. The results are usually reported as, or can be translated into, a
ratio of time with gear to time under the control condition, and are usually
greater than one. For example, it might take 1.3 times as long to perform a
peg board test while wearing chemical-resistant gloves as compared with the
barehanded condition.
Most of the studies reported in the literature have focused on gloves, with
fewer assessments of respirators and even less on other items of PPE wear.
In some cases, no information was found on the performance decrement
associated with components of PPE that might be worn in agriculture
(e.g., aprons and nonwoven coveralls). Military PPE has been the subject of
most of the studies. Many of the results, consequently, may not be directly
transferable to agricultural applications.
6.4.1 PPE components
Performance decrements because of individual items of PPE have been
estimated based on the technical literature and professional judgement, and
are listed in Table 23. The baseline conditions for the estimates are a worker
wearing a long sleeve shirt and pants fabricated from medium weight cotton
or cotton/polyester, leather boots, and without gloves or eye/face protection.
These estimates are under three headings; Fine, Gross, and Average. Fine
indicates the effect on tasks requiring fine motor control; Gross indicates
the effect on tasks requiring gross motor control; and Average is simply the
arithmetic average of the two and is meant to represent the effect of PPE
on most day-to-day activities. The performance decrement values listed in
Table 23 are based on the following discussion.
6.4.1.1 Gloves. The times to apply various sizes of washers and nuts to
bolts under bare-handed, gloved, and double-gloved conditions were
measured in study of the effects of gloves on manual dexterity.3 In all cases
the total thickness of the gloves in each test was greater than 15 mils. The
time to complete the task when bare-handed was 67.7 seconds. The various
gloved conditions were found to increase the task time by 15 to 37%. Inter-
estingly, the authors reported that:
The butyl glove resulted in the fewest number of dropped parts when it was the
exterior glove. The viton glove material resulted in the poorest handling of those
gloves tested.
Compared to bare-handed, and bare-handed with fall-face respirator condi-
tions, the time to complete the O'Connor Finger Dexterity test increased by
a factor of 1.6 times due to the addition of 25-mil butyl rubber gloves. The
time to complete the Purdue Pegboard Assembly test increased by a factor
of 3.3 times.2
Protective clothing ensemble
Level 2
image:
Effect of Personal Protective Equipment on Job Performance 97
6.4 Effects of PPE on Worker Productivity
Many researchers have investigated performance decrements associated with
various items of PPE. Typically these studies measure the time to complete a
task while wearing PPE and compare that time to a control situation. The
task may be a standard test or a simulation of the actual job that the worker
will perform. The results are usually reported as, or can be translated into, a
ratio of time with gear to time under the control condition, and are usually
greater than one. For example, it might take 1.3 times as long to perform a
peg board test while wearing chemical-resistant gloves as compared with the
barehanded condition.
Most of the studies reported in the literature have focused on gloves, with
fewer assessments of respirators and even less on other items of PPE wear.
In some cases, no information was found on the performance decrement
associated with components of PPE that might be worn in agriculture
(e.g., aprons and nonwoven coveralls). Military PPE has been the subject of
most of the studies. Many of the results, consequently, may not be directly
transferable to agricultural applications.
6.4.1 PPE components
Performance decrements because of individual items of PPE have been
estimated based on the technical literature and professional judgement, and
are listed in Table 23. The baseline conditions for the estimates are a worker
wearing a long sleeve shirt and pants fabricated from medium weight cotton
or cotton/polyester, leather boots, and without gloves or eye/face protection.
These estimates are under three headings; Fine, Gross, and Average. Fine
indicates the effect on tasks requiring fine motor control; Gross indicates
the effect on tasks requiring gross motor control; and Average is simply the
arithmetic average of the two and is meant to represent the effect of PPE
on most day-to-day activities. The performance decrement values listed in
Table 23 are based on the following discussion.
6.4.1.1 Gloves. The times to apply various sizes of washers and nuts to
bolts under bare-handed, gloved, and double-gloved conditions were
measured in study of the effects of gloves on manual dexterity.3 In all cases
the total thickness of the gloves in each test was greater than 15 mils. The
time to complete the task when bare-handed was 67.7 seconds. The various
gloved conditions were found to increase the task time by 15 to 37%. Inter-
estingly, the authors reported that:
The butyl glove resulted in the fewest number of dropped parts when it was the
exterior glove. The viton glove material resulted in the poorest handling of those
gloves tested.
Compared to bare-handed, and bare-handed with fall-face respirator condi-
tions, the time to complete the O'Connor Finger Dexterity test increased by
a factor of 1.6 times due to the addition of 25-mil butyl rubber gloves. The
time to complete the Purdue Pegboard Assembly test increased by a factor
of 3.3 times.2
Protective clothing ensemble
Level 2
image:
 98 Effect of Personal Protective Equipment on Job Performance
j . TjHS
s ».«w
Protecrive clothing ensemble
Levels
Table 23. Increase in task time due to PPE
Fine
Gross
Foot Protection
• rubber boots
1.000
1.100
Ice Vest
1.050
1.100
Average
Hand
• gloves, flat, plastic
• gloves, < 1 5 mil
• gloves > 15 mil
Eye/Face
• safety glasses
• goggles
• face shield
• face shield + goggles
Respiratory Protection
• half-face respirator
• full-face respirator
1.300
1.200
1.300
1.000
1.050
1.050
1.100
1.050
1.2
1.200
1.100
1.200
1.000
1 .025
1 .025
1 .050
1 .050
1.100
1.25
1.15
1.25
1.00
1.04
1.04
1.08
1.05
1.13
1.05
Body Protection
• cotton or cotton/polyester pants
and shirt or coveralls
• apron
• nonwoven coveralls w/o hood
• nonwoven coveralls w/hood
• coated fabric coveralls
1.000
1.050
1.050
1.100
1.250
1 .000
1.100
1.150
1 .200
1.400
1.00
1.08
1.10
1.15
1.33
1.08
There was little or no effect of 25-mil butyl rubber gloves on the times
required to complete gross motor control tasks. Times increased by 18%,
however, for tasks requiring fine motor control.l
Compared to the bare-handed condition, elastomeric gloves between 12.5
and 14 mils in thickness affected the times required by males to complete
four dexterity tests as follows:4
• O'Connor test by a factor of approximately 1.26
• Pennsylvania test by a factor of approximately 1.37
• Minnesota test by a factor of approximately 1.23
• Crawford test by a factor of approximately 1.31
In simulations of three medical tasks (i.e., infusion, decontamination,
and completing patient forms), natural rubber latex gloves (7 mil) did
not increase significantly the times required beyond those found for the
bare-handed condition. When a 14-inil elastomeric glove was worn over
the natural rubber gloves, the times increased by approximately 25%.5
image:
98 Effect of Personal Protective Equipment on Job Performance
j . TjHS
s ».«w
Protecrive clothing ensemble
Levels
Table 23. Increase in task time due to PPE
Fine
Gross
Foot Protection
• rubber boots
1.000
1.100
Ice Vest
1.050
1.100
Average
Hand
• gloves, flat, plastic
• gloves, < 1 5 mil
• gloves > 15 mil
Eye/Face
• safety glasses
• goggles
• face shield
• face shield + goggles
Respiratory Protection
• half-face respirator
• full-face respirator
1.300
1.200
1.300
1.000
1.050
1.050
1.100
1.050
1.2
1.200
1.100
1.200
1.000
1 .025
1 .025
1 .050
1 .050
1.100
1.25
1.15
1.25
1.00
1.04
1.04
1.08
1.05
1.13
1.05
Body Protection
• cotton or cotton/polyester pants
and shirt or coveralls
• apron
• nonwoven coveralls w/o hood
• nonwoven coveralls w/hood
• coated fabric coveralls
1.000
1.050
1.050
1.100
1.250
1 .000
1.100
1.150
1 .200
1.400
1.00
1.08
1.10
1.15
1.33
1.08
There was little or no effect of 25-mil butyl rubber gloves on the times
required to complete gross motor control tasks. Times increased by 18%,
however, for tasks requiring fine motor control.l
Compared to the bare-handed condition, elastomeric gloves between 12.5
and 14 mils in thickness affected the times required by males to complete
four dexterity tests as follows:4
• O'Connor test by a factor of approximately 1.26
• Pennsylvania test by a factor of approximately 1.37
• Minnesota test by a factor of approximately 1.23
• Crawford test by a factor of approximately 1.31
In simulations of three medical tasks (i.e., infusion, decontamination,
and completing patient forms), natural rubber latex gloves (7 mil) did
not increase significantly the times required beyond those found for the
bare-handed condition. When a 14-inil elastomeric glove was worn over
the natural rubber gloves, the times increased by approximately 25%.5
image:
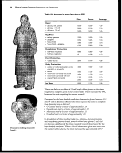 Effect of Personal Protective Equipment on Job Performance 99
Compared to bare-handed and the condition of wearing natural rubber latex
gloves up to 13 mils in thickness, the time to complete a grooved peg board
test increased byafactor of approximately 1.25 for 18-mil thick gloves of
nitrile rubber, natural rubber, and a neoprene-natural rubber blend. Likewise
the number of parts that could be successfully manipulated in a fixed amount
of time decreased by approximately 35% when wearing the thicker gloves.6
The time to perform a Purdue pegboard test increased by a factor of 1.25
times when wearing a flat, polyethylene glove (2 mils). Compared to the
bare-handed condition, the times for 5-7 mil natural rubber gloves were not
significantly different; however, the time for a 10-mil neoprene glove was
higher by a factor of 1.16 times.7
6.4.1.2 Boots. No information was found on the effect of boots on task
completion time. Boots, however, did not decrease significantly the railwalk
distance.2 The study did not address the time required to cover the same
distance with and without boots.
6.4.1.3 Respirators. There was little or no effect of wearing a full-face
respirator on the times required to perform the O'Connor Finger Dexterity
test and the Purdue Pegboard Assembly test when bare-handed.2 A full-face
respirator decreased significantly the railwalk distance.2
There was little or no effect of a full-face respirator on the times required to
complete gross motor control tasks. Times increased by 18%, however, for
tasks requiring fine motor control.1
The times to run a specified distance increased by approximately 6 to 11%
due to wearing a full-face respirator. A considerable portion of this increase
was attributed to the filter (i.e., the resistance to breathing).8
6.4.1.4 Encapsulating ensembles. Three full-encapsulating ensembles
were investigated for the effects on the time to complete several tasks repre-
sentative of those that might be performed by medical personnel involved
in the evacuation of casualties.5 Although there was considerable variability
between subjects and the three ensembles, it is possible to generalize the
findings for the purposes of this analysis, as follows. Compared to the con-
trol conditions, the time to run 200 yards increased by a factor of 1.4 times.
The time to complete a simulation of intravenous infusion increased by a
factor of 2 times. The time to apply antishock trousers increase by a factor
of 1.4 times. The time to complete a resuscitation simulation increased by
a factor of 1.3 times.
The overall effect of full encapsulating, chemical protective clothing on
missile repair tasks that were characterized by the manipulation of small
parts, hand tools, and fine eye/hand coordination was an increase in task
times by a factor of 1.45 times.1
Protective clothing ensemble
Level 4
image:
Effect of Personal Protective Equipment on Job Performance 99
Compared to bare-handed and the condition of wearing natural rubber latex
gloves up to 13 mils in thickness, the time to complete a grooved peg board
test increased byafactor of approximately 1.25 for 18-mil thick gloves of
nitrile rubber, natural rubber, and a neoprene-natural rubber blend. Likewise
the number of parts that could be successfully manipulated in a fixed amount
of time decreased by approximately 35% when wearing the thicker gloves.6
The time to perform a Purdue pegboard test increased by a factor of 1.25
times when wearing a flat, polyethylene glove (2 mils). Compared to the
bare-handed condition, the times for 5-7 mil natural rubber gloves were not
significantly different; however, the time for a 10-mil neoprene glove was
higher by a factor of 1.16 times.7
6.4.1.2 Boots. No information was found on the effect of boots on task
completion time. Boots, however, did not decrease significantly the railwalk
distance.2 The study did not address the time required to cover the same
distance with and without boots.
6.4.1.3 Respirators. There was little or no effect of wearing a full-face
respirator on the times required to perform the O'Connor Finger Dexterity
test and the Purdue Pegboard Assembly test when bare-handed.2 A full-face
respirator decreased significantly the railwalk distance.2
There was little or no effect of a full-face respirator on the times required to
complete gross motor control tasks. Times increased by 18%, however, for
tasks requiring fine motor control.1
The times to run a specified distance increased by approximately 6 to 11%
due to wearing a full-face respirator. A considerable portion of this increase
was attributed to the filter (i.e., the resistance to breathing).8
6.4.1.4 Encapsulating ensembles. Three full-encapsulating ensembles
were investigated for the effects on the time to complete several tasks repre-
sentative of those that might be performed by medical personnel involved
in the evacuation of casualties.5 Although there was considerable variability
between subjects and the three ensembles, it is possible to generalize the
findings for the purposes of this analysis, as follows. Compared to the con-
trol conditions, the time to run 200 yards increased by a factor of 1.4 times.
The time to complete a simulation of intravenous infusion increased by a
factor of 2 times. The time to apply antishock trousers increase by a factor
of 1.4 times. The time to complete a resuscitation simulation increased by
a factor of 1.3 times.
The overall effect of full encapsulating, chemical protective clothing on
missile repair tasks that were characterized by the manipulation of small
parts, hand tools, and fine eye/hand coordination was an increase in task
times by a factor of 1.45 times.1
Protective clothing ensemble
Level 4
image:
 100 Effect of Personal Protective Equipment on Job Performance
Protective clothing ensemble
LevelS
(Note: the integral booties shown
on this coverall are worn inside
boots)
6.4.2 PPE ensembles
Whereas Table 23 shows the effects of individual items of PPE on perform-
ance, the overall effect of a clothing ensemble on performance is of more
interest. The total effect is estimated based on the makeup of the clothing
ensemble and on the assessments of those items that affect each function
and the relative importance of the function to completing the task. Several
of the items of PPE would be expected to affect more than one function. For
example, a full face respirator would affect speech intelligibility and vision.
Similarly, a single functional requirement may be affected by more than one
component of the protective ensemble. For example, mobility may be
affected by the body protection, foot protection, and eye/face protection.
These various overlapping effects are summarized as follows:
Functional requirements
Affected by:
Hand Dexterity and Tactility
Hand protection
Mobility
Face shield
Foot protection
Body protection
Thermal regulation
Vision
Eye/face protection
Full face respirator
Speech Intelligibility
Face shield
Respirator
Where a functional requirement is affected by more than one item of the
ensemble, the overall effect on the function is estimated as a compound of
the individual effects. Thus, if the speech intelligibility decrement due to a
face shield is 1.05, and for a respirator is 1.15, then the total speech intelligi-
bility decrement would be 1.21 (1.05 times 1.15).
A performance decrement factor for each functional requirement for each
protection level and for each level of activity (i.e., fine, gross, and average)
can be estimated. These estimates are summarized in Table 24 and are either
taken directly from Table 23 or calculated from the values in Table 23 using
the compounding technique described in the previous paragraph.
That performance decrement factor is multiplied by the weighting factor
for the relative importance of each functional requirement for each type
(i.e., Group, as per Table 21) of worker activity for each level of protection.
The total of the products for each type of activity for each protection level
is the estimate of the increase in time to perform the activity owing to the
items of PPE associated with the protection level. These overall perform-
ance decrements are summarized in Table 25.
image:
100 Effect of Personal Protective Equipment on Job Performance
Protective clothing ensemble
LevelS
(Note: the integral booties shown
on this coverall are worn inside
boots)
6.4.2 PPE ensembles
Whereas Table 23 shows the effects of individual items of PPE on perform-
ance, the overall effect of a clothing ensemble on performance is of more
interest. The total effect is estimated based on the makeup of the clothing
ensemble and on the assessments of those items that affect each function
and the relative importance of the function to completing the task. Several
of the items of PPE would be expected to affect more than one function. For
example, a full face respirator would affect speech intelligibility and vision.
Similarly, a single functional requirement may be affected by more than one
component of the protective ensemble. For example, mobility may be
affected by the body protection, foot protection, and eye/face protection.
These various overlapping effects are summarized as follows:
Functional requirements
Affected by:
Hand Dexterity and Tactility
Hand protection
Mobility
Face shield
Foot protection
Body protection
Thermal regulation
Vision
Eye/face protection
Full face respirator
Speech Intelligibility
Face shield
Respirator
Where a functional requirement is affected by more than one item of the
ensemble, the overall effect on the function is estimated as a compound of
the individual effects. Thus, if the speech intelligibility decrement due to a
face shield is 1.05, and for a respirator is 1.15, then the total speech intelligi-
bility decrement would be 1.21 (1.05 times 1.15).
A performance decrement factor for each functional requirement for each
protection level and for each level of activity (i.e., fine, gross, and average)
can be estimated. These estimates are summarized in Table 24 and are either
taken directly from Table 23 or calculated from the values in Table 23 using
the compounding technique described in the previous paragraph.
That performance decrement factor is multiplied by the weighting factor
for the relative importance of each functional requirement for each type
(i.e., Group, as per Table 21) of worker activity for each level of protection.
The total of the products for each type of activity for each protection level
is the estimate of the increase in time to perform the activity owing to the
items of PPE associated with the protection level. These overall perform-
ance decrements are summarized in Table 25.
image:
 Effect of Personal Protective Equipment on Job Performance 101
Thus, PPE can be expected to increase the time to perform a task from
10% to approximately 40%, depending on the level of protection and the
type of work being performed. These estimates do not include the time
required to don and doff the clothing, which could be significant for
protection levels 4 and 5.
Table 24. Performance decrements as function of type of work
and protection level
Function
Motor
control
Protection level
Hand
Mobility
Vision
Speech
Fine
Gross
Average
Fine
Gross
Average
Fine
Gross
Average
Fine
Gross
Average
1.30
1.20
1.25
1.00
1.00
1.00
1.00
1.00
1.00
1.00
1.00
1.00
1.30
1.20
1.25
1.05
1.21
1.13
1.00
1.00
1.00
1.00
1.00
1.00
1.30
1.20
1.25
1.05
1.27
1.16
1.05
1.03
1.04
1.00
1.00
1.00
1.30
1.20
1.25
1.10
1.32
1.21
1.10
1.08
1.09
1.05
1.05
1.05
1.30
1.20
1.25
1.38
1.74
1.56
1.21
1.13
1.17
1.21
1.13
1.17
Table 25. Overall performance decrements due to PPE
Protection level
Activity
Group 1
Group 2
Group 3
1
1.12
1.05
1.08
2
1.13
1.14
1.12
3
1.15
1.18
1.14
4
1.18
1.22
1.17
5
1.27
1.42
1.31
image:
Effect of Personal Protective Equipment on Job Performance 101
Thus, PPE can be expected to increase the time to perform a task from
10% to approximately 40%, depending on the level of protection and the
type of work being performed. These estimates do not include the time
required to don and doff the clothing, which could be significant for
protection levels 4 and 5.
Table 24. Performance decrements as function of type of work
and protection level
Function
Motor
control
Protection level
Hand
Mobility
Vision
Speech
Fine
Gross
Average
Fine
Gross
Average
Fine
Gross
Average
Fine
Gross
Average
1.30
1.20
1.25
1.00
1.00
1.00
1.00
1.00
1.00
1.00
1.00
1.00
1.30
1.20
1.25
1.05
1.21
1.13
1.00
1.00
1.00
1.00
1.00
1.00
1.30
1.20
1.25
1.05
1.27
1.16
1.05
1.03
1.04
1.00
1.00
1.00
1.30
1.20
1.25
1.10
1.32
1.21
1.10
1.08
1.09
1.05
1.05
1.05
1.30
1.20
1.25
1.38
1.74
1.56
1.21
1.13
1.17
1.21
1.13
1.17
Table 25. Overall performance decrements due to PPE
Protection level
Activity
Group 1
Group 2
Group 3
1
1.12
1.05
1.08
2
1.13
1.14
1.12
3
1.15
1.18
1.14
4
1.18
1.22
1.17
5
1.27
1.42
1.31
image:
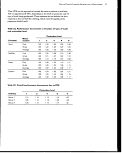 102 Effect of Personal Protective Equipment on Job Performance
References
1 Waugh J.D., P.W. Kilduff, "Missile Component Repair While Wearing
NBC Protective Clothing," U.S. Army Human Engineering Laboratory,
Aberdeen Proving Ground, maryland, Technical Memorandum 1—84,
January 1984.
2 Bensel, C.K., R.A, Teixeira, D.B. Kaplan, "The Effects of U.S. Army
Chemical Protective Clothing on Speech Intelligibility, Visual Field, Body
Mobility and Psychomotor Coordination of Men," U.S. Army Natick
Research, Development arid Engineering Center, Natick, MA, Report
Reference Natick/TR 87/037, September 1987.
3 Plummer, R., T. Stobbe, R. Ronk, W. Myers, H. Kim, and M. Jaraiedi.
Manual Dexterity Evaluation of Gloves Used in Handling Hazardous
Materials. Proceedings of the Human Factors Society 29th Annual
Meeting, Vol. H, R. Swezey, Ed., 1985.
4 Robinette, KM., H.G. Armstrong, C. Ervin, and G.F. Zehner. Dexterity
Testing of Chemical Defense Gloves. AAMRL-TR-86-021. Wright
Patterson Air Force Base, 1986.
* Schwope, A.D., C. Mond, and W Augerson. Chemical Defense Medical
Personnel Ensemble. Final Report. US Air Force Contract No.
F33615-84-C0653, Wright Patterson Air Force Base, 1987.
6 Mond, C., C. Jantz, A.D. Schwope, and R.S. Stricoff. Predicting Dex-
terous Performance of a Gloved Hand. Report to Radian Corporation,
Austin, Texas, on National Institute for Environmental Health and Science
contract, 1987.
7 Schwope, A.D., P.P. Costas, C.R. Mond, R.L. Nolen, M. Conoley, D.B.
Garcia, D.B. Walters, and A.T. Prokopetz. Gloves for Protection from
Aqueous Formaldehyde: Permeation Resistance and Human Factors
Analysis, Appl. Ind. Hyg., 3, 6, pp. 167-176, June, 1988.
8 Cummings, E.G., W Blevins, C.M. Greenland, and EN. Craig. The
Effect of Protective Masks on the Soldier's Ability to Run a Half Mile.
Defense Technical Information Center pTIC) AD 211687,1958.
image:
102 Effect of Personal Protective Equipment on Job Performance
References
1 Waugh J.D., P.W. Kilduff, "Missile Component Repair While Wearing
NBC Protective Clothing," U.S. Army Human Engineering Laboratory,
Aberdeen Proving Ground, maryland, Technical Memorandum 1—84,
January 1984.
2 Bensel, C.K., R.A, Teixeira, D.B. Kaplan, "The Effects of U.S. Army
Chemical Protective Clothing on Speech Intelligibility, Visual Field, Body
Mobility and Psychomotor Coordination of Men," U.S. Army Natick
Research, Development arid Engineering Center, Natick, MA, Report
Reference Natick/TR 87/037, September 1987.
3 Plummer, R., T. Stobbe, R. Ronk, W. Myers, H. Kim, and M. Jaraiedi.
Manual Dexterity Evaluation of Gloves Used in Handling Hazardous
Materials. Proceedings of the Human Factors Society 29th Annual
Meeting, Vol. H, R. Swezey, Ed., 1985.
4 Robinette, KM., H.G. Armstrong, C. Ervin, and G.F. Zehner. Dexterity
Testing of Chemical Defense Gloves. AAMRL-TR-86-021. Wright
Patterson Air Force Base, 1986.
* Schwope, A.D., C. Mond, and W Augerson. Chemical Defense Medical
Personnel Ensemble. Final Report. US Air Force Contract No.
F33615-84-C0653, Wright Patterson Air Force Base, 1987.
6 Mond, C., C. Jantz, A.D. Schwope, and R.S. Stricoff. Predicting Dex-
terous Performance of a Gloved Hand. Report to Radian Corporation,
Austin, Texas, on National Institute for Environmental Health and Science
contract, 1987.
7 Schwope, A.D., P.P. Costas, C.R. Mond, R.L. Nolen, M. Conoley, D.B.
Garcia, D.B. Walters, and A.T. Prokopetz. Gloves for Protection from
Aqueous Formaldehyde: Permeation Resistance and Human Factors
Analysis, Appl. Ind. Hyg., 3, 6, pp. 167-176, June, 1988.
8 Cummings, E.G., W Blevins, C.M. Greenland, and EN. Craig. The
Effect of Protective Masks on the Soldier's Ability to Run a Half Mile.
Defense Technical Information Center pTIC) AD 211687,1958.
image:
 Heat Stress
image:
Heat Stress
image:
 image:
image:
 7
The Section in Brief
A worker whose body temperature rises above a safe level may be affected by
heat stress—a general term that refers to conditions ranging from heat
cramps through the more serious heat exhaustion and the potentially life-
threatening heat stroke. Heat stress is marked by a variety of symptoms
ranging from muscle spasms to dizziness, nausea, and coma.
The potential for heat stress is influenced by many factors, including ambi-
ent temperature, relative humidity, amount of sunshine, wind speed, amount
and type of PPE, and the workload.
Whether a worker actually develops heat stress symptoms also depends on
the worker, including his/her level of hydration, fitness, weight, height, and
degree of acclimitazation. As a general rule, workers who have worked two
hours or more in hot environments, or in PPE that restricts heat loss from
the body, for seven or more days in a row are considered to be acclimatized.
PPE and Heat Stress
Unfortunately, PPE used for protection from pesticides can increase the
potential for heat stress. The PPE features that keep pesticides out also serve
to prevent body heat from escaping. People cannot work as long or as hard
when the PPE they are wearing reduces the body's ability to maintain its
thermal balance. Under some environmental conditions, certain activities
cannot be performed without jeopardizing the health of the worker unless
auxiliary cooling is provided. The risk that PPE may aggravate heat stress
must be balanced with the PPE's potential worker protection benefits.
Work/Rest Cycles
One way to reduce the risk of heat stress is to modify the work/rest cycle,
i.e., reduce the work time and increase the rest time during each hour on the
job.
image:
7
The Section in Brief
A worker whose body temperature rises above a safe level may be affected by
heat stress—a general term that refers to conditions ranging from heat
cramps through the more serious heat exhaustion and the potentially life-
threatening heat stroke. Heat stress is marked by a variety of symptoms
ranging from muscle spasms to dizziness, nausea, and coma.
The potential for heat stress is influenced by many factors, including ambi-
ent temperature, relative humidity, amount of sunshine, wind speed, amount
and type of PPE, and the workload.
Whether a worker actually develops heat stress symptoms also depends on
the worker, including his/her level of hydration, fitness, weight, height, and
degree of acclimitazation. As a general rule, workers who have worked two
hours or more in hot environments, or in PPE that restricts heat loss from
the body, for seven or more days in a row are considered to be acclimatized.
PPE and Heat Stress
Unfortunately, PPE used for protection from pesticides can increase the
potential for heat stress. The PPE features that keep pesticides out also serve
to prevent body heat from escaping. People cannot work as long or as hard
when the PPE they are wearing reduces the body's ability to maintain its
thermal balance. Under some environmental conditions, certain activities
cannot be performed without jeopardizing the health of the worker unless
auxiliary cooling is provided. The risk that PPE may aggravate heat stress
must be balanced with the PPE's potential worker protection benefits.
Work/Rest Cycles
One way to reduce the risk of heat stress is to modify the work/rest cycle,
i.e., reduce the work time and increase the rest time during each hour on the
job.
image:
 This chapter includes guidance for establishing work/rest cycles for acclima-
tized workers wearing varying levels of PPE under a range of conditions
(Tables 38-41). The tables are based on NIOSH criteria that EPA has
modified so that decisions can be made on the basis of readily available
climatic data—temperature, relative humidity, wind speed, and amount of
sunshine.
Every work situation is different, but the information in this chapter can
provide estimates of acceptable work/rest cycles. These estimates can be
used as an indicator of whether a particular pesticide-related task might need
to be limited because of the danger of heat stress to workers.
image:
This chapter includes guidance for establishing work/rest cycles for acclima-
tized workers wearing varying levels of PPE under a range of conditions
(Tables 38-41). The tables are based on NIOSH criteria that EPA has
modified so that decisions can be made on the basis of readily available
climatic data—temperature, relative humidity, wind speed, and amount of
sunshine.
Every work situation is different, but the information in this chapter can
provide estimates of acceptable work/rest cycles. These estimates can be
used as an indicator of whether a particular pesticide-related task might need
to be limited because of the danger of heat stress to workers.
image:
 103
7
Heat Stres:
7.1 Introduction
Heat stress results when the body is unable to maintain normal (safe) tem-
peratures while performing various tasks. Heat stress can manifest itself in
a range of clinical symptoms (Table 26).l PPE used for protection from
pesticides can increase the potential for heat stress. The very characteristics
that are desirable in PPE for minimizing worker contact with pesticides
inhibit heat loss from the body. These characteristics include penetration
and permeation resistance, and high integrity seams, closures, and interfaces.
The potential for heat stress is influenced by a wide variety of factors,
including ambient temperature, relative humidity, insolation, wind, amount
and type of PPE and workload. The risk of heat stress must be balanced with
the potential benefit of worker protection.
The Office of Pesticides Programs (OPP) needs a method for estimating the
potential for heat stress due to protective equipment in order to assess the
possible implications of its regulations and to provide guidance to pesticides
handlers and workers as required in the Worker Protection Standards for
Agricultural Pesticides. To be useful for these dual purposes, the method
must be scientifically defensible, reasonably accurate, and utilitarian in field
conditions. The methodology must treat the three key parameters associated
with agricultural pesticide application: levels of PPE, work rates, and
weather conditions.
One approach is that taken by the State of California. California has promul-
gated regulations specifying ambient conditions under which those pesticides
that require "waterproof or impervious" clothing can be handled.2'3 Para-
graph 6738(d)(3) of the regulation states:
If the ambient temperature exceeds 80°F during the daylight hours or 85°F during
the nighttime hours (sunset to sunrise), pesticides requiring waterproof or impervi-
ous fall body protective clothing shall not be handled by employees unless they are
handled pursuant to (A) or (B) above or employees use cooled chemical suits or other
control methods to maintain an effective working environment of below 80°F during
daylight hours or 85°F during nighttime hours.
image:
103
7
Heat Stres:
7.1 Introduction
Heat stress results when the body is unable to maintain normal (safe) tem-
peratures while performing various tasks. Heat stress can manifest itself in
a range of clinical symptoms (Table 26).l PPE used for protection from
pesticides can increase the potential for heat stress. The very characteristics
that are desirable in PPE for minimizing worker contact with pesticides
inhibit heat loss from the body. These characteristics include penetration
and permeation resistance, and high integrity seams, closures, and interfaces.
The potential for heat stress is influenced by a wide variety of factors,
including ambient temperature, relative humidity, insolation, wind, amount
and type of PPE and workload. The risk of heat stress must be balanced with
the potential benefit of worker protection.
The Office of Pesticides Programs (OPP) needs a method for estimating the
potential for heat stress due to protective equipment in order to assess the
possible implications of its regulations and to provide guidance to pesticides
handlers and workers as required in the Worker Protection Standards for
Agricultural Pesticides. To be useful for these dual purposes, the method
must be scientifically defensible, reasonably accurate, and utilitarian in field
conditions. The methodology must treat the three key parameters associated
with agricultural pesticide application: levels of PPE, work rates, and
weather conditions.
One approach is that taken by the State of California. California has promul-
gated regulations specifying ambient conditions under which those pesticides
that require "waterproof or impervious" clothing can be handled.2'3 Para-
graph 6738(d)(3) of the regulation states:
If the ambient temperature exceeds 80°F during the daylight hours or 85°F during
the nighttime hours (sunset to sunrise), pesticides requiring waterproof or impervi-
ous fall body protective clothing shall not be handled by employees unless they are
handled pursuant to (A) or (B) above or employees use cooled chemical suits or other
control methods to maintain an effective working environment of below 80°F during
daylight hours or 85°F during nighttime hours.
image:
 104 Heat Stress
Table 26. Signs and Symptoms of Heat Stress1
• Heat cramps are associated with heavy sweating with inadequate electro-
lyte replacement. Signs and symptoms include:
- Muscle spasms
- Pain in the hands, feet, and abdomen
• Heat exhaustion occurs from increased stress on various body organs
including inadequate blood circulation due to cardiovascular insufficiency
or dehydration. Signs include:
- Excessive fatigue
- Physical exhaustion
- Elevated core temperature, >101 °F
- Heavy sweating
- Dizziness
— Nausea
- Fainting
• Heat stroke is the most serious form of heat stress. Temperature regulation
fails if the body temperature rises to critical levels. Immediate action must
be taken to cool the body before permanent injury or death occur. Compe-
tent medical help must be obtained. Signs and symptoms may include:
- Core temperature above 106°F
— Altered perspiration
- Shivering
- Nausea
- Dizziness and confusion
- Coma
Subparagraphs (A) and (B) referred to in the above excerpt from the regula-
tion pertain, respectively, to the use of closed mixing and loading systems,
and to the use of air-conditioned, enclosed cabs. In each of these cases,
clothing meeting the full body protection criteria must be available but need
not be worn.
The California regulation applies to only one type of clothing (analogous to
Level 5 defined in Table 22) and is based on the assumption of light, contin-
uous work Thus, the regulation does not address all of OPP's requirements
for PPE guidance pertinent to heat stress. California's experience with its
regulation, nevertheless, should be monitored closely since useful lessons
may be learned.
Many researchers have developed indices or models for predicting the
human response to work in the heat.4 Some of these researchers have pro-
posed standards that would limit or curtail work as a result of heat stress risk
But in general not one of the publicly available models meets all of the
requirements imposed by OPP's various regulatory directives.
The principal purpose of this section is the presentation of methodology by
which work/rest cycles appropriate for agricultural operations, in particular
those of pesticide handlers, can be estimated. The method for estimating the
work/rest cycles is based largely on the NIOSH criteria for occupational
exposure to hot environments.5 NIOSH has recommended various work/rest
cycles on the basis of metabolic work rate and the wet bulb globe tempera-
ture (WBGT). Since the measurement of WBGT requires instrumentation
image:
104 Heat Stress
Table 26. Signs and Symptoms of Heat Stress1
• Heat cramps are associated with heavy sweating with inadequate electro-
lyte replacement. Signs and symptoms include:
- Muscle spasms
- Pain in the hands, feet, and abdomen
• Heat exhaustion occurs from increased stress on various body organs
including inadequate blood circulation due to cardiovascular insufficiency
or dehydration. Signs include:
- Excessive fatigue
- Physical exhaustion
- Elevated core temperature, >101 °F
- Heavy sweating
- Dizziness
— Nausea
- Fainting
• Heat stroke is the most serious form of heat stress. Temperature regulation
fails if the body temperature rises to critical levels. Immediate action must
be taken to cool the body before permanent injury or death occur. Compe-
tent medical help must be obtained. Signs and symptoms may include:
- Core temperature above 106°F
— Altered perspiration
- Shivering
- Nausea
- Dizziness and confusion
- Coma
Subparagraphs (A) and (B) referred to in the above excerpt from the regula-
tion pertain, respectively, to the use of closed mixing and loading systems,
and to the use of air-conditioned, enclosed cabs. In each of these cases,
clothing meeting the full body protection criteria must be available but need
not be worn.
The California regulation applies to only one type of clothing (analogous to
Level 5 defined in Table 22) and is based on the assumption of light, contin-
uous work Thus, the regulation does not address all of OPP's requirements
for PPE guidance pertinent to heat stress. California's experience with its
regulation, nevertheless, should be monitored closely since useful lessons
may be learned.
Many researchers have developed indices or models for predicting the
human response to work in the heat.4 Some of these researchers have pro-
posed standards that would limit or curtail work as a result of heat stress risk
But in general not one of the publicly available models meets all of the
requirements imposed by OPP's various regulatory directives.
The principal purpose of this section is the presentation of methodology by
which work/rest cycles appropriate for agricultural operations, in particular
those of pesticide handlers, can be estimated. The method for estimating the
work/rest cycles is based largely on the NIOSH criteria for occupational
exposure to hot environments.5 NIOSH has recommended various work/rest
cycles on the basis of metabolic work rate and the wet bulb globe tempera-
ture (WBGT). Since the measurement of WBGT requires instrumentation
image:
 Heat Stress 105
that is not likely to be widely available in 'the agriculture setting, the
following presentation-includes a procedure for predicting the WBGT
using readily available weather data. Also the NIOSH scheme for adjusting
WBGT to take into account various levels of PPE has been tailored to the
five ensembles defined in Table 22 of Section 6.
This section reviews the factors that may contribute to heat stress in pesti-
cides handlers wearing PPE and the various approaches for assessing and
reacting to human response to the heat.
7.2 Workload for Pesticide Workers
7.2.1 Maximum work capacity
The ability of an individual to do physical work is usually restricted by a
physiological limit called the maximum oxygen uptake; i.e., the ability of
the body to deliver oxygen to the working muscles. In general, average
maximum work capacities range from slightly under 600 kcal/hr for less fit
women to over 1200 kcal/hr for young men in excellent physical condition
(to convert kcal/hr to watts multiply by 1.15). For an average 20 year old
male, the maximum work capacity is approximately 900 kcal/hr. For most
individuals, maximum work capacity is only sustainable for a brief period
of time, usually 6 minutes or less.6
7.2.2 Energy expenditure for pesticide worker tasks
Table 27 provides data for selected tasks that are typical of those performed
during agricultural operations.7 These average energy expenditure rates
show that the level of heat production for pesticide handlers would not be
expected to exceed 430 kcal/hr and, in the absence of heavy manual labor,
would seldom exceed 260 kcal/hr. As an additional reference point, general
ranges of work rates for a broader range of activities are given in Table 28.
Table 27. Estimated work rates for agricultural activities7
Driving
Loading
Flying
Farming
Washing
Activity
Truck, open road, low speed
Tractor, general
Tractor, harrowing, seated
Tractor, harrowing, standing
Dirt
Sacks
Fixed-wing, routine
Fixed-wing, spray pattern, rough air
Planting seedlings
Weeding
Hoeing
Shoveling
Car
Truck
Work rate,
kcal/hr
90
260
300 .
430
420
352
110
160
300
310
380
410
220
250
image:
Heat Stress 105
that is not likely to be widely available in 'the agriculture setting, the
following presentation-includes a procedure for predicting the WBGT
using readily available weather data. Also the NIOSH scheme for adjusting
WBGT to take into account various levels of PPE has been tailored to the
five ensembles defined in Table 22 of Section 6.
This section reviews the factors that may contribute to heat stress in pesti-
cides handlers wearing PPE and the various approaches for assessing and
reacting to human response to the heat.
7.2 Workload for Pesticide Workers
7.2.1 Maximum work capacity
The ability of an individual to do physical work is usually restricted by a
physiological limit called the maximum oxygen uptake; i.e., the ability of
the body to deliver oxygen to the working muscles. In general, average
maximum work capacities range from slightly under 600 kcal/hr for less fit
women to over 1200 kcal/hr for young men in excellent physical condition
(to convert kcal/hr to watts multiply by 1.15). For an average 20 year old
male, the maximum work capacity is approximately 900 kcal/hr. For most
individuals, maximum work capacity is only sustainable for a brief period
of time, usually 6 minutes or less.6
7.2.2 Energy expenditure for pesticide worker tasks
Table 27 provides data for selected tasks that are typical of those performed
during agricultural operations.7 These average energy expenditure rates
show that the level of heat production for pesticide handlers would not be
expected to exceed 430 kcal/hr and, in the absence of heavy manual labor,
would seldom exceed 260 kcal/hr. As an additional reference point, general
ranges of work rates for a broader range of activities are given in Table 28.
Table 27. Estimated work rates for agricultural activities7
Driving
Loading
Flying
Farming
Washing
Activity
Truck, open road, low speed
Tractor, general
Tractor, harrowing, seated
Tractor, harrowing, standing
Dirt
Sacks
Fixed-wing, routine
Fixed-wing, spray pattern, rough air
Planting seedlings
Weeding
Hoeing
Shoveling
Car
Truck
Work rate,
kcal/hr
90
260
300 .
430
420
352
110
160
300
310
380
410
220
250
image:
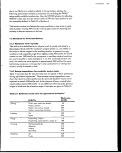 106 Hsat Stress
Table 28. Estimates of general work rates8'9
Class
Work rate,
kcal/hr
Examples
Resting < 100
Light 101-200 Sitting: light hand work (writing, typing, drafting,
sewing, bookkeeping); hand and arm work (small
bench tools, inspecting, assembly, or sorting of
light materials); arm and leg work (driving car
under average conditions, operating foot switch
or pedal).
Standing: drill press (small parts); milling ma-
chine (small parts); coil taping; small armature
winding; machining with power tools.
Walking: <3 kph (2 mph).
Moderate 201-300
Hand and arm work: nailing and filling.
Arm and leg work: off-road operation of trucks,
tractors, or construction equipment.
Arm and trunk work: air hammer operation,
tractor assembly, plastering, intermittent handling
of moderately heavy materials, weeding, hoeing,
picking fruits and vegetables.
Pushing/pulling: light-weight carts and
wheelbarrows.
Walking: 3-5 kph (2-3 mph).
High 301-400
Arm and trunk work: transferring heavy
materials; shoveling/sledge hammer work; sawing;
planing or chiseling hardwood; hand mowing;
digging; chipping castings; laying concrete blocks.
Pushing/pulling: heavy-weight carts and
wheelbarrows.
Walking: 6 kph (4 mph).
Very High > 400
Arm and trunk work: heavy and fast to maxi-
mum pace ax work, shoveling, digging.
Climbing: stairs, ramps; ladders.
Lifting: > 44 pounds at 10 lifts per minute.
Walking, jogging, running: > 6 kph (4 mph).
_
image:
106 Hsat Stress
Table 28. Estimates of general work rates8'9
Class
Work rate,
kcal/hr
Examples
Resting < 100
Light 101-200 Sitting: light hand work (writing, typing, drafting,
sewing, bookkeeping); hand and arm work (small
bench tools, inspecting, assembly, or sorting of
light materials); arm and leg work (driving car
under average conditions, operating foot switch
or pedal).
Standing: drill press (small parts); milling ma-
chine (small parts); coil taping; small armature
winding; machining with power tools.
Walking: <3 kph (2 mph).
Moderate 201-300
Hand and arm work: nailing and filling.
Arm and leg work: off-road operation of trucks,
tractors, or construction equipment.
Arm and trunk work: air hammer operation,
tractor assembly, plastering, intermittent handling
of moderately heavy materials, weeding, hoeing,
picking fruits and vegetables.
Pushing/pulling: light-weight carts and
wheelbarrows.
Walking: 3-5 kph (2-3 mph).
High 301-400
Arm and trunk work: transferring heavy
materials; shoveling/sledge hammer work; sawing;
planing or chiseling hardwood; hand mowing;
digging; chipping castings; laying concrete blocks.
Pushing/pulling: heavy-weight carts and
wheelbarrows.
Walking: 6 kph (4 mph).
Very High > 400
Arm and trunk work: heavy and fast to maxi-
mum pace ax work, shoveling, digging.
Climbing: stairs, ramps; ladders.
Lifting: > 44 pounds at 10 lifts per minute.
Walking, jogging, running: > 6 kph (4 mph).
_
image:
 Heat Stress 107
7.3 Properties of Protective Clothing and Their Contribution
to Heat Stress
7.3.1 Clothing insulation
Clothing insulation (or thermal resistance) is a measure of the resistance to
heat flow from the body to the ambient environment due to the clothing
item. Heat flow is described by the relationship:
Heat flux/area = (Skin Temperature - Ambient Temperature)'/Thermal Resistance
The three factors which contribute to the insulation of any clothing item
are the thermal resistance of:
• The clothing materials,
• The air spaces between each layer of clothing and between the material
and skin, and
• The air in the boundary layer at the surface of the clothing
The insulation value of clothing is often measured in clo, an arbitrary unit
roughly equivalent to the insulation value of a men's winter suit with vest
1 clo is equal to 0.18°C m2 hr/kcal. Thus, a clothing ensemble with a total
insulation of 1 clo has a heat loss rate per unit area of 5.55 kcal/m2/hr for
each °C of temperature difference between the inside and the outside of the
ensemble. The insulation value of samples of clothing materials can be
measured by a variety of methods. In ASTM Method D1518, the heat input
required to maintain an electrically heated surface at a fixed temperature
difference above ambient is measured.10 A compilation of clo values for
fabrics of the types worn by pesticide handlers is given in Table 29.
Table 29. Thermal properties of fabrics used in clothing worn by
pesticide handlers11
Permea-
Thlckness blllty
Fabric
Broadcloth
Duck
Twill
Twill
Chambray
Denim
Tyvek
SMS
Typro
Fiber Weight,
content 0/nr*
100% cotton
100% cotton
100% cotton
50/50 cotton/
polyester
100% cotton
100% cotton
Nonwoven
polyethylene
Nonwoven
polypro-
pylene
Polyester/
wood pulp
114
340
435
461
139
265
41
61
75
r
mm
0.325
0.742
0.88
0.89
0.48
0.75
0.31
0.61
0.47
Insulation,
clo
0.15
0.20
0.18
0.18
0.22
0.17
0.13
0.19
0.17
Permeability
Index, lm
0.72
0.34
0.27
0.26
0.57
0.35
0.085
0.63
0.75
Index ratio.
4.80
1.70
1.50
1.44
2.59
2.06
0.65
3.32 '
4.41
image:
Heat Stress 107
7.3 Properties of Protective Clothing and Their Contribution
to Heat Stress
7.3.1 Clothing insulation
Clothing insulation (or thermal resistance) is a measure of the resistance to
heat flow from the body to the ambient environment due to the clothing
item. Heat flow is described by the relationship:
Heat flux/area = (Skin Temperature - Ambient Temperature)'/Thermal Resistance
The three factors which contribute to the insulation of any clothing item
are the thermal resistance of:
• The clothing materials,
• The air spaces between each layer of clothing and between the material
and skin, and
• The air in the boundary layer at the surface of the clothing
The insulation value of clothing is often measured in clo, an arbitrary unit
roughly equivalent to the insulation value of a men's winter suit with vest
1 clo is equal to 0.18°C m2 hr/kcal. Thus, a clothing ensemble with a total
insulation of 1 clo has a heat loss rate per unit area of 5.55 kcal/m2/hr for
each °C of temperature difference between the inside and the outside of the
ensemble. The insulation value of samples of clothing materials can be
measured by a variety of methods. In ASTM Method D1518, the heat input
required to maintain an electrically heated surface at a fixed temperature
difference above ambient is measured.10 A compilation of clo values for
fabrics of the types worn by pesticide handlers is given in Table 29.
Table 29. Thermal properties of fabrics used in clothing worn by
pesticide handlers11
Permea-
Thlckness blllty
Fabric
Broadcloth
Duck
Twill
Twill
Chambray
Denim
Tyvek
SMS
Typro
Fiber Weight,
content 0/nr*
100% cotton
100% cotton
100% cotton
50/50 cotton/
polyester
100% cotton
100% cotton
Nonwoven
polyethylene
Nonwoven
polypro-
pylene
Polyester/
wood pulp
114
340
435
461
139
265
41
61
75
r
mm
0.325
0.742
0.88
0.89
0.48
0.75
0.31
0.61
0.47
Insulation,
clo
0.15
0.20
0.18
0.18
0.22
0.17
0.13
0.19
0.17
Permeability
Index, lm
0.72
0.34
0.27
0.26
0.57
0.35
0.085
0.63
0.75
Index ratio.
4.80
1.70
1.50
1.44
2.59
2.06
0.65
3.32 '
4.41
image:
 108 Heat Stress
The clo value for a fabric is different from the clo value for an ensemble of
that fabric. Actual clothing ensembles typically consist of several layers of
different clothing articles. The insulation of ensembles is a composite of the
insulation of the various articles and depends on the way in which they are
worn due to the influence of the air gaps between layers on the overall
insulation. A predictive tool has been developed to estimate ensemble insula-
tion from the insulation of cloth samples.12 However, the most commonly
used method is to measure the thermal properties of clothing ensembles
using a life-sized thermal manikin following procedures which are similar
to those used for individual samples.13 ASTM has recently standardized the
method.14
7.3.2 Pumping coefficient (p)
The insulation of a clothing ensemble is altered by wind and wearer motion.
This change in insulation is characterized by a pumping coefficient (p). This
coefficient describes the rate of loss of insulation with increasing effective air
motion, where effective air motion is defined as a composite of the air
motion generated by wind plus the air motion generated by wearer activity.
It is measured experimentally by determining the change in insulation of
ensembles on articulated, thermal manikins designed to simulate walking
at various speeds while air velocity is changed. Wind reduces the thermal
resistance of the external air boundary layer (from 0.8 clo in essentially still
air to as low as 0.2 clo in a 12 mph breeze). It also penetrates clothing and
causes it to move. Thus, increased cooling due to pumping occurs due to
reduction in the boundary layer thermal resistance, air penetration of the
clothing, and pumping of air through ensemble openings due to wearer
motion or wind action on the clothing.6
7.3.3 Moisture permeability index (im)
Sweat produced by the wearer can either evaporate and be transferred to the
ambient environment by passage through the clothing or evaporate into the
interclothing space and gradually build up the humidity inside the garment
to the point where further sweat evaporation becomes limited or ceases.
Unless sweat can evaporate, it provides no cooling benefit.
The moisture permeability index (im) characterizes the facility with which
moisture vapor moves through the clothing. Values for the im of fabrics that
compose typical clothing used in agricultural operations are included in
Table 29. A permeability index of "1" implies an evaporative heat loss equiv-
alent to that of a psychrometric wet bulb thermometer — that is, a thermom-
eter with a fully wetted surface and ventilated by a fan or slung at the end of
a chain to produce maximum evaporative cooling. By contrast, if the ther-
mometer were wrapped in a vapor barrier membrane, no evaporative cooling
could occur and the permeability index (im) would be zero. Adding an
impermeable layer will produce a more significant reduction in the moisture
permeability index than adding additional layers of permeable clothing.
The moisture permeability index (im) is measured in a manner directly
analogous to ASTM D1518. In the moisture permeability test, 100%
saturated air is maintained on one side of the fabric and air at 50% relative
humidity at the same temperature as the saturated air is supplied to the other
image:
108 Heat Stress
The clo value for a fabric is different from the clo value for an ensemble of
that fabric. Actual clothing ensembles typically consist of several layers of
different clothing articles. The insulation of ensembles is a composite of the
insulation of the various articles and depends on the way in which they are
worn due to the influence of the air gaps between layers on the overall
insulation. A predictive tool has been developed to estimate ensemble insula-
tion from the insulation of cloth samples.12 However, the most commonly
used method is to measure the thermal properties of clothing ensembles
using a life-sized thermal manikin following procedures which are similar
to those used for individual samples.13 ASTM has recently standardized the
method.14
7.3.2 Pumping coefficient (p)
The insulation of a clothing ensemble is altered by wind and wearer motion.
This change in insulation is characterized by a pumping coefficient (p). This
coefficient describes the rate of loss of insulation with increasing effective air
motion, where effective air motion is defined as a composite of the air
motion generated by wind plus the air motion generated by wearer activity.
It is measured experimentally by determining the change in insulation of
ensembles on articulated, thermal manikins designed to simulate walking
at various speeds while air velocity is changed. Wind reduces the thermal
resistance of the external air boundary layer (from 0.8 clo in essentially still
air to as low as 0.2 clo in a 12 mph breeze). It also penetrates clothing and
causes it to move. Thus, increased cooling due to pumping occurs due to
reduction in the boundary layer thermal resistance, air penetration of the
clothing, and pumping of air through ensemble openings due to wearer
motion or wind action on the clothing.6
7.3.3 Moisture permeability index (im)
Sweat produced by the wearer can either evaporate and be transferred to the
ambient environment by passage through the clothing or evaporate into the
interclothing space and gradually build up the humidity inside the garment
to the point where further sweat evaporation becomes limited or ceases.
Unless sweat can evaporate, it provides no cooling benefit.
The moisture permeability index (im) characterizes the facility with which
moisture vapor moves through the clothing. Values for the im of fabrics that
compose typical clothing used in agricultural operations are included in
Table 29. A permeability index of "1" implies an evaporative heat loss equiv-
alent to that of a psychrometric wet bulb thermometer — that is, a thermom-
eter with a fully wetted surface and ventilated by a fan or slung at the end of
a chain to produce maximum evaporative cooling. By contrast, if the ther-
mometer were wrapped in a vapor barrier membrane, no evaporative cooling
could occur and the permeability index (im) would be zero. Adding an
impermeable layer will produce a more significant reduction in the moisture
permeability index than adding additional layers of permeable clothing.
The moisture permeability index (im) is measured in a manner directly
analogous to ASTM D1518. In the moisture permeability test, 100%
saturated air is maintained on one side of the fabric and air at 50% relative
humidity at the same temperature as the saturated air is supplied to the other
image:
 Heat Stress 109
side. Due to the concentration difference, moisture diffuses through the
fabric. The rate of diffusion is estimated from the heat of vaporization of
water and the power required to evaporate water at a rate necessary to
maintain the 100% saturated air. The procedure is in the initial stages
of standardization by ASTM Committee F23.
7.3.4 Permeability index ratio (im/clo)
Since the "coolness" of a fabric is a function of both clothing moisture
permeability and insulation, the ratio, im/clo, is used as an index of overall
thermal comfort. The larger the value of this ratio, the more evaporative
cooling is available compared to the resistance to dry heat transfer from the
clothing. Thus, better protective clothing from a thermal comfort viewpoint
would have larger im/clo values. Values of die ratio are shown in Table 29.
7.3.5 Representative PPE combinations for agricultural workers
In Section 6 (Table 22), five PPE combinations, representative of different
levels of protection from pesticides, were defined. The thermal comfort
rating for the ensembles would be expected to decrease as one moves from
Level 1 to Level 5. Level 5 is the least comfortable and has associated with it
the greatest risk for heat stress. As described in the remainder of this section,
one means for reducing the risk of heat stress is to modify the work/rest
cycle, reducing the relative amount of work, as the potential for heat stress
increases.
7.4 Work/Rest Cycles
As discussed above, the likelihood of heat stress is dependent on the PPE,
the work rate, and the conditions present in the ambient environment.
These conditions include temperature, humidity, wind speed, and insolation.
In this section, various approaches to assessing the likelihood of heat stress
are summarized. The NIOSH, wet bulb globe temperature (WBGT) meth-
odology is selected as most appropriate for use by OPP and is adapted herein
for agricultural use.
Methodologies for predicting or minimizing heat stress fall into two major
categories:
• Mathematical Models that predict the physiological response of the body
to working in different environments, considering factors such as work
rate and clothing worn. The determination of heat stress is done by estab-
lishing threshold values for parameters such as core temperature, body
heat storage, sweat rate, skin temperature, etc.
• Decision Rules that provide an estimate of heat stress based on empirical
data considering physiological factors. In general, decision rules consoli-
date a variety of related factors into a single value which predicts heat
stress.
image:
Heat Stress 109
side. Due to the concentration difference, moisture diffuses through the
fabric. The rate of diffusion is estimated from the heat of vaporization of
water and the power required to evaporate water at a rate necessary to
maintain the 100% saturated air. The procedure is in the initial stages
of standardization by ASTM Committee F23.
7.3.4 Permeability index ratio (im/clo)
Since the "coolness" of a fabric is a function of both clothing moisture
permeability and insulation, the ratio, im/clo, is used as an index of overall
thermal comfort. The larger the value of this ratio, the more evaporative
cooling is available compared to the resistance to dry heat transfer from the
clothing. Thus, better protective clothing from a thermal comfort viewpoint
would have larger im/clo values. Values of die ratio are shown in Table 29.
7.3.5 Representative PPE combinations for agricultural workers
In Section 6 (Table 22), five PPE combinations, representative of different
levels of protection from pesticides, were defined. The thermal comfort
rating for the ensembles would be expected to decrease as one moves from
Level 1 to Level 5. Level 5 is the least comfortable and has associated with it
the greatest risk for heat stress. As described in the remainder of this section,
one means for reducing the risk of heat stress is to modify the work/rest
cycle, reducing the relative amount of work, as the potential for heat stress
increases.
7.4 Work/Rest Cycles
As discussed above, the likelihood of heat stress is dependent on the PPE,
the work rate, and the conditions present in the ambient environment.
These conditions include temperature, humidity, wind speed, and insolation.
In this section, various approaches to assessing the likelihood of heat stress
are summarized. The NIOSH, wet bulb globe temperature (WBGT) meth-
odology is selected as most appropriate for use by OPP and is adapted herein
for agricultural use.
Methodologies for predicting or minimizing heat stress fall into two major
categories:
• Mathematical Models that predict the physiological response of the body
to working in different environments, considering factors such as work
rate and clothing worn. The determination of heat stress is done by estab-
lishing threshold values for parameters such as core temperature, body
heat storage, sweat rate, skin temperature, etc.
• Decision Rules that provide an estimate of heat stress based on empirical
data considering physiological factors. In general, decision rules consoli-
date a variety of related factors into a single value which predicts heat
stress.
image:
 110 Heat Stress
7.4.1 Mathematical models
In an EPA-sponsored study, various methods of assessing, predicting, and
avoiding heat stress were reviewed. Several of the key models are briefly
characterized in Table 30 and the types of inputs into and outputs from these
and other models are summarized in Tables 31 and 32. Of the models, the
Natick Model and the Givoni/Goldman Model would appear to be most
adaptable to the needs of pesticide handlers. Neither of these models, how-
ever, is in the public domain and, at present, the interpretation of the out-
puts of the Givoni/Goldman model requires someone skilled in the area and
the Natick model is not completed. Consequently, neither of these models
were selected for further consideration in this guidance manual.
Table 30. Characteristics of heat stress models
Model
ALFIE15
Natick
HP41CV16
Effective
heat strain
index17
Gagge-
Nishi
18,19,20
ISCVDP
793321
Wissler
22, 23, 24
Stolwijk/Hard
y25
Givoni/Gold
man
26, 27, 28, 29,
30,31,32,33,
34,35,36,37,38
Inputs
Worker physical
characteristics, work
rate, and wet bulb, dry
bulb, and globe
temperatures.
Clothing type, work rate,
environmental
conditions
Clothing insulation,
work rate, air velocity,
and dry bulb, wet bulb,
and globe temperatures
Same as above entry
Same as above entry
Same as above plus
weight and mean skin
fold thickness and
clothing permeability
Dry bulb, relative
humidity, air velocity,
metabolic rate
See Table 31
Outputs
Heat stress indices
Work/rest cycle,
water
requirements,
maximum work
period
Required sweat
evaporation,
available sweat
evaporation, %
skin wettedness
Core temperature,
shivering and
sweat rate
Allowable
exposure times
Core temperature,
skin temperature,
sweat rate
Core temperature,
shivering rate, and
sweating rate
Body heat storage,
sweat wetted area,
sweat rate, core
temperature, heart
rate, comfort
Comments
Not applicable to
all levels of
protection.
Available on
handheld
calculator. Model
not complete and
not in public
domain.
Available on
handheld
calculator.
Not applicable to
moisture vapor
impermeable
clothing.
Permeability
calculated from
insulation.
Questionable
accuracy in hot
environments.
Not applicable to
all levels of
protection.
Considers personal
coolers. Requires
expert to use.
Limited validation.
Not applicable to
all levels of
protection.
Not in public
domain. Requires
expert to use.
image:
110 Heat Stress
7.4.1 Mathematical models
In an EPA-sponsored study, various methods of assessing, predicting, and
avoiding heat stress were reviewed. Several of the key models are briefly
characterized in Table 30 and the types of inputs into and outputs from these
and other models are summarized in Tables 31 and 32. Of the models, the
Natick Model and the Givoni/Goldman Model would appear to be most
adaptable to the needs of pesticide handlers. Neither of these models, how-
ever, is in the public domain and, at present, the interpretation of the out-
puts of the Givoni/Goldman model requires someone skilled in the area and
the Natick model is not completed. Consequently, neither of these models
were selected for further consideration in this guidance manual.
Table 30. Characteristics of heat stress models
Model
ALFIE15
Natick
HP41CV16
Effective
heat strain
index17
Gagge-
Nishi
18,19,20
ISCVDP
793321
Wissler
22, 23, 24
Stolwijk/Hard
y25
Givoni/Gold
man
26, 27, 28, 29,
30,31,32,33,
34,35,36,37,38
Inputs
Worker physical
characteristics, work
rate, and wet bulb, dry
bulb, and globe
temperatures.
Clothing type, work rate,
environmental
conditions
Clothing insulation,
work rate, air velocity,
and dry bulb, wet bulb,
and globe temperatures
Same as above entry
Same as above entry
Same as above plus
weight and mean skin
fold thickness and
clothing permeability
Dry bulb, relative
humidity, air velocity,
metabolic rate
See Table 31
Outputs
Heat stress indices
Work/rest cycle,
water
requirements,
maximum work
period
Required sweat
evaporation,
available sweat
evaporation, %
skin wettedness
Core temperature,
shivering and
sweat rate
Allowable
exposure times
Core temperature,
skin temperature,
sweat rate
Core temperature,
shivering rate, and
sweating rate
Body heat storage,
sweat wetted area,
sweat rate, core
temperature, heart
rate, comfort
Comments
Not applicable to
all levels of
protection.
Available on
handheld
calculator. Model
not complete and
not in public
domain.
Available on
handheld
calculator.
Not applicable to
moisture vapor
impermeable
clothing.
Permeability
calculated from
insulation.
Questionable
accuracy in hot
environments.
Not applicable to
all levels of
protection.
Considers personal
coolers. Requires
expert to use.
Limited validation.
Not applicable to
all levels of
protection.
Not in public
domain. Requires
expert to use.
image:
 Heat Stress 111
Table 31. Examples of inputs used in Iheat stress
prediction models
Anthropological makeup
• Age
• Sex
• Height
• Weight
• State of f itnessAraining
Physiological status
• Heat acclimatization
• Level of hydration
Clothing and equipment
• Description of PPE worn
Scenario
« Number and type of tasks
• Duration of each task
Environment
• Geographic locale
• Terrain
• Time of year and day
• Temperature
• Humidity
• Wind
• Solar load
Table 32. Outputs from various heat stress models
• Heart rate
• Deep body temperature as function of time
• Mean skin temperature as function of time
• Equilibrium (final) deep body temperature
• Equilibrium (final) heart rate
• Required evaporative cooling (Ereq in Watts)
• Sweat production required (g/hr)
« Rate of dehydration, based on water intake (if any) (g/hr)
• Maximum evaporative potential (Emax in Watts)
• % sweat wetted skin (Ersq/Emax)
• Cooling power of the environment
• Effective clothing insulation (clo eff)
• Effective clothing moisture permeability (imeff)
• Comfort vote (PMV)
• Heat stress indices
image:
Heat Stress 111
Table 31. Examples of inputs used in Iheat stress
prediction models
Anthropological makeup
• Age
• Sex
• Height
• Weight
• State of f itnessAraining
Physiological status
• Heat acclimatization
• Level of hydration
Clothing and equipment
• Description of PPE worn
Scenario
« Number and type of tasks
• Duration of each task
Environment
• Geographic locale
• Terrain
• Time of year and day
• Temperature
• Humidity
• Wind
• Solar load
Table 32. Outputs from various heat stress models
• Heart rate
• Deep body temperature as function of time
• Mean skin temperature as function of time
• Equilibrium (final) deep body temperature
• Equilibrium (final) heart rate
• Required evaporative cooling (Ereq in Watts)
• Sweat production required (g/hr)
« Rate of dehydration, based on water intake (if any) (g/hr)
• Maximum evaporative potential (Emax in Watts)
• % sweat wetted skin (Ersq/Emax)
• Cooling power of the environment
• Effective clothing insulation (clo eff)
• Effective clothing moisture permeability (imeff)
• Comfort vote (PMV)
• Heat stress indices
image:
 112 Heat Stress
7.4.2 Decision rules
Decision rules offer the advantage of ease of use and implementation,
although they may be based on experience and empiricism rather than
fundamental heat transfer and physiological principles. Furthermore,
the definition, application, and interpretation of the rules varies among
researchers. For example, while the wet bulb globe temperature (WBGT)
is often used as the environmental measure on which the rules are based,
the threshold limiting values vary depending on the researcher. The use
of other indices such as the heat stress index (HSI),39 wet globe temperature
(WGT),40 effective temperature (ET),41 corrected effective temperature
(GET),42 and apparent temperature (AT)43 is dependent on the environ-
mental conditions (e.g., whether radiation, humidity, air velocity, etc. are
dominant factors).
The EPA-sponsored study cited above recommended that further consider-
ation be given to the NIOSH WBGT decision rule, the Ramsey WBGT
decision rule, and the effective heat strain index as the basis for this guidance
manual.4 Following the conclusion of that study, the NIOSH WBGT
decision rule was selected because it appeared to best meet the requirements
for a scientifically based, peer reviewed method that could be adapted to the
field. The NIOSH decision rule model is described in Section 7.4.3, and
guidelines for applying it to agricultural workers are given in Section 7.4.4.
7.4.3 NIOSH WBGT decision rule
The NIOSH recommended standard for heat stress control is described in
detail in Reference 5. The following discussion is a summary of this informa-
tion. In developing a heat stress control program, one should consult the
original reference as it contains additional, detailed information on the
derivation, application, and limitations of the standard.
As the measure of environmental load on a worker, the NIOSH WBGT
decision rule uses the Wet Bulb Globe Temperature given by:
WBGT
WBGT
0.7TNWB + 0.2TG +
+ 0.3TG
•with solar load (1)
with no solor load (2)
where:
• TJSJWB is the natural wet bulb temperature - the temperature measured
with a wet bulb thermometer exposed to ambient air velocity, °F or °C
• TG is the black globe temperature - a measure of the radiation load, °F or
°C
• TAIR is the dry bulb temperature, °F or °C
The WBGT is combined with the metabolic work rate to yield work/rest
cycles for both acclimatized and unacclimatized workers. The metabolic
work rate is the time-averaged, hourly work rate. Acclimatized workers are
those who have worked two hours or more in hot environments for seven or
more days. These relationships are given in Figures 3 and 4. Each curve
gives recommended work/rest cycles (shown at the right of the curve) corre-
sponding to metabolic rates and WBGT.
image:
112 Heat Stress
7.4.2 Decision rules
Decision rules offer the advantage of ease of use and implementation,
although they may be based on experience and empiricism rather than
fundamental heat transfer and physiological principles. Furthermore,
the definition, application, and interpretation of the rules varies among
researchers. For example, while the wet bulb globe temperature (WBGT)
is often used as the environmental measure on which the rules are based,
the threshold limiting values vary depending on the researcher. The use
of other indices such as the heat stress index (HSI),39 wet globe temperature
(WGT),40 effective temperature (ET),41 corrected effective temperature
(GET),42 and apparent temperature (AT)43 is dependent on the environ-
mental conditions (e.g., whether radiation, humidity, air velocity, etc. are
dominant factors).
The EPA-sponsored study cited above recommended that further consider-
ation be given to the NIOSH WBGT decision rule, the Ramsey WBGT
decision rule, and the effective heat strain index as the basis for this guidance
manual.4 Following the conclusion of that study, the NIOSH WBGT
decision rule was selected because it appeared to best meet the requirements
for a scientifically based, peer reviewed method that could be adapted to the
field. The NIOSH decision rule model is described in Section 7.4.3, and
guidelines for applying it to agricultural workers are given in Section 7.4.4.
7.4.3 NIOSH WBGT decision rule
The NIOSH recommended standard for heat stress control is described in
detail in Reference 5. The following discussion is a summary of this informa-
tion. In developing a heat stress control program, one should consult the
original reference as it contains additional, detailed information on the
derivation, application, and limitations of the standard.
As the measure of environmental load on a worker, the NIOSH WBGT
decision rule uses the Wet Bulb Globe Temperature given by:
WBGT
WBGT
0.7TNWB + 0.2TG +
+ 0.3TG
•with solar load (1)
with no solor load (2)
where:
• TJSJWB is the natural wet bulb temperature - the temperature measured
with a wet bulb thermometer exposed to ambient air velocity, °F or °C
• TG is the black globe temperature - a measure of the radiation load, °F or
°C
• TAIR is the dry bulb temperature, °F or °C
The WBGT is combined with the metabolic work rate to yield work/rest
cycles for both acclimatized and unacclimatized workers. The metabolic
work rate is the time-averaged, hourly work rate. Acclimatized workers are
those who have worked two hours or more in hot environments for seven or
more days. These relationships are given in Figures 3 and 4. Each curve
gives recommended work/rest cycles (shown at the right of the curve) corre-
sponding to metabolic rates and WBGT.
image:
 Heat Stress 113
Figure 3. Recommended heat-stress alert limits.
Heat-Unacclimatized Workers5
°F
CD
113 45
104
95
86
77
68
40
35
30
25
20
100
200
300
400
500
400
800
1200
1600
2000
116
233
349
465
580
15min7h.
30 min./h.
45 min./h.
60 min./h.
kcal/h.
Btu/h.
Watts
RAL
METABOLIC HEAT
C= Ceiling limit
RAL = Recommended alert limit
*For "standard worker" of 70 kg (154 Ibs) body weight and 1.8 m2 (19.4 ft2) body
surface.
Figure 4. Recommended heat-stress exposure limits.
Heat-Acclimatized Workers5
°F °C
113 45
104
95
86
77
68
40
35
30
25
20
100
400
116
200
300
400
500
800
1200
1600
2000
233
349
465
580
15 min./h.
30 min./h.
45 min./h.
60 min./h.
kcal/h.
Btu/h.
Watts
REL
METABOLIC HEAT
C = Ceiling limit
REL= Recommended exposure limit
*For "standard worker" of 70 kg (154 Ibs) body weight and 1.8 m2 (19.4 ft2) body
surface.
image:
Heat Stress 113
Figure 3. Recommended heat-stress alert limits.
Heat-Unacclimatized Workers5
°F
CD
113 45
104
95
86
77
68
40
35
30
25
20
100
200
300
400
500
400
800
1200
1600
2000
116
233
349
465
580
15min7h.
30 min./h.
45 min./h.
60 min./h.
kcal/h.
Btu/h.
Watts
RAL
METABOLIC HEAT
C= Ceiling limit
RAL = Recommended alert limit
*For "standard worker" of 70 kg (154 Ibs) body weight and 1.8 m2 (19.4 ft2) body
surface.
Figure 4. Recommended heat-stress exposure limits.
Heat-Acclimatized Workers5
°F °C
113 45
104
95
86
77
68
40
35
30
25
20
100
400
116
200
300
400
500
800
1200
1600
2000
233
349
465
580
15 min./h.
30 min./h.
45 min./h.
60 min./h.
kcal/h.
Btu/h.
Watts
REL
METABOLIC HEAT
C = Ceiling limit
REL= Recommended exposure limit
*For "standard worker" of 70 kg (154 Ibs) body weight and 1.8 m2 (19.4 ft2) body
surface.
image:
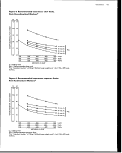 114 Heat Stress
The Recommended Alert Limits (RALs) in Figure 3 are for workers who are
not acclimated. The RALs represent conditions under which "almost all
healthy workers ... should be able to tolerate total heat without substantially
increasing their risk of incurring acute health effects." The Recommended
Exposure Limits (RELs) in Figure 4 apply to heat-acclimatized persons and
represent the conditions under which "almost all healthy workers ... should
be capable of tolerating the total heat without incurring adverse effects."
The "ceiling limit" is the set of conditions at which all work should stop.
Note, the RALs and RELs are for a "standard worker" of 70 kg (154
Ibs) and 1.8 m2 (19.4 ft2) body surface area.
According to the NIOSH criteria, healthy workers are defined as those who
are not excluded from placement in hot environment jobs by explicit specifi-
cations, which are given in Reference 4. These exclusionary criteria include
factors such as age, stature, gender, percent body fat, medical and occupa-
tional history, specific chronic diseases or therapeutic regimens, and the
results of such tests as the maximum aerobic capacity, electrocardiogram,
pulmonary function tests, and chest X-rays.
The metabolic rates are one hour time-weighted averages. For example,
if a worker works at a rate of 3 00 kcal/hr for 45 minutes and then rests
(metabolic rate of 80 kcal/hr) for 15 minutes, the one hour time weighted
average is:
(300 x45+80x!5)/60 = 245 kcal/hr
(3)
The relationships given are for a "standard" worker, i.e., one who weighs
70 kg (154 Ibs) and has a surface area of 1.8 m2 (19.4 ft2). The metabolic
work rate for persons with other body weights or surface areas are esti-
mated by simple proportions. For example, if a task is estimated to require
300 kcal/hr for a 70 kg worker then an 80 kg worker would require:
300 x (80/70) » 343 kcal/hr
<*)
The RALs and RELs are for workers wearing a long-sleeved, shirt (cotton
or cotton/polyester) and long-legged pants (cotton or cotton/polyester). If
clothing ensembles with different thermal properties are used, the work/rest
cycles must be modified. NIOSH suggests modifications based on adjust-
ments to the WBGT. Guidelines provided by NIOSH are summarized in
Table 33. NIOSH specifies that the air temperature or the adjusted air
temperature must be used in place of the adjusted WBGT for encapsulating
ensembles fabricated from moisture-impermeable materials. Adjusted air
temperature (TADB) is estimated as follows:
TADB = (FAIR +
image:
114 Heat Stress
The Recommended Alert Limits (RALs) in Figure 3 are for workers who are
not acclimated. The RALs represent conditions under which "almost all
healthy workers ... should be able to tolerate total heat without substantially
increasing their risk of incurring acute health effects." The Recommended
Exposure Limits (RELs) in Figure 4 apply to heat-acclimatized persons and
represent the conditions under which "almost all healthy workers ... should
be capable of tolerating the total heat without incurring adverse effects."
The "ceiling limit" is the set of conditions at which all work should stop.
Note, the RALs and RELs are for a "standard worker" of 70 kg (154
Ibs) and 1.8 m2 (19.4 ft2) body surface area.
According to the NIOSH criteria, healthy workers are defined as those who
are not excluded from placement in hot environment jobs by explicit specifi-
cations, which are given in Reference 4. These exclusionary criteria include
factors such as age, stature, gender, percent body fat, medical and occupa-
tional history, specific chronic diseases or therapeutic regimens, and the
results of such tests as the maximum aerobic capacity, electrocardiogram,
pulmonary function tests, and chest X-rays.
The metabolic rates are one hour time-weighted averages. For example,
if a worker works at a rate of 3 00 kcal/hr for 45 minutes and then rests
(metabolic rate of 80 kcal/hr) for 15 minutes, the one hour time weighted
average is:
(300 x45+80x!5)/60 = 245 kcal/hr
(3)
The relationships given are for a "standard" worker, i.e., one who weighs
70 kg (154 Ibs) and has a surface area of 1.8 m2 (19.4 ft2). The metabolic
work rate for persons with other body weights or surface areas are esti-
mated by simple proportions. For example, if a task is estimated to require
300 kcal/hr for a 70 kg worker then an 80 kg worker would require:
300 x (80/70) » 343 kcal/hr
<*)
The RALs and RELs are for workers wearing a long-sleeved, shirt (cotton
or cotton/polyester) and long-legged pants (cotton or cotton/polyester). If
clothing ensembles with different thermal properties are used, the work/rest
cycles must be modified. NIOSH suggests modifications based on adjust-
ments to the WBGT. Guidelines provided by NIOSH are summarized in
Table 33. NIOSH specifies that the air temperature or the adjusted air
temperature must be used in place of the adjusted WBGT for encapsulating
ensembles fabricated from moisture-impermeable materials. Adjusted air
temperature (TADB) is estimated as follows:
TADB = (FAIR +
image:
 Heat Stress 115
Table 33. NIOSH recommended adjustments to threshold values
for clothing differences
Clothing type
Adjustment
Two layer cotton or cotton/polyester
system
Lower WBGT threshold limit by 2°C
(3.6°F)
Partially air and vapor impermeable
clothing
Lower WBGT threshold limit by 4°C
(7.2°F)
Encapsulating, air-impermeable
clothing
Use dry bulb (TAIR) or adjusted dry
bulb (TADB) in place of WBGT and use
physiological monitoring if tempera-
ture is greater than 20°C (68°F)
The Mean Radiant Temperature (TMB) is defined as:
o.s
where VAIR is the velocity of the wind in meters per second (m/s).
The three clothing ensembles for which NIOSH recommends adjustments
to the WBGT only partially represent the five levels of protection defined in
Table 22 of Section 6. Based on interpolation and other literature sources,
estimated WBGT adjustments are given in Table 34 for the five, Table 22
ensembles.
Table 34. Estimated WBGT adjustments for five levels of pesticide
handler's clothing
Clothing level*
Adjustment to WBGT, °C
1
+2.5
+3.5
+5
Use TADB
* See Section 6, Table 22
** See Section 7.4.4.3
In addition to the work/rest cycles in Figures 3 and 4, NIOSH recommends
monitoring the physiological condition of the workers according to a
schedule based on the TADB-44 Excerpts from the recommended monitoring
schedule are shown in Table 35. Criteria for acceptable physiological condi-
tions are summarized in Table 36. Corrective actions, which may be taken if
these criteria are not met, are summarized in Table 37.
image:
Heat Stress 115
Table 33. NIOSH recommended adjustments to threshold values
for clothing differences
Clothing type
Adjustment
Two layer cotton or cotton/polyester
system
Lower WBGT threshold limit by 2°C
(3.6°F)
Partially air and vapor impermeable
clothing
Lower WBGT threshold limit by 4°C
(7.2°F)
Encapsulating, air-impermeable
clothing
Use dry bulb (TAIR) or adjusted dry
bulb (TADB) in place of WBGT and use
physiological monitoring if tempera-
ture is greater than 20°C (68°F)
The Mean Radiant Temperature (TMB) is defined as:
o.s
where VAIR is the velocity of the wind in meters per second (m/s).
The three clothing ensembles for which NIOSH recommends adjustments
to the WBGT only partially represent the five levels of protection defined in
Table 22 of Section 6. Based on interpolation and other literature sources,
estimated WBGT adjustments are given in Table 34 for the five, Table 22
ensembles.
Table 34. Estimated WBGT adjustments for five levels of pesticide
handler's clothing
Clothing level*
Adjustment to WBGT, °C
1
+2.5
+3.5
+5
Use TADB
* See Section 6, Table 22
** See Section 7.4.4.3
In addition to the work/rest cycles in Figures 3 and 4, NIOSH recommends
monitoring the physiological condition of the workers according to a
schedule based on the TADB-44 Excerpts from the recommended monitoring
schedule are shown in Table 35. Criteria for acceptable physiological condi-
tions are summarized in Table 36. Corrective actions, which may be taken if
these criteria are not met, are summarized in Table 37.
image:
 116 Heat Stress
Table 35. NIOSH recommended monitoring frequency44
Frequency
TADB
24°C (75°F)
32°C (90°F)
Level 1 Clothing
Every 21/2 hours
Every 45 minutes
Level 5 Clothing
Every 2 hours
Every 15 minutes
7.4.4 Application of NIOSH decision rule to pesticide handlers
In the following paragraphs, the NIOSH Decision Rule is adapted for
agricultural pesticide applications. Most significantly, procedures have been
developed and are used for estimating WBGT on the basis of commonly
available weather data: TAJR, VAIR, amounts of sunshine, and relative humid-
ity. The outcomes of applying the rule are recommendations for work/rest
cycle that will minimize the risk of heat stress. By applying the rule under
various PPE use scenarios, one can estimate and compare the impact of PPE
on performance. There are two alternative procedures for using the modi-
fied NIOSH rule:
Alternative 1
• For PPE levels 1 through 4, use Tables 38 through 41 for the conditions
that best approximate the weather, work rate, and PPE for the particular
work scenario hi question. The estimated work/rest cycles in Tables 38
through 41 apply to acclimatized "standard" workers. For PPE level 5
ensembles see Section 7.4.4.3.
Alternative 2
• Estimate the work rate (Section 7.4.4.1).
• Measure or estimate the WBGT (Section 7.4.4.2).
• Adjust the WBGT for the PPE worn (Section 7.4.4.3).
• Use either Figure 3 or 4 to determine the appropriate work/rest cycle.
7.4.4.1 Estimation of work rate. Work loads for various pesticide
handler activities have been estimated from Tables 27 and 28 and are listed
In Table 42. In order to apply the modified NIOSH rule, a value of metabol-
ic work rate should be selected for the activity which most closely matches
the pesticide handler's. If the activity is not covered specifically by any of the
three tables, estimates can be made by interpolation and comparison with
similar activities.
7.4.4.2 Estimation of WBGT. WBGT takes into account air temperature,
relative humidity, wind velocity, and insolation (i.e., amount of sunshine).
The measurement of WBGT yields a single number that, when adjusted for
the level of protection, can be used directly with Figures 3 and 4 to estimate
appropriate work/rest cycles. Instruments are commercially available for
making the measurement. In many agricultural situations, such instruments
will not be available. The only available information will be data provided by
the weather service or measured on site with common instruments. The
objective of this subsection is to present and document a procedure for
estimating WBGT from commonly available weather data.
image:
116 Heat Stress
Table 35. NIOSH recommended monitoring frequency44
Frequency
TADB
24°C (75°F)
32°C (90°F)
Level 1 Clothing
Every 21/2 hours
Every 45 minutes
Level 5 Clothing
Every 2 hours
Every 15 minutes
7.4.4 Application of NIOSH decision rule to pesticide handlers
In the following paragraphs, the NIOSH Decision Rule is adapted for
agricultural pesticide applications. Most significantly, procedures have been
developed and are used for estimating WBGT on the basis of commonly
available weather data: TAJR, VAIR, amounts of sunshine, and relative humid-
ity. The outcomes of applying the rule are recommendations for work/rest
cycle that will minimize the risk of heat stress. By applying the rule under
various PPE use scenarios, one can estimate and compare the impact of PPE
on performance. There are two alternative procedures for using the modi-
fied NIOSH rule:
Alternative 1
• For PPE levels 1 through 4, use Tables 38 through 41 for the conditions
that best approximate the weather, work rate, and PPE for the particular
work scenario hi question. The estimated work/rest cycles in Tables 38
through 41 apply to acclimatized "standard" workers. For PPE level 5
ensembles see Section 7.4.4.3.
Alternative 2
• Estimate the work rate (Section 7.4.4.1).
• Measure or estimate the WBGT (Section 7.4.4.2).
• Adjust the WBGT for the PPE worn (Section 7.4.4.3).
• Use either Figure 3 or 4 to determine the appropriate work/rest cycle.
7.4.4.1 Estimation of work rate. Work loads for various pesticide
handler activities have been estimated from Tables 27 and 28 and are listed
In Table 42. In order to apply the modified NIOSH rule, a value of metabol-
ic work rate should be selected for the activity which most closely matches
the pesticide handler's. If the activity is not covered specifically by any of the
three tables, estimates can be made by interpolation and comparison with
similar activities.
7.4.4.2 Estimation of WBGT. WBGT takes into account air temperature,
relative humidity, wind velocity, and insolation (i.e., amount of sunshine).
The measurement of WBGT yields a single number that, when adjusted for
the level of protection, can be used directly with Figures 3 and 4 to estimate
appropriate work/rest cycles. Instruments are commercially available for
making the measurement. In many agricultural situations, such instruments
will not be available. The only available information will be data provided by
the weather service or measured on site with common instruments. The
objective of this subsection is to present and document a procedure for
estimating WBGT from commonly available weather data.
image:
 Heat Stress 117
Table 36. Vital signs measurements
Parameter Criteria
Recovery heart rate (measured at
beginning of rest cycle)
Core temperature
Pulse at 30 to 60 seconds after
sitting = pi
Pulse at 150 to 180 seconds after
sitting = p3
If ps < 90, worker is okay to continue
work at present level
If p3 > 90 and/or p1 - p3 < 10, correc-
tive action is necessary. See Table 37.
Core temperature should not exceed
38°C (100.4°F) for extended periods.
Oral temperature may be substituted
for rectal temperature but normal care
(e.g., no food or liquid 15 minutes
prior to reading, mouth closed, etc.)
must be taken to get an accurate
reading. Oral temperature would be
0.5°C (0.9°F) lower than rectal tem-
perature.
Table 37. Corrective action
Cause of heat stress
Action
Internal heat generation
Modify task to reduce effort.
Change work/rest cycle.
Use auxiliary power to reduce effort.
Environmental load
Reduce radiation load by awnings,
etc.
Increase air speed
Provide conditioned space
• Recovery area
« Tractor cab
Provide personal cooling
• ice vest
• vortex cooler, etc.
Other considerations
Carefully break in unacclimatized
workers
Encourage high liquid intake
Medical monitoring
Heat alert programs during heat
waves
image:
Heat Stress 117
Table 36. Vital signs measurements
Parameter Criteria
Recovery heart rate (measured at
beginning of rest cycle)
Core temperature
Pulse at 30 to 60 seconds after
sitting = pi
Pulse at 150 to 180 seconds after
sitting = p3
If ps < 90, worker is okay to continue
work at present level
If p3 > 90 and/or p1 - p3 < 10, correc-
tive action is necessary. See Table 37.
Core temperature should not exceed
38°C (100.4°F) for extended periods.
Oral temperature may be substituted
for rectal temperature but normal care
(e.g., no food or liquid 15 minutes
prior to reading, mouth closed, etc.)
must be taken to get an accurate
reading. Oral temperature would be
0.5°C (0.9°F) lower than rectal tem-
perature.
Table 37. Corrective action
Cause of heat stress
Action
Internal heat generation
Modify task to reduce effort.
Change work/rest cycle.
Use auxiliary power to reduce effort.
Environmental load
Reduce radiation load by awnings,
etc.
Increase air speed
Provide conditioned space
• Recovery area
« Tractor cab
Provide personal cooling
• ice vest
• vortex cooler, etc.
Other considerations
Carefully break in unacclimatized
workers
Encourage high liquid intake
Medical monitoring
Heat alert programs during heat
waves
image:
 118 Heat Stress
w
I
•s
o
Z
CD
0)
S.
§
ja
«2
K
5 i
§
LO
s
s
LO
o
cs
g
o
f-J
g
a
o
o
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
tO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO ^!° C*>
LO LO LO -3-
LO LO LO •^~
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO IO LO
LO LO LO LO
LO LO LO LO
LO LO LO •*
LO IO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO •* CO <N
LO LO •=}• O5
^\
LO LO 'tf £•}*
t*""
LO LO LO 0V
UL
§
image:
118 Heat Stress
w
I
•s
o
Z
CD
0)
S.
§
ja
«2
K
5 i
§
LO
s
s
LO
o
cs
g
o
f-J
g
a
o
o
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
tO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO ^!° C*>
LO LO LO -3-
LO LO LO •^~
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO IO LO
LO LO LO LO
LO LO LO LO
LO LO LO •*
LO IO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO •* CO <N
LO LO •=}• O5
^\
LO LO 'tf £•}*
t*""
LO LO LO 0V
UL
§
image:
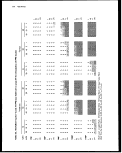 Heat Stress 119
c
3
in
*£ ~3
J2 LL.
0
>
a
"6
c
_o
•§•
u
s
•o
§
I
g
(M
N
0
•§
0
•£.
u
a
a c
N m
* _
(0
0 t
5 tx
i
"3
o
0
2
1
0)
o
co
o
LO
"-
LO
O
o
CM
*-
LO
O
°
O
*
o
CO
^
LO
O
8
t —
LO
O
O
CM
s
,_
LO
O
O
CM
o
T~
LO
O
O
<N
1 1 £
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
U.
0^3:
LO •
LO •
•
LO 10 <*5
LO LO L0||!
LO If) LO '3'
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO i»S <>t
LO LO •Sf <">
LO LO •* CO
LO LO ^ CO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO
LO ** C?J CM'
^V\\ -f!;^
LO •sj- CO Ol"
LO ^f 'co^CM
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
_^
LO ^r ray
LO LO Tt
LO LO "tf
LO LO LO
LO LO •*
LO LO LO
LO LO LO
LO LO LO
> LO
§1
LO 05
U.
U.
Ui
§
image:
Heat Stress 119
c
3
in
*£ ~3
J2 LL.
0
>
a
"6
c
_o
•§•
u
s
•o
§
I
g
(M
N
0
•§
0
•£.
u
a
a c
N m
* _
(0
0 t
5 tx
i
"3
o
0
2
1
0)
o
co
o
LO
"-
LO
O
o
CM
*-
LO
O
°
O
*
o
CO
^
LO
O
8
t —
LO
O
O
CM
s
,_
LO
O
O
CM
o
T~
LO
O
O
<N
1 1 £
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
U.
0^3:
LO •
LO •
•
LO 10 <*5
LO LO L0||!
LO If) LO '3'
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO i»S <>t
LO LO •Sf <">
LO LO •* CO
LO LO ^ CO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO
LO ** C?J CM'
^V\\ -f!;^
LO •sj- CO Ol"
LO ^f 'co^CM
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
_^
LO ^r ray
LO LO Tt
LO LO "tf
LO LO LO
LO LO •*
LO LO LO
LO LO LO
LO LO LO
> LO
§1
LO 05
U.
U.
Ui
§
image:
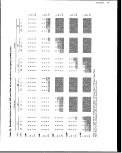 120 Heat Stress
S
I
"8
}
•I
I
ID
cn
§
Q. c
W «
; i
LO
O
s
LO
8
8
8
LO
O
8
S
LO
o
o
o
<N
LO LO LO •<*
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO IO
in TO o4jgp
9J$
LO "* <?J OJ
IO -<t OJ (SJ
LO IO ^ W
LO LO LD -^J-
LO LO LO -*
i
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO ^J" f£ 0*1
LO LO W OJ
LO LO <n IN
LO LO LO •*
LO LO LO ^f
LO LO LO 'i-
LO LO LO LO
LO LO LO LO
LO LO LO LO LO LO LO LO
LO LO LO LO LO LO LO LO
lOLOlOtO LOLOLOLO
Ik
image:
120 Heat Stress
S
I
"8
}
•I
I
ID
cn
§
Q. c
W «
; i
LO
O
s
LO
8
8
8
LO
O
8
S
LO
o
o
o
<N
LO LO LO •<*
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO IO
in TO o4jgp
9J$
LO "* <?J OJ
IO -<t OJ (SJ
LO IO ^ W
LO LO LD -^J-
LO LO LO -*
i
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO ^J" f£ 0*1
LO LO W OJ
LO LO <n IN
LO LO LO •*
LO LO LO ^f
LO LO LO 'i-
LO LO LO LO
LO LO LO LO
LO LO LO LO LO LO LO LO
LO LO LO LO LO LO LO LO
lOLOlOtO LOLOLOLO
Ik
image:
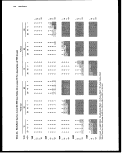 Heat Stress 121
t
c
13
(0
"S1 "5
•• LL.
0)
i
MM
Ui
&
a.
"5
c
o
1
o
n
0)
7J
Q
CO
o
LO
* —
LO
o
o
CM
,-
LO
o
1 —
o
CM
0
*~
T —
LO
O
^D
CM
0)
a
&
c
0
N
N
A)
2
H
0)
o
—
Ul
Q.
a c
* —
^ (0
tt> 't
fl) fS
"3
y
+4
8
A
i
B
5
o
CO
<c—
LO
O
CM
o
LO
T
LO
o
o
CM
o
* —
*—
LO
O
o
CM
- XI
3 1 1
_J .2I>
LO LO -3- :|£!
LO LO LO "3-
LO LO LO -3"
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO >*
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
5_,2x£
_iax> _i^i>. _i2x>
Os( ^*^'^***'V**^ £*{' 4** C?f-&(. f &i iO'i-C^(S^^
^j- ^ ^4*^ $i&^"£&f£p &*'%&'£$/'*£$%
u'jtejsj '" ; '",' ^* 'C;,w^ '/t^^^^l*
WdetffoA 'ss/S/S ' ' MfffffJtfS''",t '/$&* ' '' 'V^
•* CM ^-"Pf W^^^? «&-^;^ i>,
f*"^'^ /!«v '«/<s C™,,,,' ^'».*-'^w*S
LO CO <M,,'r^ r^'V?"^;p Q- O SSI!.'
»;»? / tJ" ^-^; •^CX^L^I?
',"/" "2'?ys •/' " ^ ff "" ,-«,,,,
L0^co-0>' I^-t^ '
LO LO (O CN ^^^^x'r^ 'T™~* x??^-* — ^db'';O' '
'?$^'f *' t/'jj/'^' $$'''?* ' ^'^\
LO LO ^ (^ C-J F^l^'P^V' ^1^^^*^,
LO LO ^ co c^^fe^ k-^'^%;
f" ' /^?^S* feHOw^ ,, *#**
LO LO LO LO LO LO ^" ;ipf>:;; CO ,CM r—^-^'
^f'? * <?" m^'' ''1
'^ ' iffiji
LO LO LO LO LOLOLO^f LOC^<SJ^
\ •.',,'
LOLOLOLO LOLOLO1^- LO^C1! V%
"' ' *
f' '
"st* oj,^ $*«•' ^ s^JlgjfliiE^^' C?^£>'^o o '/
fji^ fe^4^
LO co cM"f*| «^"i|s4;P/ {5?o*efe^'
;..x ; ^ &;,'?'„ *{?',<Zf,J'1,f*?fy,i(°^
LO co CM!^ fe-*i>-«^«^s" &£-M'^-tt
';'-'''', „ '' ••(**# '':%', 'Il^;'y^0!'^'"l''4
LO <o <V^ ^fe?^^ W^'^iQ'
u&».,',#m $Mf'{ ,;:"••,;
f,; jmxaa&tt - - t,i':ji.vr«ii«sf,;
LO LO ^ CO CM T$V&PS*~ ', ^ifiZZ.'.Jiftt^&t
^ *#-'s/*%t''%fi£' "t, 'frjjffosZsf "
LO LO •* CO CM ^^^1 *fc^sfeS
1 j „ "' ^x, "' s?i%£y.
'fl/^&%^>''* '$#'* ~f ' "fyf
LO LO ^ "w co 'if'^:''& '&''
f-K^-iff^, %!^§^S^
LO LO LO co co 'CM Wy& f^fe;*" S?!
„ f*i^/ «,V^&-*A
f~ - -
LOLOLOLO LOLOLO'* LO CO* CM S«^
V^' '
LOLOLOLO LOLOLO^J- LO^t CO CM
V ^
LOLOLOLO LOLOLOLO LO-«tCOCM
LOLOLOLO LOLOLOLO LOLOCO O) >
SU. 0
«% ,-"5-T-3! 2 -^-r-1 ° •=; ^
09— i^m> o>_i^in> ^_i5x>
ik
o
b^o-J
CO
image:
Heat Stress 121
t
c
13
(0
"S1 "5
•• LL.
0)
i
MM
Ui
&
a.
"5
c
o
1
o
n
0)
7J
Q
CO
o
LO
* —
LO
o
o
CM
,-
LO
o
1 —
o
CM
0
*~
T —
LO
O
^D
CM
0)
a
&
c
0
N
N
A)
2
H
0)
o
—
Ul
Q.
a c
* —
^ (0
tt> 't
fl) fS
"3
y
+4
8
A
i
B
5
o
CO
<c—
LO
O
CM
o
LO
T
LO
o
o
CM
o
* —
*—
LO
O
o
CM
- XI
3 1 1
_J .2I>
LO LO -3- :|£!
LO LO LO "3-
LO LO LO -3"
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO >*
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
LO LO LO LO
5_,2x£
_iax> _i^i>. _i2x>
Os( ^*^'^***'V**^ £*{' 4** C?f-&(. f &i iO'i-C^(S^^
^j- ^ ^4*^ $i&^"£&f£p &*'%&'£$/'*£$%
u'jtejsj '" ; '",' ^* 'C;,w^ '/t^^^^l*
WdetffoA 'ss/S/S ' ' MfffffJtfS''",t '/$&* ' '' 'V^
•* CM ^-"Pf W^^^? «&-^;^ i>,
f*"^'^ /!«v '«/<s C™,,,,' ^'».*-'^w*S
LO CO <M,,'r^ r^'V?"^;p Q- O SSI!.'
»;»? / tJ" ^-^; •^CX^L^I?
',"/" "2'?ys •/' " ^ ff "" ,-«,,,,
L0^co-0>' I^-t^ '
LO LO (O CN ^^^^x'r^ 'T™~* x??^-* — ^db'';O' '
'?$^'f *' t/'jj/'^' $$'''?* ' ^'^\
LO LO ^ (^ C-J F^l^'P^V' ^1^^^*^,
LO LO ^ co c^^fe^ k-^'^%;
f" ' /^?^S* feHOw^ ,, *#**
LO LO LO LO LO LO ^" ;ipf>:;; CO ,CM r—^-^'
^f'? * <?" m^'' ''1
'^ ' iffiji
LO LO LO LO LOLOLO^f LOC^<SJ^
\ •.',,'
LOLOLOLO LOLOLO1^- LO^C1! V%
"' ' *
f' '
"st* oj,^ $*«•' ^ s^JlgjfliiE^^' C?^£>'^o o '/
fji^ fe^4^
LO co cM"f*| «^"i|s4;P/ {5?o*efe^'
;..x ; ^ &;,'?'„ *{?',<Zf,J'1,f*?fy,i(°^
LO co CM!^ fe-*i>-«^«^s" &£-M'^-tt
';'-'''', „ '' ••(**# '':%', 'Il^;'y^0!'^'"l''4
LO <o <V^ ^fe?^^ W^'^iQ'
u&».,',#m $Mf'{ ,;:"••,;
f,; jmxaa&tt - - t,i':ji.vr«ii«sf,;
LO LO ^ CO CM T$V&PS*~ ', ^ifiZZ.'.Jiftt^&t
^ *#-'s/*%t''%fi£' "t, 'frjjffosZsf "
LO LO •* CO CM ^^^1 *fc^sfeS
1 j „ "' ^x, "' s?i%£y.
'fl/^&%^>''* '$#'* ~f ' "fyf
LO LO ^ "w co 'if'^:''& '&''
f-K^-iff^, %!^§^S^
LO LO LO co co 'CM Wy& f^fe;*" S?!
„ f*i^/ «,V^&-*A
f~ - -
LOLOLOLO LOLOLO'* LO CO* CM S«^
V^' '
LOLOLOLO LOLOLO^J- LO^t CO CM
V ^
LOLOLOLO LOLOLOLO LO-«tCOCM
LOLOLOLO LOLOLOLO LOLOCO O) >
SU. 0
«% ,-"5-T-3! 2 -^-r-1 ° •=; ^
09— i^m> o>_i^in> ^_i5x>
ik
o
b^o-J
CO
image:
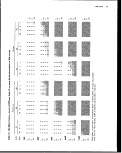 122 Heat Stress
Table 42. Metabolic rates for typical pesticide handlers activities
Activity
Description
Metabolic
Rate, kcal/hr
Mixing and Handling
Open containers
Tear open bags
Lift containers (5 to 50 Ibs)
Measure concentrate
Pour contents into mixing tank
Operate pump
Turn on water spigot
Empty pitcher or bucket into
mixing tank
Climb with or without load onto
mixing tank
300*
Loading
• Connect hoses
• Open/close tank lid
• Climb onto mix tank
• Drive
280+
Boom or Air Blast
Spraying
• Drive tractor
• Adjust and clean nozzle
• Check vehicle
• Climb on and off tractor
2704"4-
Backpack Spraying
• Walk while carrying tank and
sprayer
• Shake container
• Adjust and clean nozzle
• Climb with and without load
*50% moderate (250 kcal/hr) plus 50% heavy (350 kcal/hr) = 300 kcal/hr
+70% moderate (250 kcal/hr) plus 30% heavy (350 kcal/hr) = 280 kcal/hr
++80% moderate (250 kcai/hr) plus 20% heavy (350 kcal/hr) = 270 kcal/hr
•f++25% moderate (250 kcal/hr) plus 75% heavy (350 kcal/hr) = 330 kcal/hr
image:
122 Heat Stress
Table 42. Metabolic rates for typical pesticide handlers activities
Activity
Description
Metabolic
Rate, kcal/hr
Mixing and Handling
Open containers
Tear open bags
Lift containers (5 to 50 Ibs)
Measure concentrate
Pour contents into mixing tank
Operate pump
Turn on water spigot
Empty pitcher or bucket into
mixing tank
Climb with or without load onto
mixing tank
300*
Loading
• Connect hoses
• Open/close tank lid
• Climb onto mix tank
• Drive
280+
Boom or Air Blast
Spraying
• Drive tractor
• Adjust and clean nozzle
• Check vehicle
• Climb on and off tractor
2704"4-
Backpack Spraying
• Walk while carrying tank and
sprayer
• Shake container
• Adjust and clean nozzle
• Climb with and without load
*50% moderate (250 kcal/hr) plus 50% heavy (350 kcal/hr) = 300 kcal/hr
+70% moderate (250 kcal/hr) plus 30% heavy (350 kcal/hr) = 280 kcal/hr
++80% moderate (250 kcai/hr) plus 20% heavy (350 kcal/hr) = 270 kcal/hr
•f++25% moderate (250 kcal/hr) plus 75% heavy (350 kcal/hr) = 330 kcal/hr
image:
 Heat Stress 123
Heat and mass transfer analyses were performed for the wet bulb thermome-
ter to evaluate the impact of radiation and wind velocity, and for the black
globe thermometer to estimate the relationship between the globe tempera-
ture, wind velocity, and air temperature for typical radiation loads (e.g.
partial cloud cover, sun not directly overhead) and extreme loads (e.g., clear
sky, sun directly overhead, dirt or sand in work area).
The natural wet bulb temperature, TNWB> is in practice only slightly greater
than the psychrometric wet bulb temperature. The largest difference occurs
when the air velocity is low so that the effect of radiation is more important.
This can be shown as follows.
The heat balance on a wet bulb thermometer is given by:45
hr)
(7)
where the left side is the heat gain from convection and radiation, the right
side is the heat lost by evaporation, and:
hc is the convective heat transfer coefficient, BTU/hr ft2 °F
br is the radiative heat transfer coefficient, BTU/hr ft2 °F
TAIR is the ambient dry bulb temperature, °F
ho is the mass coefficient, ft/hr
hfg is the heat of vaporization of water at TWB, BTU/lb
RU, is the gas constant for water, ft Ib^lb °R
T is the mean temperature (TAIR + TWB)^, °R
is the partial pressure of water vapor in the
ambient air,
p WB is the partial pressure of water vapor at the
wet bulb temperature, Ibf/ft2
Note: °R=°F + 498
°F=1.8°C + 32
The above equation can be rewritten as:
TWB
(8)
When making a wet bulb temperature reading, the bulb is ventilated at 1000
fpm or greater. At this velocity, the radiative heat transfer coefficient is
negligible compared to the convective heat transfer coefficient, and the ratio
of the diffusion coefficient over the convective heat transfer coefficient is
independent of velocity.45 At wind speeds greater than 3 mph, the natural
wet bulb temperature can be approximated by the wet bulb temperature, i.e.,
For VAIR > 3 mpb, TNWB
(9)
image:
Heat Stress 123
Heat and mass transfer analyses were performed for the wet bulb thermome-
ter to evaluate the impact of radiation and wind velocity, and for the black
globe thermometer to estimate the relationship between the globe tempera-
ture, wind velocity, and air temperature for typical radiation loads (e.g.
partial cloud cover, sun not directly overhead) and extreme loads (e.g., clear
sky, sun directly overhead, dirt or sand in work area).
The natural wet bulb temperature, TNWB> is in practice only slightly greater
than the psychrometric wet bulb temperature. The largest difference occurs
when the air velocity is low so that the effect of radiation is more important.
This can be shown as follows.
The heat balance on a wet bulb thermometer is given by:45
hr)
(7)
where the left side is the heat gain from convection and radiation, the right
side is the heat lost by evaporation, and:
hc is the convective heat transfer coefficient, BTU/hr ft2 °F
br is the radiative heat transfer coefficient, BTU/hr ft2 °F
TAIR is the ambient dry bulb temperature, °F
ho is the mass coefficient, ft/hr
hfg is the heat of vaporization of water at TWB, BTU/lb
RU, is the gas constant for water, ft Ib^lb °R
T is the mean temperature (TAIR + TWB)^, °R
is the partial pressure of water vapor in the
ambient air,
p WB is the partial pressure of water vapor at the
wet bulb temperature, Ibf/ft2
Note: °R=°F + 498
°F=1.8°C + 32
The above equation can be rewritten as:
TWB
(8)
When making a wet bulb temperature reading, the bulb is ventilated at 1000
fpm or greater. At this velocity, the radiative heat transfer coefficient is
negligible compared to the convective heat transfer coefficient, and the ratio
of the diffusion coefficient over the convective heat transfer coefficient is
independent of velocity.45 At wind speeds greater than 3 mph, the natural
wet bulb temperature can be approximated by the wet bulb temperature, i.e.,
For VAIR > 3 mpb, TNWB
(9)
image:
 124 Heat Stress
For wind speeds less than 3 mph, the radiative heat transfer becomes more
significant and reduction of the above equation yields
For
mph,
11.8
'
V0-79
0170.7.?
Thus, the natural wet bulb temperature can be estimated for calculating the
WBGT when only the dry bulb temperature, the wet bulb temperature (or
the relative humidity), and the wind speed are known.
The globe temperature depends primarily on dry bulb temperature, solar
radiation, and wind velocity. As shown in Table 43 , the radiation "collected"
by a black globe is dependent on the angle of the sun to the earth (i.e.,
dependent on season, latitude, time of day) and cloudiness or haziness of
the sky. At equilibrium, this heat gain from the sun is equal to heat loss by
radiation to the environment and by cooling due to air movement. This
condition is described by the equation:45'46'47-48
Gain =
- O.Sl^T^s) + (1 + 0.3 VAIR) (TG-TAIR)
(11)
Where:
TG = black globe temperature, °R
a = Stefan-Boltzmann Constant = 0.1713 x lO'8 Btu/hr ft^
V = Wind velocity, mph
Table 43. Estimates48'47*48 of solar load (gain) on a black globe,
BTU/hr ft2
Location
Season Time
Medium
Clear cloud Hazy
Florida
(28°N)
Upper Midwest
(44°N)
Summer
Spring/
Fall
Winter
Summer
Spring/
Fall
Winter
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
79.6
75.3
81.8
84.7
80.7
81.9
79.9
75.1
78.3
73.5
73.3
69.2
75.6
73.5
75.9
76.4
76.1
76.9
75.1
73.4
74.6
73.0
71.2
70.3
52.5
52.9
54.1
52.8
54.1
54.8
49.3
49.5
49.2
51.2
44.9
49.6
image:
124 Heat Stress
For wind speeds less than 3 mph, the radiative heat transfer becomes more
significant and reduction of the above equation yields
For
mph,
11.8
'
V0-79
0170.7.?
Thus, the natural wet bulb temperature can be estimated for calculating the
WBGT when only the dry bulb temperature, the wet bulb temperature (or
the relative humidity), and the wind speed are known.
The globe temperature depends primarily on dry bulb temperature, solar
radiation, and wind velocity. As shown in Table 43 , the radiation "collected"
by a black globe is dependent on the angle of the sun to the earth (i.e.,
dependent on season, latitude, time of day) and cloudiness or haziness of
the sky. At equilibrium, this heat gain from the sun is equal to heat loss by
radiation to the environment and by cooling due to air movement. This
condition is described by the equation:45'46'47-48
Gain =
- O.Sl^T^s) + (1 + 0.3 VAIR) (TG-TAIR)
(11)
Where:
TG = black globe temperature, °R
a = Stefan-Boltzmann Constant = 0.1713 x lO'8 Btu/hr ft^
V = Wind velocity, mph
Table 43. Estimates48'47*48 of solar load (gain) on a black globe,
BTU/hr ft2
Location
Season Time
Medium
Clear cloud Hazy
Florida
(28°N)
Upper Midwest
(44°N)
Summer
Spring/
Fall
Winter
Summer
Spring/
Fall
Winter
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
9:00 a.m.
noon
79.6
75.3
81.8
84.7
80.7
81.9
79.9
75.1
78.3
73.5
73.3
69.2
75.6
73.5
75.9
76.4
76.1
76.9
75.1
73.4
74.6
73.0
71.2
70.3
52.5
52.9
54.1
52.8
54.1
54.8
49.3
49.5
49.2
51.2
44.9
49.6
image:
 Heat Stress 125
7.4.4.3 Adjustments to WBGT for PPE levels. Different pesticides and
tasks related to handling pesticides require different types of PPE. While a
virtually limitless range of clothing ensemble variation maybe found in the
field, five have been selected for purposes of this discussion. (See Table 22
in Section 6.)
WBGT adjustment factors for these ensembles are listed in Table 34. Two
publications were used as the principal sources of information to guide the
development of adjustment factors for the ensembles not covered directly by
NIOSH.8'49 Among the three sources, there seems to be general agreement
(i.e., within 1°C) for the adjustment factors for PPE Levels 1 through 4.
For Level 5, which is a hooded coverall of an air-impermeable material,
there is less agreement. As mentioned earlier, NIOSH suggests the use of
either TADB or TAIR in place of WBGT; the former seems to be preferred.
Ramsey suggests adding 7°C to the WBGT. Paull et al. suggest adding up to
11°C to the WBGT. Pertinent to work/rest cycles, using TADB in place of
WBGT would allow longer work periods per hour than would the +7°C
adjustment suggested by Ramsey which in turn would allow longer work
periods per hour than would the +11°C adjustment recommended by Paull.
In general and regardless of which of the three approaches is followed, the
eventual conclusion is that some rest period is required each hour once the
temperature reaches 80°E The length of the rest period will be dependent
on the work rate and die solar load. With reference to Tables 27 and 42,
work rates for pesticides mixing, loading, and application are likely to be in
the range of 200-300 kcal/hr. At these work rates and again depending on
the solar load, consideration towards the need for rest periods should begin
at 65°F. Note that the California regulation discussed in Section 7.1, which
sets the limit of 80°F (85°F at night) for activities with Level 5-type PPE,
was based on the assumption of light, continuous work at SOT, with light
work defined as a rate of <200 kcal/hr. It should be imminently evident that
caution and judgement are required whenever the use of PPE Level 5 is
contemplated or necessitated. One approach to obtaining the perspective
within which to make the judgement is to determine work/rest cycles based
on both the TADB and the +11°C adjustment to the WBGT, and then
compare and assess the results.
image:
Heat Stress 125
7.4.4.3 Adjustments to WBGT for PPE levels. Different pesticides and
tasks related to handling pesticides require different types of PPE. While a
virtually limitless range of clothing ensemble variation maybe found in the
field, five have been selected for purposes of this discussion. (See Table 22
in Section 6.)
WBGT adjustment factors for these ensembles are listed in Table 34. Two
publications were used as the principal sources of information to guide the
development of adjustment factors for the ensembles not covered directly by
NIOSH.8'49 Among the three sources, there seems to be general agreement
(i.e., within 1°C) for the adjustment factors for PPE Levels 1 through 4.
For Level 5, which is a hooded coverall of an air-impermeable material,
there is less agreement. As mentioned earlier, NIOSH suggests the use of
either TADB or TAIR in place of WBGT; the former seems to be preferred.
Ramsey suggests adding 7°C to the WBGT. Paull et al. suggest adding up to
11°C to the WBGT. Pertinent to work/rest cycles, using TADB in place of
WBGT would allow longer work periods per hour than would the +7°C
adjustment suggested by Ramsey which in turn would allow longer work
periods per hour than would the +11°C adjustment recommended by Paull.
In general and regardless of which of the three approaches is followed, the
eventual conclusion is that some rest period is required each hour once the
temperature reaches 80°E The length of the rest period will be dependent
on the work rate and die solar load. With reference to Tables 27 and 42,
work rates for pesticides mixing, loading, and application are likely to be in
the range of 200-300 kcal/hr. At these work rates and again depending on
the solar load, consideration towards the need for rest periods should begin
at 65°F. Note that the California regulation discussed in Section 7.1, which
sets the limit of 80°F (85°F at night) for activities with Level 5-type PPE,
was based on the assumption of light, continuous work at SOT, with light
work defined as a rate of <200 kcal/hr. It should be imminently evident that
caution and judgement are required whenever the use of PPE Level 5 is
contemplated or necessitated. One approach to obtaining the perspective
within which to make the judgement is to determine work/rest cycles based
on both the TADB and the +11°C adjustment to the WBGT, and then
compare and assess the results.
image:
 126 Heat Stress
7.4.4.4 Examples of procedure. Three variations follow pertinent to
the application of the above methods to estimate work/rest cycles for an
acclimatized "standard" worker. In each example, the process is to measure
or estimate the WGBT, adjust it for the level of PPE; and then use Fig-
ures 3 or 4 to determine the work/rest cycle.
Example 1
PPE level
Work rate
WBGT
250 kcal/hr
28°C
With reference to Table 34, the adjustment to the WBGT is +2.5°C for PPE
Level 2. Thus the adjusted WBGT becomes 30.5°C. For this WBGT and
the work rate of 250 kcal/hr, the work/rest cycle from Figure 4 is 30 minutes
of work per hour.
Example 2
PPE level
Work rate
TAIR
%RH
Wind velocity
Insolation
2
250 kcal/hr
80°F (26.7°C)
50
lOmph
bright sun
A work rate of 250 kcal/hr is considered Moderate (Table 28). Go to Table
39. Under the major heading Full Sun, locate the column for 50% RH and
10 mph wind. Go down the column to the group of rows designated SOT.
Read the entry, "5," for moderate (M) work rate. The entry of 5 corresponds
to a work/rest cycle of 60 minutes of work per hour, i.e., there is no limit on
work time due to the risk of heat stress.
image:
126 Heat Stress
7.4.4.4 Examples of procedure. Three variations follow pertinent to
the application of the above methods to estimate work/rest cycles for an
acclimatized "standard" worker. In each example, the process is to measure
or estimate the WGBT, adjust it for the level of PPE; and then use Fig-
ures 3 or 4 to determine the work/rest cycle.
Example 1
PPE level
Work rate
WBGT
250 kcal/hr
28°C
With reference to Table 34, the adjustment to the WBGT is +2.5°C for PPE
Level 2. Thus the adjusted WBGT becomes 30.5°C. For this WBGT and
the work rate of 250 kcal/hr, the work/rest cycle from Figure 4 is 30 minutes
of work per hour.
Example 2
PPE level
Work rate
TAIR
%RH
Wind velocity
Insolation
2
250 kcal/hr
80°F (26.7°C)
50
lOmph
bright sun
A work rate of 250 kcal/hr is considered Moderate (Table 28). Go to Table
39. Under the major heading Full Sun, locate the column for 50% RH and
10 mph wind. Go down the column to the group of rows designated SOT.
Read the entry, "5," for moderate (M) work rate. The entry of 5 corresponds
to a work/rest cycle of 60 minutes of work per hour, i.e., there is no limit on
work time due to the risk of heat stress.
image:
 Heat Stress 127
Example 3
PPE level
Work rate
TAIR
%RH
Wind velocity
Insolation
250 kcal/hr
80°F(26.7°C)
50
lOmph
bright sun, summer, noon, 28°N
Calculate WBGT using TNWB and TG estimated according to Section
7.4.4.2. The estimation of TNWB begins with the determination of TWG-
TWB is determined using Figure 5 with the values given above for TAIR (dry
bulb temperature) and the relative humidity. For a TAIR of 80°F and a
50%RH, TWB equals approximately 67°F, as indicated by the star in Figure
5 at the intersection of the line going vertically up at 80°F on dry bulb
temperature axis and the dashed curve representing 50%RH. Since the wind
speed is greater than 3 mph, TNWB = TWBJ or 67°F (see equation 9).
TG is estimated using equation 11 with the gain set equal to
75.3 BTU hr ft2, the specified wind velocity, and TAIR. The value of 75.3
BTU/hr ft2 was selected from Table 43 for the conditions of bright summer,
noon sun at 28°F. The solution of the gain equation for TG is an iterative
process in which one tries different values of TG to find the value that will
make the right side of the equation equal the gain. This process can be done
by hand with a calculator or using the "solve" feature now found in many
spreadsheet softwares and even on some calculators. In this case TG was
found to be 89.5°F.
The values for TNWB> TG, and TAIR are then substituted into:
WBGT= 0.7 TNWB + 0.2 TG + 0.1 TAIR
= 0.7 (67) + 0.2 (89.5) + 0.1 (80)
= 72.8°F
This WBGT is then adjusted [+2.5°C (4.5°F)] for PPE Level 2. Using
Figure 4 with the adjusted WBGT (77.3 °F) and the metabolic work rate
(250 kcal/hr), one estimates the work/rest cycle as 60 minutes of work per
hour or no rest period required.
image:
Heat Stress 127
Example 3
PPE level
Work rate
TAIR
%RH
Wind velocity
Insolation
250 kcal/hr
80°F(26.7°C)
50
lOmph
bright sun, summer, noon, 28°N
Calculate WBGT using TNWB and TG estimated according to Section
7.4.4.2. The estimation of TNWB begins with the determination of TWG-
TWB is determined using Figure 5 with the values given above for TAIR (dry
bulb temperature) and the relative humidity. For a TAIR of 80°F and a
50%RH, TWB equals approximately 67°F, as indicated by the star in Figure
5 at the intersection of the line going vertically up at 80°F on dry bulb
temperature axis and the dashed curve representing 50%RH. Since the wind
speed is greater than 3 mph, TNWB = TWBJ or 67°F (see equation 9).
TG is estimated using equation 11 with the gain set equal to
75.3 BTU hr ft2, the specified wind velocity, and TAIR. The value of 75.3
BTU/hr ft2 was selected from Table 43 for the conditions of bright summer,
noon sun at 28°F. The solution of the gain equation for TG is an iterative
process in which one tries different values of TG to find the value that will
make the right side of the equation equal the gain. This process can be done
by hand with a calculator or using the "solve" feature now found in many
spreadsheet softwares and even on some calculators. In this case TG was
found to be 89.5°F.
The values for TNWB> TG, and TAIR are then substituted into:
WBGT= 0.7 TNWB + 0.2 TG + 0.1 TAIR
= 0.7 (67) + 0.2 (89.5) + 0.1 (80)
= 72.8°F
This WBGT is then adjusted [+2.5°C (4.5°F)] for PPE Level 2. Using
Figure 4 with the adjusted WBGT (77.3 °F) and the metabolic work rate
(250 kcal/hr), one estimates the work/rest cycle as 60 minutes of work per
hour or no rest period required.
image:
 128 Heat Stress
7.4.4.5 Relevance to OPP. This procedure will estimate the work/rest
cycle that is appropriate for pesticide handlers wearing PPE when environ-
mental conditions may lead to heat stress. If the work/rest cycle required is
very restrictive, then the use of the pesticide may be impractical. The inter-
pretation of the significance of the reduction in acceptable work time is
somewhat subjective and must be compared to the potential benefits of using
the pesticide. For example, if the cost of nighttime work is not prohibitive
considering the savings relative to lost crops, then the limitation in work
time is acceptable. If the savings from using the pesticide are small or the
pesticide cannot reasonably be applied at night, then its use would not be
justified. In regulatory actions, if severely limited work/rest cycles are pre-
dicted by this method, then the manufacturers of the pesticide should be
required to justify its use based on the limitation.
image:
128 Heat Stress
7.4.4.5 Relevance to OPP. This procedure will estimate the work/rest
cycle that is appropriate for pesticide handlers wearing PPE when environ-
mental conditions may lead to heat stress. If the work/rest cycle required is
very restrictive, then the use of the pesticide may be impractical. The inter-
pretation of the significance of the reduction in acceptable work time is
somewhat subjective and must be compared to the potential benefits of using
the pesticide. For example, if the cost of nighttime work is not prohibitive
considering the savings relative to lost crops, then the limitation in work
time is acceptable. If the savings from using the pesticide are small or the
pesticide cannot reasonably be applied at night, then its use would not be
justified. In regulatory actions, if severely limited work/rest cycles are pre-
dicted by this method, then the manufacturers of the pesticide should be
required to justify its use based on the limitation.
image:
 Heat Stress 129
£
a
i
l
in
o
CO
o
-3
s
(N
o
'£
CO
-I
o
q
o
T3
CO
•g
I
o
O
CO
0)
UL
image:
Heat Stress 129
£
a
i
l
in
o
CO
o
-3
s
(N
o
'£
CO
-I
o
q
o
T3
CO
•g
I
o
O
CO
0)
UL
image:
 130 Host Stress
7.5 Summary
PPE that is worn to reduce dermal exposure to pesticides handlers can
potentially contribute to thermal discomfort or heat stress illness to the
wearer. Whether significant thermal discomfort or heat illness actually
occurs is a function of many factors, including anthropological make-up
(e.g., age, physical fitness, height, weight), heat acclimatization, level of
hydration, number and duration of tasks performed, and environmental
factors (temperature, humidity, wind, precipitation, and solar load), as well
as the effects of PPE on the wearer's ability to eliminate excess heat
The problem of predicting the combinations of factors that result in worker
heat stress has been studied by many groups, particularly the military and the
nuclear power industry. These studies have resulted in a wide variety of
measures for predicting when the potential for heat stress may limit worker
performance. For OPP's purposes, the NIOSH WBGT approach was
selected and adapted because it has been widely accepted and because it is
relatively simple to apply. The use of the procedure described in this section
will provide estimates of acceptable work/rest cycles which can be used as an
indicator of whether the use of a pesticide might be limited due to the
danger of heat stress to workers.
image:
130 Host Stress
7.5 Summary
PPE that is worn to reduce dermal exposure to pesticides handlers can
potentially contribute to thermal discomfort or heat stress illness to the
wearer. Whether significant thermal discomfort or heat illness actually
occurs is a function of many factors, including anthropological make-up
(e.g., age, physical fitness, height, weight), heat acclimatization, level of
hydration, number and duration of tasks performed, and environmental
factors (temperature, humidity, wind, precipitation, and solar load), as well
as the effects of PPE on the wearer's ability to eliminate excess heat
The problem of predicting the combinations of factors that result in worker
heat stress has been studied by many groups, particularly the military and the
nuclear power industry. These studies have resulted in a wide variety of
measures for predicting when the potential for heat stress may limit worker
performance. For OPP's purposes, the NIOSH WBGT approach was
selected and adapted because it has been widely accepted and because it is
relatively simple to apply. The use of the procedure described in this section
will provide estimates of acceptable work/rest cycles which can be used as an
indicator of whether the use of a pesticide might be limited due to the
danger of heat stress to workers.
image:
 Heat Stress 131
References
1 U.S. Environmental Protection Agency. Standard Operating Safety
Guides. Office of Emergency and Remedial Response, Hazardous
Response Support Division, Edison, NJ, November 1984.
2 Gibbons, D.B. Personal Protection for Workers from Pesticide Exposure.
Paper presented at the American Industrial Hygiene Conference, Dallas,
TX, May 18-23,1986.
3 California Department of Food and Agriculture. Current Pesticide
Worker Safety Regulations from Title 3, Food and Agriculture, Chapter 6,
Pesticides and Control Operations, Group 3 of the California Administra-
tive Code. Sacramento, CA, September 16,1986.
4 Lawrence, W.T. and C. Mond. An Analysis of Heat Stress Models for
Agricultural Pesticide Operations. Draft Report. Work Assignment 2-130,
EPA Contract No. 68-03-3293, Office of Research and Development,
U.S. Environmental Protection Agency, Cincinnati, OH, May 1988.
5 National Institute for Occupational Safety and Health. Criteria for a
Recommended Standard ... Occupational Exposure to Hot Environ-
ments. U.S. Department for Health and Human Services.
DHHS(NIOSH) Publ. No. 86-113,1986.
6 Goldman, R.F. Heat Stress in Industrial Protective Encapsulating
Garments, in Protecting Personnel at Hazardous Waste Sites, Levine and
Martin, Eds., Butterworth Publishers, Stoneham, MA, pp. 215-266,1985.
7 Passmore, R. and J.VG.A. Durnin. Energy, Work, and Leisure.
Heinemann, London, 1967.
8 Ramsey, J.D. Abbreviated Guidelines for Heat Stress Exposure. Am. Ind.
Hyg. Assoc. J.June 1978.
9ISO/TC 159. ISO 7243: Hot Environments - Estimation of Heat
Stress on Working Man, based on WBGT Index, 1982-09-01, Ref. No.
1SO-7243-1982.
10 American Society for Testing and Materials. Standard Method
D1518—Thermal Transmittance of Textile Fabrics and Batting between
Guarded Hot Plate and Cool Atmosphere. ASTM, Philadelphia, 1977.
11 Jones, B.W. Evaluation of the Thermal Properties of Fabrics for Use
in Clothing Worn by People Applying Pesticides. Technical Report 88-06
submitted to Arthur D. Little, Inc., EPA Contract No. 68-03-3293,
August 1988.
image:
Heat Stress 131
References
1 U.S. Environmental Protection Agency. Standard Operating Safety
Guides. Office of Emergency and Remedial Response, Hazardous
Response Support Division, Edison, NJ, November 1984.
2 Gibbons, D.B. Personal Protection for Workers from Pesticide Exposure.
Paper presented at the American Industrial Hygiene Conference, Dallas,
TX, May 18-23,1986.
3 California Department of Food and Agriculture. Current Pesticide
Worker Safety Regulations from Title 3, Food and Agriculture, Chapter 6,
Pesticides and Control Operations, Group 3 of the California Administra-
tive Code. Sacramento, CA, September 16,1986.
4 Lawrence, W.T. and C. Mond. An Analysis of Heat Stress Models for
Agricultural Pesticide Operations. Draft Report. Work Assignment 2-130,
EPA Contract No. 68-03-3293, Office of Research and Development,
U.S. Environmental Protection Agency, Cincinnati, OH, May 1988.
5 National Institute for Occupational Safety and Health. Criteria for a
Recommended Standard ... Occupational Exposure to Hot Environ-
ments. U.S. Department for Health and Human Services.
DHHS(NIOSH) Publ. No. 86-113,1986.
6 Goldman, R.F. Heat Stress in Industrial Protective Encapsulating
Garments, in Protecting Personnel at Hazardous Waste Sites, Levine and
Martin, Eds., Butterworth Publishers, Stoneham, MA, pp. 215-266,1985.
7 Passmore, R. and J.VG.A. Durnin. Energy, Work, and Leisure.
Heinemann, London, 1967.
8 Ramsey, J.D. Abbreviated Guidelines for Heat Stress Exposure. Am. Ind.
Hyg. Assoc. J.June 1978.
9ISO/TC 159. ISO 7243: Hot Environments - Estimation of Heat
Stress on Working Man, based on WBGT Index, 1982-09-01, Ref. No.
1SO-7243-1982.
10 American Society for Testing and Materials. Standard Method
D1518—Thermal Transmittance of Textile Fabrics and Batting between
Guarded Hot Plate and Cool Atmosphere. ASTM, Philadelphia, 1977.
11 Jones, B.W. Evaluation of the Thermal Properties of Fabrics for Use
in Clothing Worn by People Applying Pesticides. Technical Report 88-06
submitted to Arthur D. Little, Inc., EPA Contract No. 68-03-3293,
August 1988.
image:
 132 Hoat Stress
12 Jones, B.W and E.A. McCullough. Computer Modeling for Estimation
of Clothing Insulation. CLIMA2000, Copenhagen, Denmark, August
25-30,1985.
1J McCullough, E.A., R.H. Rohles, and S.A. Knoz. Measuring the Ther-
mal Insulation and Permeability of Protective Clothing Using a Copper
Manikin. Proceedings of the 1983 International Conference on Protective
Clothing Systems, Stockholm, Sweden, pp. 205-214, August 23-27,1983.
14 American Society for Testing and Materials. Standard Test
F1291-90—Method for Measuring the Thermal Insulation of Clothing
Using a Heated Manikin. ASTM, Philadelphia, PA, 1990.
15 Frievalds, A. Development of an Intelligent Knowledge Base for Heat
Stress Evaluation. Inter. J. Ind. Ergonom., 2, pp. 27-35,1987.
16 Pandolf, K., L. Stroschein, L. Drolet, R. Gonzalez, and M. Sawka. Pre-
diction Modeling of Physiological Responses and Human Performance in
the Heat. Computers in Biology and Medicine, 16, 5, pp. 319-325,1986.
17 Kamon, E. and C. Ryan. Effective Heat Strain Index Using Pocket
Computer. Am. Ind. Hyg. Assoc. J., August 1981.
18 Gagge, A.P., A.P. Fobelets, and L.G. Berglund. Standard Predictive
Index of Human Response to the Thermal Environment. ASHRAE Trans.,
92, Part 2, pp. 709-731,1986.
9 Haslam, R.A. and K.C. Parsons. A Comparison of Models for Predicting
Human Response to Hot and Cold Environments. Ergonomics, 30,11,
pp. 1599-1614,1987.
Kwon, Y.G. and J.D. Ramsey. Evaluation of Impermeable Protective
Garments Using Heat Transfer Models. Proceedings of the Human
Factors Society, 30th Annual Meeting, 1986.
21 Subcommittee 5 - Ergonomics of the Physical Environment. Draft
Standard: 150/DP7933 -Analytical Determination of Thermal Stress.
Working Group - Thermal Environments.
22 Wissler, E.H. Simulation of Fluid-Cooled or Heated Garments that
Allow Man to Function in Hostile Environments. Chem. Engr. Sci., 41, 6,
pp. 1689-1698,1986.
23 Wissler, E.H. Modelling of Human Performance in Hyperbaric
Environments. ASHRAE Trans., 94, Part 1, 1988.
image:
132 Hoat Stress
12 Jones, B.W and E.A. McCullough. Computer Modeling for Estimation
of Clothing Insulation. CLIMA2000, Copenhagen, Denmark, August
25-30,1985.
1J McCullough, E.A., R.H. Rohles, and S.A. Knoz. Measuring the Ther-
mal Insulation and Permeability of Protective Clothing Using a Copper
Manikin. Proceedings of the 1983 International Conference on Protective
Clothing Systems, Stockholm, Sweden, pp. 205-214, August 23-27,1983.
14 American Society for Testing and Materials. Standard Test
F1291-90—Method for Measuring the Thermal Insulation of Clothing
Using a Heated Manikin. ASTM, Philadelphia, PA, 1990.
15 Frievalds, A. Development of an Intelligent Knowledge Base for Heat
Stress Evaluation. Inter. J. Ind. Ergonom., 2, pp. 27-35,1987.
16 Pandolf, K., L. Stroschein, L. Drolet, R. Gonzalez, and M. Sawka. Pre-
diction Modeling of Physiological Responses and Human Performance in
the Heat. Computers in Biology and Medicine, 16, 5, pp. 319-325,1986.
17 Kamon, E. and C. Ryan. Effective Heat Strain Index Using Pocket
Computer. Am. Ind. Hyg. Assoc. J., August 1981.
18 Gagge, A.P., A.P. Fobelets, and L.G. Berglund. Standard Predictive
Index of Human Response to the Thermal Environment. ASHRAE Trans.,
92, Part 2, pp. 709-731,1986.
9 Haslam, R.A. and K.C. Parsons. A Comparison of Models for Predicting
Human Response to Hot and Cold Environments. Ergonomics, 30,11,
pp. 1599-1614,1987.
Kwon, Y.G. and J.D. Ramsey. Evaluation of Impermeable Protective
Garments Using Heat Transfer Models. Proceedings of the Human
Factors Society, 30th Annual Meeting, 1986.
21 Subcommittee 5 - Ergonomics of the Physical Environment. Draft
Standard: 150/DP7933 -Analytical Determination of Thermal Stress.
Working Group - Thermal Environments.
22 Wissler, E.H. Simulation of Fluid-Cooled or Heated Garments that
Allow Man to Function in Hostile Environments. Chem. Engr. Sci., 41, 6,
pp. 1689-1698,1986.
23 Wissler, E.H. Modelling of Human Performance in Hyperbaric
Environments. ASHRAE Trans., 94, Part 1, 1988.
image:
 Heat Stress 133
24 Wissler, E.H. Mathematical Simulation of Human Thermal Behavior
Using Whole Body Models. Heat Transfer in Medicine and Biology. Plenum
Press, NY, 1985.
25 Stolwijk, J.AJ. and J.D. Hardy. Control of Body Temperature. Handbook
of Physiology, pp. 45-67, 1976.
26 Breckenridge, J.R., and R.F. Goldman. Human Solar Heat Load,
ASHRAE No. 2218 Semiannual Meeting, New Orleans, LA, January
23-27,1972. pp. 110-119.
27 Breckenridge J.R., and R.F. Goldman. Effect of Clothing on Bodily
Resistance Against Meteorological Stimuli. In: Progress in Biometeorol-
ogy, Vol. 1, Part n. S. Watrom and Janneke J. Bouma, Eds. Lesse The
Netherlands: Swets and Zeitlinger, 1977. pp. 194-208.
28 Roller, W.L., and R.F. Goldman. Estimation of Solar Radiation
Environment. Int. J. Biometeor., 2(3): 329-336,1967.
29 Breckenridge, J.R., and R.F. Goldman. Solar Heat Load in Man. Journal
of Applied Physiology, 3(5): 659-664, November 1971.
30 Givoni, R., and R.F. Goldman. Predicting Rectal Temperature Response
to Work, Environment, and Clothing. Journal of Applied Physiology,
32(6): 812-822June 1982.
31 Givoni, R., and R.F. Goldman. Predicting Heart Rate Response
to Work, Environment, and Clothing. Journal of Applied Physiology,
32(2): 201-204, February 1973.
32 Givoni, B., and R.F. Goldman. Predicting Effects of Heat Acclimatiza-
tion on Heart Rate and Rectal Temperature. Journal of Applied Physiolo-
gy, 35(6): 875-879, December 1973.
33 Shapiro, Y., KB. Pandolf, and R.F. Goldman. Predicting Sweat Loss
Response to Exercise, Environment, and Clothing. European Journal of
Applied Physiology and Occupational Physiology, 48: 83-96,1982.
34 Pandolf, K.B., and R.F. Goldman. Convergence of Skin and Rectal Tem-
perature as a Criterion for Heat Tolerance. Aviation, Space, and Environ-
mental Medicine, September 1978. pp. 1095-1100.
35 Goldman, R.F. Prediction of Human Heat Tolerance. Environmental
Stress. Academic Press, 1978. pp. 53-69.
image:
Heat Stress 133
24 Wissler, E.H. Mathematical Simulation of Human Thermal Behavior
Using Whole Body Models. Heat Transfer in Medicine and Biology. Plenum
Press, NY, 1985.
25 Stolwijk, J.AJ. and J.D. Hardy. Control of Body Temperature. Handbook
of Physiology, pp. 45-67, 1976.
26 Breckenridge, J.R., and R.F. Goldman. Human Solar Heat Load,
ASHRAE No. 2218 Semiannual Meeting, New Orleans, LA, January
23-27,1972. pp. 110-119.
27 Breckenridge J.R., and R.F. Goldman. Effect of Clothing on Bodily
Resistance Against Meteorological Stimuli. In: Progress in Biometeorol-
ogy, Vol. 1, Part n. S. Watrom and Janneke J. Bouma, Eds. Lesse The
Netherlands: Swets and Zeitlinger, 1977. pp. 194-208.
28 Roller, W.L., and R.F. Goldman. Estimation of Solar Radiation
Environment. Int. J. Biometeor., 2(3): 329-336,1967.
29 Breckenridge, J.R., and R.F. Goldman. Solar Heat Load in Man. Journal
of Applied Physiology, 3(5): 659-664, November 1971.
30 Givoni, R., and R.F. Goldman. Predicting Rectal Temperature Response
to Work, Environment, and Clothing. Journal of Applied Physiology,
32(6): 812-822June 1982.
31 Givoni, R., and R.F. Goldman. Predicting Heart Rate Response
to Work, Environment, and Clothing. Journal of Applied Physiology,
32(2): 201-204, February 1973.
32 Givoni, B., and R.F. Goldman. Predicting Effects of Heat Acclimatiza-
tion on Heart Rate and Rectal Temperature. Journal of Applied Physiolo-
gy, 35(6): 875-879, December 1973.
33 Shapiro, Y., KB. Pandolf, and R.F. Goldman. Predicting Sweat Loss
Response to Exercise, Environment, and Clothing. European Journal of
Applied Physiology and Occupational Physiology, 48: 83-96,1982.
34 Pandolf, K.B., and R.F. Goldman. Convergence of Skin and Rectal Tem-
perature as a Criterion for Heat Tolerance. Aviation, Space, and Environ-
mental Medicine, September 1978. pp. 1095-1100.
35 Goldman, R.F. Prediction of Human Heat Tolerance. Environmental
Stress. Academic Press, 1978. pp. 53-69.
image:
 134 Heat Stress
36 Goldman, R.E Prediction of Heat Strain, Revisited 1979-180. In:
Proceedings of a NIOSH Workshop On Recommended Heat Stress
Standards, National Institute for Occupational Safety and Health, EN.
Dukes-Dobos and A. Henschel, eds. U.S. Department of Health and
Human Services, Cincinnati, Ohio, December 1980. pp. 96-109.
37 Goldman, R.E Establishment of the Boundaries to Comfort by Analyz-
ing Discomfort. In: Thermal Analysis-Human Comfort-Indoor Environ-
ments, NBS Spec. Publ. 491, GPO 1977. pp. 52-64.
Goldman, R.E Environment, Clothing and Personal Equipment, and
Military Operations. In: Proceedings of 1974 Army Science Conference,
Vol. I, U.S. Military Academy, West Point, NY, August 1974.
39 fielding, H.S. and T.F. Hatch. Index for Evaluating Heat Stress in Terms
of Resulting Physiological Strains. Heating, Piping, and Air Conditioning,
27, pp. 129-135, August 1985.
40 Parker, R.D.R. and ED. Pierce. Comparison of Heat Stress Measuring
Techniques in a Steel Mill, J. Am. Ind. Hyg. Assoc., 45, 6, pp. 405^-15,
1984.
41 Gonzalez, R.R. and L. Bergland. Prescription and Proscription of Heat
Stress by Assessment of Heat Exchanger and a New Effective Temperature.
Advances in Bioengineering Symposium Proceedings, Pierce Foundation
and Yale University School of Medicine, pp. 181-189,1978.
42 Lee, D.H.K. Seventy-five Years of Searching for a Heat Index. Environ-
mental Research, 22, pp. 33-356,1980.
43 Roberts, D.L., S.H. Schuman, and D.J. Smith. Preventing Heat Related
Hazards Important for Outdoor Workers. Occupational Health & Safety,
56, 6, pp. 20-24, June 1987.
44 Occupational Safety and Health Guidance Manual for Hazardous Waste
Site Activities. Department of Health and Human Services (NIOSH) Pub-
lication No. 85-115.1985.
45 Rohsenow, WM. and H.Y. Choi. Heat, Mass, and Momentum Transfer.
Prentice Hall, Inc., Englewood Cliffs, NJ, 1961.
46 Roller, WL. and R.F. Goldman. Estimation of Solar Radiation Environ-
ment, Int. J. Biometeor., 2, 3, pp. 329-336,1967.
47 Brenkenridge, J.R. and R.E Goldman. Solar Heat Load in Man. J. Appl.
Physiology, 3, 5, pp. 659-663,1971.
image:
134 Heat Stress
36 Goldman, R.E Prediction of Heat Strain, Revisited 1979-180. In:
Proceedings of a NIOSH Workshop On Recommended Heat Stress
Standards, National Institute for Occupational Safety and Health, EN.
Dukes-Dobos and A. Henschel, eds. U.S. Department of Health and
Human Services, Cincinnati, Ohio, December 1980. pp. 96-109.
37 Goldman, R.E Establishment of the Boundaries to Comfort by Analyz-
ing Discomfort. In: Thermal Analysis-Human Comfort-Indoor Environ-
ments, NBS Spec. Publ. 491, GPO 1977. pp. 52-64.
Goldman, R.E Environment, Clothing and Personal Equipment, and
Military Operations. In: Proceedings of 1974 Army Science Conference,
Vol. I, U.S. Military Academy, West Point, NY, August 1974.
39 fielding, H.S. and T.F. Hatch. Index for Evaluating Heat Stress in Terms
of Resulting Physiological Strains. Heating, Piping, and Air Conditioning,
27, pp. 129-135, August 1985.
40 Parker, R.D.R. and ED. Pierce. Comparison of Heat Stress Measuring
Techniques in a Steel Mill, J. Am. Ind. Hyg. Assoc., 45, 6, pp. 405^-15,
1984.
41 Gonzalez, R.R. and L. Bergland. Prescription and Proscription of Heat
Stress by Assessment of Heat Exchanger and a New Effective Temperature.
Advances in Bioengineering Symposium Proceedings, Pierce Foundation
and Yale University School of Medicine, pp. 181-189,1978.
42 Lee, D.H.K. Seventy-five Years of Searching for a Heat Index. Environ-
mental Research, 22, pp. 33-356,1980.
43 Roberts, D.L., S.H. Schuman, and D.J. Smith. Preventing Heat Related
Hazards Important for Outdoor Workers. Occupational Health & Safety,
56, 6, pp. 20-24, June 1987.
44 Occupational Safety and Health Guidance Manual for Hazardous Waste
Site Activities. Department of Health and Human Services (NIOSH) Pub-
lication No. 85-115.1985.
45 Rohsenow, WM. and H.Y. Choi. Heat, Mass, and Momentum Transfer.
Prentice Hall, Inc., Englewood Cliffs, NJ, 1961.
46 Roller, WL. and R.F. Goldman. Estimation of Solar Radiation Environ-
ment, Int. J. Biometeor., 2, 3, pp. 329-336,1967.
47 Brenkenridge, J.R. and R.E Goldman. Solar Heat Load in Man. J. Appl.
Physiology, 3, 5, pp. 659-663,1971.
image:
 Heat Stress 135
48 ASHRAE Handbook, 1985 Fundamentals, ASHRAE, 1791 Tullie „
Circle, N.E., Atlanta, GA, 1985.
49 Paull, J.M. and F.S. Rosenthal. Heat Strain and Heat Stress for "Workers
Wearing Protective Suits at a Hazardous Waste Site. Am. Ind. Hyg. Assoc.
J., 48, 5, pp. 458-463,1987.
image:
Heat Stress 135
48 ASHRAE Handbook, 1985 Fundamentals, ASHRAE, 1791 Tullie „
Circle, N.E., Atlanta, GA, 1985.
49 Paull, J.M. and F.S. Rosenthal. Heat Strain and Heat Stress for "Workers
Wearing Protective Suits at a Hazardous Waste Site. Am. Ind. Hyg. Assoc.
J., 48, 5, pp. 458-463,1987.
image:
 image:
image:
 PPE Selection and Use
image:
PPE Selection and Use
image:
 image:
image:
 8
The Section in Brief
For many pesticide-related tasks, personal protective equipment is an essen-
tial barrier between the worker and the chemical. For reasons of productiv-
ity, economy, and worker comfort and acceptance, the goal is always to use
the minimum level of PPE that is necessary to protect the wearer from the
potential hazard.
To achieve this goal, the following process is recommended:
1. Define the potential threat, considering both acute and delayed adverse
effects and the exposure scenario.
Factors to consider include:
• form of the pesticide,
• toxicity of the pesticide,
• degree of control the worker has over the potential exposure,
• duration and frequency of the activity, and
• other specific characteristics of the work task.
2. Considering the threat, decide what level of protection is needed.
In this Guidance Manual, five representative levels of protection have
been described. The choice of one or a combination of these PPE con-
figurations depends on the specific situation.
3. Select appropriate PPE.
This step includes choosing a material that will be protective in the
situation and determining what is commercially available at an acceptable
cost. Charts in this chapter list approximate prices of common PPE items
in various materials.
4. Adjust the work regimen, if necessary.
Items to consider include the reduced productivity associated with PPE,
the potential for heat stress, and the possibility that available PPE may
not provide full protection.
image:
8
The Section in Brief
For many pesticide-related tasks, personal protective equipment is an essen-
tial barrier between the worker and the chemical. For reasons of productiv-
ity, economy, and worker comfort and acceptance, the goal is always to use
the minimum level of PPE that is necessary to protect the wearer from the
potential hazard.
To achieve this goal, the following process is recommended:
1. Define the potential threat, considering both acute and delayed adverse
effects and the exposure scenario.
Factors to consider include:
• form of the pesticide,
• toxicity of the pesticide,
• degree of control the worker has over the potential exposure,
• duration and frequency of the activity, and
• other specific characteristics of the work task.
2. Considering the threat, decide what level of protection is needed.
In this Guidance Manual, five representative levels of protection have
been described. The choice of one or a combination of these PPE con-
figurations depends on the specific situation.
3. Select appropriate PPE.
This step includes choosing a material that will be protective in the
situation and determining what is commercially available at an acceptable
cost. Charts in this chapter list approximate prices of common PPE items
in various materials.
4. Adjust the work regimen, if necessary.
Items to consider include the reduced productivity associated with PPE,
the potential for heat stress, and the possibility that available PPE may
not provide full protection.
image:
 5. Promote worker acceptance of the PPE by instructing them about its use
and importance.
Compliance comes when workers understand the importance of PPE to
their personal well-being.
6. Distribute the PPE and oversee its use.
To be effective, the PPE that is supplied must be worn by the workers,
and it must be used correctly. It is important to make sure that PPE
items remain free of tears, punctures, abraded areas, and other defects
during use.
7. Maintain PPE correctly to keep it in good working order. Replace PPE
periodically, even if it does not show wear.
8. Dispose of used PPE correctly or, if the PPE is reusable, decontaminate,
repair, and store it so it can be reissued.
PPE that has been damaged or torn or that has otherwise served its
useful life must be disposed of. Absorbent items contaminated with small
to moderate amounts of Category I or II pesticides, or with large
amounts of Category HI or IV pesticides, should be laundered and
aerated before disposal. They may then be disposed of in the same way as
triple-rinsed containers.
When absorbent materials such as cotton or cotton/polyester coveralls
are contaminated with high levels of Category I or II pesticides, they
must be disposed of (not burned or buried on the farm). No attempt
should be made to decontaminate such PPE, either for reuse or prior to
disposal. Such items must be disposed of in the same way as unrinsed
containers.
image:
5. Promote worker acceptance of the PPE by instructing them about its use
and importance.
Compliance comes when workers understand the importance of PPE to
their personal well-being.
6. Distribute the PPE and oversee its use.
To be effective, the PPE that is supplied must be worn by the workers,
and it must be used correctly. It is important to make sure that PPE
items remain free of tears, punctures, abraded areas, and other defects
during use.
7. Maintain PPE correctly to keep it in good working order. Replace PPE
periodically, even if it does not show wear.
8. Dispose of used PPE correctly or, if the PPE is reusable, decontaminate,
repair, and store it so it can be reissued.
PPE that has been damaged or torn or that has otherwise served its
useful life must be disposed of. Absorbent items contaminated with small
to moderate amounts of Category I or II pesticides, or with large
amounts of Category HI or IV pesticides, should be laundered and
aerated before disposal. They may then be disposed of in the same way as
triple-rinsed containers.
When absorbent materials such as cotton or cotton/polyester coveralls
are contaminated with high levels of Category I or II pesticides, they
must be disposed of (not burned or buried on the farm). No attempt
should be made to decontaminate such PPE, either for reuse or prior to
disposal. Such items must be disposed of in the same way as unrinsed
containers.
image:
 137
8
PPE Selection
and Use
8.1 Introduction
The process of selecting and using chemical-resistant PPE encompasses
multiple steps and decision points, starting with a definition of the hazard
and ending with the disposal of used PPE. The process is depicted in
Figure 6, which serves as the outline for this section.
Briefly, those persons responsible for the health of a pesticide handler must:
1. define the potential threat in terms of the toxicity of the pesticide to be
handled and the conditions under which it will be handled (i.e., the
exposure scenario).
2. on the basis of the threat, establish the level of protection that is
required.
3. select items of PPE that combine to meet the requirements for the level
of protection established in Step 2. The selection process must take
into account the effectiveness and costs of the available clothing.
4. on the basis of the selected PPE, adjust the work regimen to take into
account reduced productivity associated with the PPE, the potential for
heat stress, and the possibility that the available PPE may not fully
meet all the protection requirements.
5. instruct workers in the use of the PPE and its importance, as a means
for promoting worker acceptance of the PPE.
6. distribute the PPE and oversee its use.
7. after its use, either dispose of the PPE by appropriate means or
decontaminate, repair, store, and reissue it for another use.
8. replace PPE periodically, even though it does not show wear.
Consistent with these steps, the elements of Figure 6 are described hi greater
detail in the remainder of this section.
image:
137
8
PPE Selection
and Use
8.1 Introduction
The process of selecting and using chemical-resistant PPE encompasses
multiple steps and decision points, starting with a definition of the hazard
and ending with the disposal of used PPE. The process is depicted in
Figure 6, which serves as the outline for this section.
Briefly, those persons responsible for the health of a pesticide handler must:
1. define the potential threat in terms of the toxicity of the pesticide to be
handled and the conditions under which it will be handled (i.e., the
exposure scenario).
2. on the basis of the threat, establish the level of protection that is
required.
3. select items of PPE that combine to meet the requirements for the level
of protection established in Step 2. The selection process must take
into account the effectiveness and costs of the available clothing.
4. on the basis of the selected PPE, adjust the work regimen to take into
account reduced productivity associated with the PPE, the potential for
heat stress, and the possibility that the available PPE may not fully
meet all the protection requirements.
5. instruct workers in the use of the PPE and its importance, as a means
for promoting worker acceptance of the PPE.
6. distribute the PPE and oversee its use.
7. after its use, either dispose of the PPE by appropriate means or
decontaminate, repair, store, and reissue it for another use.
8. replace PPE periodically, even though it does not show wear.
Consistent with these steps, the elements of Figure 6 are described hi greater
detail in the remainder of this section.
image:
 138 PPE Selection and Use
13
C 0
1.1
II
^
<n
UL O Q
image:
138 PPE Selection and Use
13
C 0
1.1
II
^
<n
UL O Q
image:
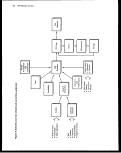 PPE Selection and Use 139
8.2 Toxicity
Pesticides vary significantly in their potentials for harming humans and their
modes of action. The pesticides having the most potential for acute adverse
effects are classified as Category I compounds. Less than a teaspoon of some
of these compounds, if taken orally, could cause death. Other Category I
compounds may be absorbed through the skin with lethal or severely debili-
tating consequences. Still other compounds in Category I could cause severe
damage to the eyes or skin. Compounds in. Category II are less toxic, i.e.,
higher doses are required to cause the same types of effects as relatively
smaller doses of Category I compounds. Category n compounds are gen-
erally described as moderately toxic. Category III are considered slightly
toxic.
The acute toxicity category of the pesticide is an important factor for the
level of PPE that is required. Consideration must also be given to providing
PPE for pesticides that may have delayed adverse effects. For a given pesti-
cide handling activity, a higher level of protection would be required for a
more highly toxic compound. The mode of action of the pesticide also
influences the level of protection. For example, compounds that are severely
corrosive to the eyes would require particular attention to the selection and
use of eye protection. Compounds that are readily absorbed through the skin
or are highly corrosive to the skin would require specific attention to body
protection, particularly for the hands. In addition to providing dermal
protection, glove use is important for compounds that have high oral toxici-
ties since there is the possibility that pesticide handlers might put food or
tobacco (chewing or smoking) into their mouths before thoroughly washing
their hands.
8.3 Exposure Scenarios
As indicated in Figure 6 and outlined below, many factors combine to define
the exposure scenario. In turn, the scenario combined with the toxicity of the
pesticide determines the level of protection that should be used.
8.3.1 Form of the pesticide
From the perspective of defining the type of PPE that might be required,
pesticides may be conveniently divided into four categories: (1) solids with
little or no solubility in water; (2) solids with high solubility in water; (3)
aqueous liquids and suspensions that contain no organic solvents; and (4)
liquids and suspensions that contain organic solvents. Common woven and
nonwoven fabrics with sufficiently small pore sizes would be expected to
provide a reasonable level of protection from solids. There is concern,
however, that perspiration could dissolve water soluble solids present on the
outside of the fabric and that the perspiration-wet fabric would provide a
route for the pesticide to contact the skin. For aqueous liquids and suspen-
sions that contain no organic solvents or active ingredients that behave as
solvents, any PPE item that is a barrier to water would be expected to pro-
vide protection. Of concern would be the integrity of the seams, interfaces,
edges, and closures. Those formulations that contain active ingredients that
image:
PPE Selection and Use 139
8.2 Toxicity
Pesticides vary significantly in their potentials for harming humans and their
modes of action. The pesticides having the most potential for acute adverse
effects are classified as Category I compounds. Less than a teaspoon of some
of these compounds, if taken orally, could cause death. Other Category I
compounds may be absorbed through the skin with lethal or severely debili-
tating consequences. Still other compounds in Category I could cause severe
damage to the eyes or skin. Compounds in. Category II are less toxic, i.e.,
higher doses are required to cause the same types of effects as relatively
smaller doses of Category I compounds. Category n compounds are gen-
erally described as moderately toxic. Category III are considered slightly
toxic.
The acute toxicity category of the pesticide is an important factor for the
level of PPE that is required. Consideration must also be given to providing
PPE for pesticides that may have delayed adverse effects. For a given pesti-
cide handling activity, a higher level of protection would be required for a
more highly toxic compound. The mode of action of the pesticide also
influences the level of protection. For example, compounds that are severely
corrosive to the eyes would require particular attention to the selection and
use of eye protection. Compounds that are readily absorbed through the skin
or are highly corrosive to the skin would require specific attention to body
protection, particularly for the hands. In addition to providing dermal
protection, glove use is important for compounds that have high oral toxici-
ties since there is the possibility that pesticide handlers might put food or
tobacco (chewing or smoking) into their mouths before thoroughly washing
their hands.
8.3 Exposure Scenarios
As indicated in Figure 6 and outlined below, many factors combine to define
the exposure scenario. In turn, the scenario combined with the toxicity of the
pesticide determines the level of protection that should be used.
8.3.1 Form of the pesticide
From the perspective of defining the type of PPE that might be required,
pesticides may be conveniently divided into four categories: (1) solids with
little or no solubility in water; (2) solids with high solubility in water; (3)
aqueous liquids and suspensions that contain no organic solvents; and (4)
liquids and suspensions that contain organic solvents. Common woven and
nonwoven fabrics with sufficiently small pore sizes would be expected to
provide a reasonable level of protection from solids. There is concern,
however, that perspiration could dissolve water soluble solids present on the
outside of the fabric and that the perspiration-wet fabric would provide a
route for the pesticide to contact the skin. For aqueous liquids and suspen-
sions that contain no organic solvents or active ingredients that behave as
solvents, any PPE item that is a barrier to water would be expected to pro-
vide protection. Of concern would be the integrity of the seams, interfaces,
edges, and closures. Those formulations that contain active ingredients that
image:
 140 PPE Selection and Use
behave as solvents must be treated similarly to those that contain an organic
solvent. It is for those pesticide formulations that contain an organic solvent
that the selection process becomes complex, requiring consideration of the
potential for chemical permeation and degradation as described in Sec-
tion 4.
8.3.2 Degree of control
Pesticide formulations and handling situations vary in the degree of exposure
that a pesticide handler can expect. For example, some solids are in the
form of wettable powders. In one scenario, the pesticide handler might be
required to open and pour a bag of such a powder into a mixing tank con-
taining water. Depending on the wind, the rate of pouring, and size and
shape of the tank into which the powder is poured, the worker may be
exposed to a cloud of the powder. Alternatively, that same powder might
be available in a water-soluble bag. In this case, the bag does not have to
be opened and can be added directly into the mixing tank; the potential
for exposure is greatly reduced. Similarly, some liquid handling systems
are completely closed and there is very little potential for exposure due
to splashes and spills.
The level of PPE required for persons using engineering controls to reduce
exposure may be significantly less than for situations in which there are
multiple opportunities for worker exposure.
8.3.3 Duration and frequency
Both duration and frequency of pesticide handling and exposure affect
the level of PPE that might be required. The type of PPE that might be
required for a person who mixes pesticide for one Va-hour period each
morning and afternoon would differ from that for a person who is exposed
to mists from airblast sprays for the entire work day. PPE should be removed
when the pesticide handling activity is completed.
8.3.4 Work task
The work task is another important determinant of the level of PPE that is
required for worker protection. The task largely defines the direction from
which the potential exposure may occur. In some tasks the potential expo-
sure is mostly from overhead, in others from the front, in others the back
and shoulders, and in still others from below the knees. Thus, the required
types of PPE for the same pesticide may vary, depending on the mode of
application and the specific activity of the pesticide handler. For example,
weed sprayers riding a boom may require thorough PPE coverage of the
lower parts of the body, but little or no protection above the waist. Mixers
may only require frontal coverage—a need that could be satisfied by a
combination of gloves, sleeves, apron (or sleeved-apron), and boots, leaving
the back open for the dissipation of metabolic heat
8.4 Level of Protection
Level of protection is that combination of gloves, boots, garment, goggles,
etc., that is necessary to provide protection from the potential hazard. The
image:
140 PPE Selection and Use
behave as solvents must be treated similarly to those that contain an organic
solvent. It is for those pesticide formulations that contain an organic solvent
that the selection process becomes complex, requiring consideration of the
potential for chemical permeation and degradation as described in Sec-
tion 4.
8.3.2 Degree of control
Pesticide formulations and handling situations vary in the degree of exposure
that a pesticide handler can expect. For example, some solids are in the
form of wettable powders. In one scenario, the pesticide handler might be
required to open and pour a bag of such a powder into a mixing tank con-
taining water. Depending on the wind, the rate of pouring, and size and
shape of the tank into which the powder is poured, the worker may be
exposed to a cloud of the powder. Alternatively, that same powder might
be available in a water-soluble bag. In this case, the bag does not have to
be opened and can be added directly into the mixing tank; the potential
for exposure is greatly reduced. Similarly, some liquid handling systems
are completely closed and there is very little potential for exposure due
to splashes and spills.
The level of PPE required for persons using engineering controls to reduce
exposure may be significantly less than for situations in which there are
multiple opportunities for worker exposure.
8.3.3 Duration and frequency
Both duration and frequency of pesticide handling and exposure affect
the level of PPE that might be required. The type of PPE that might be
required for a person who mixes pesticide for one Va-hour period each
morning and afternoon would differ from that for a person who is exposed
to mists from airblast sprays for the entire work day. PPE should be removed
when the pesticide handling activity is completed.
8.3.4 Work task
The work task is another important determinant of the level of PPE that is
required for worker protection. The task largely defines the direction from
which the potential exposure may occur. In some tasks the potential expo-
sure is mostly from overhead, in others from the front, in others the back
and shoulders, and in still others from below the knees. Thus, the required
types of PPE for the same pesticide may vary, depending on the mode of
application and the specific activity of the pesticide handler. For example,
weed sprayers riding a boom may require thorough PPE coverage of the
lower parts of the body, but little or no protection above the waist. Mixers
may only require frontal coverage—a need that could be satisfied by a
combination of gloves, sleeves, apron (or sleeved-apron), and boots, leaving
the back open for the dissipation of metabolic heat
8.4 Level of Protection
Level of protection is that combination of gloves, boots, garment, goggles,
etc., that is necessary to provide protection from the potential hazard. The
image:
 PPE Selection and Use ,141
goal is always to use the minimum level of PPE that is necessary. By so
doing, costs, effect on productivity, and potential for heat stress are mini-
mized, and the likelihood for worker acceptance (compliance) is increased.
In Section 6, Table 22, five levels of protection were defined. The levels were
defined as a means for illustrating the range of effects that PPE might have
on productivity and, subsequently in Section 7, the potential for heat stress.
The five levels are also suggestive of the levels of PPE that might be worn
for typical pesticide handler activities, as summarized in Table 44. Note,
however, that other combinations of PPE items may be used and, in many
situations, may be more appropriate than any one of the five levels. There
are too many extenuating circumstances in agriculture for rigid specification
of the composition of the protective ensembles.
Table 44. Association of PPE levels with pesticide handler activities
Level of clothing*
Activity
Toxioity
category l&ll
Toxicity
category HI
Mixing/Loading
1
Applying
Airblast spraying
Boom spraying
Greenhouse
Airplane
5
2or4
2or4
2
1
1
1
1
*As defined in Section 6, Table 22.
8.5 PPE Performance
After the types of PPE components necessary for protection have been
established, one must pick specific PPE items that will satisfy the require-
ments. The task begins by reviewing the information in Section 4 for chemi-
cal resistance and Section 3.7 for physical properties. From this information,
one selects the materials of construction for the PPE items. For example, if
the need is for hand protection and foot protection for >4 hours from a
pesticide concentrate containing aliphatic petroleum distillates as the carrier
solvent, then with reference to Table 16, nitrile might be selected as the
material of construction.
8.6 Availability
After the types of PPE items and their materials of construction have been
determined, sources for the PPE must be identified. This step is accom-
plished by reference to the appendices, as summarized in Table 45. Each
appendix contains an extensive listing of commercially available PPE and is
organized under the subheadings of the materials of construction. The
description of each product includes its source, style number, sizes, and other
image:
PPE Selection and Use ,141
goal is always to use the minimum level of PPE that is necessary. By so
doing, costs, effect on productivity, and potential for heat stress are mini-
mized, and the likelihood for worker acceptance (compliance) is increased.
In Section 6, Table 22, five levels of protection were defined. The levels were
defined as a means for illustrating the range of effects that PPE might have
on productivity and, subsequently in Section 7, the potential for heat stress.
The five levels are also suggestive of the levels of PPE that might be worn
for typical pesticide handler activities, as summarized in Table 44. Note,
however, that other combinations of PPE items may be used and, in many
situations, may be more appropriate than any one of the five levels. There
are too many extenuating circumstances in agriculture for rigid specification
of the composition of the protective ensembles.
Table 44. Association of PPE levels with pesticide handler activities
Level of clothing*
Activity
Toxioity
category l&ll
Toxicity
category HI
Mixing/Loading
1
Applying
Airblast spraying
Boom spraying
Greenhouse
Airplane
5
2or4
2or4
2
1
1
1
1
*As defined in Section 6, Table 22.
8.5 PPE Performance
After the types of PPE components necessary for protection have been
established, one must pick specific PPE items that will satisfy the require-
ments. The task begins by reviewing the information in Section 4 for chemi-
cal resistance and Section 3.7 for physical properties. From this information,
one selects the materials of construction for the PPE items. For example, if
the need is for hand protection and foot protection for >4 hours from a
pesticide concentrate containing aliphatic petroleum distillates as the carrier
solvent, then with reference to Table 16, nitrile might be selected as the
material of construction.
8.6 Availability
After the types of PPE items and their materials of construction have been
determined, sources for the PPE must be identified. This step is accom-
plished by reference to the appendices, as summarized in Table 45. Each
appendix contains an extensive listing of commercially available PPE and is
organized under the subheadings of the materials of construction. The
description of each product includes its source, style number, sizes, and other
image:
 142 PPE Selection and Use
key features of importance to the purchasing decision. These features have
been described in Sections 3 and 5, respectively, for clothing and eye/face
protection.
Table 45. Product appendices
Appendix
A
B
C
D
E
F
G
H
I
P
Q
R
S
Product type
Gloves
Sleeves
Boots and overshoes
Hats
Hoods
Aprons
Sleeved-aprons
Garments, nonwoven and microporous fabric
Garments, coated- or laminated fabric
Cover goggle, indirect ventilation
Cover goggle, no ventilation
Cup goggle, indirect ventilation
Faceshields
8.7 Cost
An individual item of PPE may pass through several vendors between its
point of manufacture and the point of sale to the person responsible for the
health and safety of a pesticide handler. Along the chain, there is an oppor-
tunity for mark-ups and discounts; the magnitudes of which are highly
dependent on the volume of the purchase and the market conditions.
Vendors and distributors are constantly changing prices in order to reflect
changing raw materials, labor costs, and competition. For all these reasons,
item-by-item price information is not included in this document.
Cost information, nevertheless, is critical to any purchase decision. As a
guide, typical price ranges for many of the products described in earlier
sections of this document are summarized in Tables 46 through 51. The
information in these tables should be used for guidance only, actual prices
could be higher or lower by factors of two, three, or more. It is often the
case that products having essentially the same catalogue descriptions vary
significantly in quality, composition, and price. The price ranges may not be
representative of the average. The price estimates are based on information
gleaned from price sheets and catalogues available in the authors' files at 'the
time this document was generated. For some products, there was only one
source for the prices.
image:
142 PPE Selection and Use
key features of importance to the purchasing decision. These features have
been described in Sections 3 and 5, respectively, for clothing and eye/face
protection.
Table 45. Product appendices
Appendix
A
B
C
D
E
F
G
H
I
P
Q
R
S
Product type
Gloves
Sleeves
Boots and overshoes
Hats
Hoods
Aprons
Sleeved-aprons
Garments, nonwoven and microporous fabric
Garments, coated- or laminated fabric
Cover goggle, indirect ventilation
Cover goggle, no ventilation
Cup goggle, indirect ventilation
Faceshields
8.7 Cost
An individual item of PPE may pass through several vendors between its
point of manufacture and the point of sale to the person responsible for the
health and safety of a pesticide handler. Along the chain, there is an oppor-
tunity for mark-ups and discounts; the magnitudes of which are highly
dependent on the volume of the purchase and the market conditions.
Vendors and distributors are constantly changing prices in order to reflect
changing raw materials, labor costs, and competition. For all these reasons,
item-by-item price information is not included in this document.
Cost information, nevertheless, is critical to any purchase decision. As a
guide, typical price ranges for many of the products described in earlier
sections of this document are summarized in Tables 46 through 51. The
information in these tables should be used for guidance only, actual prices
could be higher or lower by factors of two, three, or more. It is often the
case that products having essentially the same catalogue descriptions vary
significantly in quality, composition, and price. The price ranges may not be
representative of the average. The price estimates are based on information
gleaned from price sheets and catalogues available in the authors' files at 'the
time this document was generated. For some products, there was only one
source for the prices.
image:
 PPE Selection and Use 143
Table 46. Approximate prices for chemical-resistant gloves
Glove type (unsupported) Approximate price/pair*
Butyl rubber
Natural rubber
Neoprene
Neoprene + natural rubber blend
Neoprene/natural rubber
Nitrile rubber
Nitrile + PVC blend
Nitrile/natural rubber
Polyethylene
Polyvinyl chloride (PVC)
Silver Shield® and 4H®
Viton®
$12 (13 mil); $28-32 (32 mil)
$1-1.5 (depending on thickness)
$4-5 (17 mil); $7-20 (> 22 mil)
$1.5-2.5
$4
$2 (15 mil); $6-8 (22 mil)
$4-5
$3
$0.04
$1-1.5
$3
$30-45 (10 mil); $50-100 (14 mil)
*based on smallest quantity purchase. Price/pair decreases for large quantity
purchases. In general, prices are for 14-20 mil thick gloves. Prices vary among
brands. Final price to ultimate user will depend also on the mark-ups taken
through the distribution chain.
Table 47. Approximate prices for chemical-resistant sleeves
Sleeve type
Approximate price/pair*
Chemrel® $6
Neoprene $3.5
Neoprene-Nylon-Neoprene $20
Nitrile $5
Nitrile-Fabric-Nitrile $7
Polyethylene $2
Polyethylene-Tyvek® $1.5-3
Polyvinyl Chloride $1.5-3
Rubber (SBR?)-Fabric $5
Saranex®-Tyvek $3_4
Silver Shield® $8
Tyvek $1_2
*based on smallest quantity purchase. Price/pair decreases for large quantity
purchases. Prices vary among brands. Final price to ultimate user will depend
also on the mark-ups taken through the distribution chain.
image:
PPE Selection and Use 143
Table 46. Approximate prices for chemical-resistant gloves
Glove type (unsupported) Approximate price/pair*
Butyl rubber
Natural rubber
Neoprene
Neoprene + natural rubber blend
Neoprene/natural rubber
Nitrile rubber
Nitrile + PVC blend
Nitrile/natural rubber
Polyethylene
Polyvinyl chloride (PVC)
Silver Shield® and 4H®
Viton®
$12 (13 mil); $28-32 (32 mil)
$1-1.5 (depending on thickness)
$4-5 (17 mil); $7-20 (> 22 mil)
$1.5-2.5
$4
$2 (15 mil); $6-8 (22 mil)
$4-5
$3
$0.04
$1-1.5
$3
$30-45 (10 mil); $50-100 (14 mil)
*based on smallest quantity purchase. Price/pair decreases for large quantity
purchases. In general, prices are for 14-20 mil thick gloves. Prices vary among
brands. Final price to ultimate user will depend also on the mark-ups taken
through the distribution chain.
Table 47. Approximate prices for chemical-resistant sleeves
Sleeve type
Approximate price/pair*
Chemrel® $6
Neoprene $3.5
Neoprene-Nylon-Neoprene $20
Nitrile $5
Nitrile-Fabric-Nitrile $7
Polyethylene $2
Polyethylene-Tyvek® $1.5-3
Polyvinyl Chloride $1.5-3
Rubber (SBR?)-Fabric $5
Saranex®-Tyvek $3_4
Silver Shield® $8
Tyvek $1_2
*based on smallest quantity purchase. Price/pair decreases for large quantity
purchases. Prices vary among brands. Final price to ultimate user will depend
also on the mark-ups taken through the distribution chain.
image:
 144 PPE Selection and Use
Table 48. Approximate prices for chemical-resistant aprons
Apron type
Approximate price*
Chemrel®
Neoprene
Neoprene-Nylon-Neoprene
Neoprene, sleeved
Nitrile
Polyethylene
Po lyethy le ne-Po lyeste r
Polyethylene-Tyvek®
Polyvinylchloride
Polyvinylchloride-Nylon
Polyvinylchloride-Polyester
Polyvinylchloride, sleeved
Silver Shield®
Saranex®-Tyvek
Styrenebutadiene-Cotton
Tyvek
Tyvek, sleeved
$10
$7
$13-16
$35
$5-15
$0.5
$2
$1.5-2
$3-5
$7
$12
$10-13
$11
$2.5-3.5
$15
$1
$3
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality of fabrics, type
of seam, and type of end finish. Final price to the ultimate user will depend
also on the mark-ups taken through the distribution chain.
image:
144 PPE Selection and Use
Table 48. Approximate prices for chemical-resistant aprons
Apron type
Approximate price*
Chemrel®
Neoprene
Neoprene-Nylon-Neoprene
Neoprene, sleeved
Nitrile
Polyethylene
Po lyethy le ne-Po lyeste r
Polyethylene-Tyvek®
Polyvinylchloride
Polyvinylchloride-Nylon
Polyvinylchloride-Polyester
Polyvinylchloride, sleeved
Silver Shield®
Saranex®-Tyvek
Styrenebutadiene-Cotton
Tyvek
Tyvek, sleeved
$10
$7
$13-16
$35
$5-15
$0.5
$2
$1.5-2
$3-5
$7
$12
$10-13
$11
$2.5-3.5
$15
$1
$3
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality of fabrics, type
of seam, and type of end finish. Final price to the ultimate user will depend
also on the mark-ups taken through the distribution chain.
image:
 PPE Selection and Use 145
Table 49. Approximate prices for jackets, pants, and coveralls
Garment type
Approximate price*
Tyvek®, coverall
$2.5-4.5
Tyvek, coverall with attached
hood and booties
$4-6
PVC coverall, rainsuit
$5-12
Polyvinylchloride- or
Polyurethane- or Neoprene-
coated fabric, jacket
$15-40, depending on thickness of
coating, type of seams, whether coated
on one or both sides. In general, PVC
items cost less than Polyurethane items
and Neoprene items, which are the most
expensive.
Polyvinylchloride- or
Polyurethane- or Neoprene-
coated fabric, pants or bib pants
$15-40, depending on thickness of
coating, type of seams, whether coated
on one or both sides. In general, PVC
items cost less than Polyurethane items
and Neoprene items, which are the most
expensive.
Butyl-Nylon, jacket
$80-90
Butyl-Nylon, bib pants
$70-80
Butyl-Nylon, coverall
$120-140
Polyethylene-Tyvek, coverall
$8-11
Saranex -Tyvek, coverall
$15-18
Barricade®, coverall
$30-40
Chemrel®, coverall
$40-50
Responder®, coverall
$60-70
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality of fabrics, type
of seam, and type of end finish. Final price to the ultimate user will depend
also on the mark-ups taken through the distribution chain.
image:
PPE Selection and Use 145
Table 49. Approximate prices for jackets, pants, and coveralls
Garment type
Approximate price*
Tyvek®, coverall
$2.5-4.5
Tyvek, coverall with attached
hood and booties
$4-6
PVC coverall, rainsuit
$5-12
Polyvinylchloride- or
Polyurethane- or Neoprene-
coated fabric, jacket
$15-40, depending on thickness of
coating, type of seams, whether coated
on one or both sides. In general, PVC
items cost less than Polyurethane items
and Neoprene items, which are the most
expensive.
Polyvinylchloride- or
Polyurethane- or Neoprene-
coated fabric, pants or bib pants
$15-40, depending on thickness of
coating, type of seams, whether coated
on one or both sides. In general, PVC
items cost less than Polyurethane items
and Neoprene items, which are the most
expensive.
Butyl-Nylon, jacket
$80-90
Butyl-Nylon, bib pants
$70-80
Butyl-Nylon, coverall
$120-140
Polyethylene-Tyvek, coverall
$8-11
Saranex -Tyvek, coverall
$15-18
Barricade®, coverall
$30-40
Chemrel®, coverall
$40-50
Responder®, coverall
$60-70
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality of fabrics, type
of seam, and type of end finish. Final price to the ultimate user will depend
also on the mark-ups taken through the distribution chain.
image:
 146 PPE Selection and Use
Table 50. Approximate prices for head protection
Head protection type
Approximate price*
Hoods
Tyvek® $0.60-0.80
Tyvek with snap at chin $2
Saranex®-Tyvek, elasticized $1.5-3
KleenGuard®, elasticized $•]
Butyl-Nylon, for jacket $15
PVC-Nylon, for jacket $5
Neoprene/PVC $13
Neoprene-Nylon-Neoprene $8-10
Polyethylene-Tyvek $•] g_2
Hats
PVC-Nylon-PVC, Sou'wester $•] Q_I 5
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality of fabrics, type
of seam, and type of end finish. Final price to the ultimate user will depend
also on the mark-ups taken through the distribution chain.
Table 51. Approximate prices for chemical-resistant footwear
Footwear type and height
Boots
Polyvinylchloride, 16"
Polyurethane + natural rubber, 12"
Natural rubber, 6"
Natural rubber, 12"
Natural rubber, 16"
Natural rubber with steel toes
and metatarsal
Shoecovers
Tyvek®
Polyethylene-Tyvek
Saranex®-Tyvek
Chemrel®
Kleenguard®
Polyvinylchloride
Natural rubber, 16"
Natural rubber, 10"
Approximate price/pair*
$12-16
$16-20
$25-30
$30-35
$35-45
$55-75
$1-1.5
$2-3
$5
$7
$1
$2-5
$15-20
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality and thickness
of material, type of sole, and type of lining. Final price to the ultimate user
will depend also on the mark-ups taken through the distribution chain.
image:
146 PPE Selection and Use
Table 50. Approximate prices for head protection
Head protection type
Approximate price*
Hoods
Tyvek® $0.60-0.80
Tyvek with snap at chin $2
Saranex®-Tyvek, elasticized $1.5-3
KleenGuard®, elasticized $•]
Butyl-Nylon, for jacket $15
PVC-Nylon, for jacket $5
Neoprene/PVC $13
Neoprene-Nylon-Neoprene $8-10
Polyethylene-Tyvek $•] g_2
Hats
PVC-Nylon-PVC, Sou'wester $•] Q_I 5
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality of fabrics, type
of seam, and type of end finish. Final price to the ultimate user will depend
also on the mark-ups taken through the distribution chain.
Table 51. Approximate prices for chemical-resistant footwear
Footwear type and height
Boots
Polyvinylchloride, 16"
Polyurethane + natural rubber, 12"
Natural rubber, 6"
Natural rubber, 12"
Natural rubber, 16"
Natural rubber with steel toes
and metatarsal
Shoecovers
Tyvek®
Polyethylene-Tyvek
Saranex®-Tyvek
Chemrel®
Kleenguard®
Polyvinylchloride
Natural rubber, 16"
Natural rubber, 10"
Approximate price/pair*
$12-16
$16-20
$25-30
$30-35
$35-45
$55-75
$1-1.5
$2-3
$5
$7
$1
$2-5
$15-20
*based on smallest quantity purchase. Price decreases for large quantity
purchases. Prices vary among brands, depending on quality and thickness
of material, type of sole, and type of lining. Final price to the ultimate user
will depend also on the mark-ups taken through the distribution chain.
image:
 PPE Selection and Use 147
8.8 Impact on Productivity
8.8.1 Job function
The effect of PPE on task performance and, therefore, productivity was
discussed extensively in Section 6. In virtually all cases (with the possible
exception of eye protection), the use of PPE will increase the time needed to
complete a task Certain PPE, furthermore, may preclude the performance
of certain tasks. For example, the glove that provides chemical protection for
>4 hours may reduce dexterity to a point where the worker cannot repair a
clogged nozzle. For situations such as this, the preferred glove may be one
that provides protection for considerably shorter times but has less negative
effect on dexterity. Protection would be obtained by replacing the glove
more frequently.
The negative effect of PPE on worker productivity combined with its recur-
ring costs are leading many persons to pursue engineering controls and
other alternatives to PPE as the route to worker protection.
8.8.2 Heat stress
Similar to functional impacts, all PPE (with the possible exceptions of gloves
and eye and face protection) to a greater or lesser extent increases the poten-
tial for heat stress when working in warm environments. This subject was
discussed extensively in Section 7. As higher levels of PPE are prescribed,
persons in positions of responsibility must consider the potential for heat
stress. If the potential is significant, the expectations for worker productivity
must be reduced. Humans simply cannot work as long or as hard under
conditions in which the body is hindered (by PPE) in its attempt to maintain
thermal balance. Under some environmental conditions, certain activities
cannot be performed without jeopardizing the health of the worker unless
auxiliary cooling is provided to the worker.
8.9 Worker Training and Compliance
To be effective, PPE must be used and maintained properly. Training is
required. A myriad of federal and state programs are in place and being
planned to promote the correct use of PPE by pesticide handlers. Com-
pliance comes when workers understand the importance of the clothing to
their personal well-being and that of persons with whom they may come into
contact. For example, workers need to know why they should wear gloves,
that there are major performance differences between glove types, that one
glove does not work in all applications, that gloves must be decontaminated
on at least a daily basis, and that a glove with a hole in it may be worse than
no glove. Pesticide that reaches the inside of a glove does not readily evapo-
rate and, thus, is available for skin exposure during the entire time that the
glove is worn. Compliance also results when supervisors monitor and
encourage the proper use of PPE as an essential element of the work routine.
image:
PPE Selection and Use 147
8.8 Impact on Productivity
8.8.1 Job function
The effect of PPE on task performance and, therefore, productivity was
discussed extensively in Section 6. In virtually all cases (with the possible
exception of eye protection), the use of PPE will increase the time needed to
complete a task Certain PPE, furthermore, may preclude the performance
of certain tasks. For example, the glove that provides chemical protection for
>4 hours may reduce dexterity to a point where the worker cannot repair a
clogged nozzle. For situations such as this, the preferred glove may be one
that provides protection for considerably shorter times but has less negative
effect on dexterity. Protection would be obtained by replacing the glove
more frequently.
The negative effect of PPE on worker productivity combined with its recur-
ring costs are leading many persons to pursue engineering controls and
other alternatives to PPE as the route to worker protection.
8.8.2 Heat stress
Similar to functional impacts, all PPE (with the possible exceptions of gloves
and eye and face protection) to a greater or lesser extent increases the poten-
tial for heat stress when working in warm environments. This subject was
discussed extensively in Section 7. As higher levels of PPE are prescribed,
persons in positions of responsibility must consider the potential for heat
stress. If the potential is significant, the expectations for worker productivity
must be reduced. Humans simply cannot work as long or as hard under
conditions in which the body is hindered (by PPE) in its attempt to maintain
thermal balance. Under some environmental conditions, certain activities
cannot be performed without jeopardizing the health of the worker unless
auxiliary cooling is provided to the worker.
8.9 Worker Training and Compliance
To be effective, PPE must be used and maintained properly. Training is
required. A myriad of federal and state programs are in place and being
planned to promote the correct use of PPE by pesticide handlers. Com-
pliance comes when workers understand the importance of the clothing to
their personal well-being and that of persons with whom they may come into
contact. For example, workers need to know why they should wear gloves,
that there are major performance differences between glove types, that one
glove does not work in all applications, that gloves must be decontaminated
on at least a daily basis, and that a glove with a hole in it may be worse than
no glove. Pesticide that reaches the inside of a glove does not readily evapo-
rate and, thus, is available for skin exposure during the entire time that the
glove is worn. Compliance also results when supervisors monitor and
encourage the proper use of PPE as an essential element of the work routine.
image:
 148 PPE Selection and Use
8.1O PPE Use
Pant legs should be worn outside
boots to avoid spills running into
boots.
PPE use begins the moment the worker inspects the item for defects prior
to donning it. It ends when the item has been safely doffed and made ready
for thorough decontamination or disposal without transferring contamina-
tion to other persons and things. As introduced in Section 8.9, proper use
between these two points in the process requires training, monitoring,
and encouragement.
Garment closures must be kept closed. Sleeves must be kept rolled down,
and the integrity of the glove-sleeve and other interfaces maintained. PPE
that becomes damaged must be replaced. PPE that becomes severely con-
taminated must be doffed immediately. Pant legs must be kept on the outside
of the boots. Aprons must be kept tied and in place. Goggles and faceshields
must be kept in position, not pushed up on the head or hung around the
neck.
Once clothing has been used for handling pesticides, it should never be
used for any other activity. To do so would risk transferring contamination
to other persons, animals, and things outside of the pesticides handling
environment.
8.11 Decontamination
The decontamination of PPE is discussed extensively in Section 9. The
subject is complex; there are many unanswered questions and there are many
situation-specific considerations. Again education and training are the keys
here.
8.12 Maintenance and Storage
To be effective, personal protective equipment must be free of tears, punc-
tures, abraded areas, and other defects. All closures (e.g., zippers, draw-
strings, etc.) must be functional. To ensure that these conditions exist, the
PPE should be inspected before, during, and after each use. If defects are
found before the PPE is used, the PPE should be returned to the point of
purchase, repaired, or discarded. Fa defect develops during the use, the PPE
should be doffed and replaced as soon as safely possible. Damaged PPE
should then be repaired or discarded. Similarly, if the defect is found after
use, the PPE should be repaired or discarded. In practice, it is very difficult
to repair an item of PPE that incorporates continuous films of plastic or
rubber to the extent necessary to return its barrier effectiveness to its
intended, as-new level. Taping over punctures, tears, etc. is unacceptable. The
tape may be dissolved by the carrier solvents present in many pesticides
formulations, may not produce a leak-proof seal, or may not have sufficient
strength to prevent propagation of the tear or puncture.
image:
148 PPE Selection and Use
8.1O PPE Use
Pant legs should be worn outside
boots to avoid spills running into
boots.
PPE use begins the moment the worker inspects the item for defects prior
to donning it. It ends when the item has been safely doffed and made ready
for thorough decontamination or disposal without transferring contamina-
tion to other persons and things. As introduced in Section 8.9, proper use
between these two points in the process requires training, monitoring,
and encouragement.
Garment closures must be kept closed. Sleeves must be kept rolled down,
and the integrity of the glove-sleeve and other interfaces maintained. PPE
that becomes damaged must be replaced. PPE that becomes severely con-
taminated must be doffed immediately. Pant legs must be kept on the outside
of the boots. Aprons must be kept tied and in place. Goggles and faceshields
must be kept in position, not pushed up on the head or hung around the
neck.
Once clothing has been used for handling pesticides, it should never be
used for any other activity. To do so would risk transferring contamination
to other persons, animals, and things outside of the pesticides handling
environment.
8.11 Decontamination
The decontamination of PPE is discussed extensively in Section 9. The
subject is complex; there are many unanswered questions and there are many
situation-specific considerations. Again education and training are the keys
here.
8.12 Maintenance and Storage
To be effective, personal protective equipment must be free of tears, punc-
tures, abraded areas, and other defects. All closures (e.g., zippers, draw-
strings, etc.) must be functional. To ensure that these conditions exist, the
PPE should be inspected before, during, and after each use. If defects are
found before the PPE is used, the PPE should be returned to the point of
purchase, repaired, or discarded. Fa defect develops during the use, the PPE
should be doffed and replaced as soon as safely possible. Damaged PPE
should then be repaired or discarded. Similarly, if the defect is found after
use, the PPE should be repaired or discarded. In practice, it is very difficult
to repair an item of PPE that incorporates continuous films of plastic or
rubber to the extent necessary to return its barrier effectiveness to its
intended, as-new level. Taping over punctures, tears, etc. is unacceptable. The
tape may be dissolved by the carrier solvents present in many pesticides
formulations, may not produce a leak-proof seal, or may not have sufficient
strength to prevent propagation of the tear or puncture.
image:
 PPE Selection and Use 149
Used PPE should be stored in well-ventilated, dry, shaded buildings,
shelters, or outdoor areas, and certainly not in or near the living quarters.
Sunlight and moisture degrade many plastic and rubber materials. PPE
should be stored in an area separate from street clothing. There is always a
possibility that the decontamination process did not remove all of the pesti-
cide. Outdoor air should be circulated through the storage area. Since PPE
performance is strongly dependent on its materials of construction, care
should be taken to store it in a manner that items that look alike but are of
dissimilar materials are kept separate in order to reduce the likelihood of
using an inappropriate item of PPE. For example, black neoprene gloves
should be not be mixed with black PVC gloves.
8.13 Disposal
PPE that has become severely contaminated, damaged, worn or otherwise
served its useful life must eventually be discarded. There are various alterna-
tives for disposal; selection of the most appropriate will be largely deter-
mined by the degree to which the item of PPE is contaminated and the
toxicity of the pesticide. First and foremost, any PPE that has been used,
even once, for handling pesticides must never be returned to general wear,
resold, or given away (donated). The clothing should always be presumed
to contain some residual level of pesticide.
Disposal of PPE that is known or suspected to be contaminated with
pesticide is more problematic. Absorbent materials, such as cotton or
cotton polyester coveralls, that are contaminated with high levels of
Category I or IE pesticides should be disposed of by the same procedures
as are used for unrinsed containers. No attempt should be made to decon-
taminate such PPE for reuse. Absorbent garments that are contaminated
with small to moderate amounts of Category I or II or with larger amounts
of Category m or IV pesticides should be laundered and aerated prior to
disposal. Once correctly laundered, these garments maybe disposed of as
the equivalent of a triple-rinsed container. Contaminated clothing should
not be burned or buried on the farm.
image:
PPE Selection and Use 149
Used PPE should be stored in well-ventilated, dry, shaded buildings,
shelters, or outdoor areas, and certainly not in or near the living quarters.
Sunlight and moisture degrade many plastic and rubber materials. PPE
should be stored in an area separate from street clothing. There is always a
possibility that the decontamination process did not remove all of the pesti-
cide. Outdoor air should be circulated through the storage area. Since PPE
performance is strongly dependent on its materials of construction, care
should be taken to store it in a manner that items that look alike but are of
dissimilar materials are kept separate in order to reduce the likelihood of
using an inappropriate item of PPE. For example, black neoprene gloves
should be not be mixed with black PVC gloves.
8.13 Disposal
PPE that has become severely contaminated, damaged, worn or otherwise
served its useful life must eventually be discarded. There are various alterna-
tives for disposal; selection of the most appropriate will be largely deter-
mined by the degree to which the item of PPE is contaminated and the
toxicity of the pesticide. First and foremost, any PPE that has been used,
even once, for handling pesticides must never be returned to general wear,
resold, or given away (donated). The clothing should always be presumed
to contain some residual level of pesticide.
Disposal of PPE that is known or suspected to be contaminated with
pesticide is more problematic. Absorbent materials, such as cotton or
cotton polyester coveralls, that are contaminated with high levels of
Category I or IE pesticides should be disposed of by the same procedures
as are used for unrinsed containers. No attempt should be made to decon-
taminate such PPE for reuse. Absorbent garments that are contaminated
with small to moderate amounts of Category I or II or with larger amounts
of Category m or IV pesticides should be laundered and aerated prior to
disposal. Once correctly laundered, these garments maybe disposed of as
the equivalent of a triple-rinsed container. Contaminated clothing should
not be burned or buried on the farm.
image:
 image:
image:
 Decontamination/
Laundering
image:
Decontamination/
Laundering
image:
 image:
image:
 9
The Section in Brief
The degree of difficulty of removing pesticides from PPE items depends on
the chemicals and the PPE materials and whether the pesticide is on the
surface or has been trapped or absorbed by the PPE.
Location of Contaminants
The location of contaminants on or within the PPE item depends on several
factors, including:
• the form of the pesticide when it contacted the PPE (gas, liquid, solid),
• if a liquid or gas, the specific interaction of the contaminant with the PPE
materials,
• the temperature, and
• duration of contact.
Timeliness
One of the most important guidelines for decontamination is to do it as soon
as possible. As the elapsed time between pesticide contact and decontamina-
tion/laundering increases, absorption increases and decontamination
becomes more difficult. Conventional wisdom is that PPE should be decon-
taminated daily.
Laundering
Although it is not 100 percent effective, laundering with detergent and water
is the preferred, practical route to decontamination. The variations among
contaminants and laundering conditions make generalized recommendations
difficult, but the following are generally accepted as essential elements of
effective laundering:
Air
Hang garments outdoors to air
image:
9
The Section in Brief
The degree of difficulty of removing pesticides from PPE items depends on
the chemicals and the PPE materials and whether the pesticide is on the
surface or has been trapped or absorbed by the PPE.
Location of Contaminants
The location of contaminants on or within the PPE item depends on several
factors, including:
• the form of the pesticide when it contacted the PPE (gas, liquid, solid),
• if a liquid or gas, the specific interaction of the contaminant with the PPE
materials,
• the temperature, and
• duration of contact.
Timeliness
One of the most important guidelines for decontamination is to do it as soon
as possible. As the elapsed time between pesticide contact and decontamina-
tion/laundering increases, absorption increases and decontamination
becomes more difficult. Conventional wisdom is that PPE should be decon-
taminated daily.
Laundering
Although it is not 100 percent effective, laundering with detergent and water
is the preferred, practical route to decontamination. The variations among
contaminants and laundering conditions make generalized recommendations
difficult, but the following are generally accepted as essential elements of
effective laundering:
Air
Hang garments outdoors to air
image:
 Prerinse
Use one of three methods:
• Hose off garments outdoors
• Rinse in separate tub or pail
• Agitate in automatic washer
Pretreat (heavily contaminated or heavily soiled items)
Use heavy-duty liquid detergent or a prewash product
Washer Load
Wash garments separately from family wash
Wash garments contaminated with the same pesticide together
Load Size
Wash only a few garments at a time
Water Level
Use full water level
Water Temperature
Use hot water, 140°F or higher
Wash Cycle
Use normal 12-minute cycle
Laundry Detergent
Use a heavy-duty detergent
Use amount recommended on package, or more for heavy soil/hard water
Rinse
Use two full, warm rinses
Dry
Line dry (to avoid contaminating dryer)
Clean Washer
Run empty washer through complete cycle, using hot water and detergent
image:
Prerinse
Use one of three methods:
• Hose off garments outdoors
• Rinse in separate tub or pail
• Agitate in automatic washer
Pretreat (heavily contaminated or heavily soiled items)
Use heavy-duty liquid detergent or a prewash product
Washer Load
Wash garments separately from family wash
Wash garments contaminated with the same pesticide together
Load Size
Wash only a few garments at a time
Water Level
Use full water level
Water Temperature
Use hot water, 140°F or higher
Wash Cycle
Use normal 12-minute cycle
Laundry Detergent
Use a heavy-duty detergent
Use amount recommended on package, or more for heavy soil/hard water
Rinse
Use two full, warm rinses
Dry
Line dry (to avoid contaminating dryer)
Clean Washer
Run empty washer through complete cycle, using hot water and detergent
image:
 151
9
Decontamination/
Laundering
9.1 Background
X
Work clothing and other PPE that come into contact with pesticides become
contaminated with them. A contaminated item is a potential hazard to the
worker and to others who may handle it. The item is also a vehicle for
transfer of the contamination to other items and areas. To reduce or elimi-
nate the hazard, decontamination of such items is often specified and
attempted. Decontamination is the removal of an unwanted chemical from
garments or gear, rendering it safe for doffing, storage, reuse, disposal, or
some other postuse action.
Worker safety does not always require 100% removal of the contaminant.
For example, the removal of gross amounts of contaminant may be all that is
necessary to safely doff and dispose of a clothing item. In deciding to decon-
taminate PPE, one must consider the cost and whether the decontamination
process might exacerbate the hazard.
The contaminant of prime concern is usually the active ingredient(s) of the
pesticide formulation. Other components of the formulation, however, may
also represent health hazards or affect the extent to which the item is con-
taminated or the difficulty of decontamination. The materials of construc-
tion of the item also affect the extent of contamination and the ease of
decontamination.
Contaminants may be present on the surface of the item, trapped in inter-
stices of fibers, or molecularly absorbed into the matrix of PPE. The loca-
tion of the contaminant significantly affects the ease with and extent to
which an item can be decontaminated. Contaminant location is dependent
on several factors including:
• the form of the pesticide when it contacted the PPE (i.e., gas, liquid, solid)
• if a liquid or gas, the specific interaction of the contaminant with the
materials of construction of the PPE
• . the temperature
• duration of contact
Garments and other PPE vary widely in form and materials of construction.
(See Sections 3, 4, and 5.) Briefly, garments are usually either woven or knit
image:
151
9
Decontamination/
Laundering
9.1 Background
X
Work clothing and other PPE that come into contact with pesticides become
contaminated with them. A contaminated item is a potential hazard to the
worker and to others who may handle it. The item is also a vehicle for
transfer of the contamination to other items and areas. To reduce or elimi-
nate the hazard, decontamination of such items is often specified and
attempted. Decontamination is the removal of an unwanted chemical from
garments or gear, rendering it safe for doffing, storage, reuse, disposal, or
some other postuse action.
Worker safety does not always require 100% removal of the contaminant.
For example, the removal of gross amounts of contaminant may be all that is
necessary to safely doff and dispose of a clothing item. In deciding to decon-
taminate PPE, one must consider the cost and whether the decontamination
process might exacerbate the hazard.
The contaminant of prime concern is usually the active ingredient(s) of the
pesticide formulation. Other components of the formulation, however, may
also represent health hazards or affect the extent to which the item is con-
taminated or the difficulty of decontamination. The materials of construc-
tion of the item also affect the extent of contamination and the ease of
decontamination.
Contaminants may be present on the surface of the item, trapped in inter-
stices of fibers, or molecularly absorbed into the matrix of PPE. The loca-
tion of the contaminant significantly affects the ease with and extent to
which an item can be decontaminated. Contaminant location is dependent
on several factors including:
• the form of the pesticide when it contacted the PPE (i.e., gas, liquid, solid)
• if a liquid or gas, the specific interaction of the contaminant with the
materials of construction of the PPE
• . the temperature
• duration of contact
Garments and other PPE vary widely in form and materials of construction.
(See Sections 3, 4, and 5.) Briefly, garments are usually either woven or knit
image:
 152 Decontamination/ Laundering
fabrics of natural (e.g., cotton and wool) and synthetic (e.g., nylon, rayon,
and polyester) fibers, or nonwoven fabrics based on synthetic fibers (e.g.,
polyethylene and polypropylene). Blends of cotton/polyester are durable,
easy to care for, and are common. Some fibers are treated with stain-, soil-,
or water-repellents. In some cases, the fabrics are coated with a nonporous,
rubber or plastic film. Nonporous, rubber or plastic films, sheets, and coat-
ings are the basis for most chemical-resistant clothing. Scores of different
compositions of plastic and rubber are used. Many other items of protective
equipment are made from molded plastic and rubber. All forms of PPE may
contain topographical irregularities and voids that can entrap contaminants
on both micro- and macro-scopic scales.
In agriculture, water and detergent/water solutions are the conventional,
active means for removing contaminants from clothing. These solutions can
be used in work areas where pesticides are handled or outside of this work
environment. When used outside the work environment, standard home
laundry procedures and equipment are frequently used. Contaminants are
also removed by aeration. Dry cleaning and other available means for decon-
tamination are not widely used in agriculture.
If one considers the tens of thousands of pesticide formulations, hundreds of
different materials of construction of protective equipment, and the limitless
number of potential exposure conditions, one realizes that decontamination
rules for each instance of contamination are not practical. Useful generaliza-
tions, however, can be generated based on an understanding of some funda-
mental principles. These principles are discussed in this section.
9.2 Forms of Contamination
Contamination occurs when a chemical contacts and remains with the PPE.
The chemical may stick to the surface; become entrapped in fiber interstices,
pores, folds, and corners; adsorb to surfaces; or be absorbed into the molecu-
lar structure (i.e., matrix) of the item. The applicable mechanism(s) is depen-
dent on the specific interaction between the formulation and materials of
construction of the PPE item. These interactions may differ for the concen-
trate, the field strength form of the pesticide, and the pesticide residue after
carriers and water evaporate.
Pesticide mixers typically encounter pesticides in their concentrated forms,
e.g., emulsifiable concentrates, wettable powders, and encapsulated pellets.
In many cases, the mixer dilutes the concentrate with water. Most concen-
trates contain other ingredients that serve as carriers, diluents, surface active
agents (surfactants), fillers, and "stickers." Gaseous agents may be diluted
with inert gases.
The loader, who may also be the mixer and/or the applicator, transfers the
field strength pesticide from the mixing tanks to the application containers.
The loader's most likely potential exposure is to field strength pesticides.
image:
152 Decontamination/ Laundering
fabrics of natural (e.g., cotton and wool) and synthetic (e.g., nylon, rayon,
and polyester) fibers, or nonwoven fabrics based on synthetic fibers (e.g.,
polyethylene and polypropylene). Blends of cotton/polyester are durable,
easy to care for, and are common. Some fibers are treated with stain-, soil-,
or water-repellents. In some cases, the fabrics are coated with a nonporous,
rubber or plastic film. Nonporous, rubber or plastic films, sheets, and coat-
ings are the basis for most chemical-resistant clothing. Scores of different
compositions of plastic and rubber are used. Many other items of protective
equipment are made from molded plastic and rubber. All forms of PPE may
contain topographical irregularities and voids that can entrap contaminants
on both micro- and macro-scopic scales.
In agriculture, water and detergent/water solutions are the conventional,
active means for removing contaminants from clothing. These solutions can
be used in work areas where pesticides are handled or outside of this work
environment. When used outside the work environment, standard home
laundry procedures and equipment are frequently used. Contaminants are
also removed by aeration. Dry cleaning and other available means for decon-
tamination are not widely used in agriculture.
If one considers the tens of thousands of pesticide formulations, hundreds of
different materials of construction of protective equipment, and the limitless
number of potential exposure conditions, one realizes that decontamination
rules for each instance of contamination are not practical. Useful generaliza-
tions, however, can be generated based on an understanding of some funda-
mental principles. These principles are discussed in this section.
9.2 Forms of Contamination
Contamination occurs when a chemical contacts and remains with the PPE.
The chemical may stick to the surface; become entrapped in fiber interstices,
pores, folds, and corners; adsorb to surfaces; or be absorbed into the molecu-
lar structure (i.e., matrix) of the item. The applicable mechanism(s) is depen-
dent on the specific interaction between the formulation and materials of
construction of the PPE item. These interactions may differ for the concen-
trate, the field strength form of the pesticide, and the pesticide residue after
carriers and water evaporate.
Pesticide mixers typically encounter pesticides in their concentrated forms,
e.g., emulsifiable concentrates, wettable powders, and encapsulated pellets.
In many cases, the mixer dilutes the concentrate with water. Most concen-
trates contain other ingredients that serve as carriers, diluents, surface active
agents (surfactants), fillers, and "stickers." Gaseous agents may be diluted
with inert gases.
The loader, who may also be the mixer and/or the applicator, transfers the
field strength pesticide from the mixing tanks to the application containers.
The loader's most likely potential exposure is to field strength pesticides.
image:
 Decontamination/Laundering 153
Applicators, by definition, apply field strength pesticide. Pesticides are
applied in the form of smokes, mists, fogs, aerosols, vapors, liquids, dusts,
and granules. Thus, PPE can come into contact with solids, liquids, and
gases. Once applied, the pesticide may remain in its original form, evaporate,
dissolve, dry to form powders or dusts, degrade, and so forth.
9.2.1 Pesticides applied in the form o1F solids
Pesticides handled as dusts, powders, granules, and other solid forms are
potential contaminants of surfaces, fiber interstices, and other points of
physical entrapment. On porous surfaces and fabrics, solids can work their
way into the interstices where they become mechanically trapped. Entrap-
ment may occur in two places: between yarns or filaments and between the
fibers making up each yarn. Unless dissolved by perspiration or another
moisture source or the solid has a high vapor pressure, these contaminants
are not likely to diffuse into the molecular structure of the PPE materials.
Entrapment can also occur in seams, closures (e.g., zippers), folds, corners,
and interfaces between PPE components.
9.2.2 Pesticides applied in the form off liquids
9.2.2.1 Solutions. Some inorganic and organic pesticides are soluble in
water and are applied as true aqueous solutions (i.e., a single-phase liquid);
other pesticides are applied as neat liquid or as a solution in an organic liquid
carrier. Generally, water-soluble substances will be sorbed readily into
garments made with hydrophilic fibers or components (e.g., rayon, cotton,
and other natural fibers). Most rubber or plastic items absorb little or no
inorganic compounds from aqueous solutions. Items based on synthetic
polymers, however, are likely to absorb neat organic liquids or chemicals
contained in organic liquid carriers.
9.2.2.2 Aqueous emulsions and suspensions. The active ingredients of
most pesticides are organic liquids or solids that have little or no solubility in
water. These compounds, aided by surfactants and other components of the
formulation, may be adsorbed by or become trapped in the interstices of
• hydrophilic fiber structures. They have even been observed in the lumen of
cotton fibers.1 In addition, they may be absorbed by hydrophobic materials
(e.g., polyolefin fabrics, plastic eye and face protectors, and rubber gloves
and boots). The amount of contaminant absorption increases with increased
residence time on the item, temperature, and concentration of the contami-
nant. Absorption may be exacerbated by other components of the formula-
tion. Oils, hydrocarbons, and other organic carrier solvents in emulsifiable
concentrates are examples of components that can promote the absorption
process. Solvents and surfactants by their nature and presence are intended
to aid penetration, wetting, and sticking.
Contaminants that diffuse into (i.e., absorb) the molecular network of the
item can be very difficult to remove, as compared to those that remain on
the surface or are entrapped in pores, folds, and interstices. Absorption of
chemicals by rubber and plastics was discussed in Section 4. Briefly, the
amount and rate of absorption depends on the specific interactions of the
chemicals in the formulation with the material of construction of the PPE;
absorption increases with increasing temperature.
image:
Decontamination/Laundering 153
Applicators, by definition, apply field strength pesticide. Pesticides are
applied in the form of smokes, mists, fogs, aerosols, vapors, liquids, dusts,
and granules. Thus, PPE can come into contact with solids, liquids, and
gases. Once applied, the pesticide may remain in its original form, evaporate,
dissolve, dry to form powders or dusts, degrade, and so forth.
9.2.1 Pesticides applied in the form o1F solids
Pesticides handled as dusts, powders, granules, and other solid forms are
potential contaminants of surfaces, fiber interstices, and other points of
physical entrapment. On porous surfaces and fabrics, solids can work their
way into the interstices where they become mechanically trapped. Entrap-
ment may occur in two places: between yarns or filaments and between the
fibers making up each yarn. Unless dissolved by perspiration or another
moisture source or the solid has a high vapor pressure, these contaminants
are not likely to diffuse into the molecular structure of the PPE materials.
Entrapment can also occur in seams, closures (e.g., zippers), folds, corners,
and interfaces between PPE components.
9.2.2 Pesticides applied in the form off liquids
9.2.2.1 Solutions. Some inorganic and organic pesticides are soluble in
water and are applied as true aqueous solutions (i.e., a single-phase liquid);
other pesticides are applied as neat liquid or as a solution in an organic liquid
carrier. Generally, water-soluble substances will be sorbed readily into
garments made with hydrophilic fibers or components (e.g., rayon, cotton,
and other natural fibers). Most rubber or plastic items absorb little or no
inorganic compounds from aqueous solutions. Items based on synthetic
polymers, however, are likely to absorb neat organic liquids or chemicals
contained in organic liquid carriers.
9.2.2.2 Aqueous emulsions and suspensions. The active ingredients of
most pesticides are organic liquids or solids that have little or no solubility in
water. These compounds, aided by surfactants and other components of the
formulation, may be adsorbed by or become trapped in the interstices of
• hydrophilic fiber structures. They have even been observed in the lumen of
cotton fibers.1 In addition, they may be absorbed by hydrophobic materials
(e.g., polyolefin fabrics, plastic eye and face protectors, and rubber gloves
and boots). The amount of contaminant absorption increases with increased
residence time on the item, temperature, and concentration of the contami-
nant. Absorption may be exacerbated by other components of the formula-
tion. Oils, hydrocarbons, and other organic carrier solvents in emulsifiable
concentrates are examples of components that can promote the absorption
process. Solvents and surfactants by their nature and presence are intended
to aid penetration, wetting, and sticking.
Contaminants that diffuse into (i.e., absorb) the molecular network of the
item can be very difficult to remove, as compared to those that remain on
the surface or are entrapped in pores, folds, and interstices. Absorption of
chemicals by rubber and plastics was discussed in Section 4. Briefly, the
amount and rate of absorption depends on the specific interactions of the
chemicals in the formulation with the material of construction of the PPE;
absorption increases with increasing temperature.
image:
 154 Decontamination/ Laundering
The degree of difficulty of removing an absorbed contaminant is exemplified
in Paragraphs 9.2.3 and 9.3.3.
Similar to solutions, multiphase liquids may dry, leaving contaminant resi-
dues on the surface and within the pores, folds, and interstices of the item.
9.2.3 Pesticides applied as gases
Gases may be absorbed or adsorbed depending on the specific interaction
of the gas with the materials of the protective gear.
Even volatile gases that are absorbed can be difficult to remove as exempli-
fied by ethylene oxide (ETO). ETO is widely used for medical clothing and
devices sterilization, in industrial sterilization, and for agricultural fumiga-
tion and sterilization. Washing does not remove all of the ETO from a
thoroughly permeated garment. For polymers and rubbers sterilized with
ETO, long aeration times are required for the slow, diffusive evaporation
of ETO. The FDA tested ETO-sterilized, polymeric, intraocular lenses
and found that, in some cases, more than 105 days (with aeration at 90°F
and with 10 air exchanges per hour) were required to reduce the ETO to
the 25-ppm limit recommended by FDA.2 For several polymeric materials,
the ETO content remained above levels considered safe, even after 15 days
of aeration.3 In the hospital, ETO-sterilized garments and materials require
aeration periods ranging from days to weeks before they are returned to
service.4
9.3 Decontamination Processes
Decontamination is the removal of an unwanted chemical from PPE render-
ing it safe for doffing, reuse, disposal, or some other postdecontamination
action. In practice, total removal of the contaminant is rare. Although the
residues may be so low as to be inconsequential, uncertainty about the
residue level is a continuing problem.
The decontamination processes discussed in this section are:
• Laundering
• Dry cleaning
• Aeration
• Chemical treatments
• Useofsorbents
Under each heading, the discussion is subdivided according to the materials
of construction of the PPE: cotton and cotton/polyester fabrics, polyolefin
fabrics, and nonporous plastic and rubber items.
The discussions on laundry and dry cleaning are based principally on infor-
mation gathered from two important, recent review publications:
• "Limiting Pesticide Exposure Through Textile Cleaning Procedures,"
C.N. Nelson and J.R. Flecker, Eds., North Central Cooperative Series
#314, North Dakota State University at Fargo, March 1988.5
image:
154 Decontamination/ Laundering
The degree of difficulty of removing an absorbed contaminant is exemplified
in Paragraphs 9.2.3 and 9.3.3.
Similar to solutions, multiphase liquids may dry, leaving contaminant resi-
dues on the surface and within the pores, folds, and interstices of the item.
9.2.3 Pesticides applied as gases
Gases may be absorbed or adsorbed depending on the specific interaction
of the gas with the materials of the protective gear.
Even volatile gases that are absorbed can be difficult to remove as exempli-
fied by ethylene oxide (ETO). ETO is widely used for medical clothing and
devices sterilization, in industrial sterilization, and for agricultural fumiga-
tion and sterilization. Washing does not remove all of the ETO from a
thoroughly permeated garment. For polymers and rubbers sterilized with
ETO, long aeration times are required for the slow, diffusive evaporation
of ETO. The FDA tested ETO-sterilized, polymeric, intraocular lenses
and found that, in some cases, more than 105 days (with aeration at 90°F
and with 10 air exchanges per hour) were required to reduce the ETO to
the 25-ppm limit recommended by FDA.2 For several polymeric materials,
the ETO content remained above levels considered safe, even after 15 days
of aeration.3 In the hospital, ETO-sterilized garments and materials require
aeration periods ranging from days to weeks before they are returned to
service.4
9.3 Decontamination Processes
Decontamination is the removal of an unwanted chemical from PPE render-
ing it safe for doffing, reuse, disposal, or some other postdecontamination
action. In practice, total removal of the contaminant is rare. Although the
residues may be so low as to be inconsequential, uncertainty about the
residue level is a continuing problem.
The decontamination processes discussed in this section are:
• Laundering
• Dry cleaning
• Aeration
• Chemical treatments
• Useofsorbents
Under each heading, the discussion is subdivided according to the materials
of construction of the PPE: cotton and cotton/polyester fabrics, polyolefin
fabrics, and nonporous plastic and rubber items.
The discussions on laundry and dry cleaning are based principally on infor-
mation gathered from two important, recent review publications:
• "Limiting Pesticide Exposure Through Textile Cleaning Procedures,"
C.N. Nelson and J.R. Flecker, Eds., North Central Cooperative Series
#314, North Dakota State University at Fargo, March 1988.5
image:
 Decontamination/ Laundering 155
• "Cleaning Protective Apparel to Reduce Pesticide Exposure," J. Laughlin
and R.E. Gold, in Reviews of Environmental Contamination and Toxicology,
vol. 101, pp 93-119, Springer-Verlaglnc., New York, 1988.6
In many cases, this discussion uses verbatim quotes from one or the other
of these publications. These quotes, along with the names of the original
researchers, are indicated by italics. Both of these publications are supported
by extensive reference and bibliographical sections.
9.3.1 Laundering
9.3.1.11ntroduction. Although simple in concept, laundering is a complex
process involving chemical and physical events. Laundering relies upon a
removal agent (soap, detergent, or solvent), a diluting medium (water), heat,
and agitation to dissolve or suspend and remove soil or contaminant. Deter-
gency has been described as removal of soil by one of the following mechanisms:
(1) lowering surface and interracial tensions;
(2) solubilization of soil;
(3) suspension and/or emulsification of removed soil;
(4) inactivation of water hardness; and
(5) neutralization of acid soil, particularly the saponification of fatty acids
(soap formation).7
Effective laundering strongly depends on the nature of the interaction of the
specific pesticide formulation with the materials of construction of the
specific item of protective clothing or equipment. Laundering is most effec-
tive for removing of particulate and water soluble contaminants present on
surfaces.
In practice, the efficiency of the laundering process is never 100%, because
not all contaminant is removed and some redeposition of contaminants
occurs. In addition, laundering efficiency varies across the myriad combina-
tions of pesticides, PPE substrates, and laundering conditions. Freshly
washed, perfumed, optically bright clothing may contain residual pesticide;
actual cleanliness maybe illusory. The degree of risk that remains with
cleaned and reused garments is proportional to contaminant toxicity and
retained amount.
The laundering of garments to remove agricultural pesticides has been
widely studied by many land-grant institutions and much is known about the
effectiveness and limitations of the process. The literature, however, contains
many conflicting reports and inadequately detailed experiments, making
generalizations difficult. Nevertheless, health risks can be minimized by the
proper application of the information provided herein.
9.3.1.2 Cotton and cotton/polyester -fabrics
9.3.1.2.1 Introchiction—A general agreement exists within the technical and
Cooperative Extension communities on die essential elements of effective
laundering. These guidelines are presented in Figure 7.
image:
Decontamination/ Laundering 155
• "Cleaning Protective Apparel to Reduce Pesticide Exposure," J. Laughlin
and R.E. Gold, in Reviews of Environmental Contamination and Toxicology,
vol. 101, pp 93-119, Springer-Verlaglnc., New York, 1988.6
In many cases, this discussion uses verbatim quotes from one or the other
of these publications. These quotes, along with the names of the original
researchers, are indicated by italics. Both of these publications are supported
by extensive reference and bibliographical sections.
9.3.1 Laundering
9.3.1.11ntroduction. Although simple in concept, laundering is a complex
process involving chemical and physical events. Laundering relies upon a
removal agent (soap, detergent, or solvent), a diluting medium (water), heat,
and agitation to dissolve or suspend and remove soil or contaminant. Deter-
gency has been described as removal of soil by one of the following mechanisms:
(1) lowering surface and interracial tensions;
(2) solubilization of soil;
(3) suspension and/or emulsification of removed soil;
(4) inactivation of water hardness; and
(5) neutralization of acid soil, particularly the saponification of fatty acids
(soap formation).7
Effective laundering strongly depends on the nature of the interaction of the
specific pesticide formulation with the materials of construction of the
specific item of protective clothing or equipment. Laundering is most effec-
tive for removing of particulate and water soluble contaminants present on
surfaces.
In practice, the efficiency of the laundering process is never 100%, because
not all contaminant is removed and some redeposition of contaminants
occurs. In addition, laundering efficiency varies across the myriad combina-
tions of pesticides, PPE substrates, and laundering conditions. Freshly
washed, perfumed, optically bright clothing may contain residual pesticide;
actual cleanliness maybe illusory. The degree of risk that remains with
cleaned and reused garments is proportional to contaminant toxicity and
retained amount.
The laundering of garments to remove agricultural pesticides has been
widely studied by many land-grant institutions and much is known about the
effectiveness and limitations of the process. The literature, however, contains
many conflicting reports and inadequately detailed experiments, making
generalizations difficult. Nevertheless, health risks can be minimized by the
proper application of the information provided herein.
9.3.1.2 Cotton and cotton/polyester -fabrics
9.3.1.2.1 Introchiction—A general agreement exists within the technical and
Cooperative Extension communities on die essential elements of effective
laundering. These guidelines are presented in Figure 7.
image:
 156 Decontamination/ Laundering
Figure 7. Guidelines for laundering pesticide-contaminated
clothing13
Air
Hang garments outdoors to air.
Prerinse
Use one of three methods:
• Hose off garments outdoors
• Rinse in separate rub or pail
• Agitate in automatic washer
Pretreat (heavily contaminated or heavily soiled garments)
Use heavy-duty liquid detergent or a prewash product
Washer Load
Wash garments separately from family wash
Wash garments contaminated with the same pesticide together
Load Size
Wash only a few garments at a time
Water Level
Use full water level
Water Temperature
Use hot water, 140°F or higher
Wash Cycle
Use normal 12-minute cycle
Laundry Detergent
Use a heavy-duty detergent
Use amount recommended on package or more for heavy soil/hard
water
[There seems to be no advantage to using bleach or ammonia]
Rinse
Use two, full, warm rinses
Dry
Line dry (to avoid contaminating dryer)
Clean Washer
Run complete, but empty, cycle, using hot water and detergent
image:
156 Decontamination/ Laundering
Figure 7. Guidelines for laundering pesticide-contaminated
clothing13
Air
Hang garments outdoors to air.
Prerinse
Use one of three methods:
• Hose off garments outdoors
• Rinse in separate rub or pail
• Agitate in automatic washer
Pretreat (heavily contaminated or heavily soiled garments)
Use heavy-duty liquid detergent or a prewash product
Washer Load
Wash garments separately from family wash
Wash garments contaminated with the same pesticide together
Load Size
Wash only a few garments at a time
Water Level
Use full water level
Water Temperature
Use hot water, 140°F or higher
Wash Cycle
Use normal 12-minute cycle
Laundry Detergent
Use a heavy-duty detergent
Use amount recommended on package or more for heavy soil/hard
water
[There seems to be no advantage to using bleach or ammonia]
Rinse
Use two, full, warm rinses
Dry
Line dry (to avoid contaminating dryer)
Clean Washer
Run complete, but empty, cycle, using hot water and detergent
image:
 Decontamination/Laundering 157
9.3.1.2.2 Contamination type—In general, non-oily particles (e.g., wettable
powders, encapsulated formulations, and dusts) are more thoroughly
removed from cotton and cotton/polyester fabrics by home laundry deter-
gents than are oily soils. Apparently, the presence of oily substances enables
the soil to wet and penetrate the fibers.
Water soluble contaminants are more readily removed than those com-
pounds with low water solubility. Keaschall et al. concluded that water
solubility of the active ingredient may be a more reliable indicator of the
relative ease of removal than its chemical class.8 This conclusion is supported
by Flecker et al. who found that carbaryl was readily removed by aqueous
extraction as compared to chlorothalonil; the solubility of carbaryl in water
is 100 times greater.9
Keaschall et al. studied 11 pesticides for three chemical classes: organophos-
phates, organochlorines, and carbamates. Differences in after-laundering
residue were found both among chemical classes, with largest overall residue
for organochlorines and smallest for carbamates, and within classes, with
greatest variability for organophosphates.8 Combinations of pesticides hi
one fabric were more difficult to remove than were pesticides singly applied
to fabric specimens.10
Easley et al. reported that methyl parathion residues following laundering
were directly related to the methyl parathion concentrations in the challenge
liquid. For methyl parathion concentrates the residues were not reduced to
safe levels even after ten launderings. Consequently, the authors recom-
mended disposal of garments that are heavily contaminated with highly toxic
concentrates.11'12
93.1.23 Detergent type—The four synthetic laundry detergent components most
likely to change from one branded product to another are the surfactant, builder,
anti-redeposition agent, and optical brightener. The surfactant is the basic cleaning
ingredient in the detergent.
Powdered or granular detergents are typically based on anionic surfactants
such as pentasodium tripolyphosphate (STPP) or tetrapotassium pyrophos-
phate (TKPP). Anionic surfactants are sensitive to water hardness; the
harder the water, the less effective the detergent.
Nonionic surfactants, sometimes in combination with anionic surfactants,
are used in heavy duty liquid detergents. The effectiveness of these deter-
gents is less affected by water hardness and water temperature. Easley etal.
found that a nonionic heavy duty liquid detergent removed higher percentages of
methyl parathion compared with phosphate, high phosphate, and carbonate
detergent powders.2 Olsen et al. found that heavy duty liquid detergent was less
effective than either carbonate or phosphate detergent for paraquat removal.1*
Raheel found that heavy duty liquid detergent was more effective in
removing either oil-based pesticide formulation or pesticide residues from
oleophilic surfaces such as durable-press (DP) finished cotton/polyester
fabrics.14
image:
Decontamination/Laundering 157
9.3.1.2.2 Contamination type—In general, non-oily particles (e.g., wettable
powders, encapsulated formulations, and dusts) are more thoroughly
removed from cotton and cotton/polyester fabrics by home laundry deter-
gents than are oily soils. Apparently, the presence of oily substances enables
the soil to wet and penetrate the fibers.
Water soluble contaminants are more readily removed than those com-
pounds with low water solubility. Keaschall et al. concluded that water
solubility of the active ingredient may be a more reliable indicator of the
relative ease of removal than its chemical class.8 This conclusion is supported
by Flecker et al. who found that carbaryl was readily removed by aqueous
extraction as compared to chlorothalonil; the solubility of carbaryl in water
is 100 times greater.9
Keaschall et al. studied 11 pesticides for three chemical classes: organophos-
phates, organochlorines, and carbamates. Differences in after-laundering
residue were found both among chemical classes, with largest overall residue
for organochlorines and smallest for carbamates, and within classes, with
greatest variability for organophosphates.8 Combinations of pesticides hi
one fabric were more difficult to remove than were pesticides singly applied
to fabric specimens.10
Easley et al. reported that methyl parathion residues following laundering
were directly related to the methyl parathion concentrations in the challenge
liquid. For methyl parathion concentrates the residues were not reduced to
safe levels even after ten launderings. Consequently, the authors recom-
mended disposal of garments that are heavily contaminated with highly toxic
concentrates.11'12
93.1.23 Detergent type—The four synthetic laundry detergent components most
likely to change from one branded product to another are the surfactant, builder,
anti-redeposition agent, and optical brightener. The surfactant is the basic cleaning
ingredient in the detergent.
Powdered or granular detergents are typically based on anionic surfactants
such as pentasodium tripolyphosphate (STPP) or tetrapotassium pyrophos-
phate (TKPP). Anionic surfactants are sensitive to water hardness; the
harder the water, the less effective the detergent.
Nonionic surfactants, sometimes in combination with anionic surfactants,
are used in heavy duty liquid detergents. The effectiveness of these deter-
gents is less affected by water hardness and water temperature. Easley etal.
found that a nonionic heavy duty liquid detergent removed higher percentages of
methyl parathion compared with phosphate, high phosphate, and carbonate
detergent powders.2 Olsen et al. found that heavy duty liquid detergent was less
effective than either carbonate or phosphate detergent for paraquat removal.1*
Raheel found that heavy duty liquid detergent was more effective in
removing either oil-based pesticide formulation or pesticide residues from
oleophilic surfaces such as durable-press (DP) finished cotton/polyester
fabrics.14
image:
 158 Decontamination/Laundering
Keascball et al. found a prewash surfactant treatment -was more effective than
laundering without a prewash product in lowering the residue of 11 pesticides.9
Several researchers have shown reduced pesticide residues after laundering
when the fabric was pretreated with a dry-cleaning solvent.
There seems to be no advantage to pretreating with or using bleach or
ammonia in laundering.
9.3.1.2.4 Temperature—The effect of water temperature on the effective-
ness of laundering seems to depend on the pesticide and the fabric. (See
page 106 of the Laughlin and Gold publication.) Contaminant residues
decrease as the temperature is increased, to a certain point Olsen et al.
observed essentially no difference between 49°C and 60°C, confirming the work
ofEasleyetal.l*-n
The NC-170 study found that hot water (60°C) and warm water (49°C)
washes were equally effective in removing pesticides. Water temperatures
below 30°C were ineffective.5
9.3.1.2.5 Water
Hardness. In any decontamination process involving use of water, the water
itself may play a role in effectiveness. Water makes up 99%+ of the wash and
rinse solutions of most laundries. The water hardness is of primary concern.
Water pH can also be important. The concentrations in the water of calcium
and magnesium ions (as well as others such as manganese and iron) deter-
mine water hardness. Hardness varies across the contiguous 48 states. Water
from wells, farm pits and ponds, and remote water sources may vary consid-
erably in hardness from those of "city water" in the same geographical
region. The performance of many laundry detergents, particularly those
based on anionic surfactants, decreases with increasing water hardness.
Laughlin and Gold report no degradation in the performance of an anionic
detergent at hardnesses below 600 ppm. Above this level, performance could
be retained by the use of a prewash treatment. Heavy-duty liquid detergents
were less affected by water hardness than solid detergents. Furthermore,
they found that water hardness seems to affect more negatively the effective-
ness of pesticide removal from fabrics treated with soil-repellents than from
unfinished fabrics.1J
pH. The acidity or alkalinity of a solution is characterized by its pH. The pH
scale runs from 1 (most acid) to 14 (most alkaline), with 7 indicating neutral-
ity. The pH of a solution can have a significant effect on solubilization (or
precipitation) of contaminating pesticide chemicals, depending on their
chemical makeup. Detergent products can be formulated to produce any
desired level of alkalinity dictated by requirements for the cleaning task.
Since alkalinity is useful in removing acidic, fatty, and oily soils, most deter-
gents are more effective when on the alkaline side. Ideally, the wash solution
is made up using neutral water so as not to unbalance pH cleaning require-
ments. In practice, water is rarely neutral. Some natural waters are highly
acidic, and others are becoming more and more acidic due to the acid rain
phenomenon.
image:
158 Decontamination/Laundering
Keascball et al. found a prewash surfactant treatment -was more effective than
laundering without a prewash product in lowering the residue of 11 pesticides.9
Several researchers have shown reduced pesticide residues after laundering
when the fabric was pretreated with a dry-cleaning solvent.
There seems to be no advantage to pretreating with or using bleach or
ammonia in laundering.
9.3.1.2.4 Temperature—The effect of water temperature on the effective-
ness of laundering seems to depend on the pesticide and the fabric. (See
page 106 of the Laughlin and Gold publication.) Contaminant residues
decrease as the temperature is increased, to a certain point Olsen et al.
observed essentially no difference between 49°C and 60°C, confirming the work
ofEasleyetal.l*-n
The NC-170 study found that hot water (60°C) and warm water (49°C)
washes were equally effective in removing pesticides. Water temperatures
below 30°C were ineffective.5
9.3.1.2.5 Water
Hardness. In any decontamination process involving use of water, the water
itself may play a role in effectiveness. Water makes up 99%+ of the wash and
rinse solutions of most laundries. The water hardness is of primary concern.
Water pH can also be important. The concentrations in the water of calcium
and magnesium ions (as well as others such as manganese and iron) deter-
mine water hardness. Hardness varies across the contiguous 48 states. Water
from wells, farm pits and ponds, and remote water sources may vary consid-
erably in hardness from those of "city water" in the same geographical
region. The performance of many laundry detergents, particularly those
based on anionic surfactants, decreases with increasing water hardness.
Laughlin and Gold report no degradation in the performance of an anionic
detergent at hardnesses below 600 ppm. Above this level, performance could
be retained by the use of a prewash treatment. Heavy-duty liquid detergents
were less affected by water hardness than solid detergents. Furthermore,
they found that water hardness seems to affect more negatively the effective-
ness of pesticide removal from fabrics treated with soil-repellents than from
unfinished fabrics.1J
pH. The acidity or alkalinity of a solution is characterized by its pH. The pH
scale runs from 1 (most acid) to 14 (most alkaline), with 7 indicating neutral-
ity. The pH of a solution can have a significant effect on solubilization (or
precipitation) of contaminating pesticide chemicals, depending on their
chemical makeup. Detergent products can be formulated to produce any
desired level of alkalinity dictated by requirements for the cleaning task.
Since alkalinity is useful in removing acidic, fatty, and oily soils, most deter-
gents are more effective when on the alkaline side. Ideally, the wash solution
is made up using neutral water so as not to unbalance pH cleaning require-
ments. In practice, water is rarely neutral. Some natural waters are highly
acidic, and others are becoming more and more acidic due to the acid rain
phenomenon.
image:
 Decontamination/Laundering 159
9.3.1.2.6 Timeliness—Unless one is willing to aerate protective gear for
long times (weeks or months), decontamination is best effected, as soon as
possible after contact with pesticide. Early decontamination minimizes
chemical absorption. As the elapsed time between pesticide exposure and
laundering increases, absorption increases and effective decontamination
becomes more difficult. Goodman et al. showed significantly higher methyl
parathion residues for fabrics that were laundered after five days of repeated
daily doses as compared to fabrics receiving the same daily dose but laun-
dered daily.16 Kim et al. in a study involving fonofos and alachlor con-
cluded that "immediate washing resulted in significantly greater residue
removal."17
Obendorfand Klemasb used electron microscopy to study oily soil distribution in
fibers. As the soil diffused into the fiber matrix and penetrated into the lumen and
convolutions in cotton, its removal became more difficult.1S Conventional wisdom
is that clothing should be laundered daily.
9,3.1.2.1Process—Pre-rinses, multiple wash cycles, and postwash rinse
cycles can all contribute to reduced levels of residual contamination. More
vigorous agitation has been shown to reduce surface contamination but to
have less of an effect on contamination in the lumen and crevices of cotton.19
As mentioned earlier, laundering is a dilution process, therefore the more
cycles and volumes of water used, the lower will be the residue all else being
equal.
9.3.1.2.8 Fiber and fabric effects—A tightly woven textile fabric may be
more effective in excluding dusts and powders, but if contaminated, more
difficult to clearf. Conversely, a loosely woven fabric may not exclude
impinging pesticides, but may be more easily cleaned in washing. A dense
fiber network may hold liquids by capillarity within the fabric and decon-
tamination of the interior fibers may be difficult, even with strenuous wash-
ing. Contaminants are more difficult to remove from tightly woven or
crimped fabrics, which tend to trap contaminants at fiber cross-over points
at depressions, respectively. Lightweight fabrics are more easily thoroughly
laundered; however, tightly woven fabrics seem to initially entrap less con-
tamination.
Several studies indicate that pesticide retention was essentially the same for
all cotton and cotton/polyester fabrics. (See bottom paragraph on page 99 of
Laughlin and Gold publication.) Easter reported that captan in wettable powder
•was more difficult to remove from cotton than from synthetic fibers, due to geometric
bonding and entrapment of particles in fiber surface crevices or interstices.™ Easter
and, Dejonge found that azinphosmethyl, made from an oil-base concentrate, was
more difficult to remove from cotton than from synthetic fibers.20 Obendorf and
Solbrig reported that whereas malathion and methyl parathion were found
in the lumen of cotton, they were not found in the polyester fibers of a
cotton/polyester fabric.1
image:
Decontamination/Laundering 159
9.3.1.2.6 Timeliness—Unless one is willing to aerate protective gear for
long times (weeks or months), decontamination is best effected, as soon as
possible after contact with pesticide. Early decontamination minimizes
chemical absorption. As the elapsed time between pesticide exposure and
laundering increases, absorption increases and effective decontamination
becomes more difficult. Goodman et al. showed significantly higher methyl
parathion residues for fabrics that were laundered after five days of repeated
daily doses as compared to fabrics receiving the same daily dose but laun-
dered daily.16 Kim et al. in a study involving fonofos and alachlor con-
cluded that "immediate washing resulted in significantly greater residue
removal."17
Obendorfand Klemasb used electron microscopy to study oily soil distribution in
fibers. As the soil diffused into the fiber matrix and penetrated into the lumen and
convolutions in cotton, its removal became more difficult.1S Conventional wisdom
is that clothing should be laundered daily.
9,3.1.2.1Process—Pre-rinses, multiple wash cycles, and postwash rinse
cycles can all contribute to reduced levels of residual contamination. More
vigorous agitation has been shown to reduce surface contamination but to
have less of an effect on contamination in the lumen and crevices of cotton.19
As mentioned earlier, laundering is a dilution process, therefore the more
cycles and volumes of water used, the lower will be the residue all else being
equal.
9.3.1.2.8 Fiber and fabric effects—A tightly woven textile fabric may be
more effective in excluding dusts and powders, but if contaminated, more
difficult to clearf. Conversely, a loosely woven fabric may not exclude
impinging pesticides, but may be more easily cleaned in washing. A dense
fiber network may hold liquids by capillarity within the fabric and decon-
tamination of the interior fibers may be difficult, even with strenuous wash-
ing. Contaminants are more difficult to remove from tightly woven or
crimped fabrics, which tend to trap contaminants at fiber cross-over points
at depressions, respectively. Lightweight fabrics are more easily thoroughly
laundered; however, tightly woven fabrics seem to initially entrap less con-
tamination.
Several studies indicate that pesticide retention was essentially the same for
all cotton and cotton/polyester fabrics. (See bottom paragraph on page 99 of
Laughlin and Gold publication.) Easter reported that captan in wettable powder
•was more difficult to remove from cotton than from synthetic fibers, due to geometric
bonding and entrapment of particles in fiber surface crevices or interstices.™ Easter
and, Dejonge found that azinphosmethyl, made from an oil-base concentrate, was
more difficult to remove from cotton than from synthetic fibers.20 Obendorf and
Solbrig reported that whereas malathion and methyl parathion were found
in the lumen of cotton, they were not found in the polyester fibers of a
cotton/polyester fabric.1
image:
 160 Decontamination/ Laundering
9.3.1.2.9 Fabric finishes—Soil- and water-repellent (although not durable
press) fabric finishes seem to reduce the level of contamination but make
decontamination more difficult. Laughlin et al. reported that methyl para-
thion residues after laundering were similar for unfinished fabric, a dura-
ble-press finished fabric, and fluorocarbon soil-repellent finished fabric, but
the initial contamination of the soil-repellent finished fabric was only 20%
of that of the other two fabrics. The authors conclude that the soil-repellent
finish promoted soil redeposition during laundering.21
Within the last few years, soil-release finishes have been introduced. The
laundering results are not definitive, but Laughlin and Gold have concluded
that an acrylic acid soil-releasing finish cannot be recommended over a
fluorocarbon soil-repellent finish.6
Most laundering studies have shown that the effectiveness of fabric finishes
in reducing pesticides penetration decreases with the number of launderings.
Starch has been suggested as a finish that facilitates the decontamination
process by trapping the pesticide at the surface of the fiber. Upon launder-
ing, the starch dissolves in water and carries away the pesticide. Obendorf et
al. found that an 8% (w/w) add-on of starch reduced the area of contamina-
tion when methyl parathion was applied to polyester/cotton fabric. Starching
at this level also helped remove the methyl parathion from the 65/35 polyes-
ter/cotton fabric.22 Laughlin et al. did not observe this effect, but noted that
the amount of starch add-on in their study may have been too low.23
9.3.2.1.10 Contamination transfer—Laughlin et al. concluded from laun-
dry studies involving methyl parathion that "the percentages of methyl
parathion transferred hi laundry were minuscule; however care should be
exercised in laundering of pesticide contaminated clothing in the home.
Wettable powder formulations may be the most easily removed from the
original fabric and most readily transferred to the clean fabric due to the
particulate nature of their composition."24
9.3.1.3 Polyolefin fabrics. Clothing based on nonwoven, polyolefin
fabrics (e.g., Tyvek and SMS ) is typically thought of as single-use or dispos-
able. This clothing, however, can be laundered and reused. Dupont, the
manufacturer of Tyvek spunbonded olefin, provides guidance on launder-
ability, suggesting detergent and conditions appropriate for both home and
commercial cleaning. (See Appendix T.) In its guidance document, Dupont
notes that water soluble substances can be removed but that the oleophilic
nature of Tyvek allows industrial oils to soak into its fibrous structure. The
removal of chemicals that are absorbed into fibers can be difficult.
In contrast to cotton and cotton/polyester fabrics, no information could be
found in the literature on the removal of pesticides from polyolefin fabrics.
Easter reported, however, that the removal of an oil-based pesticide was
more difficult from nylon, which is another oleophilic fiber, than from
denim.20
image:
160 Decontamination/ Laundering
9.3.1.2.9 Fabric finishes—Soil- and water-repellent (although not durable
press) fabric finishes seem to reduce the level of contamination but make
decontamination more difficult. Laughlin et al. reported that methyl para-
thion residues after laundering were similar for unfinished fabric, a dura-
ble-press finished fabric, and fluorocarbon soil-repellent finished fabric, but
the initial contamination of the soil-repellent finished fabric was only 20%
of that of the other two fabrics. The authors conclude that the soil-repellent
finish promoted soil redeposition during laundering.21
Within the last few years, soil-release finishes have been introduced. The
laundering results are not definitive, but Laughlin and Gold have concluded
that an acrylic acid soil-releasing finish cannot be recommended over a
fluorocarbon soil-repellent finish.6
Most laundering studies have shown that the effectiveness of fabric finishes
in reducing pesticides penetration decreases with the number of launderings.
Starch has been suggested as a finish that facilitates the decontamination
process by trapping the pesticide at the surface of the fiber. Upon launder-
ing, the starch dissolves in water and carries away the pesticide. Obendorf et
al. found that an 8% (w/w) add-on of starch reduced the area of contamina-
tion when methyl parathion was applied to polyester/cotton fabric. Starching
at this level also helped remove the methyl parathion from the 65/35 polyes-
ter/cotton fabric.22 Laughlin et al. did not observe this effect, but noted that
the amount of starch add-on in their study may have been too low.23
9.3.2.1.10 Contamination transfer—Laughlin et al. concluded from laun-
dry studies involving methyl parathion that "the percentages of methyl
parathion transferred hi laundry were minuscule; however care should be
exercised in laundering of pesticide contaminated clothing in the home.
Wettable powder formulations may be the most easily removed from the
original fabric and most readily transferred to the clean fabric due to the
particulate nature of their composition."24
9.3.1.3 Polyolefin fabrics. Clothing based on nonwoven, polyolefin
fabrics (e.g., Tyvek and SMS ) is typically thought of as single-use or dispos-
able. This clothing, however, can be laundered and reused. Dupont, the
manufacturer of Tyvek spunbonded olefin, provides guidance on launder-
ability, suggesting detergent and conditions appropriate for both home and
commercial cleaning. (See Appendix T.) In its guidance document, Dupont
notes that water soluble substances can be removed but that the oleophilic
nature of Tyvek allows industrial oils to soak into its fibrous structure. The
removal of chemicals that are absorbed into fibers can be difficult.
In contrast to cotton and cotton/polyester fabrics, no information could be
found in the literature on the removal of pesticides from polyolefin fabrics.
Easter reported, however, that the removal of an oil-based pesticide was
more difficult from nylon, which is another oleophilic fiber, than from
denim.20
image:
 Decontamination/ Laundering 161
9.3.1.4 Rubber and plastic items.
Similar to polyolefin fabrics, there is little or no information in the literature
regarding the laundering of rubber and plastic items to remove pesticide
contamination. Surface decontamination of these items is typically per-
formed by hand. The same nonionic or anionic detergents can be used with
warm water. The items can be air dried. Lloyd emphasizes that plastic and
rubber items should not be soaked since this procedure results in redistribu-
tion of contamination; rather, the item should be rinsed.25
Washing the external surface of plastic and rubber items has little or no
effect on chemicals that have been absorbed by the item. Absorption occurs
by a rate process, i.e., diffusion. Decontamination (desorption), therefore, is
also a rate process. Desorption takes time and can be accelerated by increas-
ing the temperature.
Plastic or rubber gloves, boots, eye/face protectors, and so forth that have
become contaminated with pesticide must be reused with caution. As men-
tioned in the Paragraph 9.2.3, long times may be required before the con-
tamination level is reduced to safe levels. Again to minimize absorption, one
should remove the contaminant from the surface of the plastic or rubber
item as soon as possible following contact and should use plastic and rubber
items that absorb the least.
9.3.2 Dry cleaning
Dry cleaning is the second most widely used technique for removing soil
from clothing. The main difference between dry cleaning and laundering
processes is the solvent—water in laundering and nonaqueous, liquid organic
solvents in dry cleaning. Common dry cleaning solvents are hydrocarbon
liquids (e.g., Stoddard solvent) and halogenated hydrocarbon liquids (e.g.,
perchloroethylene). Surfactants are added and moisture content is controlled
to yield approximately 70% RH in a dry cleaning unit. Closed-system, dry
cleaning equipment is elaborate and necessitates solvent recovery and reuse.
Details of the process of dry cleaning are described in Kirk-Othmer.26
9.3.2.1 Cotton and cotton/polyester fabrics. Dry cleaning solvents are
able to wet and penetrate cotton and cotton/polyester more readily than
water/detergent solutions. Furthermore, die dry cleaning solvents, which are
organic liquids, generally have significantly higher capacity for organic
pesticides than do the water/detergent solutions. In view of these consider-
ations, dry cleaning would seem to be the preferred method for decontami-
nating work clothing of pesticides. Ringenberg et al. reported that dry
cleaning was more effective in removing emulsifiable concentrate of chlorpy-
rifos than was a solvent-based pretreatment followed by laundering.27
Cost and process considerations, however, have precluded the use of dry
cleaning for pesticide decontamination. Since dry cleaning solvents are
recovered and reused, there is the possibility that contaminants removed
from one batch could be transferred to the next batch. This was found in the
NC-170 study.5 Furthermore, the International Fabricare Institute advised
image:
Decontamination/ Laundering 161
9.3.1.4 Rubber and plastic items.
Similar to polyolefin fabrics, there is little or no information in the literature
regarding the laundering of rubber and plastic items to remove pesticide
contamination. Surface decontamination of these items is typically per-
formed by hand. The same nonionic or anionic detergents can be used with
warm water. The items can be air dried. Lloyd emphasizes that plastic and
rubber items should not be soaked since this procedure results in redistribu-
tion of contamination; rather, the item should be rinsed.25
Washing the external surface of plastic and rubber items has little or no
effect on chemicals that have been absorbed by the item. Absorption occurs
by a rate process, i.e., diffusion. Decontamination (desorption), therefore, is
also a rate process. Desorption takes time and can be accelerated by increas-
ing the temperature.
Plastic or rubber gloves, boots, eye/face protectors, and so forth that have
become contaminated with pesticide must be reused with caution. As men-
tioned in the Paragraph 9.2.3, long times may be required before the con-
tamination level is reduced to safe levels. Again to minimize absorption, one
should remove the contaminant from the surface of the plastic or rubber
item as soon as possible following contact and should use plastic and rubber
items that absorb the least.
9.3.2 Dry cleaning
Dry cleaning is the second most widely used technique for removing soil
from clothing. The main difference between dry cleaning and laundering
processes is the solvent—water in laundering and nonaqueous, liquid organic
solvents in dry cleaning. Common dry cleaning solvents are hydrocarbon
liquids (e.g., Stoddard solvent) and halogenated hydrocarbon liquids (e.g.,
perchloroethylene). Surfactants are added and moisture content is controlled
to yield approximately 70% RH in a dry cleaning unit. Closed-system, dry
cleaning equipment is elaborate and necessitates solvent recovery and reuse.
Details of the process of dry cleaning are described in Kirk-Othmer.26
9.3.2.1 Cotton and cotton/polyester fabrics. Dry cleaning solvents are
able to wet and penetrate cotton and cotton/polyester more readily than
water/detergent solutions. Furthermore, die dry cleaning solvents, which are
organic liquids, generally have significantly higher capacity for organic
pesticides than do the water/detergent solutions. In view of these consider-
ations, dry cleaning would seem to be the preferred method for decontami-
nating work clothing of pesticides. Ringenberg et al. reported that dry
cleaning was more effective in removing emulsifiable concentrate of chlorpy-
rifos than was a solvent-based pretreatment followed by laundering.27
Cost and process considerations, however, have precluded the use of dry
cleaning for pesticide decontamination. Since dry cleaning solvents are
recovered and reused, there is the possibility that contaminants removed
from one batch could be transferred to the next batch. This was found in the
NC-170 study.5 Furthermore, the International Fabricare Institute advised
image:
 162 Decontamination/ Laundering
its members to avoid dry cleaning garments containing pesticides and chlori-
nated contaminants because of toxic residues and contaminated filter
wastes.28 Ideally the dry cleaning unit would be used only for pesticide
contaminated items and the solvents renewed when a new pesticide is
present. The NC-170 study concluded that there was no advantage of dry
cleaning over laundering.5
9.3.2,2 Polyolefin fabrics. Although polyolefin fabrics are probably
resistant to dry cleaning solvents and these solvents would be expected to
function as vehicles for pesticide removal, no information was found in the
literature on the effectiveness of dry cleaning to remove pesticide from
polyolefin based fabrics.
9.3.2.3 Rubber and plastic materials. No information was found in the
literature on dry cleaning as a process for removing pesticide from protective
gear. Dry cleaning solvents, however, can be deleterious to plastics, rubbers,
coatings, repellent finished, etc. They may extract or dissolve plasticizers,
stabilizers, and additives from the item. The dissolution or extraction of soil
repellent treatments and coatings could compromise the protective function
of a garment. Materials may become embrittled or exhibit stress cracking. In
some cases, the solvents may even dissolve materials, finishes, adhesives,
sealants, etc. of the protective item.
9.3.3 Aeration
Considerations pertinent to aeration as a decontamination process apply
equally across all material types and, therefore, the discussion is not divided
under the headings of Cotton and Cotton/Polyester Fabrics, Polyolefin
Fabrics, and Plastic and Rubber Items.
Liquid and gaseous chemicals evaporate with time. The rate of evaporation
depends on the temperature, the flowrate of air over the chemical, and the
vapor pressure of the chemical. At ambient temperatures, many carrier and
diluent solvents in pesticide formulations would be expected to evaporate
from contaminated items fairly rapidly. Oils and other liquids with low vapor
pressures would not be expected to evaporate rapidly. Evaporation of
absorbed chemical can only occur after that chemical has diffused to the
surface of the item. The diffusion process can be rapid or very slow, depend-
ing on the specific interaction of the chemical with the material of construc-
tion of the protective item.
Aeration of contaminated garments is an option for decontamination in
some instances, and is recommended by many state farm agencies before
laundering. Aeration, however, has practical limitations. Flecker et al.
reported that as low as 65% but typically between 80 and 90% of the chloro-
thalonil and Carbaryl applied to cotton and cotton/polyester remained after
21 days aeration in flowing air at room temperature.29
Laughlin and Gold studied the evaporative dissipation of methyl parathion
from laundered protective apparel fabrics and found that some pesticide
was eliminated to air, but residual pesticide was detected even after
image:
162 Decontamination/ Laundering
its members to avoid dry cleaning garments containing pesticides and chlori-
nated contaminants because of toxic residues and contaminated filter
wastes.28 Ideally the dry cleaning unit would be used only for pesticide
contaminated items and the solvents renewed when a new pesticide is
present. The NC-170 study concluded that there was no advantage of dry
cleaning over laundering.5
9.3.2,2 Polyolefin fabrics. Although polyolefin fabrics are probably
resistant to dry cleaning solvents and these solvents would be expected to
function as vehicles for pesticide removal, no information was found in the
literature on the effectiveness of dry cleaning to remove pesticide from
polyolefin based fabrics.
9.3.2.3 Rubber and plastic materials. No information was found in the
literature on dry cleaning as a process for removing pesticide from protective
gear. Dry cleaning solvents, however, can be deleterious to plastics, rubbers,
coatings, repellent finished, etc. They may extract or dissolve plasticizers,
stabilizers, and additives from the item. The dissolution or extraction of soil
repellent treatments and coatings could compromise the protective function
of a garment. Materials may become embrittled or exhibit stress cracking. In
some cases, the solvents may even dissolve materials, finishes, adhesives,
sealants, etc. of the protective item.
9.3.3 Aeration
Considerations pertinent to aeration as a decontamination process apply
equally across all material types and, therefore, the discussion is not divided
under the headings of Cotton and Cotton/Polyester Fabrics, Polyolefin
Fabrics, and Plastic and Rubber Items.
Liquid and gaseous chemicals evaporate with time. The rate of evaporation
depends on the temperature, the flowrate of air over the chemical, and the
vapor pressure of the chemical. At ambient temperatures, many carrier and
diluent solvents in pesticide formulations would be expected to evaporate
from contaminated items fairly rapidly. Oils and other liquids with low vapor
pressures would not be expected to evaporate rapidly. Evaporation of
absorbed chemical can only occur after that chemical has diffused to the
surface of the item. The diffusion process can be rapid or very slow, depend-
ing on the specific interaction of the chemical with the material of construc-
tion of the protective item.
Aeration of contaminated garments is an option for decontamination in
some instances, and is recommended by many state farm agencies before
laundering. Aeration, however, has practical limitations. Flecker et al.
reported that as low as 65% but typically between 80 and 90% of the chloro-
thalonil and Carbaryl applied to cotton and cotton/polyester remained after
21 days aeration in flowing air at room temperature.29
Laughlin and Gold studied the evaporative dissipation of methyl parathion
from laundered protective apparel fabrics and found that some pesticide
was eliminated to air, but residual pesticide was detected even after
image:
 Decontamination/Laundering ~~163
4032 hours.30 Evaporation rate is a strong function of temperature. In
general, except for the most volatile compounds, aeration times are unpracti-
cally long at normal outdoor temperatures. For some fabrics examined,
soil-repellent finish hindered evaporative dissipation of pesticide.
9.3.4 Chemical treatments
Certain pesticides can be detoxified by reaction with acids or bases. Basic
solutions are used by the military as one means for decontamination/detoxif-
ication of chemical warfare agents, many of which are chemically similar to
agricultural pesticides. Chemical treatment requires specific knowledge of
the pesticides formulation if the proper treatment is to be selected and safely
carried out.
Importantly, application of acid or base is contraindicated in some instances.
It is not recommended that alkaline materials such as lye or lime be used
with pyrethroids, Fenvalerate, or Pydin, since they will decompose. Acidifi-
cation of lime-sulfur spray solutions may result in decomposition and release
of hydrogen sulfide, a toxic gas. More generally, Lloyd states that "few
pesticides appear to be degraded effectively by hydrolysis with acids and
aqueous alkalies for example and there is a risk of forming more toxic deriva-
tives in some cases on treatment with oxidizing reagents."26
Chemical decontamination raises concerns relative to the hazards of bring-
ing additional chemicals onto a farm, of having persons with little or no
background in chemistry using them, and of potentially generating addition-
al, uncharacterized, potentially hazardous wastes.
9.3.4.1 Cotton and cotton/polyester fabrics. No information could be
found in the literature on the effectiveness of acids or bases in the decontam-
ination of cotton or cotton/polyester fabrics of pesticides. There is some
concern about the possible degrading effects that such solutions might have
on the fabrics themselves.
9.3.4.2 Polyolefin fabrics. No information could be found in the litera-
ture on the effectiveness of acids and bases in the decontamination of poly-
olefin fabrics. In contrast to cotton and cotton/polyester fabrics, however,
acidic and basic solutions would not be expected to significantly degrade
polyolefin fabrics.
9.3.4.3 Rubber and plastic items. Virtually all plastic and rubber
materials used in protective gear are resistant to acidic and basic solutions.
Consequently, immersion in or washing with these solutions would be an
effective means for decontaminating the surfaces of protective items of
pesticides that are detoxified by reaction with acids or bases. Basic solutions,
for example, will detoxify many organophosphorus pesticides. Acids or bases
applied to the surface, however, will have little or no effect on absorbed
contaminants.
image:
Decontamination/Laundering ~~163
4032 hours.30 Evaporation rate is a strong function of temperature. In
general, except for the most volatile compounds, aeration times are unpracti-
cally long at normal outdoor temperatures. For some fabrics examined,
soil-repellent finish hindered evaporative dissipation of pesticide.
9.3.4 Chemical treatments
Certain pesticides can be detoxified by reaction with acids or bases. Basic
solutions are used by the military as one means for decontamination/detoxif-
ication of chemical warfare agents, many of which are chemically similar to
agricultural pesticides. Chemical treatment requires specific knowledge of
the pesticides formulation if the proper treatment is to be selected and safely
carried out.
Importantly, application of acid or base is contraindicated in some instances.
It is not recommended that alkaline materials such as lye or lime be used
with pyrethroids, Fenvalerate, or Pydin, since they will decompose. Acidifi-
cation of lime-sulfur spray solutions may result in decomposition and release
of hydrogen sulfide, a toxic gas. More generally, Lloyd states that "few
pesticides appear to be degraded effectively by hydrolysis with acids and
aqueous alkalies for example and there is a risk of forming more toxic deriva-
tives in some cases on treatment with oxidizing reagents."26
Chemical decontamination raises concerns relative to the hazards of bring-
ing additional chemicals onto a farm, of having persons with little or no
background in chemistry using them, and of potentially generating addition-
al, uncharacterized, potentially hazardous wastes.
9.3.4.1 Cotton and cotton/polyester fabrics. No information could be
found in the literature on the effectiveness of acids or bases in the decontam-
ination of cotton or cotton/polyester fabrics of pesticides. There is some
concern about the possible degrading effects that such solutions might have
on the fabrics themselves.
9.3.4.2 Polyolefin fabrics. No information could be found in the litera-
ture on the effectiveness of acids and bases in the decontamination of poly-
olefin fabrics. In contrast to cotton and cotton/polyester fabrics, however,
acidic and basic solutions would not be expected to significantly degrade
polyolefin fabrics.
9.3.4.3 Rubber and plastic items. Virtually all plastic and rubber
materials used in protective gear are resistant to acidic and basic solutions.
Consequently, immersion in or washing with these solutions would be an
effective means for decontaminating the surfaces of protective items of
pesticides that are detoxified by reaction with acids or bases. Basic solutions,
for example, will detoxify many organophosphorus pesticides. Acids or bases
applied to the surface, however, will have little or no effect on absorbed
contaminants.
image:
 164 Decontamination/Laundering
9.3.5 Sorbents
Consideration of sorbents applies equally across all material types and,
therefore, the discussion is not divided under the heading of Cotton and
Cotton/Polyester Fabrics, Polyolefin Fabrics, and Plastic and Rubber Items.
Adsorbent materials (e.g., clays, diatomaceous earth, chromatographic resins,
charcoal, zeolites, etc.) can be used to remove surface liquid contamination
and for scavenging vapors as they desorb from the contaminated items. In
some situations, for example a spill, sorbents are very effective and practical.
The military plans the use of sorbent powders in certain chemical warfare
scenarios. Several difficulties exist, however, with the general use of sorbents
for decontamination in agriculture.
Sorbents must somehow be applied to the contaminated item, and then
removed and contained. For decontamination of absorbed chemicals, the
sorbent must be left on the item for very long times, sufficient for the con-
taminant to diffuse from the item and into the sorbents. Although much of
the sorbent might be removed from the garment by brushing, complete
removal of the sorbent would require laundering, which begs the question—
Why not wash the item with detergent in the first place?
9.4 Current Agricultural Decontamination Practices
Existing, published recommendations for decontamination are for the most
part in concurrence, although they sometimes are nonspecific, instructional-
ly different, and conflicting. Examples are reproduced in Appendices U, V,
and W. In practice, the decontamination of PPE to reduce pesticide expo-
sure represents a complex task, and one without national standards or con-
trols. This situation seems to recognize the reality of agriculture but may
compromise the safety of pesticide handlers. A survey of farm families in
Iowa found that decontamination is by conventional rinse and wash-launder-
ing using available detergents, and that the extent of laundering awareness
and frequency of decontamination varied considerably.31
Washing (laundering) with aqueous solution containing detergent is the
preferred, practical route to decontamination, inadequacies not withstand-
ing. The procedure is familiar, relatively safe, simple, and easily conducted.
(See Figure 7.) Furthermore, chemical hydrolysis, which can take place in
the wash, is a major route for the dissipation of many pesticides.32 The
laundering process need only contend with any problems with dissolution,
suspension, and transport of pesticide both within and without the substrate.
An organoleptic indicator of residual contamination can be useful. Most
pesticides have characteristic and persistent odors. If apparel or protective
item is discolored, it is likely not resistant to the pesticide. Other operating
practices to minimize pesticide exposure due to contaminated items are to
periodically discard any apparel used in pesticide work and to designate
specific PPE for use only when applying pesticides. Lloyd states, "Until
effective decontamination procedures are available for the total removal
of surface and adsorbed [ed. does the author mean absorbed?] residues
image:
164 Decontamination/Laundering
9.3.5 Sorbents
Consideration of sorbents applies equally across all material types and,
therefore, the discussion is not divided under the heading of Cotton and
Cotton/Polyester Fabrics, Polyolefin Fabrics, and Plastic and Rubber Items.
Adsorbent materials (e.g., clays, diatomaceous earth, chromatographic resins,
charcoal, zeolites, etc.) can be used to remove surface liquid contamination
and for scavenging vapors as they desorb from the contaminated items. In
some situations, for example a spill, sorbents are very effective and practical.
The military plans the use of sorbent powders in certain chemical warfare
scenarios. Several difficulties exist, however, with the general use of sorbents
for decontamination in agriculture.
Sorbents must somehow be applied to the contaminated item, and then
removed and contained. For decontamination of absorbed chemicals, the
sorbent must be left on the item for very long times, sufficient for the con-
taminant to diffuse from the item and into the sorbents. Although much of
the sorbent might be removed from the garment by brushing, complete
removal of the sorbent would require laundering, which begs the question—
Why not wash the item with detergent in the first place?
9.4 Current Agricultural Decontamination Practices
Existing, published recommendations for decontamination are for the most
part in concurrence, although they sometimes are nonspecific, instructional-
ly different, and conflicting. Examples are reproduced in Appendices U, V,
and W. In practice, the decontamination of PPE to reduce pesticide expo-
sure represents a complex task, and one without national standards or con-
trols. This situation seems to recognize the reality of agriculture but may
compromise the safety of pesticide handlers. A survey of farm families in
Iowa found that decontamination is by conventional rinse and wash-launder-
ing using available detergents, and that the extent of laundering awareness
and frequency of decontamination varied considerably.31
Washing (laundering) with aqueous solution containing detergent is the
preferred, practical route to decontamination, inadequacies not withstand-
ing. The procedure is familiar, relatively safe, simple, and easily conducted.
(See Figure 7.) Furthermore, chemical hydrolysis, which can take place in
the wash, is a major route for the dissipation of many pesticides.32 The
laundering process need only contend with any problems with dissolution,
suspension, and transport of pesticide both within and without the substrate.
An organoleptic indicator of residual contamination can be useful. Most
pesticides have characteristic and persistent odors. If apparel or protective
item is discolored, it is likely not resistant to the pesticide. Other operating
practices to minimize pesticide exposure due to contaminated items are to
periodically discard any apparel used in pesticide work and to designate
specific PPE for use only when applying pesticides. Lloyd states, "Until
effective decontamination procedures are available for the total removal
of surface and adsorbed [ed. does the author mean absorbed?] residues
image:
 Decontamination/ Laundering 165
of pesticides from protective gloves, boots, and garments, disposal of
items grossly contaminated by pesticide concentrates must be considered.
In general if more than ten percent of the surface of protective clothing,
worn next to the skin, is contaminated by a toxic agent then it should
be destroyed."26
9.5 Practical Considerations
Decontamination in an agricultural setting requires several practical
considerations, as follows:
9.5.1 Water use
Since laundering is essentially a dilution and removal process, the more
copious the pre- and postwash rinse, and the more times the wash-cycle is
repeated, the more complete will be the decontamination. In some parts of
the country, however, water is scarce. Application of water to the growing
crop or animals is likely to be of more concern to the farmer than the decon-
tamination of PPE, especially if the farmer does not recognize the potential
hazards. Water may not be available to satisfy a theoretically "best" wash
procedure. Farm pumps and water supplies may not be able to keep up with
water demand, especially in a large operation where much or frequent
washing is required.
9.5.2 Water temperature
Laundering efficiency increases with water temperature. Hot water is
energy-intensive and may not be available in all circumstances. Cold water
will probably be most widely used. In these cases, detergents specifically
formulated for cold water applications should be used.
9.5.3 Dry cleaning
Use of organic solvents and disposal of contaminated material is a matter
of current industrial and environmental concern. Obviously, dry cleaning
solvents and dry cleaning process sludges contaminated with removed
pesticides would constitute hazardous waste. Standards of performance for
petroleum dry cleaners are found in 40 CFR Subpart J]J, Sections 60.620.
State and local ordinances pertaining to dry-cleaning and use of solvents are
also in effect.
9.5.4 Waste disposal
Laundry waste is an effluent that is usually discharged to ground or surface
waters. Rinse and wash water from pesticide decontamination will contain
the pesticide. Farms may not be setup to handle such wastewater in a way
that is safe for people and animals and environmentally acceptable. Waste
disposal problems are not unique tb laundering; they exist for all decontami-
nation processes.
9.5.5 Cost
Many agricultural operations are financially marginal. Increasing use of
water and energy will drive up the operational cost
image:
Decontamination/ Laundering 165
of pesticides from protective gloves, boots, and garments, disposal of
items grossly contaminated by pesticide concentrates must be considered.
In general if more than ten percent of the surface of protective clothing,
worn next to the skin, is contaminated by a toxic agent then it should
be destroyed."26
9.5 Practical Considerations
Decontamination in an agricultural setting requires several practical
considerations, as follows:
9.5.1 Water use
Since laundering is essentially a dilution and removal process, the more
copious the pre- and postwash rinse, and the more times the wash-cycle is
repeated, the more complete will be the decontamination. In some parts of
the country, however, water is scarce. Application of water to the growing
crop or animals is likely to be of more concern to the farmer than the decon-
tamination of PPE, especially if the farmer does not recognize the potential
hazards. Water may not be available to satisfy a theoretically "best" wash
procedure. Farm pumps and water supplies may not be able to keep up with
water demand, especially in a large operation where much or frequent
washing is required.
9.5.2 Water temperature
Laundering efficiency increases with water temperature. Hot water is
energy-intensive and may not be available in all circumstances. Cold water
will probably be most widely used. In these cases, detergents specifically
formulated for cold water applications should be used.
9.5.3 Dry cleaning
Use of organic solvents and disposal of contaminated material is a matter
of current industrial and environmental concern. Obviously, dry cleaning
solvents and dry cleaning process sludges contaminated with removed
pesticides would constitute hazardous waste. Standards of performance for
petroleum dry cleaners are found in 40 CFR Subpart J]J, Sections 60.620.
State and local ordinances pertaining to dry-cleaning and use of solvents are
also in effect.
9.5.4 Waste disposal
Laundry waste is an effluent that is usually discharged to ground or surface
waters. Rinse and wash water from pesticide decontamination will contain
the pesticide. Farms may not be setup to handle such wastewater in a way
that is safe for people and animals and environmentally acceptable. Waste
disposal problems are not unique tb laundering; they exist for all decontami-
nation processes.
9.5.5 Cost
Many agricultural operations are financially marginal. Increasing use of
water and energy will drive up the operational cost
image:
 136 Decontamination/ Laundering
9.6 Recommendations
Alternatives for reducing the problems associated with decontamination
include:
• Reduce the use of pesticides.
• Reduce the toxicity of the pesticides that are used.
• Use work practices or engineering controls that minimize worker contact
with pesticides.
• Select garments and other PPE that minimize absorption, entrapment,
and adsorption of contaminants.
• Use pesticides or forms of pesticides that are more easily removed by
conventional laundering procedures.
• Use garments and other PPE that are disposable.
image:
136 Decontamination/ Laundering
9.6 Recommendations
Alternatives for reducing the problems associated with decontamination
include:
• Reduce the use of pesticides.
• Reduce the toxicity of the pesticides that are used.
• Use work practices or engineering controls that minimize worker contact
with pesticides.
• Select garments and other PPE that minimize absorption, entrapment,
and adsorption of contaminants.
• Use pesticides or forms of pesticides that are more easily removed by
conventional laundering procedures.
• Use garments and other PPE that are disposable.
image:
 Decontamination/Laundering 167
References
1 Obendorf, S.K and C.M. Solbrig, "Distribution of Malathion and
Methyl Parathion on Cotton/Polyester Unfinished and Durable Press
Fabrics Before and After Laundering as Determined by Electron
Microscopy," Performance of Protective Clothing, ASTMSTP 900,
R.L. Barker and G.C. Goletta, Eds., American Society for Testing
and Materials, Philadelphia, PA, 1986, pp. 187-204.
2 Sharpe, D.C. and R.R. Reich, "Ethox Challenges Aeration Times
for lOLs," Medical Devices and Diagnostic Industry, 10, No. 6,1988,
pp. 142-146.
3 Vink, P. and K Pleijsier, "Aeration of Ethylene Oxide Sterilized
Polymers," Biomaterials I, May 1988, pp. 225-230.
4 Anon, "Ethylene Oxide Sterilization - A Guide for Hospital Personnel,"
revised July 1976, Subcommittee on Ethylene Oxide Sterilization, Associ-
ation for the Advancement of Medical Instrumentation.
5 Nelson, C.N. andJ.R. Flecker, Eds., "Limiting Pesticide Exposure
Through Textile Cleaning Procedures," North Central Cooperative Series
#314, North Dakota State University at Fargo, March 1988.
6 Laughlin, J. and R.E. Gold, "Cleaning Protective Apparel to Reduce Pes-
ticide Exposure," hi Reviews of Environmental Contamination and Toxicology,
Vol. 101, Springer Verlag New York, Inc., 1988, pp. 93-119.
7 Soap and Detergent Association Handbook of Industry Terms,
New York, 1978.
8 Keaschall, J.L., JJVL Laughlin, and R.E. Gold, "Effect of Laundering
Procedures and Functional finishes on Removal of Insecticides Selected
from Three Chemical Classes," Performance of Protective Clothing, ASTM
STP 900, R.L. Barker and G.C. Coletta, Eds., American Society for Test-
ing and Materials, Philadelphia, PA, 1986, pp. 162-176.
9 FleckerJ.R., C. Nelson, M.E Wazir, and M.M. Olsen, "Effect of
Formulation on Removal of Carbaryl and Chlorothalonil from Apparel
fabrics by Dry Cleaning, Aqueous Extraction, and Vaporization,"
Performance of Protective Clothing: Second Symposium, ASTMSTP 989,
S.Z. Mansdorf, R.Sager, and A.P. Nielsen, Eds., American Society for
Testing and Materials, Philadelphia, PA, 1988, pp. 715-726.
10 Finley, E.L. J.B. Graves, T.A. Summers, P.E. Schilling, and H.F.
Morris, "Some Facts about Methyl Parathion Contamination of Clothing
in Cotton Fields and its Removal by Home Laundering," Louisiana State
University Agricultural Experimental Station, Circular No. 104,1974.
image:
Decontamination/Laundering 167
References
1 Obendorf, S.K and C.M. Solbrig, "Distribution of Malathion and
Methyl Parathion on Cotton/Polyester Unfinished and Durable Press
Fabrics Before and After Laundering as Determined by Electron
Microscopy," Performance of Protective Clothing, ASTMSTP 900,
R.L. Barker and G.C. Goletta, Eds., American Society for Testing
and Materials, Philadelphia, PA, 1986, pp. 187-204.
2 Sharpe, D.C. and R.R. Reich, "Ethox Challenges Aeration Times
for lOLs," Medical Devices and Diagnostic Industry, 10, No. 6,1988,
pp. 142-146.
3 Vink, P. and K Pleijsier, "Aeration of Ethylene Oxide Sterilized
Polymers," Biomaterials I, May 1988, pp. 225-230.
4 Anon, "Ethylene Oxide Sterilization - A Guide for Hospital Personnel,"
revised July 1976, Subcommittee on Ethylene Oxide Sterilization, Associ-
ation for the Advancement of Medical Instrumentation.
5 Nelson, C.N. andJ.R. Flecker, Eds., "Limiting Pesticide Exposure
Through Textile Cleaning Procedures," North Central Cooperative Series
#314, North Dakota State University at Fargo, March 1988.
6 Laughlin, J. and R.E. Gold, "Cleaning Protective Apparel to Reduce Pes-
ticide Exposure," hi Reviews of Environmental Contamination and Toxicology,
Vol. 101, Springer Verlag New York, Inc., 1988, pp. 93-119.
7 Soap and Detergent Association Handbook of Industry Terms,
New York, 1978.
8 Keaschall, J.L., JJVL Laughlin, and R.E. Gold, "Effect of Laundering
Procedures and Functional finishes on Removal of Insecticides Selected
from Three Chemical Classes," Performance of Protective Clothing, ASTM
STP 900, R.L. Barker and G.C. Coletta, Eds., American Society for Test-
ing and Materials, Philadelphia, PA, 1986, pp. 162-176.
9 FleckerJ.R., C. Nelson, M.E Wazir, and M.M. Olsen, "Effect of
Formulation on Removal of Carbaryl and Chlorothalonil from Apparel
fabrics by Dry Cleaning, Aqueous Extraction, and Vaporization,"
Performance of Protective Clothing: Second Symposium, ASTMSTP 989,
S.Z. Mansdorf, R.Sager, and A.P. Nielsen, Eds., American Society for
Testing and Materials, Philadelphia, PA, 1988, pp. 715-726.
10 Finley, E.L. J.B. Graves, T.A. Summers, P.E. Schilling, and H.F.
Morris, "Some Facts about Methyl Parathion Contamination of Clothing
in Cotton Fields and its Removal by Home Laundering," Louisiana State
University Agricultural Experimental Station, Circular No. 104,1974.
image:
 168 Decontamination/Laundering
11 Easley, C.B. J.M. Laughlin, R.E. Gold, and K. Schmidt, "Detergents
and Water Temperature as Factors in Methyl Parathion Removal from
Denim Fabrics," Bull. Envirnm. Contain. Toxicol., 28,1982, pp. 239-244.
12 Easley, C.B., J.M. Laughlin, R.E. Gold, and RJVL Hill, "Laundry
Factors Influencing Methyl Parathion Removal from Contaminated
Denim Fabric," Bull. Environm. Contain. Tbxicol, 29,1982, pp. 461-468.
Coffirian, C., adapted from Cooperative Extension information at
North Dakota State University and research conducted at the University
of Nebraska and Oregon State University, Department of Textiles and
Apparel, Cornell University, Ithaca, NY, 1986.
14 Olsen, M.J., C. Janecek, and J.R. Flecker, "Removal of Paraquat
from Contaminated Fabrics," Bull. Environ. Contam. Tbxicol., 37,19??,
PP- •
15 Raheel, M., "Laundering Variables in Removing Carbaryl and Atrazine
Residues from Contaminated Fabrics," Bull. Environ. Contam. Tbxicol.,
39,1987, pp. 671-679.
1(5 Laughlin, J., and R.E. Gold, "Impact of Water Hardness and Surfactant
on Refurbishment of Protective Apparel Fabrics Contaminated with
Methyl Parathion," Proceedings of the Third Scandinavian Symposium
On Protective Clothing Against Chemical and Other Health Risks, Ed.,
J. Eggestad, Norwegian Defence Research Establishment, Division for
Environmental Toxicology, 1989, pp. 101-105.
17 Goodman, C.J., J. Laughlin, and R.E. Gold, "Strategies for Laundering
Protective Apparel Fabrics Sequentially Contaminated with Methyl Para-
thion," Performance of Protective Clothing: Second Symposium, ASTMSTP
989, S.Z. Mansdorf, R. Sager, and AP. Nielsen, Eds., American Society
for Testing and Materials, Philadelphia, PA, 1988, pp. 671-679.
18 Kim, C.J., J.E Stone, and C.E. Sizer, "Removal of Pesticide Residues
as Affected by Laundering Variables," Bull. Environm. Contam. Tbxicol.,
29,1982, pp. 95-100.
19 Obendorf, S.K., and N.A. Klemash, "Electron Microscopical Analysis
and Polyester/cotton fabrics," Text. Res. J., 52,1982, pp. 434-442.
20 Easter, E., "Removal of Pesticide Residues from Fabrics by
Laundering," Text. Chem. & Colorist, 15, No. 3,1983, pp. 29-33.
21 Easter, E.P. and J.O. Dejonge, "The Efficacy of Laundering Captan and
Guthion contaminated Fabrics," Arch. Envrin. Contam. Toxicol., 14,
1985, pp. 281-287.
image:
168 Decontamination/Laundering
11 Easley, C.B. J.M. Laughlin, R.E. Gold, and K. Schmidt, "Detergents
and Water Temperature as Factors in Methyl Parathion Removal from
Denim Fabrics," Bull. Envirnm. Contain. Toxicol., 28,1982, pp. 239-244.
12 Easley, C.B., J.M. Laughlin, R.E. Gold, and RJVL Hill, "Laundry
Factors Influencing Methyl Parathion Removal from Contaminated
Denim Fabric," Bull. Environm. Contain. Tbxicol, 29,1982, pp. 461-468.
Coffirian, C., adapted from Cooperative Extension information at
North Dakota State University and research conducted at the University
of Nebraska and Oregon State University, Department of Textiles and
Apparel, Cornell University, Ithaca, NY, 1986.
14 Olsen, M.J., C. Janecek, and J.R. Flecker, "Removal of Paraquat
from Contaminated Fabrics," Bull. Environ. Contam. Tbxicol., 37,19??,
PP- •
15 Raheel, M., "Laundering Variables in Removing Carbaryl and Atrazine
Residues from Contaminated Fabrics," Bull. Environ. Contam. Tbxicol.,
39,1987, pp. 671-679.
1(5 Laughlin, J., and R.E. Gold, "Impact of Water Hardness and Surfactant
on Refurbishment of Protective Apparel Fabrics Contaminated with
Methyl Parathion," Proceedings of the Third Scandinavian Symposium
On Protective Clothing Against Chemical and Other Health Risks, Ed.,
J. Eggestad, Norwegian Defence Research Establishment, Division for
Environmental Toxicology, 1989, pp. 101-105.
17 Goodman, C.J., J. Laughlin, and R.E. Gold, "Strategies for Laundering
Protective Apparel Fabrics Sequentially Contaminated with Methyl Para-
thion," Performance of Protective Clothing: Second Symposium, ASTMSTP
989, S.Z. Mansdorf, R. Sager, and AP. Nielsen, Eds., American Society
for Testing and Materials, Philadelphia, PA, 1988, pp. 671-679.
18 Kim, C.J., J.E Stone, and C.E. Sizer, "Removal of Pesticide Residues
as Affected by Laundering Variables," Bull. Environm. Contam. Tbxicol.,
29,1982, pp. 95-100.
19 Obendorf, S.K., and N.A. Klemash, "Electron Microscopical Analysis
and Polyester/cotton fabrics," Text. Res. J., 52,1982, pp. 434-442.
20 Easter, E., "Removal of Pesticide Residues from Fabrics by
Laundering," Text. Chem. & Colorist, 15, No. 3,1983, pp. 29-33.
21 Easter, E.P. and J.O. Dejonge, "The Efficacy of Laundering Captan and
Guthion contaminated Fabrics," Arch. Envrin. Contam. Toxicol., 14,
1985, pp. 281-287.
image:
 Decontamination/Laundering 169
22 Laughlin, J.M., C.B. Easley, R.E. Gold, and R.M. Hill, "Fabric
Parameters and Pesticide Characteristics that Impact on Dermal Exposure
of Applicators," Performance of Protective Clothing, ASTMSTP 900,
R.L. Barker and G.C. Coletta, Eds., American Society for Testing and
Materials, Philadelphia, PA, 1986, pp. 136-150.
23 Obendorf, S.K J. Borsa, V Ravichandran, R. Sagan, D. Ghandi, A,
Lone, and C.W Coffaman. Starch as a Renewable Finish to Improve Pesti-
cide Protective Properties in Conventional Work Clothing, manuscript in
preparation, Dept. Textiles and Apparel, Cornell University, Ithaca, NY.
24 Laughlin, J.M.J. Lamplot, and R.E. Gold, "Chlorpyrifos Residues
in Protective Apparel Fabrics Following Commercial or Consumer Refur-
bishment," Performance of Protective Clothing: Second Symposium, ASTMSTP
989, S.Z. Mansdorf, R. Sager, and AP. Nielsen, Eds., American Society
For Testing and Materials, Philadelphia, 1988, pp. 705-714.
25 Laughlin, J.M., C.B. Easley, R.E. Gold, and D.R. Tupy, "Methyl
Parathion Transfer from contaminated Fabrics to Subsequent Laundry
and to Laundry Equipment," Bull. Environm. Contain. Toxicol. 27,1981,
pp. 518-523.
26 Lloyd, G.A., "Procedures for the Decontamination of Protective Gloves
and Clothing Used by Operators of Pesticide Spraying Equipment," Oper-
ator Protection Group Information Sheet No. 16, Ministry of Agriculture,
Fisheries, and Food, Harpenden Laboratory, Hatching Green, UK, 1985.
27 Reich, DA, "Dry Cleaning," Kirk Othmer Encyclopedia of Chemical
Technology, 3rd Ed., 8, Wiley & Sons, New York, 1979, pp. 50-68.
28 Ringenberg, K.P. J.M. Laughlin, and R.E. Gold, "Chlorpyrifos Residue
Removal from Protective Apparel Through Solvent-Based Refurbishment
Procedures," Performance of Protective Clothing: Second Symposium, ASTM
STP989, S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American
Society for Testing and Materials, Philadelphia, PA, 1988, pp. 697-704.
29 International Fabricare Institute, "How Dry Cleaners Keep Solvents
Clean," PC Report Bull. PCR-40, Silver Spring, MD, 1984.
30 Flecker, J.R., C. Nelson, M.F. Wazir, and M.M. Olsen, "Effect of
Formulation on Removal of Carbaryl and Chlorothalonil from Apparel
Fabrics by Dry Cleaning, Aqueous Extraction, and Vaporization,"
Performance of Protective Clothing: Second Symposium, ASTMSTP 989,
S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American Society
for Testing and Materials, Philadelphia, 1988, pp. 715-726.
31 Laughlin, J. and R.E. Gold, "Evaporative Dissipation of Methyl
Parathion from Laundered Protective Apparel Fabrics," Bull. Envrin.
Contam. Toxicol., 42,1989, pp. 566-573.
image:
Decontamination/Laundering 169
22 Laughlin, J.M., C.B. Easley, R.E. Gold, and R.M. Hill, "Fabric
Parameters and Pesticide Characteristics that Impact on Dermal Exposure
of Applicators," Performance of Protective Clothing, ASTMSTP 900,
R.L. Barker and G.C. Coletta, Eds., American Society for Testing and
Materials, Philadelphia, PA, 1986, pp. 136-150.
23 Obendorf, S.K J. Borsa, V Ravichandran, R. Sagan, D. Ghandi, A,
Lone, and C.W Coffaman. Starch as a Renewable Finish to Improve Pesti-
cide Protective Properties in Conventional Work Clothing, manuscript in
preparation, Dept. Textiles and Apparel, Cornell University, Ithaca, NY.
24 Laughlin, J.M.J. Lamplot, and R.E. Gold, "Chlorpyrifos Residues
in Protective Apparel Fabrics Following Commercial or Consumer Refur-
bishment," Performance of Protective Clothing: Second Symposium, ASTMSTP
989, S.Z. Mansdorf, R. Sager, and AP. Nielsen, Eds., American Society
For Testing and Materials, Philadelphia, 1988, pp. 705-714.
25 Laughlin, J.M., C.B. Easley, R.E. Gold, and D.R. Tupy, "Methyl
Parathion Transfer from contaminated Fabrics to Subsequent Laundry
and to Laundry Equipment," Bull. Environm. Contain. Toxicol. 27,1981,
pp. 518-523.
26 Lloyd, G.A., "Procedures for the Decontamination of Protective Gloves
and Clothing Used by Operators of Pesticide Spraying Equipment," Oper-
ator Protection Group Information Sheet No. 16, Ministry of Agriculture,
Fisheries, and Food, Harpenden Laboratory, Hatching Green, UK, 1985.
27 Reich, DA, "Dry Cleaning," Kirk Othmer Encyclopedia of Chemical
Technology, 3rd Ed., 8, Wiley & Sons, New York, 1979, pp. 50-68.
28 Ringenberg, K.P. J.M. Laughlin, and R.E. Gold, "Chlorpyrifos Residue
Removal from Protective Apparel Through Solvent-Based Refurbishment
Procedures," Performance of Protective Clothing: Second Symposium, ASTM
STP989, S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American
Society for Testing and Materials, Philadelphia, PA, 1988, pp. 697-704.
29 International Fabricare Institute, "How Dry Cleaners Keep Solvents
Clean," PC Report Bull. PCR-40, Silver Spring, MD, 1984.
30 Flecker, J.R., C. Nelson, M.F. Wazir, and M.M. Olsen, "Effect of
Formulation on Removal of Carbaryl and Chlorothalonil from Apparel
Fabrics by Dry Cleaning, Aqueous Extraction, and Vaporization,"
Performance of Protective Clothing: Second Symposium, ASTMSTP 989,
S.Z. Mansdorf, R. Sager, and A.P. Nielsen, Eds., American Society
for Testing and Materials, Philadelphia, 1988, pp. 715-726.
31 Laughlin, J. and R.E. Gold, "Evaporative Dissipation of Methyl
Parathion from Laundered Protective Apparel Fabrics," Bull. Envrin.
Contam. Toxicol., 42,1989, pp. 566-573.
image:
 170 Decontamination/ Laundering
32 StoneJ.E, KJ. Koehler, CJ. Kim, and SJ. Kadolph, "Laundering
Pesticide Soiled Clothing: A Survey of Iowa Farm Families," J. Environ.
Health, 48, No.5,1986, pp. 259-264.
33 Farmer, WJ. and Y. Aochi, "Chemical Conversion of Pesticides in
the Soil Water Environment," Publication 3320, Fate of Pesticides in the
Environment, University of California, Div. of Agriculture and Natural
Resources, Oakland, CA, 1987, pp. 69-74.
image:
170 Decontamination/ Laundering
32 StoneJ.E, KJ. Koehler, CJ. Kim, and SJ. Kadolph, "Laundering
Pesticide Soiled Clothing: A Survey of Iowa Farm Families," J. Environ.
Health, 48, No.5,1986, pp. 259-264.
33 Farmer, WJ. and Y. Aochi, "Chemical Conversion of Pesticides in
the Soil Water Environment," Publication 3320, Fate of Pesticides in the
Environment, University of California, Div. of Agriculture and Natural
Resources, Oakland, CA, 1987, pp. 69-74.
image:
 image:
image:
 image:
image:
 171
A
Appendix
Gloves
image:
171
A
Appendix
Gloves
image:
 172 Appendices
ta
O
O) O) Dl O)
Illl
5 5" £ * 5" 5 -5
8888888
CO CO CO CO CO CO C/J
D) D) D) D) D) D>
g g g g g g
OC EC DC IT DC CC
D> D)
3 3
O O
C£ C£
^^^•S^-B-S-S
fff8f8 8 8
gggEoEEE
CCDCCCCOCCCOCOCO
.c
o>
3
O
CC
.C JC
D) D)
§ §
DC CC
£ o E E o o
CO DC CO CO DC DC
I
„_ •§> TJ -a -a TJ -o -a
J£ .Si' CD CD CO CD CD CD
3 £ "5 "o "o "o "o "o
O CODCDCCCOCCCCC
"D T3 "D T3 "O ~U
jg-ij J2 J JJS
c § c c c c
a. co b. CL a. ix
oooooooo
ococccDccccciEac
CO Q.
E
if
*C CD *C 'c *C 'c
SCO C C C C
eig S g S
o o o o 9:
C 03 CO <0 (0 c —
^ IT IT u: u: ^ a:
»— <N CM CM
LO
O !—
o •*
CO
of
CM
o~
CM > CM
-Q
LU
•*"
0 ° h. «-. ° r-
"~^ "~l o" o" I «—
"!. °J."~. "T. "J o"
Q co oo en cj) r^ T—
co co
•O
e
t
ili
g: p in in
5500
Q Q o o
S S S £ S r-; r-.
r-- co to r~- CM oj oi
T— «— T— T- CO T— *—
(A
n
•o*
a
a
5
|
I
s co *" *~ *~ CTJ -c c:
5 comcacacQujuj
O
I
M
CC . .. . .
_ X X- X X
ZZ2ZCCDC
(0 CO 0} CO CO
"c "c "c c "c
CO
i."s a a a R
o c c c c c
CD IS ^ +3 -JS -JS
Jj> Z CO CO CO CO CO
a
I
a
— c c c c c
^; o .2 .2 .o .o .o
O CO Q. Q. Q. Q. Q.
^aaaassss
JJ cocococococococo
i
i
a
^ CCCCCCCC
JJ CO CO
a
0
>ve. Supported
V
5
X
1
i
J3
a
CC
O
1
I
Z Z
CD
|
Z Z
c
o
E
s
Z
o
i
CD
Q.
1
"r
Neox Hi-L
c
o
E
s
Z
I
a
Neox Lighl
c
o
E
s
s
Redmont
c
o
E
-Q
UJ
Z
0
'£•
o
o
CO
c
o
£
s
Z
CO
E
CD
Z
CO CO
o o
CQ CQ
•s:i
.2 <0 CO CO CO CO OT
j-5=ccc5CCD
^J ^ ^t ^ ^ ^C ^C CQ
image:
172 Appendices
ta
O
O) O) Dl O)
Illl
5 5" £ * 5" 5 -5
8888888
CO CO CO CO CO CO C/J
D) D) D) D) D) D>
g g g g g g
OC EC DC IT DC CC
D> D)
3 3
O O
C£ C£
^^^•S^-B-S-S
fff8f8 8 8
gggEoEEE
CCDCCCCOCCCOCOCO
.c
o>
3
O
CC
.C JC
D) D)
§ §
DC CC
£ o E E o o
CO DC CO CO DC DC
I
„_ •§> TJ -a -a TJ -o -a
J£ .Si' CD CD CO CD CD CD
3 £ "5 "o "o "o "o "o
O CODCDCCCOCCCCC
"D T3 "D T3 "O ~U
jg-ij J2 J JJS
c § c c c c
a. co b. CL a. ix
oooooooo
ococccDccccciEac
CO Q.
E
if
*C CD *C 'c *C 'c
SCO C C C C
eig S g S
o o o o 9:
C 03 CO <0 (0 c —
^ IT IT u: u: ^ a:
»— <N CM CM
LO
O !—
o •*
CO
of
CM
o~
CM > CM
-Q
LU
•*"
0 ° h. «-. ° r-
"~^ "~l o" o" I «—
"!. °J."~. "T. "J o"
Q co oo en cj) r^ T—
co co
•O
e
t
ili
g: p in in
5500
Q Q o o
S S S £ S r-; r-.
r-- co to r~- CM oj oi
T— «— T— T- CO T— *—
(A
n
•o*
a
a
5
|
I
s co *" *~ *~ CTJ -c c:
5 comcacacQujuj
O
I
M
CC . .. . .
_ X X- X X
ZZ2ZCCDC
(0 CO 0} CO CO
"c "c "c c "c
CO
i."s a a a R
o c c c c c
CD IS ^ +3 -JS -JS
Jj> Z CO CO CO CO CO
a
I
a
— c c c c c
^; o .2 .2 .o .o .o
O CO Q. Q. Q. Q. Q.
^aaaassss
JJ cocococococococo
i
i
a
^ CCCCCCCC
JJ CO CO
a
0
>ve. Supported
V
5
X
1
i
J3
a
CC
O
1
I
Z Z
CD
|
Z Z
c
o
E
s
Z
o
i
CD
Q.
1
"r
Neox Hi-L
c
o
E
s
Z
I
a
Neox Lighl
c
o
E
s
s
Redmont
c
o
E
-Q
UJ
Z
0
'£•
o
o
CO
c
o
£
s
Z
CO
E
CD
Z
CO CO
o o
CQ CQ
•s:i
.2 <0 CO CO CO CO OT
j-5=ccc5CCD
^J ^ ^t ^ ^ ^C ^C CQ
image:
 Appendices 173
.
D)
I
CCCCDCWCCCCDCWCOOCCCCOC/Jt/JCC
CD CD CD
to to to
111
£ E E
LLJ LU LLJ
TJ
CO
•5-B
TJ
(D
in in <n ~ ~ ,- r- -*= t> ,- ,- r- w «,-*
III 88 g.g»8 8-|ff||f 8
. - _
UJ LLJ LU
UJ CO C/J CC DC
o o o £ £ o
EC OC CC UJ LU DC
u. O C
*• ^ -^ "5
» TO i— 1-
O tilt.
.01 -o -D
CO CD
O. CL.
8 8 fi
•o -o .C .c
CD <l) Cf> D)
-l£ -i£ "S "S
.= .s s e
CL Q- (/I GO
T3 T3 -O
Co co CD
"5 "o "5
cc tr DC
trCCDCCOOCCODCWWDCWWWWW
a
I
k
o
;§
o
EL
8
LU
I
j
«
00"
LO
CD
>— CMCMi— CNt-CMCO
0} CO CO 0)
c c c "c
<D © <D (D
LO LO LO LO LO
O O' O' O O
- o> j; o
- °°- <= I
C/3 t-. T- CO
o o o o
ooooooooo >•
*"-. *""•. *""•. '"^ *""!. '"I. '"I. *~* *"* O O '—'
en. en. en. cnfc cn^ en. en. c?> en *— *— in m
oo. oocooooooooooooocneno* -"c
r- (O<Q(O<O<£><Q<D<Q<Qt^t*?<O ^
O _
£S
CD CO
^ CO
i
O O O O O O CO <O <O O O O O O O O O O O O O O O
<^O>OOpOp<D^<^O_;OO>O O O CD O^CD OOOOOOOO
coooior^ooo)oooooocx>ioLDU3r^r^cx)cocoo)O)oo
T-T-r-T-t— T-T-^»-t— COT-T-T— t-t— T-,— ^^-CMCO
s £
<o w
CO O O
CO "C -C
c 'C CO CD
CD CD C/3 CO
§"
I
o
re
re
^ e- §- §- §-
CO CO CO CO CD CD
< < Z Z Z Z
"8
§-
I
I
5
s
^
3
ee
0
e
£
a
_£
J5
u
CD
C
CD
CL
O
CD
"8
"5
CO
c
CD
CL
O
CD
Z
•§
i?
c
CO
a.
o
CD
Z
3
^
CD
C
CO
CL
8
z
•I-*
0
£
•o
LU
"33
in
CD
c
CD
CL
8
z
•£
0
£
-o
LU
"CD
w
c
CD
8
z
4-»
0
I
UJ
"ffl
CO
<§
CD
c
CD
f
*J
O
J
LU
"co
0)
^
CO CO
c c
(U CO
§-§•
CD CD
Z Z
•t-'
o
E
•o
LU
CO 4-1
V) CO
C CO
< CQ
CO
s
8
z
s
o
ca
a
g
CL
O
CO
z
s
o
ca
CD
CL
o
CO
<0
(0
o
CQ
^cncncncncncncncncn
CMCMCMCMCMCMCMCMCM
I
8 cfs
z ca o
.2 .2
^^j-.^^^^^-.^-C-C
<DCDCDCDCDCDCDCDCo9-S-
cccccccc-cEE*
COCO^OCOCOCOCOCOCOCDCD<
CDCDC3OUC3CSC3C92!2^
image:
Appendices 173
.
D)
I
CCCCDCWCCCCDCWCOOCCCCOC/Jt/JCC
CD CD CD
to to to
111
£ E E
LLJ LU LLJ
TJ
CO
•5-B
TJ
(D
in in <n ~ ~ ,- r- -*= t> ,- ,- r- w «,-*
III 88 g.g»8 8-|ff||f 8
. - _
UJ LLJ LU
UJ CO C/J CC DC
o o o £ £ o
EC OC CC UJ LU DC
u. O C
*• ^ -^ "5
» TO i— 1-
O tilt.
.01 -o -D
CO CD
O. CL.
8 8 fi
•o -o .C .c
CD <l) Cf> D)
-l£ -i£ "S "S
.= .s s e
CL Q- (/I GO
T3 T3 -O
Co co CD
"5 "o "5
cc tr DC
trCCDCCOOCCODCWWDCWWWWW
a
I
k
o
;§
o
EL
8
LU
I
j
«
00"
LO
CD
>— CMCMi— CNt-CMCO
0} CO CO 0)
c c c "c
<D © <D (D
LO LO LO LO LO
O O' O' O O
- o> j; o
- °°- <= I
C/3 t-. T- CO
o o o o
ooooooooo >•
*"-. *""•. *""•. '"^ *""!. '"I. '"I. *~* *"* O O '—'
en. en. en. cnfc cn^ en. en. c?> en *— *— in m
oo. oocooooooooooooocneno* -"c
r- (O<Q(O<O<£><Q<D<Q<Qt^t*?<O ^
O _
£S
CD CO
^ CO
i
O O O O O O CO <O <O O O O O O O O O O O O O O O
<^O>OOpOp<D^<^O_;OO>O O O CD O^CD OOOOOOOO
coooior^ooo)oooooocx>ioLDU3r^r^cx)cocoo)O)oo
T-T-r-T-t— T-T-^»-t— COT-T-T— t-t— T-,— ^^-CMCO
s £
<o w
CO O O
CO "C -C
c 'C CO CD
CD CD C/3 CO
§"
I
o
re
re
^ e- §- §- §-
CO CO CO CO CD CD
< < Z Z Z Z
"8
§-
I
I
5
s
^
3
ee
0
e
£
a
_£
J5
u
CD
C
CD
CL
O
CD
"8
"5
CO
c
CD
CL
O
CD
Z
•§
i?
c
CO
a.
o
CD
Z
3
^
CD
C
CO
CL
8
z
•I-*
0
£
•o
LU
"33
in
CD
c
CD
CL
8
z
•£
0
£
-o
LU
"CD
w
c
CD
8
z
4-»
0
I
UJ
"ffl
CO
<§
CD
c
CD
f
*J
O
J
LU
"co
0)
^
CO CO
c c
(U CO
§-§•
CD CD
Z Z
•t-'
o
E
•o
LU
CO 4-1
V) CO
C CO
< CQ
CO
s
8
z
s
o
ca
a
g
CL
O
CO
z
s
o
ca
CD
CL
o
CO
<0
(0
o
CQ
^cncncncncncncncncn
CMCMCMCMCMCMCMCMCM
I
8 cfs
z ca o
.2 .2
^^j-.^^^^^-.^-C-C
<DCDCDCDCDCDCDCDCo9-S-
cccccccc-cEE*
COCO^OCOCOCOCOCOCOCDCD<
CDCDC3OUC3CSC3C92!2^
image:
 174 Appendices
•q TJ TJ
•a
CD
- o •=
0>.g O!
O £ O
CC LU CC
....
EooSSoE £
UJ CC CC UJ LU CC UU LU
8 8
£ £
W C/3
o o o
_ o o o
w w w w
* SS^"g"i"g"gS n.o.0.
3 S g =5 =.5 =5 =5 =5 £ £ £ S
O cowcrccccccccco www
O Q) Q) m m 2^ ^ 5^
-^ -^ -^ *~^* —^- *<tj *S 'co
ccc-Q-oSg E
CLCLCLCCCCCOC/) C/3
CL GO CO
" ;>
CO (U
CO CO
"o "o
CO CO CO CC CC
ateri
Line
E E
o o
o o
E E
T3 T3 "O
J J2 J?
r^r^r^
C E E
T3
<?
0
E
O
E
o o
E E
o o o
E E E
ed
C
1=.
I
CMCM«— «-
10
<—«— CMCM
«
a
a
</>
C co j* co
I
w
§ § 2" 2" 2" 2" 2" -L
2 S co" of co w" w" 2
and
t. l_ l_ l_ <0
Q) CO CO CO .5
O
1
.a
EC
2
I
+
s
o o §
«~. •"> "I
OJ_ O)_ C3)_
00 CO 00
r^" K" K"
01 LO CD
o o' o'
f S cotnujcoujcoujaj a CD o CD
r» r-COT— ^-t— T— CMt— kaCOCMCO
U
1
0
a
a
n
3
CMCMCMCMCMCM^-v— r-
*"- E?
UJ O
2 I; x. x. x. ^ o ° o
o .^ ^_- —.- o en" o" oj"
T . - - T °°~ °°" °°"
' H- co" co" co" co r-" K" i~-"
g
5
X
ppppppppp
SS.SSSSSS2.
cMr^-cMt^r^-ocooco
0 0 X
erf of Hi
co" oo~ ^
r-" i-~-" co"
pop
d o' o'
2 2
co" co"
CO CO
!§
SS
co -j
« o 05 r^ *~
<- oo" oo" r«T 05"
0 0
§
p p o o
S S S r-; i^;
CM O CM O) OJ
- Natural Rubbel
T
i
a
Chloro
Heavy Duty 103
834
Argus 123
XXX
CL E E
«
J3
J3
1
2
0
a
Chloro
Omni
Technicians
Neoprene/Latex
c c
o o
E £
73 "O
LU LU
"o> *® co
<£ <£ CO
Neoprene/Latex
414
8-1
CO 2
r-
CM
CO
O
c§
X C
u
X
<£ -^
oo sT
*S O.i
Utility Glove 834
Utility Glove 835
X X
CL CL
latural Rubber I
1
a
Chloro
Chemi-Pro
Neoprene on Late
•s
o
"O CO
LU Ic
— CL
"m F
» i
^5
I
CD
•o
Pro-Guar
ic Laminate
«
a
H
tii
FSexsbii
Silver Shield
4H Glove
TJ
c
II
0 'CD
z to
9 5 S>
0 c c c S S
S S i i -c -c
W b> b> S" LU LU
S
(1) C C
§ x5
§ < f •€ x x
EL 2 z z cc cc
image:
174 Appendices
•q TJ TJ
•a
CD
- o •=
0>.g O!
O £ O
CC LU CC
....
EooSSoE £
UJ CC CC UJ LU CC UU LU
8 8
£ £
W C/3
o o o
_ o o o
w w w w
* SS^"g"i"g"gS n.o.0.
3 S g =5 =.5 =5 =5 =5 £ £ £ S
O cowcrccccccccco www
O Q) Q) m m 2^ ^ 5^
-^ -^ -^ *~^* —^- *<tj *S 'co
ccc-Q-oSg E
CLCLCLCCCCCOC/) C/3
CL GO CO
" ;>
CO (U
CO CO
"o "o
CO CO CO CC CC
ateri
Line
E E
o o
o o
E E
T3 T3 "O
J J2 J?
r^r^r^
C E E
T3
<?
0
E
O
E
o o
E E
o o o
E E E
ed
C
1=.
I
CMCM«— «-
10
<—«— CMCM
«
a
a
</>
C co j* co
I
w
§ § 2" 2" 2" 2" 2" -L
2 S co" of co w" w" 2
and
t. l_ l_ l_ <0
Q) CO CO CO .5
O
1
.a
EC
2
I
+
s
o o §
«~. •"> "I
OJ_ O)_ C3)_
00 CO 00
r^" K" K"
01 LO CD
o o' o'
f S cotnujcoujcoujaj a CD o CD
r» r-COT— ^-t— T— CMt— kaCOCMCO
U
1
0
a
a
n
3
CMCMCMCMCMCM^-v— r-
*"- E?
UJ O
2 I; x. x. x. ^ o ° o
o .^ ^_- —.- o en" o" oj"
T . - - T °°~ °°" °°"
' H- co" co" co" co r-" K" i~-"
g
5
X
ppppppppp
SS.SSSSSS2.
cMr^-cMt^r^-ocooco
0 0 X
erf of Hi
co" oo~ ^
r-" i-~-" co"
pop
d o' o'
2 2
co" co"
CO CO
!§
SS
co -j
« o 05 r^ *~
<- oo" oo" r«T 05"
0 0
§
p p o o
S S S r-; i^;
CM O CM O) OJ
- Natural Rubbel
T
i
a
Chloro
Heavy Duty 103
834
Argus 123
XXX
CL E E
«
J3
J3
1
2
0
a
Chloro
Omni
Technicians
Neoprene/Latex
c c
o o
E £
73 "O
LU LU
"o> *® co
<£ <£ CO
Neoprene/Latex
414
8-1
CO 2
r-
CM
CO
O
c§
X C
u
X
<£ -^
oo sT
*S O.i
Utility Glove 834
Utility Glove 835
X X
CL CL
latural Rubber I
1
a
Chloro
Chemi-Pro
Neoprene on Late
•s
o
"O CO
LU Ic
— CL
"m F
» i
^5
I
CD
•o
Pro-Guar
ic Laminate
«
a
H
tii
FSexsbii
Silver Shield
4H Glove
TJ
c
II
0 'CD
z to
9 5 S>
0 c c c S S
S S i i -c -c
W b> b> S" LU LU
S
(1) C C
§ x5
§ < f •€ x x
EL 2 z z cc cc
image:
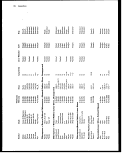 Appendices 175
_£.
D)
3
-*= 2 •
O
OOOmOOOOmOmO
ccccccrscccccccc^ccrscr
.,
COCOCOGCCOC/3COLUUJCC
T3
C
O)
.C T3
.D) <D
TJ ~O -t
CD o> GO
'
13 "D "D
CD CD CD
e- e- Q-
T3
C
CO T3
CQ CD
S~1=
D)
'
.....o...ooooo
0.CLQ.t/)COCi.CLWCCCOCOC/)CCCCOCCCCLDLQ.Q.a.CCCCCCCCCCCO
888
LT LT E
TJ T3
<D a>
^ J2
o o
^ -2
LL LL.
8
LU
j
CO
a
o
N
0>
rf - •
oo" co" co" o
"
x
CO f
2 -
T3 2
J5c/>"
O)
or
«- °' o
™»*
00
"
2 2
co" co"
o
<-_ *-.. o
°l °l T u< o~
oo_ oo_ in r-^ >—_
'P m ^- o> ^— Op*
co CD ri CD
^_- _- ^_- o>_ c3>_ v of oi| d>" cr[
^ ^ ^ oo" co in oo" oo" oo" oo"
co co co" i--~ r-T co i*-" r-" r--~ r--"
,- ^ IB Lt u iSJ
«-. *-. O CD O C5
OOOOO >->.>.>.
~'~~'
.
o o c o
oi
c —
ES
ill
t
o
a
a
v>
I
(S
4)
I
00
CM
4!
in in •* ^F ^ A CD
q o p p q •- «-
o o o o o o o
Q Q Q
i— CD
LO r-
o o
SCO CD CO
co ^ in
o o o o
SS^SSSSS
assssssssj
mf-oocoi-inoo-— oo
r-r-CNCOt-CM*-!---
I
J3
BC
00
i
T3
.2
5
-D
CD
'5
•a
CD
<
4-J
C
o
"D
LU
CO CO
< CQ
S
CQ
O
Comase
o
Comase
o
Comase
o
1
I
&
§
Pioneer
JS
D:
S__
S <<
~O TJ "O ~O T3
T3 "m
.CD co
c c c
000
111
LU LU LU
CD "CD "o>
CO CO CO
c c c
o o o
£ £ £
T3 "D T3
LU LU LU
C
o
°T3 _ _
LU LU LU
11
c c
o o
11
LU LU
C C C
O O O
111
LU LU LU
C C
O O
E E
"D "O
LU LU
111
LU LU LU
8 8
CD
<<
Q) Q)
W W
^^
image:
Appendices 175
_£.
D)
3
-*= 2 •
O
OOOmOOOOmOmO
ccccccrscccccccc^ccrscr
.,
COCOCOGCCOC/3COLUUJCC
T3
C
O)
.C T3
.D) <D
TJ ~O -t
CD o> GO
'
13 "D "D
CD CD CD
e- e- Q-
T3
C
CO T3
CQ CD
S~1=
D)
'
.....o...ooooo
0.CLQ.t/)COCi.CLWCCCOCOC/)CCCCOCCCCLDLQ.Q.a.CCCCCCCCCCCO
888
LT LT E
TJ T3
<D a>
^ J2
o o
^ -2
LL LL.
8
LU
j
CO
a
o
N
0>
rf - •
oo" co" co" o
"
x
CO f
2 -
T3 2
J5c/>"
O)
or
«- °' o
™»*
00
"
2 2
co" co"
o
<-_ *-.. o
°l °l T u< o~
oo_ oo_ in r-^ >—_
'P m ^- o> ^— Op*
co CD ri CD
^_- _- ^_- o>_ c3>_ v of oi| d>" cr[
^ ^ ^ oo" co in oo" oo" oo" oo"
co co co" i--~ r-T co i*-" r-" r--~ r--"
,- ^ IB Lt u iSJ
«-. *-. O CD O C5
OOOOO >->.>.>.
~'~~'
.
o o c o
oi
c —
ES
ill
t
o
a
a
v>
I
(S
4)
I
00
CM
4!
in in •* ^F ^ A CD
q o p p q •- «-
o o o o o o o
Q Q Q
i— CD
LO r-
o o
SCO CD CO
co ^ in
o o o o
SS^SSSSS
assssssssj
mf-oocoi-inoo-— oo
r-r-CNCOt-CM*-!---
I
J3
BC
00
i
T3
.2
5
-D
CD
'5
•a
CD
<
4-J
C
o
"D
LU
CO CO
< CQ
S
CQ
O
Comase
o
Comase
o
Comase
o
1
I
&
§
Pioneer
JS
D:
S__
S <<
~O TJ "O ~O T3
T3 "m
.CD co
c c c
000
111
LU LU LU
CD "CD "o>
CO CO CO
c c c
o o o
£ £ £
T3 "D T3
LU LU LU
C
o
°T3 _ _
LU LU LU
11
c c
o o
11
LU LU
C C C
O O O
111
LU LU LU
C C
O O
E E
"D "O
LU LU
111
LU LU LU
8 8
CD
<<
Q) Q)
W W
^^
image:
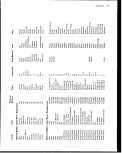 176 Appendices
5 I
•a
a>
•o
o
•5 -S-S-S •&
•§"§
CO «
CO CO
g» g>.0 .0 §>
EEEooEEo
JJCOLUCECCLULUCC
.c.c-c.c.c.c.c.i:.c
T3 T> 73 73
(D 0) <D CD
CO CO CO CO
CO to CO W
o o o o
.Q ja ja ja
£ SEE
UJ UJ HI LU
3
O
•g
=3
•a -a
0) 0>
0- a.
T3
I
T3
-g [iti-if l"8 "S tl "§ 1 "S "S "8 "8 "8 "i "S •* "S ""§ 1
=
"§ "§ "8 "S "i
CO
.2>.S> _§
•{3 t "o
CO CO CC
8 8
E tc
T3 "D "D
^ J2 JS
888
ET iZ E
s
"
|
3 <N-
(35 T— »—
'— CMCM't'tOOCOCOCOCOCMINOO'*
o
4
CO
I
(0
-x x
x x
in
>- o
r- T— « O
in in in
ooo
O t- «- O
i— »— i- O O O
o o o o
SS;
SC5 <
ID
O O O O O O
oooo
SSSSSSSSSSSSSSSo SSSSSSSSSSSS2.
oocoininoocococvjcoooooooooIC'""'Qooooou>i— «—>— p
X X X X X X X
ro ro to ^ 'to 'w 'w
S
^
CD CD CD
_Q _Q J2
ja ^a ja
CC DC 0£ DC DC
Oj CO CO CO CO CO
IIS
c a>
Is
in CD § m
CD oo co co oo
Eg v- —1 —1 CO
< >- CO CO —I
0) 0) 0) 0)
•§••§•<<
1
^^ CQ CO CO CO CO CO CO CO CO CO CO CO
_o _o
CD C3
image:
176 Appendices
5 I
•a
a>
•o
o
•5 -S-S-S •&
•§"§
CO «
CO CO
g» g>.0 .0 §>
EEEooEEo
JJCOLUCECCLULUCC
.c.c-c.c.c.c.c.i:.c
T3 T> 73 73
(D 0) <D CD
CO CO CO CO
CO to CO W
o o o o
.Q ja ja ja
£ SEE
UJ UJ HI LU
3
O
•g
=3
•a -a
0) 0>
0- a.
T3
I
T3
-g [iti-if l"8 "S tl "§ 1 "S "S "8 "8 "8 "i "S •* "S ""§ 1
=
"§ "§ "8 "S "i
CO
.2>.S> _§
•{3 t "o
CO CO CC
8 8
E tc
T3 "D "D
^ J2 JS
888
ET iZ E
s
"
|
3 <N-
(35 T— »—
'— CMCM't'tOOCOCOCOCOCMINOO'*
o
4
CO
I
(0
-x x
x x
in
>- o
r- T— « O
in in in
ooo
O t- «- O
i— »— i- O O O
o o o o
SS;
SC5 <
ID
O O O O O O
oooo
SSSSSSSSSSSSSSSo SSSSSSSSSSSS2.
oocoininoocococvjcoooooooooIC'""'Qooooou>i— «—>— p
X X X X X X X
ro ro to ^ 'to 'w 'w
S
^
CD CD CD
_Q _Q J2
ja ^a ja
CC DC 0£ DC DC
Oj CO CO CO CO CO
IIS
c a>
Is
in CD § m
CD oo co co oo
Eg v- —1 —1 CO
< >- CO CO —I
0) 0) 0) 0)
•§••§•<<
1
^^ CQ CO CO CO CO CO CO CO CO CO CO CO
_o _o
CD C3
image:
 Appendices 177
•B g
o o
J= .C ,
D) D)
o o o o
CD
s
cc
D)
3
o
IE
(D O O O
JC
D)
"+3 *
8 8
•*-* r- w
> 8 §>.£•
•§
•§
_£- +J <Q
|>8Jioo£»82>.5.5J5^.S.38.3oo.3.3.S§>§>8oooooo.S
oEEEEoEoEEEEEEEEEEEEEooEEEEEEEE
CC <J) LU CO CO CC C/5 CC m m UJ L1J W W CO W CO CO LU UJ LU CC CC CO CO CO CO C/3 CO CO UJ
*w vj 4-r -fr-i W W W f— (— H-f +-f 4^ +-* •*-* 4-14-1 VJ VJ 4-J 4-»
8.888.8.8.8ff8888888.8.888
cccccrce^s^c^c^<rc!crr-fTr-ccc
LU CO O)
•s
I
•a
I
o
8 8
O
O
u:
o:
8
o:
00 00
r- f—
CD" co~
_ _
N
w
in ._-fcfc---* *-
0 X X "~- "~- *~- *~- "~- "~- "~- °~ °- °- °-
^* r r- cncnocncncncn^ cncncncn
'— -5" «=" °°I °$. °°I '"l °°I rol "i o" J- '"I10? °°!! '"l
r-. w" w" co" co" co" co" co" co" CD" cn" ° CD" CD" CD" co" co co" to" co" r-" co" of oo" of co" —i
X r- ^ »- X
• _T »- o »- _j"
o o o — .
in in u;i
o o o
S>
CO -2 2 Of 2
3T O5~ O* O ^ "c *C "c "c *~ «~ *~ O3* O>" - —*
o _
i
o
CN
ooooooooo
aaaaaaooooo.-;oooo
o
tN
•^f ininoooor-ooooor^
t— OLO<— i— T— T— CNCNt— OO^fO
CNOOCDCDCOCOCOOCDCDCDCO
UJinincNCNCNCMCNCOWCOCO'*
|v, CQ
T- CN C_> CO CN CO
CD —> rr -— i^- •* CN
•^- CN CD -^J- »— CN CO
.!=-•-
glillliillliasgg-
r--QXOUJE2ZC3OC3CDCCCCCC^
2
O
TS
I
TJ TJ T3
c c c
mmCO^^^CDCOCOOCDCOCOCDCD
>>>CCCCCCCCCCCC
...
c"cC
E E E
image:
Appendices 177
•B g
o o
J= .C ,
D) D)
o o o o
CD
s
cc
D)
3
o
IE
(D O O O
JC
D)
"+3 *
8 8
•*-* r- w
> 8 §>.£•
•§
•§
_£- +J <Q
|>8Jioo£»82>.5.5J5^.S.38.3oo.3.3.S§>§>8oooooo.S
oEEEEoEoEEEEEEEEEEEEEooEEEEEEEE
CC <J) LU CO CO CC C/5 CC m m UJ L1J W W CO W CO CO LU UJ LU CC CC CO CO CO CO C/3 CO CO UJ
*w vj 4-r -fr-i W W W f— (— H-f +-f 4^ +-* •*-* 4-14-1 VJ VJ 4-J 4-»
8.888.8.8.8ff8888888.8.888
cccccrce^s^c^c^<rc!crr-fTr-ccc
LU CO O)
•s
I
•a
I
o
8 8
O
O
u:
o:
8
o:
00 00
r- f—
CD" co~
_ _
N
w
in ._-fcfc---* *-
0 X X "~- "~- *~- *~- "~- "~- "~- °~ °- °- °-
^* r r- cncnocncncncn^ cncncncn
'— -5" «=" °°I °$. °°I '"l °°I rol "i o" J- '"I10? °°!! '"l
r-. w" w" co" co" co" co" co" co" CD" cn" ° CD" CD" CD" co" co co" to" co" r-" co" of oo" of co" —i
X r- ^ »- X
• _T »- o »- _j"
o o o — .
in in u;i
o o o
S>
CO -2 2 Of 2
3T O5~ O* O ^ "c *C "c "c *~ «~ *~ O3* O>" - —*
o _
i
o
CN
ooooooooo
aaaaaaooooo.-;oooo
o
tN
•^f ininoooor-ooooor^
t— OLO<— i— T— T— CNCNt— OO^fO
CNOOCDCDCOCOCOOCDCDCDCO
UJinincNCNCNCMCNCOWCOCO'*
|v, CQ
T- CN C_> CO CN CO
CD —> rr -— i^- •* CN
•^- CN CD -^J- »— CN CO
.!=-•-
glillliillliasgg-
r--QXOUJE2ZC3OC3CDCCCCCC^
2
O
TS
I
TJ TJ T3
c c c
mmCO^^^CDCOCOOCDCOCOCDCD
>>>CCCCCCCCCCCC
...
c"cC
E E E
image:
 178 Appendices
I
T3
CD
Lu LU LU LU LU
.. -s -s .. . ..
O Q Q O O O
J3 O O J3 -Q -Q
E E E E E
tO tO LU UJ LU
TJ
CD
•o
CD
0,
.
0,
CO UJ UJ CO
2 S S ~§>"o>
U U 13 13 '
to to cc cc i
.r:
0.
0> S 0>
3 -9 3
O E O
CC UJ CC
f
o
ji .c
O) O)
§ i
cc cc
t/3 CC CC CO W
3
o
j= .c -c -c -c
.^S -A -2l -?£1 -S 'm '(3 *m "5 *CO
•— •—
= •££ JO CO == =s = =:: =
Q> (D CD 0) CD 0) (D (D
>.2>.2>
S 2
wtoccccrrcccctototototocccccccccccccccctototo
o
c c c
b- h. cu
T, g--a -c to
-S i-S -sS-
.s 8 .e S 5
a. w a. co ^
8 8
E E
•a
8 8
E E
1
I
T3 -O -O
III
O O O
E E E
*C *C *C CD
i<i :*i ^. "^
1
tn u> to to u>
LD
CD
CO 00 CO
co" co* 10"
«? i s; 5
*— r- csT CM" CN"
LO LO IO
r~ t— CN
CM i— CN CN
2?
N
W
II
222255
w" cyj" cyj" t/T t/T c/)"
LO
o
J ^ *». rt • *^ *—' ^-^ • • ' T— T— T—
-_ cnS^X o»— «— »— oo«— oJ--,ZJ.-
17 - <» - °>: •? ? T °>: °i °i T T T T o o o
) j. .-r p^^vooiniALOcococoiAiiiijOiAT— «— *—
CD cp
o. *~. °. *-.*-. o
JX Q <— O O PT t— «— °? U3 U) <35 CO' 00 in CO CO IT)
a
V)
3 _
> q
o s
5 2
* "
en 03 "T
co" co" 10
r~" •>•" <d
o *-; M M
q. S S S
Q. cq cq cq
g SS3S
a>
co"
T3
I
1
^
3
<9
Ju/ ^.^
11
"H "H
CO CO
3 3
CD CD
O CN
ss
«— CO
•£•5
Q CO
U 3
CD CD
<x CO
Si
11
3 3
CD CD
g g
Mj js
Heavy Duty La
Heavy Duty La
8 8
$ 0
S 5
Heavy Duty La
Static Dissipati
Natural Latex
80 O
o o
CO
ll
1 .8
-3 C3)
to 3
8
_o
rn
Post-Mortem i
Rex-Latex
Rex-Kristall
Rexi-Diamant
Rex-Saphir
Rex-Primeros
Rex-Brillant
Rex-Velour
Rex-Industrie
Rex-Industrie
Rex-Industrie
Rex-Sandjet
to
^
C
!
0
cc
c
g a
al
2 Li
0 .0
2 §
w cc
•A. •*"
J2
ee
M
V3 CO CO CO
0) a. a. a.
JE ° ° 2
** 3 3 3
C LU LU LU
> X X X
W CD CD CD
CC CC CC
(LXJ.J.JLJ.J.CCCCCCXXXXXXXXXXXXX
PPPPPPPcDCDCOCDCDCDCDCDCDCDCDCDCDCDCDCDCDCDCD
.Q.Q.CLQ.D.a.cca:cccccca:cccccccccccccc cc cc cc cc cc cc
ce
"S ,_
5 ^
ii
ee
|
o
a
a
w
I
O J J
CD CD
=5 =5
.t; .t;
X p
CD
0} ^— ^f-
r^ co co
I
z
ee
•• V . 4J 4-* 4-/ 4-»
_+J .2 co co ra co
Z 5 CO CQ CQ CQ
image:
178 Appendices
I
T3
CD
Lu LU LU LU LU
.. -s -s .. . ..
O Q Q O O O
J3 O O J3 -Q -Q
E E E E E
tO tO LU UJ LU
TJ
CD
•o
CD
0,
.
0,
CO UJ UJ CO
2 S S ~§>"o>
U U 13 13 '
to to cc cc i
.r:
0.
0> S 0>
3 -9 3
O E O
CC UJ CC
f
o
ji .c
O) O)
§ i
cc cc
t/3 CC CC CO W
3
o
j= .c -c -c -c
.^S -A -2l -?£1 -S 'm '(3 *m "5 *CO
•— •—
= •££ JO CO == =s = =:: =
Q> (D CD 0) CD 0) (D (D
>.2>.2>
S 2
wtoccccrrcccctototototocccccccccccccccctototo
o
c c c
b- h. cu
T, g--a -c to
-S i-S -sS-
.s 8 .e S 5
a. w a. co ^
8 8
E E
•a
8 8
E E
1
I
T3 -O -O
III
O O O
E E E
*C *C *C CD
i<i :*i ^. "^
1
tn u> to to u>
LD
CD
CO 00 CO
co" co* 10"
«? i s; 5
*— r- csT CM" CN"
LO LO IO
r~ t— CN
CM i— CN CN
2?
N
W
II
222255
w" cyj" cyj" t/T t/T c/)"
LO
o
J ^ *». rt • *^ *—' ^-^ • • ' T— T— T—
-_ cnS^X o»— «— »— oo«— oJ--,ZJ.-
17 - <» - °>: •? ? T °>: °i °i T T T T o o o
) j. .-r p^^vooiniALOcococoiAiiiijOiAT— «— *—
CD cp
o. *~. °. *-.*-. o
JX Q <— O O PT t— «— °? U3 U) <35 CO' 00 in CO CO IT)
a
V)
3 _
> q
o s
5 2
* "
en 03 "T
co" co" 10
r~" •>•" <d
o *-; M M
q. S S S
Q. cq cq cq
g SS3S
a>
co"
T3
I
1
^
3
<9
Ju/ ^.^
11
"H "H
CO CO
3 3
CD CD
O CN
ss
«— CO
•£•5
Q CO
U 3
CD CD
<x CO
Si
11
3 3
CD CD
g g
Mj js
Heavy Duty La
Heavy Duty La
8 8
$ 0
S 5
Heavy Duty La
Static Dissipati
Natural Latex
80 O
o o
CO
ll
1 .8
-3 C3)
to 3
8
_o
rn
Post-Mortem i
Rex-Latex
Rex-Kristall
Rexi-Diamant
Rex-Saphir
Rex-Primeros
Rex-Brillant
Rex-Velour
Rex-Industrie
Rex-Industrie
Rex-Industrie
Rex-Sandjet
to
^
C
!
0
cc
c
g a
al
2 Li
0 .0
2 §
w cc
•A. •*"
J2
ee
M
V3 CO CO CO
0) a. a. a.
JE ° ° 2
** 3 3 3
C LU LU LU
> X X X
W CD CD CD
CC CC CC
(LXJ.J.JLJ.J.CCCCCCXXXXXXXXXXXXX
PPPPPPPcDCDCOCDCDCDCDCDCDCDCDCDCDCDCDCDCDCDCD
.Q.Q.CLQ.D.a.cca:cccccca:cccccccccccccc cc cc cc cc cc cc
ce
"S ,_
5 ^
ii
ee
|
o
a
a
w
I
O J J
CD CD
=5 =5
.t; .t;
X p
CD
0} ^— ^f-
r^ co co
I
z
ee
•• V . 4J 4-* 4-/ 4-»
_+J .2 co co ra co
Z 5 CO CQ CQ CQ
image:
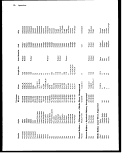 Appendices 179
T3 T3 13
Q) CD <D
€ S S ,- * £ 8
8-8-81*8 8.8
E £ £ o £ £ E
C/3 111 LU EC CQ C/3 UJ
-D *D tJ TJ
<D <D <D <D
-O T> T! 13 13
(D (D CD CD <D
4-1 4_r +J +-I 4-1 4-1 vi vi w w ^— f- •- w w vi
EEEEEE'lllloooEE'E
TI T3 T3 T3
(D 0) <D CD
T3 T3 "D T3 T3
(0 0) CO (Q 0) r-
D:3.~.-~~~-
oo££££££
I
u
.£ to 3
a. CQ o
T3
Ql
'i
15
o
>- C
CD O
tn t-;
C
^
2 S
3<3
8
CE
o
E:
I
o
88
n: D:
I
j
s°
fc<0 O
o>"
00 CO
LO LO IO IT> r-
d d o' o •-.
>->->-> o
2 r- o >-:. J2 i
>. «"~ •. C5 •. *— ^^ ^?> /^s- ^^ -
O> Q* <J> *~; O)_ Q" O O O O O^
OD* «— CO O!>' 00_ *—^ 'T
S* cjf r^-*" co" r*** o" co
oo ^.
,_ ^_ t- O O O
*— T- O" __ ^ *". *~» _
O" O" *~. r- °l °l °l T-
i wi. WJ, o o o ""V*^ o °l o" °l ^ ^ o
TTOOOOCO«~~T— ^— O)O)'~"00 *" *" *"
co r*-* i^" r^ of ctf o co*" co~ o" r^1
__
_ - - _ <-_ 0 ^-_
-=.«=. Ol^O^t-^O^
CD" CD" CD" o>~ CD" CD" co w P-." oo" ca" oo"
E8S
o o
CO 00
LOCN
ooooooooooooooo
cO CO 5 ?0 S 3 3
ooooooo
ooooooooooooooooooooooooo.
OOOOOOO
t
o
a
a
f I
CD .t: .t;
cs co
3
^1
I
X X X X
» !i S 1 '.§. !i 1
CO CO CO W
.- LO LO OJ OJ LO
"2 "2
CO CO
3 3
23
CC t-
0
•8-
I
CD O O
CQ CQ O
E £
<D O o
J
J3
tf
c c c c
0000
-i I -a I
LU LU LU LU
1
•0 TJ -0 T3 -0
g g g g.| 8 |'8 8 8 o 8 ^ i'i.i 2 i-i s^^!|
«^- ^ ^ Cfl MCQCQCQCQD3CQCQC3CDCD(I)CDCDCI)C1)^^^
image:
Appendices 179
T3 T3 13
Q) CD <D
€ S S ,- * £ 8
8-8-81*8 8.8
E £ £ o £ £ E
C/3 111 LU EC CQ C/3 UJ
-D *D tJ TJ
<D <D <D <D
-O T> T! 13 13
(D (D CD CD <D
4-1 4_r +J +-I 4-1 4-1 vi vi w w ^— f- •- w w vi
EEEEEE'lllloooEE'E
TI T3 T3 T3
(D 0) <D CD
T3 T3 "D T3 T3
(0 0) CO (Q 0) r-
D:3.~.-~~~-
oo££££££
I
u
.£ to 3
a. CQ o
T3
Ql
'i
15
o
>- C
CD O
tn t-;
C
^
2 S
3<3
8
CE
o
E:
I
o
88
n: D:
I
j
s°
fc<0 O
o>"
00 CO
LO LO IO IT> r-
d d o' o •-.
>->->-> o
2 r- o >-:. J2 i
>. «"~ •. C5 •. *— ^^ ^?> /^s- ^^ -
O> Q* <J> *~; O)_ Q" O O O O O^
OD* «— CO O!>' 00_ *—^ 'T
S* cjf r^-*" co" r*** o" co
oo ^.
,_ ^_ t- O O O
*— T- O" __ ^ *". *~» _
O" O" *~. r- °l °l °l T-
i wi. WJ, o o o ""V*^ o °l o" °l ^ ^ o
TTOOOOCO«~~T— ^— O)O)'~"00 *" *" *"
co r*-* i^" r^ of ctf o co*" co~ o" r^1
__
_ - - _ <-_ 0 ^-_
-=.«=. Ol^O^t-^O^
CD" CD" CD" o>~ CD" CD" co w P-." oo" ca" oo"
E8S
o o
CO 00
LOCN
ooooooooooooooo
cO CO 5 ?0 S 3 3
ooooooo
ooooooooooooooooooooooooo.
OOOOOOO
t
o
a
a
f I
CD .t: .t;
cs co
3
^1
I
X X X X
» !i S 1 '.§. !i 1
CO CO CO W
.- LO LO OJ OJ LO
"2 "2
CO CO
3 3
23
CC t-
0
•8-
I
CD O O
CQ CQ O
E £
<D O o
J
J3
tf
c c c c
0000
-i I -a I
LU LU LU LU
1
•0 TJ -0 T3 -0
g g g g.| 8 |'8 8 8 o 8 ^ i'i.i 2 i-i s^^!|
«^- ^ ^ Cfl MCQCQCQCQD3CQCQC3CDCD(I)CDCDCI)C1)^^^
image:
 180 Appendices
73 73 73 73
d> tp fl) (D
73 73
<D 0)
a f •§•§ .8.8.8.3.8.8.8.^
IS oooEEEEEEEEE
O occcQcujujuLiujujujujujuj
73 73
0) CD
(a CO _^
(0 (0 "£3
.g g g •§)•§.•§.•§)•§•§> _g
gggggg£££££££££££
.8.8.8.8.8.8.8 8
§>
CC DC CC DC DC DC
g o §5 £ E E
DC DC CC > CO CO GO
•c
.S* .£? .5* ,5* .0 .2* .2* .0* .£? .!•? .2* .5* .2* .2* .5* .2* .21.5* .£? .^ o o
t !t -t it !t !| *
o> 01 01 01
'
*«»4*+* .3.3.>.
towwcowcococotocowcowcocococowcocou-iZCniriZiZircccLixcocowcoococarcc
I
73 73
Q> ffl
-S j2
E E
o
E
8
E
8
E
8
E
T3 T3 TJ
888
000
o o o
E E E
888
E E E
O
E
|
CO CO CO CO \£> CO 00
in in
in in
in in tn
O O O
>< X _j o" °V
OOOO.-^^OO OOOOO^-OOOO^O^XXXjOO^OO^.^.
,y erf ctf co"] oo" <r-^ T-^ r-^ oo" oi[ "7 «7 v ffl ffl oo" oo^ oo" co" oi] <—_ ctf oo"| ctf CD" «- 00""— 5_ 5^ 5 ^J. oo" oo" ° r-' K ° 2
\0 p^ !**• r^ i^. GJ 05 o p*1 i^ co ttb (o -^ ^*t t^. t*^ r*~ r^ ^« 05 t^ r^ r^ t^** 01* r*^ oT GO GO
Oo" 00"
r--" r-" en"
^s
oomo
3! S! C*; ^~*
'
•—• °,
OOOOOOOC5OO
OCDOOOOOOOOOOO
OOOOO
oc
o
_ _
11
o in in r-
r— r- r- T—
CO CO CO CO
p P
C, k. -
CM CM CM
CO "* t-»
§00000
03 (0 (0 « <0
C C C C C C
co co ro ro ro <o
D. Q.
•' _J Q- £L
Si
.0) .01 01 .«
Ill III III til
•8
73 75 73 73 73 J J
&2. ° 9, Q.Q.
O> D) D) c C
13 T3 T3 TJ T3
C C C C C
te fc fe =
"H "H "E "S
80 o
o S
c c c
image:
180 Appendices
73 73 73 73
d> tp fl) (D
73 73
<D 0)
a f •§•§ .8.8.8.3.8.8.8.^
IS oooEEEEEEEEE
O occcQcujujuLiujujujujujuj
73 73
0) CD
(a CO _^
(0 (0 "£3
.g g g •§)•§.•§.•§)•§•§> _g
gggggg£££££££££££
.8.8.8.8.8.8.8 8
§>
CC DC CC DC DC DC
g o §5 £ E E
DC DC CC > CO CO GO
•c
.S* .£? .5* ,5* .0 .2* .2* .0* .£? .!•? .2* .5* .2* .2* .5* .2* .21.5* .£? .^ o o
t !t -t it !t !| *
o> 01 01 01
'
*«»4*+* .3.3.>.
towwcowcococotocowcowcocococowcocou-iZCniriZiZircccLixcocowcoococarcc
I
73 73
Q> ffl
-S j2
E E
o
E
8
E
8
E
8
E
T3 T3 TJ
888
000
o o o
E E E
888
E E E
O
E
|
CO CO CO CO \£> CO 00
in in
in in
in in tn
O O O
>< X _j o" °V
OOOO.-^^OO OOOOO^-OOOO^O^XXXjOO^OO^.^.
,y erf ctf co"] oo" <r-^ T-^ r-^ oo" oi[ "7 «7 v ffl ffl oo" oo^ oo" co" oi] <—_ ctf oo"| ctf CD" «- 00""— 5_ 5^ 5 ^J. oo" oo" ° r-' K ° 2
\0 p^ !**• r^ i^. GJ 05 o p*1 i^ co ttb (o -^ ^*t t^. t*^ r*~ r^ ^« 05 t^ r^ r^ t^** 01* r*^ oT GO GO
Oo" 00"
r--" r-" en"
^s
oomo
3! S! C*; ^~*
'
•—• °,
OOOOOOOC5OO
OCDOOOOOOOOOOO
OOOOO
oc
o
_ _
11
o in in r-
r— r- r- T—
CO CO CO CO
p P
C, k. -
CM CM CM
CO "* t-»
§00000
03 (0 (0 « <0
C C C C C C
co co ro ro ro <o
D. Q.
•' _J Q- £L
Si
.0) .01 01 .«
Ill III III til
•8
73 75 73 73 73 J J
&2. ° 9, Q.Q.
O> D) D) c C
13 T3 T3 TJ T3
C C C C C
te fc fe =
"H "H "E "S
80 o
o S
c c c
image:
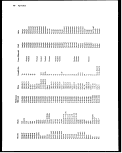 Appendices 181
D) D) D)
O O
DC DC
_c
CD
_c jc _c -c _c
Cf) D) D) D) O)
O O O O O
CC DC EC CC DC
Iff
O O O
T.3 TJ "O
CD <D 0)
W O) _c ..C W _j—
CO CO -»-• 4-» W ^3
o o o o o o
-Q _Q O O -Q O
£ £ E E £ E
LU UJ CO CO UJ CO
If
o o
in co
•a
(D
a. T3
_O o
CO
"5
DC
T3
<D
C
ix
. . .
2 S S
oo 55 55
D) D) D) CO D> D)
'I 'E '£ '£ "£ "2
00 CO CO C/) C/5 CO
O)
1
.0.0)
S 2
00 00
T3
I
O
E:
a?
f
c
o
j
CM" ^ c-J ^
o" CM" o" CM"
o o in
.a .a •
Qj flj ^
.
S
I
co"x
CD
O
O O O O O O
cli
a
I
I
_-_. 0> CD
2 co m co
V
t.
1
liiili
a> g g g 11
> co co co 2 5
5
o
£ c c c
Hi 0 0 0
+ £ £ £
"O "O "O O O
® LL1 LU LU ® Q)
^ to CO
'£ ~S ~S T5 g g
.*J CO CO CO C C
^ o o
ffl Q. 0. g
T. "O T3 ~-. ~_. m
5 CD <D -2- _2- ^
O co co O O >•
ac_aa cocoa-a. -5
t-^-^ mm
gQ.-l.CL. UJLUOOtOD.
., C
0 .2
B „ .. „ 2
» c c c $
•c o o o -f
.jTEEE^-cotococo-o
.3 t3"U"O oT3^313^ *-
«LULULUQ.c5coc5c5.?
>=i:i:ai.= -S)-§>-S)-§1cD 8
.PllJliiiii'i'
CX<<<<i3:3:iQ.DC
upported
Sensi Glove
(0
*
4)
O
_c
!_
3 <o
>• 'c
Is
w
1
a
a
V)
I
•§
— 00
111
' LU LU
image:
Appendices 181
D) D) D)
O O
DC DC
_c
CD
_c jc _c -c _c
Cf) D) D) D) O)
O O O O O
CC DC EC CC DC
Iff
O O O
T.3 TJ "O
CD <D 0)
W O) _c ..C W _j—
CO CO -»-• 4-» W ^3
o o o o o o
-Q _Q O O -Q O
£ £ E E £ E
LU UJ CO CO UJ CO
If
o o
in co
•a
(D
a. T3
_O o
CO
"5
DC
T3
<D
C
ix
. . .
2 S S
oo 55 55
D) D) D) CO D> D)
'I 'E '£ '£ "£ "2
00 CO CO C/) C/5 CO
O)
1
.0.0)
S 2
00 00
T3
I
O
E:
a?
f
c
o
j
CM" ^ c-J ^
o" CM" o" CM"
o o in
.a .a •
Qj flj ^
.
S
I
co"x
CD
O
O O O O O O
cli
a
I
I
_-_. 0> CD
2 co m co
V
t.
1
liiili
a> g g g 11
> co co co 2 5
5
o
£ c c c
Hi 0 0 0
+ £ £ £
"O "O "O O O
® LL1 LU LU ® Q)
^ to CO
'£ ~S ~S T5 g g
.*J CO CO CO C C
^ o o
ffl Q. 0. g
T. "O T3 ~-. ~_. m
5 CD <D -2- _2- ^
O co co O O >•
ac_aa cocoa-a. -5
t-^-^ mm
gQ.-l.CL. UJLUOOtOD.
., C
0 .2
B „ .. „ 2
» c c c $
•c o o o -f
.jTEEE^-cotococo-o
.3 t3"U"O oT3^313^ *-
«LULULUQ.c5coc5c5.?
>=i:i:ai.= -S)-§>-S)-§1cD 8
.PllJliiiii'i'
CX<<<<i3:3:iQ.DC
upported
Sensi Glove
(0
*
4)
O
_c
!_
3 <o
>• 'c
Is
w
1
a
a
V)
I
•§
— 00
111
' LU LU
image:
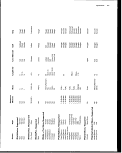 182 Appendices
$
O
O)
D) D) O)
333
O O O
CC CC CC
_ rg £ -5 .5
88888
E E E E E
CO CO CO CO CO
CO
o
•g J j
m .£ .£
CQ a. a
0) O)
-* -» '5
.E § S
Cu ^ CO
1
4J +J* 4_»
_c _c jz
TO O> D)
fi S S
CO CO CO
O> D>
£'I
T3 CO CO .
«= I "i "i "I
.£ T3 .b CO CO 4=
— — .= .= .= .= . . < -
.2> .5> Q- Q- O. Cu Cu O D_ CQ CQ CO .2> .D> .O) .O> D)
~ * *"" " " " " "
4-f 4w"
j: x:
D) D)
" *
tt
3
5 £
^ D)
4-r 'co
H S
-D -g,
CD O)
JZ 'to
ix co
1
co
CQ
§ .S>.E
C CD C
m H H
I CO CO
-a
a)
J2 t-
C _CO
Q. U.
5!
Illllll III
.Q ,V -Q (U (0 CQ CO Q) (D,
O Q Q LL. ". u. u_ -% u_
&
I
CM
oo CM"
si"§?i5
00
t"
•^i- CM"
CM O
2 5" 5"
CM"
eft
£ y
CM"
o"
5
CD
J
CM" t~-
«- in
O" O r-
^^5
•*
0 O O
§"5" 5"
1 •*
•<* ••*" CM"
O 0 r- 0
5555
oT c*f
T- o" 0* |
5" 5" 5"m
CM
O
5
CM CM
O O
55
oo
CM
CM"
CM_
CM" to CM" CM" CM"
o" 5. o" o" o" o" oo
>" > > 5r >" 5»" >" >" ^M"
>>>OQ>>>>CM
in
co'
oo"
§
*
ooooo^^ t^ "c
'^.'^.^''I.^wcocoojOTwcoeocowwWweoeotoco05 £
O* O) O5 O) o) c c c c c c c *"E *c "c "c •— *"c "c "c ""c ""c •— c
00 00 00 00 CO* CDQ)(D(D©O(D(D(D(D(D "^ 0 (D 0> Q> Q> "O O
^^^*~-.;~-.^^:^^'5'<;^^^^'^ q«^-^^^^ co ^
rxr*.r^r^r^-2^^^^^^^^^^-j^^^^^_i_i>
If
•z.-z.-z.
,g
c £ -^
u ^ C?^E
0 Q) Q J= i_
*., 73 •—• O) <D
psTsTfefe-oloto-oS'S.ooi.H
OOffiCOCOjS33CDO3>>'— ^
ZCQCQOOCQXICCCCcyjQ-CLWCQ
Slip-on
Blockbuste
3
•Q.
i
CD O
$&
-i-i
|
^
1
iil
CO OT (0 (0 CO 0) (/> {/} ......
CQCQCQCQCOCfiCQCQCQCQCQCO
4-> <0
CO CO
o o o o o
CO CO CO CO CO
E E E E E
a<3c36c3
image:
182 Appendices
$
O
O)
D) D) O)
333
O O O
CC CC CC
_ rg £ -5 .5
88888
E E E E E
CO CO CO CO CO
CO
o
•g J j
m .£ .£
CQ a. a
0) O)
-* -» '5
.E § S
Cu ^ CO
1
4J +J* 4_»
_c _c jz
TO O> D)
fi S S
CO CO CO
O> D>
£'I
T3 CO CO .
«= I "i "i "I
.£ T3 .b CO CO 4=
— — .= .= .= .= . . < -
.2> .5> Q- Q- O. Cu Cu O D_ CQ CQ CO .2> .D> .O) .O> D)
~ * *"" " " " " "
4-f 4w"
j: x:
D) D)
" *
tt
3
5 £
^ D)
4-r 'co
H S
-D -g,
CD O)
JZ 'to
ix co
1
co
CQ
§ .S>.E
C CD C
m H H
I CO CO
-a
a)
J2 t-
C _CO
Q. U.
5!
Illllll III
.Q ,V -Q (U (0 CQ CO Q) (D,
O Q Q LL. ". u. u_ -% u_
&
I
CM
oo CM"
si"§?i5
00
t"
•^i- CM"
CM O
2 5" 5"
CM"
eft
£ y
CM"
o"
5
CD
J
CM" t~-
«- in
O" O r-
^^5
•*
0 O O
§"5" 5"
1 •*
•<* ••*" CM"
O 0 r- 0
5555
oT c*f
T- o" 0* |
5" 5" 5"m
CM
O
5
CM CM
O O
55
oo
CM
CM"
CM_
CM" to CM" CM" CM"
o" 5. o" o" o" o" oo
>" > > 5r >" 5»" >" >" ^M"
>>>OQ>>>>CM
in
co'
oo"
§
*
ooooo^^ t^ "c
'^.'^.^''I.^wcocoojOTwcoeocowwWweoeotoco05 £
O* O) O5 O) o) c c c c c c c *"E *c "c "c •— *"c "c "c ""c ""c •— c
00 00 00 00 CO* CDQ)(D(D©O(D(D(D(D(D "^ 0 (D 0> Q> Q> "O O
^^^*~-.;~-.^^:^^'5'<;^^^^'^ q«^-^^^^ co ^
rxr*.r^r^r^-2^^^^^^^^^^-j^^^^^_i_i>
If
•z.-z.-z.
,g
c £ -^
u ^ C?^E
0 Q) Q J= i_
*., 73 •—• O) <D
psTsTfefe-oloto-oS'S.ooi.H
OOffiCOCOjS33CDO3>>'— ^
ZCQCQOOCQXICCCCcyjQ-CLWCQ
Slip-on
Blockbuste
3
•Q.
i
CD O
$&
-i-i
|
^
1
iil
CO OT (0 (0 CO 0) (/> {/} ......
CQCQCQCQCOCfiCQCQCQCQCQCO
4-> <0
CO CO
o o o o o
CO CO CO CO CO
E E E E E
a<3c36c3
image:
 Appendices 183
a
'1
f ".<=
I 0> D, g,
E o o o
CO CC CC DC
•£"•£ j: j= jc s: ~
888i>i>?g>8
EEEooooE
cococoocccrrocco
-§
5 o 8 8 8 8 8
E E £ E E
EC
' CO CO CO CO
888
£ £ £
CO CO CO
-c -c
D)O)
4-1 '(D 'aj
..c _c
O) O)
' "
TDT3
(DO
.
.2> CO
O
.2> co co ,2> co co .0) .o> to <o aj
-n
c
4-. '<0 "<D "«J
III
O.O'COCOCOCOCOCOQ-
. -~ (0 -sT -i1 -?." "-^ -^" -^" -r^
u
i
c >- >-
Ji CO OT
0-5-5
w to 2 ™ £2 2 .ti
JJ J^ ^ ^ ^ ^ -g
s
c
^ 2 ^ ? I:MCM^ CM^! CM^; CMCM CM ^CMCMCM CM ^CM CM
CM CO CM CM o~ o CM CO O~ O" J^" O O" ™" JJ o" J^j" O~ O" CM o" CM CM* o" o" r-~ O~ CM~ r-" CM CM o"
o" >" >" o" > >" >" o" >- >" >" o" >- >- o" o" <* >- o" co -r >- >- >- >- >- >- 5 5 >- CM >">.>" >" >' >- >- !
§ ° ° 5 's sr
s s s s 2 5 '
N
«
o^cototowwco
c ~ "c c "c "c "c "c
Q) (D Q) CD (D Q)
s i
.5 I
u _
£i
-z.-z.-z.-z.
o
f
« ^
C
Q Q
£
•S 2 E
Q C9 CD
CCCCCC'
O O O O O O O
I I I I I I I
o o o o o o o
.2 .2 .2 .2
-g.-g.-g.-g.-
,££££•
<D 0) <D ® (
W CO CO W CO O O
image:
Appendices 183
a
'1
f ".<=
I 0> D, g,
E o o o
CO CC CC DC
•£"•£ j: j= jc s: ~
888i>i>?g>8
EEEooooE
cococoocccrrocco
-§
5 o 8 8 8 8 8
E E £ E E
EC
' CO CO CO CO
888
£ £ £
CO CO CO
-c -c
D)O)
4-1 '(D 'aj
..c _c
O) O)
' "
TDT3
(DO
.
.2> CO
O
.2> co co ,2> co co .0) .o> to <o aj
-n
c
4-. '<0 "<D "«J
III
O.O'COCOCOCOCOCOQ-
. -~ (0 -sT -i1 -?." "-^ -^" -^" -r^
u
i
c >- >-
Ji CO OT
0-5-5
w to 2 ™ £2 2 .ti
JJ J^ ^ ^ ^ ^ -g
s
c
^ 2 ^ ? I:MCM^ CM^! CM^; CMCM CM ^CMCMCM CM ^CM CM
CM CO CM CM o~ o CM CO O~ O" J^" O O" ™" JJ o" J^j" O~ O" CM o" CM CM* o" o" r-~ O~ CM~ r-" CM CM o"
o" >" >" o" > >" >" o" >- >" >" o" >- >- o" o" <* >- o" co -r >- >- >- >- >- >- 5 5 >- CM >">.>" >" >' >- >- !
§ ° ° 5 's sr
s s s s 2 5 '
N
«
o^cototowwco
c ~ "c c "c "c "c "c
Q) (D Q) CD (D Q)
s i
.5 I
u _
£i
-z.-z.-z.-z.
o
f
« ^
C
Q Q
£
•S 2 E
Q C9 CD
CCCCCC'
O O O O O O O
I I I I I I I
o o o o o o o
.2 .2 .2 .2
-g.-g.-g.-g.-
,££££•
<D 0) <D ® (
W CO CO W CO O O
image:
 184 Appendices
8888888888888
CO CO CO CO CO CO
E E
CO CO
S E E E
CO CO CO CO CO
.C -C -C
O) D) D)
3 3 D
O O O
CC OC EC
8888888888
cocococococococo
I
CO
1
o
S-.S
.« 2 ^
tn
o o o
d d o >. ? o o
r- i— i— O5 C3) i- T-
5
-
x x
X
X X X X X
2 -[ 5 2 5 ^ 2 2" 2" 2" 2~ 2" 2" 2 2" 2~ 2" 2" 2" 2~ 2 2" 2"
w" 2 co" co" co" —T co" co" co" co" co" co" co" co" co" to" co" co" co" co" co" co" co"
c
o
If
TT Q tr rr TT 5
o
Q 0- 0 q 0
^ S S 2.
,x in in in
"5
mM"°°"°ll
in _
CO i-
q q q q q q q
S S S S S £
in in in ••* ••* »
o o o o
S.
CM
•o
2 8z
T3
i
3Z
B 3 jc
lil
ppoi
1
i
o
5
o
1
0
DuraTouch Sheer
DuraTouch Ambi
Powdered Vinyl
Powder free Vinyl
Pylox Quixams
Lightweight Vinyl
Seamless vinyl
V-1000
Disposable Vinyl
Long Length
Clean Room
Disposable Vinyl
Low Powder
£
D)
CD
Super Heavyweigh'
Maximum Length
StanflexV-20
Quixam V-5
Nimble Fingers V-1
DV-Prepowdered
PF/DV-Powder Fre<
Powder free vinyl
Powdered vinyl
^™ W \J
£•§•§
•e LU ai
_•*• "CD 75
n co n
a ^^
<D CD
II
CD o SB 'a •=
coll-l.lt
S'S'S s||
CD Q Q I 2 2
CO tO CO t!0 VO CO CO
O O O O O O O
._ k. V. ™
m fl) (D 3
S | S C3 CS
o o o f> g
£u b. a. a. ~
"88
c c
_ CD CD
Q- DC CC
J
0
0-
6
c
1
1
ll
image:
184 Appendices
8888888888888
CO CO CO CO CO CO
E E
CO CO
S E E E
CO CO CO CO CO
.C -C -C
O) D) D)
3 3 D
O O O
CC OC EC
8888888888
cocococococococo
I
CO
1
o
S-.S
.« 2 ^
tn
o o o
d d o >. ? o o
r- i— i— O5 C3) i- T-
5
-
x x
X
X X X X X
2 -[ 5 2 5 ^ 2 2" 2" 2" 2~ 2" 2" 2 2" 2~ 2" 2" 2" 2~ 2 2" 2"
w" 2 co" co" co" —T co" co" co" co" co" co" co" co" co" to" co" co" co" co" co" co" co"
c
o
If
TT Q tr rr TT 5
o
Q 0- 0 q 0
^ S S 2.
,x in in in
"5
mM"°°"°ll
in _
CO i-
q q q q q q q
S S S S S £
in in in ••* ••* »
o o o o
S.
CM
•o
2 8z
T3
i
3Z
B 3 jc
lil
ppoi
1
i
o
5
o
1
0
DuraTouch Sheer
DuraTouch Ambi
Powdered Vinyl
Powder free Vinyl
Pylox Quixams
Lightweight Vinyl
Seamless vinyl
V-1000
Disposable Vinyl
Long Length
Clean Room
Disposable Vinyl
Low Powder
£
D)
CD
Super Heavyweigh'
Maximum Length
StanflexV-20
Quixam V-5
Nimble Fingers V-1
DV-Prepowdered
PF/DV-Powder Fre<
Powder free vinyl
Powdered vinyl
^™ W \J
£•§•§
•e LU ai
_•*• "CD 75
n co n
a ^^
<D CD
II
CD o SB 'a •=
coll-l.lt
S'S'S s||
CD Q Q I 2 2
CO tO CO t!0 VO CO CO
O O O O O O O
._ k. V. ™
m fl) (D 3
S | S C3 CS
o o o f> g
£u b. a. a. ~
"88
c c
_ CD CD
Q- DC CC
J
0
0-
6
c
1
1
ll
image:
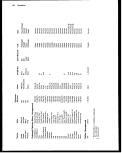 Appendices 185
B
Appendix
Sleeves
image:
Appendices 185
B
Appendix
Sleeves
image:
 186 Appendices
I
o
.0
co
<0
o
m
-o
o
m
o.
o
•c o
S to
o
Q.
03
n
GO
o
-C
<n
2
CO CO
<0
C
o
'
.
o
"0
<D
§
O
•
O
.c
<o
O
o
it
o
o
'«
JD
CD
CO CO CO CO
cocococococo
*— *— *— «— CM t—
cor^cDcocor^
i— CM *— i— T— CM
co co
co oo
»
CO CM CD
T m p
CO
CO
2 5
CM O
IQ CO
co
o
U3
n. CD
en o
— J co
CO ^
o 2
•g i Q.
O ^C u.
> o o
I
I I _ i 1
.» § (3 -(5 ™
iZ to Q- CC 2
O
1
•§
g
' 8
|
i
w
I
ca
•5
§
a
!•
}
|
o
c
*••
1
_o
A4
M
_n
a
1
I
0
0>
g
a
0
O
1
a
0
U
_£
jj
otton-c
u
a)
£
&
g
S
C
|
4)
I
a
o
U
0
0
a
0
_o
J!
W
1
O
i
•
0
£
a
0
JS
u
a
a
woven
e
i
0
I
^
"5
~
0
i
u
111
i i
Z 2
£ 3
\ I
II
S.
i!
o o
o a. u
i + ^
J .2 SI
•c •= s.
.t: ± "o
2 z £
§
o
a
>
I
§
o o
£ Z
i i
c c
0 0
II
0 0
5 g
a, tL
image:
186 Appendices
I
o
.0
co
<0
o
m
-o
o
m
o.
o
•c o
S to
o
Q.
03
n
GO
o
-C
<n
2
CO CO
<0
C
o
'
.
o
"0
<D
§
O
•
O
.c
<o
O
o
it
o
o
'«
JD
CD
CO CO CO CO
cocococococo
*— *— *— «— CM t—
cor^cDcocor^
i— CM *— i— T— CM
co co
co oo
»
CO CM CD
T m p
CO
CO
2 5
CM O
IQ CO
co
o
U3
n. CD
en o
— J co
CO ^
o 2
•g i Q.
O ^C u.
> o o
I
I I _ i 1
.» § (3 -(5 ™
iZ to Q- CC 2
O
1
•§
g
' 8
|
i
w
I
ca
•5
§
a
!•
}
|
o
c
*••
1
_o
A4
M
_n
a
1
I
0
0>
g
a
0
O
1
a
0
U
_£
jj
otton-c
u
a)
£
&
g
S
C
|
4)
I
a
o
U
0
0
a
0
_o
J!
W
1
O
i
•
0
£
a
0
JS
u
a
a
woven
e
i
0
I
^
"5
~
0
i
u
111
i i
Z 2
£ 3
\ I
II
S.
i!
o o
o a. u
i + ^
J .2 SI
•c •= s.
.t: ± "o
2 z £
§
o
a
>
I
§
o o
£ Z
i i
c c
0 0
II
0 0
5 g
a, tL
image:
 Appendices 187
I
0}
I
(D
13
O
CO
o o
E E
o o
QQ CO
5: <o
15 <B
o -fi
o
o
<n
Ltl
co
o>
<o
(D
(D
-C
(D
0)
(0
<0 C C
jg C C
(D CO CO CO
£ 'E
E £ £ £
CD CD CD CO
c: o
<D c
cocococo^qqcocvi
-
CO
CO CO CD CO
CO CO
co
CN CD CO
*
"5
•g
CO
CQ
CN
CD
CC
CO (v,
T o
^5
Si
CO"
5) CO
_ co
§ - CO
S5 g ^r co S 5
Q. 5^ co o o o
CN CD CO
*» J2
JS g 4S
x: <n 3
O Q Q
D. J
f I
•S J
c o
nj o
^2 O
o
I
n.
Q.
co O
O
Q.
Q.
O
•8
S-
LU
(0
JS
a.
1
i
e
0
0) 4)
e e
« o
II
& s.
s. I
!
o
S
o
0)
1
i
a,
I
• 'i
18
11
11
image:
Appendices 187
I
0}
I
(D
13
O
CO
o o
E E
o o
QQ CO
5: <o
15 <B
o -fi
o
o
<n
Ltl
co
o>
<o
(D
(D
-C
(D
0)
(0
<0 C C
jg C C
(D CO CO CO
£ 'E
E £ £ £
CD CD CD CO
c: o
<D c
cocococo^qqcocvi
-
CO
CO CO CD CO
CO CO
co
CN CD CO
*
"5
•g
CO
CQ
CN
CD
CC
CO (v,
T o
^5
Si
CO"
5) CO
_ co
§ - CO
S5 g ^r co S 5
Q. 5^ co o o o
CN CD CO
*» J2
JS g 4S
x: <n 3
O Q Q
D. J
f I
•S J
c o
nj o
^2 O
o
I
n.
Q.
co O
O
Q.
Q.
O
•8
S-
LU
(0
JS
a.
1
i
e
0
0) 4)
e e
« o
II
& s.
s. I
!
o
S
o
0)
1
i
a,
I
• 'i
18
11
11
image:
 188 Appendices
o>
2
1
to
1
1111111
O ** o> co co co CD
N N N
O O O
CD CO CO
eo co
oo oo to
T- i- CM
OOCOCMCO^OOCOOOOCOCNCO
•<— CM *— t—
CN *— *— T— CN t— CN
CO CO CO
co co r**
•^* co co
co
S
S" W W
Q. Q.
CO
•<d- LO
co co co
8 S S 2 °
in W —I
CO m X
8 * g g
O O C/> C/)
CD CD DC EC
I-- h- U. LL
to o o ^
CM CB 05 Ul
> D.
<D
XI
Jr!
<D
s
o
(0
-1
co T3
03 -T!
cc <
iX r-
OL ^
ti S. O
^ % c
_g j _S
o o o
1
ffl
0
!§
w
I
2
a
image:
188 Appendices
o>
2
1
to
1
1111111
O ** o> co co co CD
N N N
O O O
CD CO CO
eo co
oo oo to
T- i- CM
OOCOCMCO^OOCOOOOCOCNCO
•<— CM *— t—
CN *— *— T— CN t— CN
CO CO CO
co co r**
•^* co co
co
S
S" W W
Q. Q.
CO
•<d- LO
co co co
8 S S 2 °
in W —I
CO m X
8 * g g
O O C/> C/)
CD CD DC EC
I-- h- U. LL
to o o ^
CM CB 05 Ul
> D.
<D
XI
Jr!
<D
s
o
(0
-1
co T3
03 -T!
cc <
iX r-
OL ^
ti S. O
^ % c
_g j _S
o o o
1
ffl
0
!§
w
I
2
a
image:
 Appendices 189
I
0)
I
"5
o
0
LU
igOOOCOCOOCOOOCM
*
"5
"8
CO
CQ
i- CM
t- r- CM 00
TO LO O O CM
00 LO LD
CO
CM CM CO
1 it 8
fl) tD 3
> Q Q
c
it
g.
D.
Q.
to
v:
image:
Appendices 189
I
0)
I
"5
o
0
LU
igOOOCOCOOCOOOCM
*
"5
"8
CO
CQ
i- CM
t- r- CM 00
TO LO O O CM
00 LO LD
CO
CM CM CO
1 it 8
fl) tD 3
> Q Q
c
it
g.
D.
Q.
to
v:
image:
 image:
image:
 Appendices 191
c
Appendix
Footwear
image:
Appendices 191
c
Appendix
Footwear
image:
 Appendices 192
§
u
1
&,
CO CO CO CO CO
CO P. PH P," P." CO CO CO PH P," P< P. PH" P,
CO CO CO
eu PH" a. or ft."
5-2
vO
VO VO VO
t~ VO •*
2" 2
35
vo *"!. o"
r-i VO i-H
>-< vo ts"
«*" vo ^ t
<H T-H VO VO
1 1 _J
<y O ft) Sr
eo 0 <§ oi
i-
i ^»
5 £> u u u
* CO CO 00 CO
O
£
o j!
X J3
€ = g
l| fl^-l
°- S a .a a a
< £ BQ d S P
1
S)
So
1
"o
0.
«
e
1»
J CO
o
«
a
a
I |
•e J
0 6
a
i
« "w
SL o
o o
a.
i
•H
e
S
J
o
V u
W CO
CB
E
X
a
1 a
£ §
ffl C
Js S
0 0
•8
CO
•
A O
ft
0 U
i! M
o
S
ii
§9
2
I
4 4
u
CO
image:
Appendices 192
§
u
1
&,
CO CO CO CO CO
CO P. PH P," P." CO CO CO PH P," P< P. PH" P,
CO CO CO
eu PH" a. or ft."
5-2
vO
VO VO VO
t~ VO •*
2" 2
35
vo *"!. o"
r-i VO i-H
>-< vo ts"
«*" vo ^ t
<H T-H VO VO
1 1 _J
<y O ft) Sr
eo 0 <§ oi
i-
i ^»
5 £> u u u
* CO CO 00 CO
O
£
o j!
X J3
€ = g
l| fl^-l
°- S a .a a a
< £ BQ d S P
1
S)
So
1
"o
0.
«
e
1»
J CO
o
«
a
a
I |
•e J
0 6
a
i
« "w
SL o
o o
a.
i
•H
e
S
J
o
V u
W CO
CB
E
X
a
1 a
£ §
ffl C
Js S
0 0
•8
CO
•
A O
ft
0 U
i! M
o
S
ii
§9
2
I
4 4
u
CO
image:
 193 Appendices
£ £ £ JB u o
Q O O O O *S
O w w CO w &5
1 'ES 'i 'i 1 1
r^ °1 co CO oo oo
"•' OH OH OH OH" OH"
cS00., CO COOOOO CO CO
t-l OHOHCOPHOHOOOHOHCOOHOHCOCOOHOH"OHOH"OH"OH OH 00 OH OH OH OH" OH OH OH" CO
?
•s a s 12 ^r
.a ^ t vo" vo to- t-. <o* n s ^ ^
^ uf 7s ^> U Dr "*" ""!. vo ^1 a r-" rt- Th"
St^.I2£3£JT*'':J'C<' VOTHC-4'H.THVO VO S
f 5s s §-.3 SsJ.fSUsd'CS!:-? 35 3^ 55
w 5- * a vo- ^ 5- s 3 TH 3 3- 5 i3 aSaaaSss-i^ST-iS s- s" a sf 5
2 rfwo-'tvocnidvoTHloTH^THTt'meilmmco HMriHrimrf SmS
S r'Tl<'T'1<1T<^r~''H^ ^S?S?<RTHP^ 322
CO CO«A4vot^vicO>A>AvOtf')lA4vj!)vooOvovovo SvocOCOCOvooO vAvovo
CO^ CO CO
OH* OH OH* OH*
>O
VO TJ- vo ""I
TH TH TH VO
cn TH co m
TH TH TH TH
T|- •* en vo
U U „ U U U U
co ooPQcococoMco
ffl ffl PO
OH ffl « fP
-§
I
.O
oc
legiift ifl»:
rt2S2col-H ZpqSi
I
=
^ *3 *3
2 & &
image:
193 Appendices
£ £ £ JB u o
Q O O O O *S
O w w CO w &5
1 'ES 'i 'i 1 1
r^ °1 co CO oo oo
"•' OH OH OH OH" OH"
cS00., CO COOOOO CO CO
t-l OHOHCOPHOHOOOHOHCOOHOHCOCOOHOH"OHOH"OH"OH OH 00 OH OH OH OH" OH OH OH" CO
?
•s a s 12 ^r
.a ^ t vo" vo to- t-. <o* n s ^ ^
^ uf 7s ^> U Dr "*" ""!. vo ^1 a r-" rt- Th"
St^.I2£3£JT*'':J'C<' VOTHC-4'H.THVO VO S
f 5s s §-.3 SsJ.fSUsd'CS!:-? 35 3^ 55
w 5- * a vo- ^ 5- s 3 TH 3 3- 5 i3 aSaaaSss-i^ST-iS s- s" a sf 5
2 rfwo-'tvocnidvoTHloTH^THTt'meilmmco HMriHrimrf SmS
S r'Tl<'T'1<1T<^r~''H^ ^S?S?<RTHP^ 322
CO CO«A4vot^vicO>A>AvOtf')lA4vj!)vooOvovovo SvocOCOCOvooO vAvovo
CO^ CO CO
OH* OH OH* OH*
>O
VO TJ- vo ""I
TH TH TH VO
cn TH co m
TH TH TH TH
T|- •* en vo
U U „ U U U U
co ooPQcococoMco
ffl ffl PO
OH ffl « fP
-§
I
.O
oc
legiift ifl»:
rt2S2col-H ZpqSi
I
=
^ *3 *3
2 & &
image:
 Appendices 194
1
E
CO
"
o <» co
H A? PL," to
CO CO
&T fc" co
•6
00
>-i oo r-
CM "~t O ""1
CM
vo
1
vo
1
S3
0)
J)
i—t-
4 4
4)
TJ
s.
OUUUUUUOUUUU
cococococococococococo
P P
0
4)
ffi
_' o £
0 § °
Q< co
I
1
2
i
o
1
£
O
2mw
i
«
|
Q. « n
image:
Appendices 194
1
E
CO
"
o <» co
H A? PL," to
CO CO
&T fc" co
•6
00
>-i oo r-
CM "~t O ""1
CM
vo
1
vo
1
S3
0)
J)
i—t-
4 4
4)
TJ
s.
OUUUUUUOUUUU
cococococococococococo
P P
0
4)
ffi
_' o £
0 § °
Q< co
I
1
2
i
o
1
£
O
2mw
i
«
|
Q. « n
image:
 195 Appendices
I
u
CO CO CO CO
PL," co co OH" PC OH" GO
CO CO CO
CO PL, OH" OH" OH" OH PL, OH OH
CO CO CO CO
0, PH" PH PH" frT CU AT PH
CO
PH PM" CM OH OH
CO CO
OH OH" OH"
CO
CO PM OH OH"
T. \0
f- —<
\o
vfl".
\O
CS O
°°- o
\o 5-i
VO \O
VO ""I \0 rt.
1-^ O4 !-<_ O
oocNT-T'~!-(Nf'~!.o>o
1—, 1—) 1—i 1—, \O 1—t ^j" T-H 1—(
§ 3
c^i d *i c^
rH >< hJ. i-l
\6 co S >rt
«
I
g
•s
PP pq
u „ u „ u
u u u u ou uuuu u uu
pqcoPQoopqcopqppcoPPcocoPQcocococoMcoWcocoPQ
l|§!|
2 S co F
image:
195 Appendices
I
u
CO CO CO CO
PL," co co OH" PC OH" GO
CO CO CO
CO PL, OH" OH" OH" OH PL, OH OH
CO CO CO CO
0, PH" PH PH" frT CU AT PH
CO
PH PM" CM OH OH
CO CO
OH OH" OH"
CO
CO PM OH OH"
T. \0
f- —<
\o
vfl".
\O
CS O
°°- o
\o 5-i
VO \O
VO ""I \0 rt.
1-^ O4 !-<_ O
oocNT-T'~!-(Nf'~!.o>o
1—, 1—) 1—i 1—, \O 1—t ^j" T-H 1—(
§ 3
c^i d *i c^
rH >< hJ. i-l
\6 co S >rt
«
I
g
•s
PP pq
u „ u „ u
u u u u ou uuuu u uu
pqcoPQoopqcopqppcoPPcocoPQcocococoMcoWcocoPQ
l|§!|
2 S co F
image:
 Appendices 196
1
CO
ft. PH
•8
I
VO
r--
^ o *~1
oo O
£
a-
s
.8
,A
I
u
co
«
Jj
c
'I.
1
I
G
i U
1 CO
o
•O
oOOOOOOO
2
4)
uuuouuou
cocowoooocooooo
a
03
00
n
i ts
£!
U U U CJ
CO CO CO CO
> II "ft
•.; -d <a jr
I! If
i
i
i
s
O »O J3 ra
w <; u Q
.1 1
i?<s5
iii
0
i«
1 8
.
•a
CO ff
S £
" ff K r
1/1 co W "c
•^ «j 1? «
i ^> g 53 g
co co ffi H
image:
Appendices 196
1
CO
ft. PH
•8
I
VO
r--
^ o *~1
oo O
£
a-
s
.8
,A
I
u
co
«
Jj
c
'I.
1
I
G
i U
1 CO
o
•O
oOOOOOOO
2
4)
uuuouuou
cocowoooocooooo
a
03
00
n
i ts
£!
U U U CJ
CO CO CO CO
> II "ft
•.; -d <a jr
I! If
i
i
i
s
O »O J3 ra
w <; u Q
.1 1
i?<s5
iii
0
i«
1 8
.
•a
CO ff
S £
" ff K r
1/1 co W "c
•^ «j 1? «
i ^> g 53 g
co co ffi H
image:
 Appendices 197
Appendix
Hats
image:
Appendices 197
Appendix
Hats
image:
 198 Appendices
i
®
I
|
8
CO
1
g
LO
CO
S & S
00
<£
CO
CO
<#
CO
00
CO
00
<a
00
00
c3
CO
1
£
s
N
3
r
f
d
rl
f
5)-
2 2
A A A
si
S
f
5-
2
1
es
in
LO
o
J2 w
I
a
2 *
| § §
•Co®
O m 2
(0 +J <0
m (0 0
> (0 >
_> <B _>
c
o
">
I
i
to
+
o
I
a
Chloro
o
00
g?
s
j
J.
1
CO
00
C
!
u
i
(A
I
a
Chloro
o
CO
CO
CO
3
<D
1
CD
00
0
e
2
a
2
0
IE
u
c
0
1
U
i
<u
i
a
Chloro
O '
00 ^
£F
c
o
1
CO
2
D O
Z 00
in
^ ^
L-
(D
O
(0
00
I
1
£
&
0
es
Sou
0) (0 <0
111
o o o
oo oo oo
0
. uu CD
1 t— t—
ny
nylch
so > <s>
> $3 S. »
Po
Jo
£ s
£i
image:
198 Appendices
i
®
I
|
8
CO
1
g
LO
CO
S & S
00
<£
CO
CO
<#
CO
00
CO
00
<a
00
00
c3
CO
1
£
s
N
3
r
f
d
rl
f
5)-
2 2
A A A
si
S
f
5-
2
1
es
in
LO
o
J2 w
I
a
2 *
| § §
•Co®
O m 2
(0 +J <0
m (0 0
> (0 >
_> <B _>
c
o
">
I
i
to
+
o
I
a
Chloro
o
00
g?
s
j
J.
1
CO
00
C
!
u
i
(A
I
a
Chloro
o
CO
CO
CO
3
<D
1
CD
00
0
e
2
a
2
0
IE
u
c
0
1
U
i
<u
i
a
Chloro
O '
00 ^
£F
c
o
1
CO
2
D O
Z 00
in
^ ^
L-
(D
O
(0
00
I
1
£
&
0
es
Sou
0) (0 <0
111
o o o
oo oo oo
0
. uu CD
1 t— t—
ny
nylch
so > <s>
> $3 S. »
Po
Jo
£ s
£i
image:
 Appendices 199
1
0
J
(0
c
n
§
(0
CO
CO
CO
I
o
o
o
N
w
Ci
«t
N I
'in *t
® co
O CD
O •=
*
15
•o
0
o
•a
I
|I
c S
I'-a
2 Jll2«g
CD
g co
I
o
(D
5 £
3 *""
o 5
co co
Cotto
•$ 10 Lf)
K S §
o ^ ^
0)
S
.o
4)
C .i=
2-I
S
(0
T3
C
(0
<D
co
*® co
co 3:
image:
Appendices 199
1
0
J
(0
c
n
§
(0
CO
CO
CO
I
o
o
o
N
w
Ci
«t
N I
'in *t
® co
O CD
O •=
*
15
•o
0
o
•a
I
|I
c S
I'-a
2 Jll2«g
CD
g co
I
o
(D
5 £
3 *""
o 5
co co
Cotto
•$ 10 Lf)
K S §
o ^ ^
0)
S
.o
4)
C .i=
2-I
S
(0
T3
C
(0
<D
co
*® co
co 3:
image:
 image:
image:
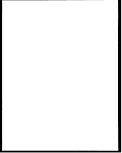 Appendices 201
El Appendix
Hoods
(without face shields)
image:
Appendices 201
El Appendix
Hoods
(without face shields)
image:
 202 Appendices
•a
CD
-O
CD
TS
CD
C
8 8 8
LO LO LO
m LO ^
8
LO
CN
•0
CO
c
O
LO
05
_c
"E
w
I
CO
*S
CO
CO
«a
CO
CO
#
CO
TJ
CO
TS
O
CQ
CO
CO
_0> CO CO
S °$ °$
CO CO CO
CO
<«
CO
CO
<8
CO
CO
Q
(O
ai
CD
o
CD
co
Q
in in in
Q Q Q
CO CO CO CO
Q Q Q Q
CO CO CO CO
0 Q Q Q
CO
Q
to
.2
CO
CO
o
CD
CO CO CO
Q Q Q
X
CO
CD
o
X
co
X
0 CO j
'io 'w _-
© Q) -^
O O CO"
§ § § §
'to 'to to 'to
CD CO CD CO
C 'C C C
o o o o
to X
tD CO CO r
_N .N _N —1
'to to 'to -
CO O CD ^
O B P CO"
CO
to
CO
o
to to _-
CO O ^
c c
o o co
CN
CN
i -o
co
X
XXX
X X X X
X X X X
XXX
^? CO
CO
i
1
J2 ®
IM* O
tr
03 CO
O
"o
o.
1
!
1
o
•JS
Chemrel, Plast
i
Q.
Chemron
Cotton
NU-82
Chloroprene -
Sawyer-Tower
oroprene
U
Cotton - '
Chloroprene -
o o
Q Q
Marathon
Marathon
CO
I
CO
CD
to
CO
r —
LO
O
ll
Z
Chloroprene -
Boss
CO
tr co
O CN
I5 ^
o o
r^* o
to S Js
n co to
-? z cc
roprene
_o
O
ji
Chloroprene -
Bata
o
-t •*
Q (N
Marathon
Neese
I
Sawyer-Tower
0
I Sj!
tc IE.
CQ
V)
Chloroprene +
Sawyer-Tower
k
.a
£
V)
i
a
Q.
e
1
0
Kleenguard, N
o
00
CD
CO
Kimberly-Clark
S
rethane
2800-2
1
h
I.-
i
CN
1 ^P
O O
00 CO
CN CO
CO
,1
1 1
image:
202 Appendices
•a
CD
-O
CD
TS
CD
C
8 8 8
LO LO LO
m LO ^
8
LO
CN
•0
CO
c
O
LO
05
_c
"E
w
I
CO
*S
CO
CO
«a
CO
CO
#
CO
TJ
CO
TS
O
CQ
CO
CO
_0> CO CO
S °$ °$
CO CO CO
CO
<«
CO
CO
<8
CO
CO
Q
(O
ai
CD
o
CD
co
Q
in in in
Q Q Q
CO CO CO CO
Q Q Q Q
CO CO CO CO
0 Q Q Q
CO
Q
to
.2
CO
CO
o
CD
CO CO CO
Q Q Q
X
CO
CD
o
X
co
X
0 CO j
'io 'w _-
© Q) -^
O O CO"
§ § § §
'to 'to to 'to
CD CO CD CO
C 'C C C
o o o o
to X
tD CO CO r
_N .N _N —1
'to to 'to -
CO O CD ^
O B P CO"
CO
to
CO
o
to to _-
CO O ^
c c
o o co
CN
CN
i -o
co
X
XXX
X X X X
X X X X
XXX
^? CO
CO
i
1
J2 ®
IM* O
tr
03 CO
O
"o
o.
1
!
1
o
•JS
Chemrel, Plast
i
Q.
Chemron
Cotton
NU-82
Chloroprene -
Sawyer-Tower
oroprene
U
Cotton - '
Chloroprene -
o o
Q Q
Marathon
Marathon
CO
I
CO
CD
to
CO
r —
LO
O
ll
Z
Chloroprene -
Boss
CO
tr co
O CN
I5 ^
o o
r^* o
to S Js
n co to
-? z cc
roprene
_o
O
ji
Chloroprene -
Bata
o
-t •*
Q (N
Marathon
Neese
I
Sawyer-Tower
0
I Sj!
tc IE.
CQ
V)
Chloroprene +
Sawyer-Tower
k
.a
£
V)
i
a
Q.
e
1
0
Kleenguard, N
o
00
CD
CO
Kimberly-Clark
S
rethane
2800-2
1
h
I.-
i
CN
1 ^P
O O
00 CO
CN CO
CO
,1
1 1
image:
 Appendices 203
!
LO
CO CD
C C
"c "E
U U
N N
O O
LO LO
"8
Q.
(2 co
CO CO
_
<0
CO
(0
<D
CO CO
CO CO
•o
CD
1
CO
CO
3
(A
0
O
c
o
.p- gj
.0 .0 .0 .0
' ' '^_f '^_,
to to
CD <D
Q. CD <D © CD
<0 m O O O O
g Q L ~ ~
to to
LL. LL. Q
CO CO CO CO CO
Q Q Q Q Q
CO CO CO CO
Q Q Q Q
COCOCOCOCOCOCOCOCO
QQQQOQQQQ
N
W
<D O <D <D <D © ©
N N N N N N N
'(0 *0) "(0 "(0 "CO "(0 *W
O O QJ © © ® O
c c c c c c c
O O O O O O O
© O Q) ® ©
.N .N .N .N .N
CO W W CO (0
QJ QJ © Q) OJ
c c c c c
00000
® 0) 05 O QJ
N .N .N .N .N
OT £0 (0 (0 <0
03 03 O 0) (0
C C C C C
O O O O O
05 (D © O CD
.N .N .N .N .N
CO (0 CO <0 03
QJ O <D © ©
C C C C C
00000
X X
(B 0 <2 «2
c c
o o co co
a
(N
(N (N
0)
D
2
CO CO CO CO
<# <# c3 c3
I I I I I
CO
XXXIX
X X X X X
xxxxxxxxx
•B
o
8§
§ m s CQ
X X X X
LL. LL. LL LL.
LU LLI LU LJJ
(*»«. f^*. [**% f**«
LO LD LO LO
0
•o
I
0)
M
•5.
JC
«
> •
o JS
a o
[5
o o U o 5)
Q. CL. CU Q. CD
O O ._
CD CD O
o LO r>
_o ^
J2 CD CO J.
•3. CD 05 X
z _
£g
?i
•75 TO (D (O <0
! 5 55-5 *r
® 1_ L. L- 1- <
0) co ca co CO
O <D (0
0. CQ CQ
CD
O
O<D<D irLoOd)®
J9<0(0 >. <D J2 JS <o w
W<D<D ^WCC^®
/-\ ® Q) Od^^OO
-5 Z Z tt<-j-5ZZ
CO CO
image:
Appendices 203
!
LO
CO CD
C C
"c "E
U U
N N
O O
LO LO
"8
Q.
(2 co
CO CO
_
<0
CO
(0
<D
CO CO
CO CO
•o
CD
1
CO
CO
3
(A
0
O
c
o
.p- gj
.0 .0 .0 .0
' ' '^_f '^_,
to to
CD <D
Q. CD <D © CD
<0 m O O O O
g Q L ~ ~
to to
LL. LL. Q
CO CO CO CO CO
Q Q Q Q Q
CO CO CO CO
Q Q Q Q
COCOCOCOCOCOCOCOCO
QQQQOQQQQ
N
W
<D O <D <D <D © ©
N N N N N N N
'(0 *0) "(0 "(0 "CO "(0 *W
O O QJ © © ® O
c c c c c c c
O O O O O O O
© O Q) ® ©
.N .N .N .N .N
CO W W CO (0
QJ QJ © Q) OJ
c c c c c
00000
® 0) 05 O QJ
N .N .N .N .N
OT £0 (0 (0 <0
03 03 O 0) (0
C C C C C
O O O O O
05 (D © O CD
.N .N .N .N .N
CO (0 CO <0 03
QJ O <D © ©
C C C C C
00000
X X
(B 0 <2 «2
c c
o o co co
a
(N
(N (N
0)
D
2
CO CO CO CO
<# <# c3 c3
I I I I I
CO
XXXIX
X X X X X
xxxxxxxxx
•B
o
8§
§ m s CQ
X X X X
LL. LL. LL LL.
LU LLI LU LJJ
(*»«. f^*. [**% f**«
LO LD LO LO
0
•o
I
0)
M
•5.
JC
«
> •
o JS
a o
[5
o o U o 5)
Q. CL. CU Q. CD
O O ._
CD CD O
o LO r>
_o ^
J2 CD CO J.
•3. CD 05 X
z _
£g
?i
•75 TO (D (O <0
! 5 55-5 *r
® 1_ L. L- 1- <
0) co ca co CO
O <D (0
0. CQ CQ
CD
O
O<D<D irLoOd)®
J9<0(0 >. <D J2 JS <o w
W<D<D ^WCC^®
/-\ ® Q) Od^^OO
-5 Z Z tt<-j-5ZZ
CO CO
image:
 204 Appendices
I
u
<D
CO CO
c3 e8
CO CO
CO
<«
CO
_ _
9> 2
b b
CO CO
c8 08
CO CO
6
O
CO CO
Q Q
£
CO CO CO
Q Q Q
CO CO
Q Q
JS
CD
CD
O
CO
o o o o
•43 -J= -43 '4=
co co co to
_CD _cg _co jo
(D © © <D
CD CD CD CD
O O O O
CD CD CO CD
CO
LL Q U_ U_ LL U_ Q
CO
Q
w
_N
CO
one size
one size
CD
'55
0
X
_r
co"
CD
_N
CD
0
CD
N
'co
CD
O
CD
N
'to
CD
O
O
N
'to
O
C
O
one size
one size
® 0) Q) 0) O O 03
.fc! .fc! .fc! .tJ .N .fci .t!
CO CO CO CO CO CO CO
CD CD CD CD CD CD O
C C C C C C C
O O O O O O O
CD <D
.U .ti
CO CO
CD CD
C C
O O
CD
.fci
co
CD
C
o
a>
'a
i
>
c§
•«
•8
0
E
Vendor
X
^
®
i
.5"
«£
e - Nylon*
94060
!1
S1"*
—
"o
I.
o ***
0. CO
CM
X
3PN0776
8
o
CO
>.
.2 CN CN
J
.1"
*o
a-xx
i
o
o
>
&
I ^
ill
i S;4
ffi
•£
_o
•§ 1
i *
Is 1
0 0 co
OU CQ CO
X
(5
1
?l
O
•c
1
e
i.
o IS
0. CQ
X X
§g
LO 1
Sc?
CD
™ s
CD CD
CQ Z
Chloride
u
Ix
1
>>
1
I
CU
e - Polyesi
2870-6009
•o
•s
0
1
Polyviny
Rainfair
1
'C
0
1 1
">.
e
I
5
Q.
I
c *—
§. °
^5
o
•8
•c
0
1
Polyviny
Jomac
X
s
c^
3
o
o
CN
CO
X
'a
.> LLI
I" Q-
P
d)
0)
c
s
Saranex
Charkate
CO CO CO
XXX
CO ,,,
5> co
> CQ
X X
Ll_ LL.
UU LLJ
LO LO
CNJ Z Z
en cc cc
r-- co co
to
CD
ExpendabI
Mar Mac
Mar Mac
CO
XXX
CO ,„
•> CO
> CQ
X X
LL. LL.
LU LLJ
^ ^ EB
z z §
cc cc en
CO CO CO
o o
CO CO
1 1 <
co co CO
2 22
CO CO
c0 o3
X X
CD fs
IO LO
r^ r~
co co
CL. EC
LL LL
o o
co co
!
o
i
i
_£
'co
CC
image:
204 Appendices
I
u
<D
CO CO
c3 e8
CO CO
CO
<«
CO
_ _
9> 2
b b
CO CO
c8 08
CO CO
6
O
CO CO
Q Q
£
CO CO CO
Q Q Q
CO CO
Q Q
JS
CD
CD
O
CO
o o o o
•43 -J= -43 '4=
co co co to
_CD _cg _co jo
(D © © <D
CD CD CD CD
O O O O
CD CD CO CD
CO
LL Q U_ U_ LL U_ Q
CO
Q
w
_N
CO
one size
one size
CD
'55
0
X
_r
co"
CD
_N
CD
0
CD
N
'co
CD
O
CD
N
'to
CD
O
O
N
'to
O
C
O
one size
one size
® 0) Q) 0) O O 03
.fc! .fc! .fc! .tJ .N .fci .t!
CO CO CO CO CO CO CO
CD CD CD CD CD CD O
C C C C C C C
O O O O O O O
CD <D
.U .ti
CO CO
CD CD
C C
O O
CD
.fci
co
CD
C
o
a>
'a
i
>
c§
•«
•8
0
E
Vendor
X
^
®
i
.5"
«£
e - Nylon*
94060
!1
S1"*
—
"o
I.
o ***
0. CO
CM
X
3PN0776
8
o
CO
>.
.2 CN CN
J
.1"
*o
a-xx
i
o
o
>
&
I ^
ill
i S;4
ffi
•£
_o
•§ 1
i *
Is 1
0 0 co
OU CQ CO
X
(5
1
?l
O
•c
1
e
i.
o IS
0. CQ
X X
§g
LO 1
Sc?
CD
™ s
CD CD
CQ Z
Chloride
u
Ix
1
>>
1
I
CU
e - Polyesi
2870-6009
•o
•s
0
1
Polyviny
Rainfair
1
'C
0
1 1
">.
e
I
5
Q.
I
c *—
§. °
^5
o
•8
•c
0
1
Polyviny
Jomac
X
s
c^
3
o
o
CN
CO
X
'a
.> LLI
I" Q-
P
d)
0)
c
s
Saranex
Charkate
CO CO CO
XXX
CO ,,,
5> co
> CQ
X X
Ll_ LL.
UU LLJ
LO LO
CNJ Z Z
en cc cc
r-- co co
to
CD
ExpendabI
Mar Mac
Mar Mac
CO
XXX
CO ,„
•> CO
> CQ
X X
LL. LL.
LU LLJ
^ ^ EB
z z §
cc cc en
CO CO CO
o o
CO CO
1 1 <
co co CO
2 22
CO CO
c0 o3
X X
CD fs
IO LO
r^ r~
co co
CL. EC
LL LL
o o
co co
!
o
i
i
_£
'co
CC
image:
 Appendices 205
_
o
TO
-O -D
T3 CO 35 CO
CO
CO
I
i
o
'•s
Q_ Q.
<0 (0
C C
U- CO CO
a
ro
C
(0
J5
TO «
Q. CD CD CD CD
f/, to O ,„ O O O _
iycroiyrorofofo
Q to LL. O U-
_g _g _g _g
TO TO TO TO
03 tO 10 to
CD CO CD CD
Q.
to
LU TO
CO
Q
<D<D<D<D<D<D<D<D<D<D<I><D<D<D<D<D<D
M
4)
N
(!•)
w
._ .b!
TO 10
TO
CD CO CD
.N.NNNNNNNNNNJNNNNN
• •• TO TO TO TO TO '« 'to 'TO 'ro 'TO 'to 'ro 'ro 'TO
OJ©Q3OdJtDQJOQ)fl303Q)
ccccccccccccccccccc
ooooooooooooooooooo
00 IN
2
CD
33
3
o
_c
TO
T3
c:
to
to
CO
IT
CO
*
"3
TJ
0
I
cococo coco oococo coco co coco
o xxxxxxxxxxxxxxxxxxx
•s
CO
l£
ffl
0
"5-
J.
|
1
W
5
0
2
*
1
S
CO
Charkate
8
S
-d
S.
Q.
E
o
o
DC
C
ro
CO
0
O
o
(N
a
•o
2
Q.
£
o
o
cc
c
ro
CO
CJ
LD CD r^
CO CD CO
o o o
_c c c
ro ro ro
Q Q Q
^ CD
O3 O)
CM CN
Durafab
Durafab
«
ro
ID
ExpendabI
i
TO
CD
ExpendabI
^~
o
CD
CM
Holcomb
!> to °2
> 03 >
XXX
U_ LL. LL.
UJ LU LU
LD LD LO
r^« r^** r*^
o o o
ro ro ro
I- U. L_
ro ro ro
CO
CO
X
LL.
LJJ
LD O O
O
ro
2 o o
L- ^ ^
ro co co
222
0
li
*
•3
MSA
Superior S
f- -8 ,
~S O ro
0)
E
-a o
ro a
-Jl
E x
8-
CO
-S o tf-o
•n jg ^
.52 4S Jl CO
S <o 3 £
<n ^= ro
-T.I1-S
o a. & -c
co u- ro 50
-c ® = II -D
_M -| ro CO M
., - H
CO
°> T: co
2 <o „
IB ® TO
> O CO
0
O
- - ro ra
CO N S ^
Q- CO CO O
image:
Appendices 205
_
o
TO
-O -D
T3 CO 35 CO
CO
CO
I
i
o
'•s
Q_ Q.
<0 (0
C C
U- CO CO
a
ro
C
(0
J5
TO «
Q. CD CD CD CD
f/, to O ,„ O O O _
iycroiyrorofofo
Q to LL. O U-
_g _g _g _g
TO TO TO TO
03 tO 10 to
CD CO CD CD
Q.
to
LU TO
CO
Q
<D<D<D<D<D<D<D<D<D<D<I><D<D<D<D<D<D
M
4)
N
(!•)
w
._ .b!
TO 10
TO
CD CO CD
.N.NNNNNNNNNNJNNNNN
• •• TO TO TO TO TO '« 'to 'TO 'ro 'TO 'to 'ro 'ro 'TO
OJ©Q3OdJtDQJOQ)fl303Q)
ccccccccccccccccccc
ooooooooooooooooooo
00 IN
2
CD
33
3
o
_c
TO
T3
c:
to
to
CO
IT
CO
*
"3
TJ
0
I
cococo coco oococo coco co coco
o xxxxxxxxxxxxxxxxxxx
•s
CO
l£
ffl
0
"5-
J.
|
1
W
5
0
2
*
1
S
CO
Charkate
8
S
-d
S.
Q.
E
o
o
DC
C
ro
CO
0
O
o
(N
a
•o
2
Q.
£
o
o
cc
c
ro
CO
CJ
LD CD r^
CO CD CO
o o o
_c c c
ro ro ro
Q Q Q
^ CD
O3 O)
CM CN
Durafab
Durafab
«
ro
ID
ExpendabI
i
TO
CD
ExpendabI
^~
o
CD
CM
Holcomb
!> to °2
> 03 >
XXX
U_ LL. LL.
UJ LU LU
LD LD LO
r^« r^** r*^
o o o
ro ro ro
I- U. L_
ro ro ro
CO
CO
X
LL.
LJJ
LD O O
O
ro
2 o o
L- ^ ^
ro co co
222
0
li
*
•3
MSA
Superior S
f- -8 ,
~S O ro
0)
E
-a o
ro a
-Jl
E x
8-
CO
-S o tf-o
•n jg ^
.52 4S Jl CO
S <o 3 £
<n ^= ro
-T.I1-S
o a. & -c
co u- ro 50
-c ® = II -D
_M -| ro CO M
., - H
CO
°> T: co
2 <o „
IB ® TO
> O CO
0
O
- - ro ra
CO N S ^
Q- CO CO O
image:
 image:
image:
 Appendices 207
F
Appendix
Aprons
image:
Appendices 207
F
Appendix
Aprons
image:
 208 Appendices
g
_2
g
S
t<
<D
O_
CO
CL.
CO
(X
CQ
I-
1- < < h-" h-
IS
1
UL U- LI-
LI- LL. UL LL. U-
U- CL
4
1
£ f
o
LO
CN
C35
LO
LO
LO
CO
a.
i
J5
o
cc
i
U
ee
U.
X
'*0 u
C o
II
gl
k
"® c
J: 9
E g
Is
g
2
a
0
0 "°
_ *O1
Ji <0
O S
c
2
a
g
Jfc
0 0
_o
i
|
ce
0)
i
a
o
O a.
S
o
i
i
1_
~ !>
ro c
DC F
I
«
e
g
a ^
£ ° -2-s
S .j>-g ^
J= .!2 ^ '5
U ^ S cc
L_
•>
g
H~"
>• ^
CD c:
co F
LO
o £
§ LO *
a.^-1"
|
U
0
I
I
i
CL c
S-S
CO
5
5 S
Si
I
U
0)
II 1,
<8 C fc <n
a £
.£• 2
4)
ec
C *• m
image:
208 Appendices
g
_2
g
S
t<
<D
O_
CO
CL.
CO
(X
CQ
I-
1- < < h-" h-
IS
1
UL U- LI-
LI- LL. UL LL. U-
U- CL
4
1
£ f
o
LO
CN
C35
LO
LO
LO
CO
a.
i
J5
o
cc
i
U
ee
U.
X
'*0 u
C o
II
gl
k
"® c
J: 9
E g
Is
g
2
a
0
0 "°
_ *O1
Ji <0
O S
c
2
a
g
Jfc
0 0
_o
i
|
ce
0)
i
a
o
O a.
S
o
i
i
1_
~ !>
ro c
DC F
I
«
e
g
a ^
£ ° -2-s
S .j>-g ^
J= .!2 ^ '5
U ^ S cc
L_
•>
g
H~"
>• ^
CD c:
co F
LO
o £
§ LO *
a.^-1"
|
U
0
I
I
i
CL c
S-S
CO
5
5 S
Si
I
U
0)
II 1,
<8 C fc <n
a £
.£• 2
4)
ec
C *• m
image:
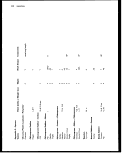 Appendices 209
4)
I
Q.
CO
Q.
CQ
Q.
m
CL
CQ
D_
m
$
CO
< t-
CO
<
co <
< < Ll.-
LLT |_- H-"
w
4)
I
U- U_ U_
Q_
LC U-
g
01
1
0
O
s.
to
s
CO
*—
•<t
to
N
O
CD X
(N X
CO .=--
I
- x
fr.
o
•o
1
c
0
0
U
1
5
•fi
JQ
ce
4)
IB.
+*
2
j_
<D
|
L ,1
'5 $
Q- = 1"
P- (0 10
O DC CO
s
0
>
2
i
0
J2
fiC
0
*s
+*
2
tD
£
iL
CO
w
&•
+j
z
I
c
S
S
U
1
c
o
XI
UJ
"o
to
O
.O)
*
1
a
0
1
^,
c
0
c
0
o
1
0
1
o
o
1
I
Q
U
i
Q
a
+
^ >~
j! "o>
iS^
5
M
"3
a
i
o
£
+
J£ >•
j: "o>
2F
1
3
^
a.
^
O
£
+
j>
i=2
0
1
z
i
e
JO
2
i
0
'C
+<
2
^
c
to
£ i
§_c
t _
-a o CD
uu z a.
•g
1
Q.
1
o
£
+
J>
.S m
2 a.
image:
Appendices 209
4)
I
Q.
CO
Q.
CQ
Q.
m
CL
CQ
D_
m
$
CO
< t-
CO
<
co <
< < Ll.-
LLT |_- H-"
w
4)
I
U- U_ U_
Q_
LC U-
g
01
1
0
O
s.
to
s
CO
*—
•<t
to
N
O
CD X
(N X
CO .=--
I
- x
fr.
o
•o
1
c
0
0
U
1
5
•fi
JQ
ce
4)
IB.
+*
2
j_
<D
|
L ,1
'5 $
Q- = 1"
P- (0 10
O DC CO
s
0
>
2
i
0
J2
fiC
0
*s
+*
2
tD
£
iL
CO
w
&•
+j
z
I
c
S
S
U
1
c
o
XI
UJ
"o
to
O
.O)
*
1
a
0
1
^,
c
0
c
0
o
1
0
1
o
o
1
I
Q
U
i
Q
a
+
^ >~
j! "o>
iS^
5
M
"3
a
i
o
£
+
J£ >•
j: "o>
2F
1
3
^
a.
^
O
£
+
j>
i=2
0
1
z
i
e
JO
2
i
0
'C
+<
2
^
c
to
£ i
§_c
t _
-a o CD
uu z a.
•g
1
Q.
1
o
£
+
J>
.S m
2 a.
image:
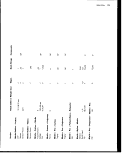 210 Appendices
JD
t
O
CO
O)
O
UL U. (— LI_ UL
1-
I— I— LU LJL U- U- I—
!
UI
CL O- CL Q- Q-
LL. CL CL CL
0. Q-
0
2"
I
U)
rft
N W
r^ LO
-=
'E
. tf>
m r~;
£5
<N C-l
a
D
i
ffi
n
I
C °
|S
^^ *
s.
1
o
£
o
I
I
h
">• c
* s 1
S.'i-i 8
•g <o ro "5
a < 65
to
S 5
Q. CL
i
*>
1 8
S.1
"• (D
£^
O
4)
•5-
f £
> 0
o 8
Q. co
O
JS>
1
5 C3
a CL
0)
O
3«
1
I
I
»
»
J-
*• 8
ffl "a
>• c
"— ro
0 X!
a <
1
o
ffl
(0
_ffl
XI
«l
^ <D
a.
X
UJ
^ o
a. jj
CL 0
I 8
< co
A
a
u.
1"
w
ct
I.
"S ^
a o
ii
C c}
fl) _Q
d) C
2 2
0
I
I
0
a
o
image:
210 Appendices
JD
t
O
CO
O)
O
UL U. (— LI_ UL
1-
I— I— LU LJL U- U- I—
!
UI
CL O- CL Q- Q-
LL. CL CL CL
0. Q-
0
2"
I
U)
rft
N W
r^ LO
-=
'E
. tf>
m r~;
£5
<N C-l
a
D
i
ffi
n
I
C °
|S
^^ *
s.
1
o
£
o
I
I
h
">• c
* s 1
S.'i-i 8
•g <o ro "5
a < 65
to
S 5
Q. CL
i
*>
1 8
S.1
"• (D
£^
O
4)
•5-
f £
> 0
o 8
Q. co
O
JS>
1
5 C3
a CL
0)
O
3«
1
I
I
»
»
J-
*• 8
ffl "a
>• c
"— ro
0 X!
a <
1
o
ffl
(0
_ffl
XI
«l
^ <D
a.
X
UJ
^ o
a. jj
CL 0
I 8
< co
A
a
u.
1"
w
ct
I.
"S ^
a o
ii
C c}
fl) _Q
d) C
2 2
0
I
I
0
a
o
image:
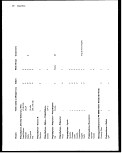 Appendices ,211
I
I
8
Q
or
GO
t
o
<a
T5
(0
O)
o
1_
o
Q-
m
I
J-" I— f—" U- I— LCt— I— 1—"U-l—l— l—t-
H-
w
0)
B)
a. CL Q.
u_- LC LL: Q. LL
a.
or
a. u.
B)
I
5
o
'£
I
03
1
a
CM
CO"
co"
JS
'£
o
CM
CM
co"
co"
^
£
|
•£
<0
1
00
CD"
jo
1
00
<o'
'£
5
CM
c»
^f
JO
1
CM
co"
(0
» £
ia
CO CO"
in
'£
a
T~"
CM"
°l
•^
JO
1
00
JO
'£
o
^H
CO
JO
'£
co
co"
^-"
o
X
O
c
o
>. £
^|
•7K -X
<D
<?
O X!
2 <o £
i §8
"D O
'5-^
•g
BJ
0. < O
S <o
-^* 03
8 'o
p
00 \!=
(0
8
£
o
i
i
0
I
o
1^
2
i
a>
U
1
•f fc
CL U
I
s
u
.
Jl
v. "2
i
I
ce
i
o
•a
O
,•0
o
i
t
o
I
o
X
o
s o
co Q.
O
0
Q.
co
image:
Appendices ,211
I
I
8
Q
or
GO
t
o
<a
T5
(0
O)
o
1_
o
Q-
m
I
J-" I— f—" U- I— LCt— I— 1—"U-l—l— l—t-
H-
w
0)
B)
a. CL Q.
u_- LC LL: Q. LL
a.
or
a. u.
B)
I
5
o
'£
I
03
1
a
CM
CO"
co"
JS
'£
o
CM
CM
co"
co"
^
£
|
•£
<0
1
00
CD"
jo
1
00
<o'
'£
5
CM
c»
^f
JO
1
CM
co"
(0
» £
ia
CO CO"
in
'£
a
T~"
CM"
°l
•^
JO
1
00
JO
'£
o
^H
CO
JO
'£
co
co"
^-"
o
X
O
c
o
>. £
^|
•7K -X
<D
<?
O X!
2 <o £
i §8
"D O
'5-^
•g
BJ
0. < O
S <o
-^* 03
8 'o
p
00 \!=
(0
8
£
o
i
i
0
I
o
1^
2
i
a>
U
1
•f fc
CL U
I
s
u
.
Jl
v. "2
i
I
ce
i
o
•a
O
,•0
o
i
t
o
I
o
X
o
s o
co Q.
O
0
Q.
co
image:
 212 Appendices
D)
c
o
I
(D
N
'
<D
O
CO
I
Q.
co
1
c
<D O
•H —
<* &
O) y-
o S
o
I
\- <
h--
•8
Ul
Q. U- LL
Q. Q. Q- Q- Q. Q.
I
o
\
o
•a
1
o
o
I
-i
'E
o
I
8
I
I
0. LL.
11
•5 5
cc co
J2
o>
<t>
JZ
U)
i §
C T3
a c
o
<o
D. J_
< o
JJ
(0
i
i
tt
§
o
.a
O
!i
5- i1
W F
O)
I _,
Z
i
K
(D
g
'S
5
I
!_
5* (3
W a.
.Q
<0
§ I
x
o
|
ec
o
o
.a
4)
I
Is
i
I
I
0
Z
<D
Q. •
"5-
D.-O
image:
212 Appendices
D)
c
o
I
(D
N
'
<D
O
CO
I
Q.
co
1
c
<D O
•H —
<* &
O) y-
o S
o
I
\- <
h--
•8
Ul
Q. U- LL
Q. Q. Q- Q- Q. Q.
I
o
\
o
•a
1
o
o
I
-i
'E
o
I
8
I
I
0. LL.
11
•5 5
cc co
J2
o>
<t>
JZ
U)
i §
C T3
a c
o
<o
D. J_
< o
JJ
(0
i
i
tt
§
o
.a
O
!i
5- i1
W F
O)
I _,
Z
i
K
(D
g
'S
5
I
!_
5* (3
W a.
.Q
<0
§ I
x
o
|
ec
o
o
.a
4)
I
Is
i
I
I
0
Z
<D
Q. •
"5-
D.-O
image:
 Appendices 213
G
Appendix
Aprons with Sleeves
image:
Appendices 213
G
Appendix
Aprons with Sleeves
image:
 214 Appendices
.§
CO
<D
O
I
c
<0
-8
Q.
B
ZJ
CO
_0
o
J^
o
(D
J3
0}
Q.
_co
CD
CD
CD
-
| §
o "8
'*• j>i
S 8
<B j:
CO
o
••s
§
I-
CO
CD
Q- U-
n. u_ u.
5 «
I a
s.
j
J
_o
a
a
o
i
en
2
J3 _
O 2
S
s,
a
1
3
i
o
1
s
ft.
1
1
ethyle
co
_co
'£
LO
V)
-=
'£
-i
'E
o
o
«
co
2 D-
>
I
a. J.
s- <°
TO «^-
\^S jg»
0)
2
o
fl
>- CD
•S CO
0 c
d <
5
^.
a
0)
TB
ly)
co
_CD
XI
CO
1
CD
xc5
LU CL
lyvinylch
8)
X O
d) CD
i!
a <S
tit 5
CD
CO
8
£
t
*&
CO
x:
.t;
_co
xi
1
f
r
X
ci
x:
£
3
T!
CD
I 3?
^ .E "S m
-§><!4^
3 J 51
f"O" .^ "*"*
CD "tr a.
_D) jc II -c
'CD co LU ~Q
> 'c •—• M
$ ^
C CO
j«; m
.« O)
-C T3
€
CD
image:
214 Appendices
.§
CO
<D
O
I
c
<0
-8
Q.
B
ZJ
CO
_0
o
J^
o
(D
J3
0}
Q.
_co
CD
CD
CD
-
| §
o "8
'*• j>i
S 8
<B j:
CO
o
••s
§
I-
CO
CD
Q- U-
n. u_ u.
5 «
I a
s.
j
J
_o
a
a
o
i
en
2
J3 _
O 2
S
s,
a
1
3
i
o
1
s
ft.
1
1
ethyle
co
_co
'£
LO
V)
-=
'£
-i
'E
o
o
«
co
2 D-
>
I
a. J.
s- <°
TO «^-
\^S jg»
0)
2
o
fl
>- CD
•S CO
0 c
d <
5
^.
a
0)
TB
ly)
co
_CD
XI
CO
1
CD
xc5
LU CL
lyvinylch
8)
X O
d) CD
i!
a <S
tit 5
CD
CO
8
£
t
*&
CO
x:
.t;
_co
xi
1
f
r
X
ci
x:
£
3
T!
CD
I 3?
^ .E "S m
-§><!4^
3 J 51
f"O" .^ "*"*
CD "tr a.
_D) jc II -c
'CD co LU ~Q
> 'c •—• M
$ ^
C CO
j«; m
.« O)
-C T3
€
CD
image:
 Appendices 215
H
Appendix
Clothing Based on
Porous or Microporous
Fabrics
image:
Appendices 215
H
Appendix
Clothing Based on
Porous or Microporous
Fabrics
image:
 216 Appendices
.§
"C
.n
Q
£
§
o
b
o
t
.S
E
i.
o
M
3
s
I
g
O
•o
o
A
S
D)
C
1
o
I
X
x
1
|
<
5
o
O
I
|
|i
|l
li
1
1
§
ca
•o
o
o
1*
1 i
<t 3
M
ft
W
+*
2
o Jr
!
V7
|
e
>
§
***
S
'S
K
»
_o
J5
J?
O
NS'J/s'a/s'n'a's
NS'J/s'a/s'n'a's
Ns'j/s'a/s'n'a's
o o
o o
z z
zz
M CO
3xx
_r _r _r
co" co" co"
•s
"g ^ w
131
M
O Q O
CM ^- LO
S"~ 5 5
^& ^&
•fi "° "°
S S 2
dad
Ns'a/s'a/s'n'a's
O
CO
x.
^-
co"
CO
I
^£
.0
.g
3
Q
_o
"5
u.
(0
S
(0
a.
a
e
0)
nwovi
0
Z
•E
a
leengui
&£
j^
§
CO
o
UJ
LU O
o
z
z z
N CO
_J
X
*L
1 S^
2-:
"* ^
*J
(0 O
13
^ ^
_ro ^
S CD
XI J3
£ £
2 2
Elastic Back
Elastic Back
LU LU O
LU O
z >- z
LU LU Z
N f-J N
_1
XX^
BBsC
xx 5? T
•'S. ^S. .
— ' — ' 2
2 2" co"
^ H ^
§ § >
666
<D
to
•O -O -D
^^ a
o o *c
o o .c
^ _^ ^
CD OT CO
III
E E E
i^ ^ ^
O 0
O
z >-
LU LU
M N
_,_,
K K
x x
s s
II
T3 "O
O O
0 O
:r n:
S<B
to
11
~" ""
^ JS£
03 CD
O O
1 1
^ ^
O O
z z
z z
CO CO
X x
X X
_r _f
_r _r
X X
_r _r
2 2
CO CO
tt
w
o
Si
_J CO
c
1
Q
9
|
k
O
s
o
'ts
5«
&
0 o o
K»OO
ft. OJ OJ
>ll
0i < <
/
CO
O LU O LU O
O O O LU O
z z >- z z z
Z Q Q Z Z
N N M N N N
_J .J 1 1 I t
x x x x x x
-1 -1" -1 d" -""
rj Cx 5^ s^ 5<r 5c 5c
2222222
CO CO CO CO CO CO CO
g JJ to £ 2 £
l6c§ c§666
g^l^g^S
•* <o
to
(P
-§ -S -a •§ •§ 1 fe
c c c c c: o a.
< 5 < < < LU ^
"S 1
•^ "8
Q 0) 0) 0} o
(£ ^ .* ^ cu
«—>->•>• w
co to to to
O OUJLULUOLULUOLUOUJUJO
OO OuJOOLuOuj
zz>- zzzzzzz>-
Z ZLU ZZLUZZLULULU
CO NNCOCONNNNMNNNCO
(— 1— 1— t— 1— H
& & & & ^ x" x >^~ x >< x
X X X^ X X X >< X X j* r j* f j J*
r p i i i i r r r xx 5c itf >i itf i^
2" 2" 2" 2" 2" 2" 2" 2~ 2~ -L H. ^ ^. H. H.
co"co"co"co"cococococo22225S
4-> 4-> *--
"g"g o o"2"2"2"2"l's"s"E(3
illliillllllll^
o
^ ^ ^ ^ ^ CM
CN^ CMOO)CMCMCMCMCMS
CMCMt— T-I^CMO^r-ll | IJ.Q
llllllllllljljl
^^^^22222a.o.a.CLQ.a.
image:
216 Appendices
.§
"C
.n
Q
£
§
o
b
o
t
.S
E
i.
o
M
3
s
I
g
O
•o
o
A
S
D)
C
1
o
I
X
x
1
|
<
5
o
O
I
|
|i
|l
li
1
1
§
ca
•o
o
o
1*
1 i
<t 3
M
ft
W
+*
2
o Jr
!
V7
|
e
>
§
***
S
'S
K
»
_o
J5
J?
O
NS'J/s'a/s'n'a's
NS'J/s'a/s'n'a's
Ns'j/s'a/s'n'a's
o o
o o
z z
zz
M CO
3xx
_r _r _r
co" co" co"
•s
"g ^ w
131
M
O Q O
CM ^- LO
S"~ 5 5
^& ^&
•fi "° "°
S S 2
dad
Ns'a/s'a/s'n'a's
O
CO
x.
^-
co"
CO
I
^£
.0
.g
3
Q
_o
"5
u.
(0
S
(0
a.
a
e
0)
nwovi
0
Z
•E
a
leengui
&£
j^
§
CO
o
UJ
LU O
o
z
z z
N CO
_J
X
*L
1 S^
2-:
"* ^
*J
(0 O
13
^ ^
_ro ^
S CD
XI J3
£ £
2 2
Elastic Back
Elastic Back
LU LU O
LU O
z >- z
LU LU Z
N f-J N
_1
XX^
BBsC
xx 5? T
•'S. ^S. .
— ' — ' 2
2 2" co"
^ H ^
§ § >
666
<D
to
•O -O -D
^^ a
o o *c
o o .c
^ _^ ^
CD OT CO
III
E E E
i^ ^ ^
O 0
O
z >-
LU LU
M N
_,_,
K K
x x
s s
II
T3 "O
O O
0 O
:r n:
S<B
to
11
~" ""
^ JS£
03 CD
O O
1 1
^ ^
O O
z z
z z
CO CO
X x
X X
_r _f
_r _r
X X
_r _r
2 2
CO CO
tt
w
o
Si
_J CO
c
1
Q
9
|
k
O
s
o
'ts
5«
&
0 o o
K»OO
ft. OJ OJ
>ll
0i < <
/
CO
O LU O LU O
O O O LU O
z z >- z z z
Z Q Q Z Z
N N M N N N
_J .J 1 1 I t
x x x x x x
-1 -1" -1 d" -""
rj Cx 5^ s^ 5<r 5c 5c
2222222
CO CO CO CO CO CO CO
g JJ to £ 2 £
l6c§ c§666
g^l^g^S
•* <o
to
(P
-§ -S -a •§ •§ 1 fe
c c c c c: o a.
< 5 < < < LU ^
"S 1
•^ "8
Q 0) 0) 0} o
(£ ^ .* ^ cu
«—>->•>• w
co to to to
O OUJLULUOLULUOLUOUJUJO
OO OuJOOLuOuj
zz>- zzzzzzz>-
Z ZLU ZZLUZZLULULU
CO NNCOCONNNNMNNNCO
(— 1— 1— t— 1— H
& & & & ^ x" x >^~ x >< x
X X X^ X X X >< X X j* r j* f j J*
r p i i i i r r r xx 5c itf >i itf i^
2" 2" 2" 2" 2" 2" 2" 2~ 2~ -L H. ^ ^. H. H.
co"co"co"co"cococococo22225S
4-> 4-> *--
"g"g o o"2"2"2"2"l's"s"E(3
illliillllllll^
o
^ ^ ^ ^ ^ CM
CN^ CMOO)CMCMCMCMCMS
CMCMt— T-I^CMO^r-ll | IJ.Q
llllllllllljljl
^^^^22222a.o.a.CLQ.a.
image:
 Appendices 217
cS
c
I
co
CO
Q
CM CM
.2
UJ
<D
a
CO CO CO CO CO CO
000 OiilOOO
uJLuOOOOuJOujOLUOOO
OOOuuOOOujOOO
O
2
O O O
LU UJ O O O LU O LU UJ OO
O O LU
O O
o
CO
~z.-z.-z. z >- >- z z z
z z z
LU O
Z Q Z
UJ UJ Z LU LU UJ
O 3
o n
CO N M Nl CO CO
MMNINJCONIMMNNMNCOCO COCO COINlNNCO MMCQMM
1- I- 1- H
-J" -4 -f -T
_r
****!
s 5 5 s s 5
co" co" co" co" w" co"
- _r _r _r
_r _r _r _r _r _r _r _r _r _r _r _r
2 5 2 5 S 5 5 2 2 2 2" 2 2" 5 2" 2" 2
co" co" co" co" co" co" co" co" co" co" co" co" co" co" co" co" co"
2 2" 2" 2" 2" 2" -i -I 2 5 2
co co" co" co" co" co" 5 2 co" co" co"
C -M .ti 4->
§<D 3 = = = 03
fl) O^ WmmmO <Q
OH .3c/3c/5a!ooo.5c/5a!
« .2 «
'C <5 To
A O fe
.P -Q S
J CJ
2 2 2 ,9 S 2
q>^_ij3(l)(l)vJ(]}q)
dillo'isdc!
rtl \D LO CO LO
> 9§55
w < < < <
j)
I
_ &
CO CD O CO CO i—
e co PJ r~ cj .
S CM •* -^ LO co
S"L "L fi
CO LO LO LO LO
O
LO LO LO LO CO
ooooo
ooo^oooo
ciciciooooo
2 O O O O O
C "c "c "i "c- "i
o o o o
flj TO co aj
o o o o o
I I i I J.
0
jf
9
§ §§
•
c c c c
o o o o
E £ E £
COCB<OCO</><OCO«J
image:
Appendices 217
cS
c
I
co
CO
Q
CM CM
.2
UJ
<D
a
CO CO CO CO CO CO
000 OiilOOO
uJLuOOOOuJOujOLUOOO
OOOuuOOOujOOO
O
2
O O O
LU UJ O O O LU O LU UJ OO
O O LU
O O
o
CO
~z.-z.-z. z >- >- z z z
z z z
LU O
Z Q Z
UJ UJ Z LU LU UJ
O 3
o n
CO N M Nl CO CO
MMNINJCONIMMNNMNCOCO COCO COINlNNCO MMCQMM
1- I- 1- H
-J" -4 -f -T
_r
****!
s 5 5 s s 5
co" co" co" co" w" co"
- _r _r _r
_r _r _r _r _r _r _r _r _r _r _r _r
2 5 2 5 S 5 5 2 2 2 2" 2 2" 5 2" 2" 2
co" co" co" co" co" co" co" co" co" co" co" co" co" co" co" co" co"
2 2" 2" 2" 2" 2" -i -I 2 5 2
co co" co" co" co" co" 5 2 co" co" co"
C -M .ti 4->
§<D 3 = = = 03
fl) O^ WmmmO <Q
OH .3c/3c/5a!ooo.5c/5a!
« .2 «
'C <5 To
A O fe
.P -Q S
J CJ
2 2 2 ,9 S 2
q>^_ij3(l)(l)vJ(]}q)
dillo'isdc!
rtl \D LO CO LO
> 9§55
w < < < <
j)
I
_ &
CO CD O CO CO i—
e co PJ r~ cj .
S CM •* -^ LO co
S"L "L fi
CO LO LO LO LO
O
LO LO LO LO CO
ooooo
ooo^oooo
ciciciooooo
2 O O O O O
C "c "c "i "c- "i
o o o o
flj TO co aj
o o o o o
I I i I J.
0
jf
9
§ §§
•
c c c c
o o o o
E £ E £
COCB<OCO</><OCO«J
image:
 218 Appendices
3 3 *2
II I
o o o
O. Q. Q.
CM CO CM
i
. . . . . . , , .
w. w. "I w. w. "I w. w. w.
z[ 3 3 rf zT zT zT z[ zT
CD* CQ" CQ" co" CD" CQ~ co" CD* ccf
C/)" W (/) Of CO CO" C/f M>" C/5
3 S
£ S OOaituOuJOOOO aiOiuujOujOiJLiOOuJUJOOOOOO OOO UJUJLUOOO
*
< O O 111 LU O
OLUOLUOOLULLJOO
O OO LULII OOO
ca z z z
z z zz>-zzz
•B
§
X Z Z Z Q O O
51
< O NNNNINNCOCOCOCO
MMMMNtslMCONMMNCOC/3C/)l—
55
_r _r _r _r _r _r _j~ _r _r
XXXXXXXXXXXXXXXXX XXX
§ _r _; _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _i _i _i _i _j _i _r _r _r
.§ 2" 2 2^ 2 2 2; 2 2 5 2 2 2 2 2 2 2 2 2 2 2 2 2 2 5 2 2 2 2" 2 2 2~ 2 2~ 5 5 5 2 2 5 2 2 2 5
OT (/></> V) (f) t/) (I) CO* C/j" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO~ CO" CO" CO" CO" CO" CO" CO~ CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO"
torocococ/jc/)101010^*?^
+2 4-< (D Q) Q) Q) j^/ ^/ ® © QJ <D ^-^ 0)
888§88888"5--
NI NI C/5 M
OOOlOr~(D<OOOO) +
mcMCMCMCMCMCMCMCMCM* * O
0«-«-«-«-«-«-t-«-«-Oi-0
•-CMCMCMCMCMCMCOCOCM"— CM<—
ccccccccccc
666606606600
CO (0 0)
333
-§-§-§
c c c
Q. a. Q.
image:
218 Appendices
3 3 *2
II I
o o o
O. Q. Q.
CM CO CM
i
. . . . . . , , .
w. w. "I w. w. "I w. w. w.
z[ 3 3 rf zT zT zT z[ zT
CD* CQ" CQ" co" CD" CQ~ co" CD* ccf
C/)" W (/) Of CO CO" C/f M>" C/5
3 S
£ S OOaituOuJOOOO aiOiuujOujOiJLiOOuJUJOOOOOO OOO UJUJLUOOO
*
< O O 111 LU O
OLUOLUOOLULLJOO
O OO LULII OOO
ca z z z
z z zz>-zzz
•B
§
X Z Z Z Q O O
51
< O NNNNINNCOCOCOCO
MMMMNtslMCONMMNCOC/3C/)l—
55
_r _r _r _r _r _r _j~ _r _r
XXXXXXXXXXXXXXXXX XXX
§ _r _; _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _i _i _i _i _j _i _r _r _r
.§ 2" 2 2^ 2 2 2; 2 2 5 2 2 2 2 2 2 2 2 2 2 2 2 2 2 5 2 2 2 2" 2 2 2~ 2 2~ 5 5 5 2 2 5 2 2 2 5
OT (/></> V) (f) t/) (I) CO* C/j" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO~ CO" CO" CO" CO" CO" CO" CO~ CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO" CO"
torocococ/jc/)101010^*?^
+2 4-< (D Q) Q) Q) j^/ ^/ ® © QJ <D ^-^ 0)
888§88888"5--
NI NI C/5 M
OOOlOr~(D<OOOO) +
mcMCMCMCMCMCMCMCMCM* * O
0«-«-«-«-«-«-t-«-«-Oi-0
•-CMCMCMCMCMCMCOCOCM"— CM<—
ccccccccccc
666606606600
CO (0 0)
333
-§-§-§
c c c
Q. a. Q.
image:
 Appendices 219
|
o
o
J
CO
«
-n
£
.2
.n
I
(0
£
CD
~ 01 — —
CO -S -Q -Q
J 8 S J5
<p q> CD
-Q _a .Q
<o co nj
4-* •f-' 4->
8 Q- £ £ £
a. CM CD ca CQ
I
J
CGCQCQCQCQCOCQCacQCQCOCQCQCQCQCOCQ
CO ttf C0~ OT CO C0~ V) V) tO~ C0~ to" to" W" CO" CO" to" C0~
OOOO O OOOOO OiULULUOOiuOLuOOuJOOOOOOOLuOOujOOOOOOO
OOOOO
OO LUOOujOuj
O O uu O O LU
en
>- z z
1
o
•g
a
<O 1SINQ>
NIMNMtONMNNICOtOCOI-COtO CONINNMMCOtOCOl-HCOtO
-I -i H. -4. -i H. -J H. -i -i -I -L -i H. -[ -i -L -I -1 -"
X >^ ^
-T -T -T -T _T _f
—J —1 _l _J _l _l
X X X X X X
• _r _r _r _r _r _r
"
to
-i£ ^i
o o
£ £
to to co
I
I
w w <o
_a JD _o
-Q -Q ja
III
XXX
LLJ LU LLJ
0) (0 W «
SS3I5
MIII1 i I i I
image:
Appendices 219
|
o
o
J
CO
«
-n
£
.2
.n
I
(0
£
CD
~ 01 — —
CO -S -Q -Q
J 8 S J5
<p q> CD
-Q _a .Q
<o co nj
4-* •f-' 4->
8 Q- £ £ £
a. CM CD ca CQ
I
J
CGCQCQCQCQCOCQCacQCQCOCQCQCQCQCOCQ
CO ttf C0~ OT CO C0~ V) V) tO~ C0~ to" to" W" CO" CO" to" C0~
OOOO O OOOOO OiULULUOOiuOLuOOuJOOOOOOOLuOOujOOOOOOO
OOOOO
OO LUOOujOuj
O O uu O O LU
en
>- z z
1
o
•g
a
<O 1SINQ>
NIMNMtONMNNICOtOCOI-COtO CONINNMMCOtOCOl-HCOtO
-I -i H. -4. -i H. -J H. -i -i -I -L -i H. -[ -i -L -I -1 -"
X >^ ^
-T -T -T -T _T _f
—J —1 _l _J _l _l
X X X X X X
• _r _r _r _r _r _r
"
to
-i£ ^i
o o
£ £
to to co
I
I
w w <o
_a JD _o
-Q -Q ja
III
XXX
LLJ LU LLJ
0) (0 W «
SS3I5
MIII1 i I i I
image:
 220 Appendices
|
I
2
£
8
o
CO CO CO
'55 O
2 c
II
ccorcccccccccrcccc
c c c c c c
CD CO CD CO CO CD
D) D) D) D> D> D)
CO CO CO CO CO CO
" " " X CC
•g-^-
'88
..,£<£
^ ^ I 1
J2 J2 o
CC CC CC CC
o o "5
J? ® O ^
I T o o
D-
-§,
Q.
jr
O)
•8-8 -8 -8-8 -8
CO CO CM CM 1- i-
.£•
CO
I
s >S
£ 5 OOOOOai LUOOuJ
OOiuOujOLUUjOOOuJOOOOOOiJjOOOuJOOOOOiJJ
OOOOOOuJ UJOOOUJUJ OuuOui O
•B
o
T, I ZZZZZZZZOOOOOOOOZZL1JUJUJZO
ll
IJ
^O NMCOMMIsJNINIcyJMMMMMMMMMMMNMMcyjcy)
.
_|_1_J_J—I—I—I—I—I—I—1—I—1—I—I—1—I—I—J—1—1—I—1—I—I—I—I—1—1—1—1—1—I—I—I—I—1—J—I—J—I—I—I
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
-j _r _r _r _r _r _r _r _r _r _r _r _j _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r
2 2 2" 2" 2" 2" 2" 2~ 2~ 2~ 2~ 2~ S" 5~ S 2" 2~ 2~ 5 2~ 2~ 5 2" 2~ 2~ 2" 2" 2~ 2~ 2" 2 5 5 2" 2~ 2~ 2~ 2~ 5 S 2 2 2
«T w <o" w" w" w" en tn w" «T «T «>" u> cri en en en <n tn en <n en en en en en en en en en en en en en en en en en en en en en en
Jl
•c
J=
ra n
<S6
O
0) 51 in 5
SWOJOOOOCOC^JCOC'JOO
mininininininintnintn
inincocococococof^-i^
OCNT-i—
"g IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIH
^ silllslllllillillllllllllllllllllll
image:
220 Appendices
|
I
2
£
8
o
CO CO CO
'55 O
2 c
II
ccorcccccccccrcccc
c c c c c c
CD CO CD CO CO CD
D) D) D) D> D> D)
CO CO CO CO CO CO
" " " X CC
•g-^-
'88
..,£<£
^ ^ I 1
J2 J2 o
CC CC CC CC
o o "5
J? ® O ^
I T o o
D-
-§,
Q.
jr
O)
•8-8 -8 -8-8 -8
CO CO CM CM 1- i-
.£•
CO
I
s >S
£ 5 OOOOOai LUOOuJ
OOiuOujOLUUjOOOuJOOOOOOiJjOOOuJOOOOOiJJ
OOOOOOuJ UJOOOUJUJ OuuOui O
•B
o
T, I ZZZZZZZZOOOOOOOOZZL1JUJUJZO
ll
IJ
^O NMCOMMIsJNINIcyJMMMMMMMMMMMNMMcyjcy)
.
_|_1_J_J—I—I—I—I—I—I—1—I—1—I—I—1—I—I—J—1—1—I—1—I—I—I—I—1—1—1—1—1—I—I—I—I—1—J—I—J—I—I—I
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
-j _r _r _r _r _r _r _r _r _r _r _r _j _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r _r
2 2 2" 2" 2" 2" 2" 2~ 2~ 2~ 2~ 2~ S" 5~ S 2" 2~ 2~ 5 2~ 2~ 5 2" 2~ 2~ 2" 2" 2~ 2~ 2" 2 5 5 2" 2~ 2~ 2~ 2~ 5 S 2 2 2
«T w <o" w" w" w" en tn w" «T «T «>" u> cri en en en <n tn en <n en en en en en en en en en en en en en en en en en en en en en en
Jl
•c
J=
ra n
<S6
O
0) 51 in 5
SWOJOOOOCOC^JCOC'JOO
mininininininintnintn
inincocococococof^-i^
OCNT-i—
"g IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIH
^ silllslllllillillllllllllllllllllll
image:
 Appendices 221
CO
if
(D
O
CO
CD CD CD
A; .M .i£
o o o
o o o
Q- £L CL
<- 00 •-
S-c
0) ™
£
a
I?
LUUJOOUJOOLUOOUJOUJLLI
p and boo
4
I
ea
0
uj O O
•Z.-Z.
OinOuj OOOOO
-Z. -Z.
NICOCOCO
W
,
image:
Appendices 221
CO
if
(D
O
CO
CD CD CD
A; .M .i£
o o o
o o o
Q- £L CL
<- 00 •-
S-c
0) ™
£
a
I?
LUUJOOUJOOLUOOUJOUJLLI
p and boo
4
I
ea
0
uj O O
•Z.-Z.
OinOuj OOOOO
-Z. -Z.
NICOCOCO
W
,
image:
 image:
image:
 Appendices 223
Appendix
Splash Suits
and Rainwear
image:
Appendices 223
Appendix
Splash Suits
and Rainwear
image:
 224 Appendices
I
CO
CD CQ CO
CO
1 a.
a.
m
LL U.
or or
I
or
i
or
i cc
nat
cade, Plastic La
Ba
1
£
nate
Fyrepel
Kapple
_ Q. Q- Q.
^O
^ g"§ ff ^
I IT =j -_ o <D
fi?l|i
3 £ fc (D 2 $
CO O lJ CC (i= §
P
c
P
Chemrel, Plastic La
Chemro
Chemron
i
i
i
I-
o
1
a
Chemtu
Chemron
m
P,
n
P
Chlorinated Poly*
Standard Safety
Chloroprene (SB0/
Sawyer-Tower
Chloroprene (35 °y
Sawyer-Tower
Chloroprene - Co
Goodyear
image:
224 Appendices
I
CO
CD CQ CO
CO
1 a.
a.
m
LL U.
or or
I
or
i
or
i cc
nat
cade, Plastic La
Ba
1
£
nate
Fyrepel
Kapple
_ Q. Q- Q.
^O
^ g"§ ff ^
I IT =j -_ o <D
fi?l|i
3 £ fc (D 2 $
CO O lJ CC (i= §
P
c
P
Chemrel, Plastic La
Chemro
Chemron
i
i
i
I-
o
1
a
Chemtu
Chemron
m
P,
n
P
Chlorinated Poly*
Standard Safety
Chloroprene (SB0/
Sawyer-Tower
Chloroprene (35 °y
Sawyer-Tower
Chloroprene - Co
Goodyear
image:
 Appendices 225
I
LO"
LO
CO
N
O
LCI
N
O
LO
LO
oo
LO
CD
N
O
LO
00
s.
CO CD CO CD CO
CO CO
Q_- CO CQ a." CO
CQCQCQCQCQCQCQCQ
CQ
CQ
i
or
a: or
«
s
CQ
1
O
4
o
TJ
I
I Q
cci
Q
CL Q.- i
O
1 c
.2 '5
5 CC
I
Q ^
I Q Q
CC I I
V— .__ L_
OT ^ $
O CO
CC CO
I
Q :E-
I Q
CC I
2
o
i
0
i
a
p
O
Q
X
0. 0.
I
Q
I Q
DL I
X
cf
Q X
X CL-
O CD
8 £ 8
o § «>
CQ -3 Z
-i i1
CC 1—
0)
£
a
o
O CQ
X "a
$ §
£<?
CD <b
•c M=
O _J
<= CD
W CO
!= <n
«S CD
b i
c ^ QJ
'CD co c
CC 00 F
o
0
CD
6
I
5.
1
i1
image:
Appendices 225
I
LO"
LO
CO
N
O
LCI
N
O
LO
LO
oo
LO
CD
N
O
LO
00
s.
CO CD CO CD CO
CO CO
Q_- CO CQ a." CO
CQCQCQCQCQCQCQCQ
CQ
CQ
i
or
a: or
«
s
CQ
1
O
4
o
TJ
I
I Q
cci
Q
CL Q.- i
O
1 c
.2 '5
5 CC
I
Q ^
I Q Q
CC I I
V— .__ L_
OT ^ $
O CO
CC CO
I
Q :E-
I Q
CC I
2
o
i
0
i
a
p
O
Q
X
0. 0.
I
Q
I Q
DL I
X
cf
Q X
X CL-
O CD
8 £ 8
o § «>
CQ -3 Z
-i i1
CC 1—
0)
£
a
o
O CQ
X "a
$ §
£<?
CD <b
•c M=
O _J
<= CD
W CO
!= <n
«S CD
b i
c ^ QJ
'CD co c
CC 00 F
o
0
CD
6
I
5.
1
i1
image:
 226 Appendices
i
CO CD CD
CD
D.
O.
i
0
U
03
or
or
i
i
«
MM
0
cu
1
O
+
^
1
X
Q
X
c
^
T3
UJ
"S
<o
<
Q
X
a.-
a
a.
g-
s
0
i
0
i
M
a
tc
•m
Natura
X
a.- a.
^
1*
^ 8
O <B
O DC
1
"o
a
0)
J3
J3
3
cc
Nature
X
1
CO
(0
Q.
c
,0
^«
Z
I
s
1
I
0
i
1
1
CD
DC
X
cf
X
® or
a
0
n a.
a
«
Ui
§
T*
I
C
0
S i
I"
0
£ £
£
i
&*
Q
Nylon - P
Rainfair
g
0)
Polyethyll
Abandaco
g
d>
Polyethyd
Scooba
g
0) (0
Polyethyll
Expendable
Pro/Control
image:
226 Appendices
i
CO CD CD
CD
D.
O.
i
0
U
03
or
or
i
i
«
MM
0
cu
1
O
+
^
1
X
Q
X
c
^
T3
UJ
"S
<o
<
Q
X
a.-
a
a.
g-
s
0
i
0
i
M
a
tc
•m
Natura
X
a.- a.
^
1*
^ 8
O <B
O DC
1
"o
a
0)
J3
J3
3
cc
Nature
X
1
CO
(0
Q.
c
,0
^«
Z
I
s
1
I
0
i
1
1
CD
DC
X
cf
X
® or
a
0
n a.
a
«
Ui
§
T*
I
C
0
S i
I"
0
£ £
£
i
&*
Q
Nylon - P
Rainfair
g
0)
Polyethyll
Abandaco
g
d>
Polyethyd
Scooba
g
0) (0
Polyethyll
Expendable
Pro/Control
image:
 Appendices 227
s
I
£
»
0)
00
e
OJ OQ CO
Q. CLCL CLCLCLCLCLCLCLCL CCOOCOCC
CQ Q. CL CL
ca
a. CL or
U_ LU LL LI- Ll_ LLU-U.
x x x" x x" x~ x x" x" x"
CC CC CL" CC CC CC CL~ CC CL- a.*
X
CL*
CL
cc a.
I
I
I
9
">
CL CL
CL CL
CL CL CL CL CL
6
X X
Q" Q" Q X
X X X CL-
|
O
I*
CD CO
co M-
<B .C
CO O ^ CD
CO -O 2 CC
Q Q Q Q
X X X X
0
X
Q" X Q
X CC X
E>
o
-Q
<D
image:
Appendices 227
s
I
£
»
0)
00
e
OJ OQ CO
Q. CLCL CLCLCLCLCLCLCLCL CCOOCOCC
CQ Q. CL CL
ca
a. CL or
U_ LU LL LI- Ll_ LLU-U.
x x x" x x" x~ x x" x" x"
CC CC CL" CC CC CC CL~ CC CL- a.*
X
CL*
CL
cc a.
I
I
I
9
">
CL CL
CL CL
CL CL CL CL CL
6
X X
Q" Q" Q X
X X X CL-
|
O
I*
CD CO
co M-
<B .C
CO O ^ CD
CO -O 2 CC
Q Q Q Q
X X X X
0
X
Q" X Q
X CC X
E>
o
-Q
<D
image:
 228 Appendices
c
_o
c
<D
Q
cm CQ
O. HTCQCLCLCLD-OQOCOQQ-Q. CD
CQ CO
DQCQCQCQCQCQCQCQ cacCCQCQCOCaarCQCQ
I
O
O
u.
x ca
a. or a. or
CQ
x
cc x
I a." cu a.
Q Q
xxx
I Q X Q
a.cc xx or xx
X X
x a.
X X
0* Q" Q Q Q Q
X X X X X X
I
o
A
H
II
U
£
* -8
^(0 f—
*s ©
i; Q-
m CQ Q
<D <D
•f± tn
O
i
o
« s
J2 J2
O- Q.
I 5-
D)
c
<q S
^2 (0
<o O
CQ CQ
image:
228 Appendices
c
_o
c
<D
Q
cm CQ
O. HTCQCLCLCLD-OQOCOQQ-Q. CD
CQ CO
DQCQCQCQCQCQCQCQ cacCCQCQCOCaarCQCQ
I
O
O
u.
x ca
a. or a. or
CQ
x
cc x
I a." cu a.
Q Q
xxx
I Q X Q
a.cc xx or xx
X X
x a.
X X
0* Q" Q Q Q Q
X X X X X X
I
o
A
H
II
U
£
* -8
^(0 f—
*s ©
i; Q-
m CQ Q
<D <D
•f± tn
O
i
o
« s
J2 J2
O- Q.
I 5-
D)
c
<q S
^2 (0
<o O
CQ CQ
image:
 Appendices 229
§
0
U
N
O
LA
N
O
a m
Q. CQ m m m CQ CL CL m m ca
CO
CO
CO CO CO CO CO CO
a
I 5
<5 £
X
or
a.- cc
x x
a: a.-
J
O
I
XXX
Q Q Cf
Q Q X X X X
x x cc cc or a."
X
a
Q X
X CC
CL
£
!
1
£
Q
X
X X X X
Q" Q" Q" Q" Q Q Q X
XXXXXCLXXCC
X
a
p>
CD
in .
CD CO
•5 « S-.
D) =
(D
co
<D _£S "ca co c 2
•^ CL CC CO F F
CD
CO
CO
ca
SL c
> o
^ E
* 2
O — <D
? <D (0
S
i- CO
< CQ
co O —
33 CQ O
3
O
I
CO
•5
ca
s
co F
X
O Q" Q X X
5 X CL X X CC CC
s.
I «
"2
ca
O rn CD
g V co
CO
"U >-
<- tl CD
'm CO —
45 -D .2
to
image:
Appendices 229
§
0
U
N
O
LA
N
O
a m
Q. CQ m m m CQ CL CL m m ca
CO
CO
CO CO CO CO CO CO
a
I 5
<5 £
X
or
a.- cc
x x
a: a.-
J
O
I
XXX
Q Q Cf
Q Q X X X X
x x cc cc or a."
X
a
Q X
X CC
CL
£
!
1
£
Q
X
X X X X
Q" Q" Q" Q" Q Q Q X
XXXXXCLXXCC
X
a
p>
CD
in .
CD CO
•5 « S-.
D) =
(D
co
<D _£S "ca co c 2
•^ CL CC CO F F
CD
CO
CO
ca
SL c
> o
^ E
* 2
O — <D
? <D (0
S
i- CO
< CQ
co O —
33 CQ O
3
O
I
CO
•5
ca
s
co F
X
O Q" Q X X
5 X CL X X CC CC
s.
I «
"2
ca
O rn CD
g V co
CO
"U >-
<- tl CD
'm CO —
45 -D .2
to
image:
 230 Appendices
I
!
g
LD
i
00 CD
CQ
or
Q. Q-
Q. Q.
CQ CD
CO
CQ a:
LLU-LL U-LLU- U_ LL U_
x" i x x* x" x" x x" x" x"
or cc or Q. or cc or ar o." or or
X
Q
"S
Q
X X
or or
x
Q"
x
or
I
I
£
i
I.
ITZ
e <°
&9
8 J>
ce 13
i
i
a>
"5
w
« S J= J2
C 73 S c .<0
O C -£ !p
£ (0 (0 JP
a. a.
a. Q.
X
X Q X
or x a."
O Q)
(0
•g-5
2.K
_
o
(D
- 'rn J
^ <
a> 00
o
U
2
Q.
8-i
CQ CC
image:
230 Appendices
I
!
g
LD
i
00 CD
CQ
or
Q. Q-
Q. Q.
CQ CD
CO
CQ a:
LLU-LL U-LLU- U_ LL U_
x" i x x* x" x" x x" x" x"
or cc or Q. or cc or ar o." or or
X
Q
"S
Q
X X
or or
x
Q"
x
or
I
I
£
i
I.
ITZ
e <°
&9
8 J>
ce 13
i
i
a>
"5
w
« S J= J2
C 73 S c .<0
O C -£ !p
£ (0 (0 JP
a. a.
a. Q.
X
X Q X
or x a."
O Q)
(0
•g-5
2.K
_
o
(D
- 'rn J
^ <
a> 00
o
U
2
Q.
8-i
CQ CC
image:
 Appendices 231
<D
0
O
s.
a:
i
a:
I
o
«
0
•B
I
|
.Q
0
J Q-
O
_0
Z -E
I §
I i
55
VitonyBu
Trelleborg
n.
image:
Appendices 231
<D
0
O
s.
a:
i
a:
I
o
«
0
•B
I
|
.Q
0
J Q-
O
_0
Z -E
I §
I i
55
VitonyBu
Trelleborg
n.
image:
 image:
image:
 Appendices 233
J
Appendix
PPE Vendor Directory
image:
Appendices 233
J
Appendix
PPE Vendor Directory
image:
 234 Appendices
8O O) *—
O i- 01
o
o to
d> of) 06 co &
CM CM
I
c5§
< ,
o =!
O >- ->
O < O
CJ
co QJ 6 <5
1
•u
£
CM
g
m
O
oJ
g 8
CO CO
O O
OJ OJ
o
CD
a
O
OJ
CO
CM
I
d
OJ
CD
Q
O
ES
g
CQ
6
OJ
"B
CO
3
TJ
_C
^
CD
1
2
CD
g g
CO CO
6 6
OJ OJ
Addroo
14 Locust Street
530 Turnpike Street
I
d
Qj
1300 Walnut Street
301 West Side Avenue
4411 Katella Avenue
920 Lakeshore Road East
Route 40
Industrial Road
I
55
c
o
(0
s
221 W.Rrst Street
1200 E. Sunrise Avenue
130 West 10th Street
550 West Ingham Ave.
Daniel Webster Highway
1455 Busch Parkway
1800 Ocean Avenue
1800 Ocean Avenue
Niblick Road
670 Mariner Drive
One Daffin Square
247 Addison Road
Box 658
59-20 56th Avenue
13333 Northwest Freeway
2945 Congressman Lane
7100HuntleyRoad
Safety Products Division
Box 51 8
51 4 S. Rose Street
85 Constitutional Drive
>-
.c
en
in
5
en
Rt 258 South
901 Hawkins Boulevard
4925 W. Grand Avenue
130 South Canal Street
P.O. Box 266
Glove Division
Armin Poly-Versin, Inc.
Arrowhead Products
2
Barry Manufacturing Co
,;
Beta Shoe Company, ln(
Bel-Art Products
^
1
D)
C
1
c
1
m
^
1
Boss Manufacturing Coi
CPP, Inc.
Charkate
Chem-Tex Corporation
0
'«
Chemical Fabrics Corpoi
d
Chemron, Inc.
Clean Room Products, h
d
c
Colonial Grove & Garme
Comasec
d
_c
1"
Control Resource Syste
Daffin Disposables, Inc.
d
Defense Apparel
Durafab Disposables, In
o
_c
d
O
•»-»
S d
Eastern Safety Equipme
Encon Manufacturing C
d
Expendables, Inc.
Franklin Disposables, In
.
Frommelt Industries, ln<
Fyrepel Products Inc.
Glover Latex, Inc.
d
_c
to"
1
CD
Q.
s
s
o
Goodyear Rubber Prodi
Granet, Inc.
Handgards Inc.
c
Holcomb Safety Garmei
d
Hy-Test, Inc.
ILC Dover
International Playtex, Im
image:
234 Appendices
8O O) *—
O i- 01
o
o to
d> of) 06 co &
CM CM
I
c5§
< ,
o =!
O >- ->
O < O
CJ
co QJ 6 <5
1
•u
£
CM
g
m
O
oJ
g 8
CO CO
O O
OJ OJ
o
CD
a
O
OJ
CO
CM
I
d
OJ
CD
Q
O
ES
g
CQ
6
OJ
"B
CO
3
TJ
_C
^
CD
1
2
CD
g g
CO CO
6 6
OJ OJ
Addroo
14 Locust Street
530 Turnpike Street
I
d
Qj
1300 Walnut Street
301 West Side Avenue
4411 Katella Avenue
920 Lakeshore Road East
Route 40
Industrial Road
I
55
c
o
(0
s
221 W.Rrst Street
1200 E. Sunrise Avenue
130 West 10th Street
550 West Ingham Ave.
Daniel Webster Highway
1455 Busch Parkway
1800 Ocean Avenue
1800 Ocean Avenue
Niblick Road
670 Mariner Drive
One Daffin Square
247 Addison Road
Box 658
59-20 56th Avenue
13333 Northwest Freeway
2945 Congressman Lane
7100HuntleyRoad
Safety Products Division
Box 51 8
51 4 S. Rose Street
85 Constitutional Drive
>-
.c
en
in
5
en
Rt 258 South
901 Hawkins Boulevard
4925 W. Grand Avenue
130 South Canal Street
P.O. Box 266
Glove Division
Armin Poly-Versin, Inc.
Arrowhead Products
2
Barry Manufacturing Co
,;
Beta Shoe Company, ln(
Bel-Art Products
^
1
D)
C
1
c
1
m
^
1
Boss Manufacturing Coi
CPP, Inc.
Charkate
Chem-Tex Corporation
0
'«
Chemical Fabrics Corpoi
d
Chemron, Inc.
Clean Room Products, h
d
c
Colonial Grove & Garme
Comasec
d
_c
1"
Control Resource Syste
Daffin Disposables, Inc.
d
Defense Apparel
Durafab Disposables, In
o
_c
d
O
•»-»
S d
Eastern Safety Equipme
Encon Manufacturing C
d
Expendables, Inc.
Franklin Disposables, In
.
Frommelt Industries, ln<
Fyrepel Products Inc.
Glover Latex, Inc.
d
_c
to"
1
CD
Q.
s
s
o
Goodyear Rubber Prodi
Granet, Inc.
Handgards Inc.
c
Holcomb Safety Garmei
d
Hy-Test, Inc.
ILC Dover
International Playtex, Im
image:
 Appendices 235
ocoooooooco
Q OOOOr-OOCMCOOO
M o^rOO*sror~oo)ifl
2 r^^oojoo'^TOor^-c'1^
^ CM 00 CO 00 Is*- CO OJ
g-ggaSS^90
•3 ^jo^gcSo^^
r- ^ in CM co ^ CM
§ocMoooinocoocoo
djcomcppincMCpt— coo
*— CM
O O i~~ O CO O O *-- *~*
OOCOCMCOOCOCM«*CO
- O) r- in co o
? o co co co in
ropr— cMinr^... J-...
ocj)i^c6coin'3'C3)inocft'd-in
cocMin»-cor-c»c*>t-r-.cM^-^
r^ in co CM
o o co f~
f^ 5- CM CM
^ «— CMOOt— OJ^-O
«— OOO'd'CDOCD
CMOO»— CDCftCD
5 <>-<_!<
0) 3: z S: < m
3Ij11 tsigt
CO.CQ.3ra C 3-g g g 3-g
O
m
•o
I
CD
CC "*
O X
Ul O
Tj CQ
CO O
1°:
8 I
•5 §
« *
*
C W
'S o
5j
iS
t- a:
ra
t—
r^
m
d
a:
in
o
2
w
0)
o
g
CQ
d
a:
o
CM
1
d
a:
CM
O
g
m
d
QJ
8
to
ct
CD
fc
c
O
r^
g
m
d
QJ
CM
g
CQ
d
QJ
C3)
I
g
CQ
§
•c
2406 Woodmere D
Products Division
863 Easton Road
P.O. Box 21 8
8
i
if
&
en
Industrial Garment;
Marigold Industrial
P.O. Box 1328
|
t
Division of Endicotl
534 Gunter Avenue
CD
CM
in
g
CQ
d
cu
m
2060N. KolmarAv<
£
CM
1
d
OJ
4-»
510 Sherman Stree
co
O
6603 Governor Prin
0
a.
1
t n
Division of Shelby <
-o
>
608 Penn Center B
1
Q
Q.
0
^
CQ
CM
Monte Lane
CD
.1
Q
&
o
o
1
o
P.O. Box 628
4090 Azalea Drive
CD
21 8 Sycamore Stre
Optical Products
CD
51 2 East Tiffin Strei
1
1
<
9 Grand Street
2204 S.E. Seventh .
•K ®
8 g
^ ^
CD
3
in a)
-
O ^
II
d d
OJ QJ
g g
CO CQ
d d
QJ QJ
C .2> "CO
O UU U-
"co O O
•> CM CO
o 2-
O CM
§ S
I
. I
2 i
s o
t» c!
.« ffi
s Q:
Poly.
Pro
?Slilillll.i|
^.-coco - .S <-< . «i u ^
Ki
Oak Technical, Inc.
PPG Industries, Inc.
« «-
B 3
If
X o
Pioneer Industrial Prc
Plastex Protective Pr
Plastimayd Corp.
Pro-Guard
o
_c
Pro/Control Products
|
£
Protective Equipmen
Protective Garments
d
?-
Pyramid Industries, h
1 1
CO CO
CC CC
Record Industrial Co.
Renco Corp.
cj
c
^ CO'
£ -w
Rex-Gummiwarenfafc
Ronco Textile Produc
d
c
Safeguard America, 1
Safety 4 A/S
Sawyer-Tower
image:
Appendices 235
ocoooooooco
Q OOOOr-OOCMCOOO
M o^rOO*sror~oo)ifl
2 r^^oojoo'^TOor^-c'1^
^ CM 00 CO 00 Is*- CO OJ
g-ggaSS^90
•3 ^jo^gcSo^^
r- ^ in CM co ^ CM
§ocMoooinocoocoo
djcomcppincMCpt— coo
*— CM
O O i~~ O CO O O *-- *~*
OOCOCMCOOCOCM«*CO
- O) r- in co o
? o co co co in
ropr— cMinr^... J-...
ocj)i^c6coin'3'C3)inocft'd-in
cocMin»-cor-c»c*>t-r-.cM^-^
r^ in co CM
o o co f~
f^ 5- CM CM
^ «— CMOOt— OJ^-O
«— OOO'd'CDOCD
CMOO»— CDCftCD
5 <>-<_!<
0) 3: z S: < m
3Ij11 tsigt
CO.CQ.3ra C 3-g g g 3-g
O
m
•o
I
CD
CC "*
O X
Ul O
Tj CQ
CO O
1°:
8 I
•5 §
« *
*
C W
'S o
5j
iS
t- a:
ra
t—
r^
m
d
a:
in
o
2
w
0)
o
g
CQ
d
a:
o
CM
1
d
a:
CM
O
g
m
d
QJ
8
to
ct
CD
fc
c
O
r^
g
m
d
QJ
CM
g
CQ
d
QJ
C3)
I
g
CQ
§
•c
2406 Woodmere D
Products Division
863 Easton Road
P.O. Box 21 8
8
i
if
&
en
Industrial Garment;
Marigold Industrial
P.O. Box 1328
|
t
Division of Endicotl
534 Gunter Avenue
CD
CM
in
g
CQ
d
cu
m
2060N. KolmarAv<
£
CM
1
d
OJ
4-»
510 Sherman Stree
co
O
6603 Governor Prin
0
a.
1
t n
Division of Shelby <
-o
>
608 Penn Center B
1
Q
Q.
0
^
CQ
CM
Monte Lane
CD
.1
Q
&
o
o
1
o
P.O. Box 628
4090 Azalea Drive
CD
21 8 Sycamore Stre
Optical Products
CD
51 2 East Tiffin Strei
1
1
<
9 Grand Street
2204 S.E. Seventh .
•K ®
8 g
^ ^
CD
3
in a)
-
O ^
II
d d
OJ QJ
g g
CO CQ
d d
QJ QJ
C .2> "CO
O UU U-
"co O O
•> CM CO
o 2-
O CM
§ S
I
. I
2 i
s o
t» c!
.« ffi
s Q:
Poly.
Pro
?Slilillll.i|
^.-coco - .S <-< . «i u ^
Ki
Oak Technical, Inc.
PPG Industries, Inc.
« «-
B 3
If
X o
Pioneer Industrial Prc
Plastex Protective Pr
Plastimayd Corp.
Pro-Guard
o
_c
Pro/Control Products
|
£
Protective Equipmen
Protective Garments
d
?-
Pyramid Industries, h
1 1
CO CO
CC CC
Record Industrial Co.
Renco Corp.
cj
c
^ CO'
£ -w
Rex-Gummiwarenfafc
Ronco Textile Produc
d
c
Safeguard America, 1
Safety 4 A/S
Sawyer-Tower
image:
 236 Appendices
<MOmiT3COitO«— r-
.-(»<Or-CMOa>«-CO
N
-til ill IIII
O CO Q- CO O CO <
-
o oc
g
I I
O
cc
CD
a:
• <o
i »
is
< a:
I
I !<i
B o- .S
.s *j
SS •£ w
2 | «
* > ^
<§ * ^
U U> t£J
p I 8 I
CC li. w i-
ioT J
E 2
CO
g w §:
CD 9 ^
o
f CM
ffl <N
m co
g
o m.
W (1
image:
236 Appendices
<MOmiT3COitO«— r-
.-(»<Or-CMOa>«-CO
N
-til ill IIII
O CO Q- CO O CO <
-
o oc
g
I I
O
cc
CD
a:
• <o
i »
is
< a:
I
I !<i
B o- .S
.s *j
SS •£ w
2 | «
* > ^
<§ * ^
U U> t£J
p I 8 I
CC li. w i-
ioT J
E 2
CO
g w §:
CD 9 ^
o
f CM
ffl <N
m co
g
o m.
W (1
image:
 Appendices 237
K
Appendix
Neat Carrier Solvent
Permeation Data
The information in this appendix summarizes the permeation data available
for representative carrier solvents of solvent containing pesticide formula-
tions. The data were extracted from the data base compiled in the develop-
ment of the Guidelines for the Selection of Chemical Protective Clothing. The
solvents are organized by principal functional group: acetate, alcohol,
halogenated hydrocarbon, ketone, and petroleum distillates. Across the top
of the following pages in this appendix are the twelve glove materials for
which data are available.
Since there is enough space for only six glove materials per page, the data for
any one chemical require two pages. The information begins with acetates
and proceeds through petroleum distillates for the first six glove materials.
Midway through the appendix, the information starts over with acetates for
the second group of six glove materials.
In column four, the material is a neoprene coating over a natural rubber
latex substrate [by convention a slash ("/") is used to designate a multi-layer
glove]. In column five, the material is a blend of neoprene and natural
rubber latex (by convention a "+" is used to designate a blend). Under each
material heading is the breakthrough time (hours), the steady-state permea-
tion rate (Ag/cm@-min), and the glove material thickness (cm). In some
cases, typically those for a fabric supported glove, no thickness is given.
The number under REF is the literature source for the data as reported
in the Guidelines data base and are identified in the reference list at the end
of the appendix.
image:
Appendices 237
K
Appendix
Neat Carrier Solvent
Permeation Data
The information in this appendix summarizes the permeation data available
for representative carrier solvents of solvent containing pesticide formula-
tions. The data were extracted from the data base compiled in the develop-
ment of the Guidelines for the Selection of Chemical Protective Clothing. The
solvents are organized by principal functional group: acetate, alcohol,
halogenated hydrocarbon, ketone, and petroleum distillates. Across the top
of the following pages in this appendix are the twelve glove materials for
which data are available.
Since there is enough space for only six glove materials per page, the data for
any one chemical require two pages. The information begins with acetates
and proceeds through petroleum distillates for the first six glove materials.
Midway through the appendix, the information starts over with acetates for
the second group of six glove materials.
In column four, the material is a neoprene coating over a natural rubber
latex substrate [by convention a slash ("/") is used to designate a multi-layer
glove]. In column five, the material is a blend of neoprene and natural
rubber latex (by convention a "+" is used to designate a blend). Under each
material heading is the breakthrough time (hours), the steady-state permea-
tion rate (Ag/cm@-min), and the glove material thickness (cm). In some
cases, typically those for a fabric supported glove, no thickness is given.
The number under REF is the literature source for the data as reported
in the Guidelines data base and are identified in the reference list at the end
of the appendix.
image:
 238 Appendices
CO t** *^t" CO *S" Cp CO CO CO
*~^*" ^ £5 W w cy co cu
-a-h-cocD
' S 3 p" S. § S S § S S 8 S 3 S S S S S S. ' S
d ddo'ddo'dddddddo'ddoo o
§s s'?i'&'si ' ' ' i ' ' slisl
N» O 10 CD CM O t** 00 CO CO W ^f **}" CO t*1* ^ ^S" I1*" 00 W^ CO CO
(DO W OJ CO Cq ^ -3r 10 10 tq CO <D CO CD »^ CO O> O W CO CO.
OT^ dddodddddddddooo^^-*-»-
CO
T~
CO
S ! S S 3 S S
d d d d d o
O> CM T) TJ •O -O TJ
p c c c c c
o o o o o o o
E
s. s s s
d d d d
£ff£§
SN. Is. T-
O O T^
dodo
r-
CO
2
' S
d
&.S
o o
in
o
d
o
A
CO CO CO ^ CO Cp CO CO tp CD
^. fs. »— CM h^* ^ f** ^ Y* 5*
CMCMT-i-!cMCMIMCOCMCM
hscococpcp^- icpinincpcpt^incp
p p p p o. p ' p p p p p p p p
d d d d o' d d d d o" o" d d d
m JCl M ' I ' kL^ «
SracOT-'-coincM'a-coint^-r-.oo
p T-. CM CM. CM CM. co. co. ^ in cq cq ^ ^
ddddddddddddd A A
Crf52f5£?f5r5£2
T-CMi-CMr-CMCMCM
^ g i g i S. S S
do o" odd
o> i co
1 I 1
in CD p p p cq n CD.
»- T- CM CM' co co oi CM
CMcoinininintn iincp
p p p p p p p pp.
d odd odd oo
CM CM co CM »-
**" S CM CO 5
Sfefe. fefefe^SSS
ddo'ddo'oood
CpCOh-COCpCpCptO
CMCM^^CMCMCMCO
CM co in i in tn cp in
ppp ' p p p p
odd d d o' d
^•^•cnco'pTJ'O's
o o o o o
. T- 1— T- CO
»- A A A A
^ CO
CM d
i- CO
tn •*•
P P
d d
S
3
d
o
£ •*
I I
I
image:
238 Appendices
CO t** *^t" CO *S" Cp CO CO CO
*~^*" ^ £5 W w cy co cu
-a-h-cocD
' S 3 p" S. § S S § S S 8 S 3 S S S S S S. ' S
d ddo'ddo'dddddddo'ddoo o
§s s'?i'&'si ' ' ' i ' ' slisl
N» O 10 CD CM O t** 00 CO CO W ^f **}" CO t*1* ^ ^S" I1*" 00 W^ CO CO
(DO W OJ CO Cq ^ -3r 10 10 tq CO <D CO CD »^ CO O> O W CO CO.
OT^ dddodddddddddooo^^-*-»-
CO
T~
CO
S ! S S 3 S S
d d d d d o
O> CM T) TJ •O -O TJ
p c c c c c
o o o o o o o
E
s. s s s
d d d d
£ff£§
SN. Is. T-
O O T^
dodo
r-
CO
2
' S
d
&.S
o o
in
o
d
o
A
CO CO CO ^ CO Cp CO CO tp CD
^. fs. »— CM h^* ^ f** ^ Y* 5*
CMCMT-i-!cMCMIMCOCMCM
hscococpcp^- icpinincpcpt^incp
p p p p o. p ' p p p p p p p p
d d d d o' d d d d o" o" d d d
m JCl M ' I ' kL^ «
SracOT-'-coincM'a-coint^-r-.oo
p T-. CM CM. CM CM. co. co. ^ in cq cq ^ ^
ddddddddddddd A A
Crf52f5£?f5r5£2
T-CMi-CMr-CMCMCM
^ g i g i S. S S
do o" odd
o> i co
1 I 1
in CD p p p cq n CD.
»- T- CM CM' co co oi CM
CMcoinininintn iincp
p p p p p p p pp.
d odd odd oo
CM CM co CM »-
**" S CM CO 5
Sfefe. fefefe^SSS
ddo'ddo'oood
CpCOh-COCpCpCptO
CMCM^^CMCMCMCO
CM co in i in tn cp in
ppp ' p p p p
odd d d o' d
^•^•cnco'pTJ'O's
o o o o o
. T- 1— T- CO
»- A A A A
^ CO
CM d
i- CO
tn •*•
P P
d d
S
3
d
o
£ •*
I I
I
image:
 Appendices 239
u.
UI
DC
f
1 cc
fft
i fc
u.
UI
DC
If
ii
Is
u.
UI
DC
|f
f £
I8
f fe
u.
UJ
cc
cc
f*
u.
UJ
DC
if
Js
u.
UI
cc
f
j "•
}b
i
o
co r- co
^ T- «
i cp in
1 S o
d d
o c c
d
pop
A A
2 2 2 t
C3
8SS8
o' d d d
,- T- -r- CO
d
£ sa s
dodo
3
i
CM
d
d
§$$§§§§£ ?*,££
Sin in N. r^ co cp N. i i i 9
0 0 O 0 0 0 0 ' ' 'S
oooooooo o
ig-g-gig^-g-g.-g ""g-g-g
OOOOOOOO OOOO
AAAAAAAA AAA
T- u- CO
tninminm IS? 1 S^ "^ Pi
d d d o" d d o* o* d
S"5S^e--gi-g?
55lll?§?*51
j
1 1
I 8-
LU £1
££ slgi§c?
« 8 i g S 8 S
o" d d d d
if iiil!
O O | CU CU CO CO
CD CO' P P °. °.
A V V O O
r- cp
n ^
gg
d d
in en
^ $
8 in
0
d d
CM m S
8 g g
o do
'A co
O CO f**
™ do
CO ^ ^*> O) CM CO CO CO
l«l u> ir> f~ n 10
1 P ' p p p p p
o o o o o o
2 a § s s o s &
A V V O O O
^ ^ c\j N o) A in 9 in
1-1- »-••- CMCMCOCMCO
g' §S 88382
o oo ooooo
S8 ="2 1S81§
^0 8 S A 3 A
8JS SS 58888
d co" A A o" o" d d d
S S 8
CO »- CO
333
odd
HI
t t §
o* d d
eg
I P |
1 I 8 1
1 £ ±5
image:
Appendices 239
u.
UI
DC
f
1 cc
fft
i fc
u.
UI
DC
If
ii
Is
u.
UI
DC
|f
f £
I8
f fe
u.
UJ
cc
cc
f*
u.
UJ
DC
if
Js
u.
UI
cc
f
j "•
}b
i
o
co r- co
^ T- «
i cp in
1 S o
d d
o c c
d
pop
A A
2 2 2 t
C3
8SS8
o' d d d
,- T- -r- CO
d
£ sa s
dodo
3
i
CM
d
d
§$$§§§§£ ?*,££
Sin in N. r^ co cp N. i i i 9
0 0 O 0 0 0 0 ' ' 'S
oooooooo o
ig-g-gig^-g-g.-g ""g-g-g
OOOOOOOO OOOO
AAAAAAAA AAA
T- u- CO
tninminm IS? 1 S^ "^ Pi
d d d o" d d o* o* d
S"5S^e--gi-g?
55lll?§?*51
j
1 1
I 8-
LU £1
££ slgi§c?
« 8 i g S 8 S
o" d d d d
if iiil!
O O | CU CU CO CO
CD CO' P P °. °.
A V V O O
r- cp
n ^
gg
d d
in en
^ $
8 in
0
d d
CM m S
8 g g
o do
'A co
O CO f**
™ do
CO ^ ^*> O) CM CO CO CO
l«l u> ir> f~ n 10
1 P ' p p p p p
o o o o o o
2 a § s s o s &
A V V O O O
^ ^ c\j N o) A in 9 in
1-1- »-••- CMCMCOCMCO
g' §S 88382
o oo ooooo
S8 ="2 1S81§
^0 8 S A 3 A
8JS SS 58888
d co" A A o" o" d d d
S S 8
CO »- CO
333
odd
HI
t t §
o* d d
eg
I P |
1 I 8 1
1 £ ±5
image:
 240 Appendices
£ S. S. q S £ 8. S
o* o o o o o o o*
8. ? S S fe fe ? ^ S
OOOOOOOOCO
S S S S S S. 8 S.
o o o' o o o o o
mfo-cococnoh-OJco
oooooT^Y^cyCT
o o o o o o o o o
s
o
o
In
CD
g 3 g g q
o o o o o
eo g
in oo to CM n
q q q i-; ^
o o o o o
P
eo
w
o
5 co b*
$ in
c\i n
I in in
q q
o o
in <o o
co co eo
o d o
<p I in in eo h- eft eo
o o o o o o o
o 0000*00
ci cj ci o o o o o
•i- cvi $ ^r
co ^f CM CM
fe § S '
o o o
q
dodo
i g g S ' g g g g § S
odd dddddd
r^onh-otMi^minino
r- 55 cu c\i co co. co i; in O) ,_:
dddddd o' o o o A
it
£
t
.2
Q- <
i -5
1 B
£l
^§
(/} a
»1
IB
^ CD CO
* W T^
gg '
o o
g g. °-
d d d
2 S
CD CO CD
C*7
^
S S
g §
o o*
O O Q
^— ^— «o
-
S g g g g q q q ?! q
|
A
OOOOOOOOO
o in in («- o>
c?
o o
I 'S
s g °- e
o o o o
oocacocoinr^r-cojnoo
ddddddddddo
O
S S S Ki
i- CO t
S S 8 §.
o d o" o
TJ -a TJ TJ
c c c c
q q q q
v r*: co Q
A •>- »- w
ss
d d
q q
co co
O
o 15
£ oc
EQ ||
£&
m cc
image:
240 Appendices
£ S. S. q S £ 8. S
o* o o o o o o o*
8. ? S S fe fe ? ^ S
OOOOOOOOCO
S S S S S S. 8 S.
o o o' o o o o o
mfo-cococnoh-OJco
oooooT^Y^cyCT
o o o o o o o o o
s
o
o
In
CD
g 3 g g q
o o o o o
eo g
in oo to CM n
q q q i-; ^
o o o o o
P
eo
w
o
5 co b*
$ in
c\i n
I in in
q q
o o
in <o o
co co eo
o d o
<p I in in eo h- eft eo
o o o o o o o
o 0000*00
ci cj ci o o o o o
•i- cvi $ ^r
co ^f CM CM
fe § S '
o o o
q
dodo
i g g S ' g g g g § S
odd dddddd
r^onh-otMi^minino
r- 55 cu c\i co co. co i; in O) ,_:
dddddd o' o o o A
it
£
t
.2
Q- <
i -5
1 B
£l
^§
(/} a
»1
IB
^ CD CO
* W T^
gg '
o o
g g. °-
d d d
2 S
CD CO CD
C*7
^
S S
g §
o o*
O O Q
^— ^— «o
-
S g g g g q q q ?! q
|
A
OOOOOOOOO
o in in («- o>
c?
o o
I 'S
s g °- e
o o o o
oocacocoinr^r-cojnoo
ddddddddddo
O
S S S Ki
i- CO t
S S 8 §.
o d o" o
TJ -a TJ TJ
c c c c
q q q q
v r*: co Q
A •>- »- w
ss
d d
q q
co co
O
o 15
£ oc
EQ ||
£&
m cc
image:
 Appendices 241
u,
UJ
ft"
£
IK
ii
i-
z ^
u.
UJ
oc
Is
OC
o.
c2
S
u.
UJ
cc
H °-
Is
fte
u.
UJ
cc
E
^
|i
f co-
Si
cc
E
Ii
1
J CO
Ul
cc
E
^
fe cc
tin
tu
•g
J
?
o
SSSSSSSSS
SSSSSSgg '
ddo'ddddd
f pi§i§§3
SScSSSSttco
OOOOOOf'-!-
CO CO CO ^1* CO CO ^"
f- i5 in CM in in e\j
T- co eo *- eo co *-
1 S S S 8 S S
O O O O O O
SO CO W Oi f"11* r*»
CO W W CM W OJ
IO CO CO f** Q CO CM
CM co co M* £n u5 co
o o" o o o o' o
t? ?
T- T-
S '
d
s§
o a
d d
SCO CO CO CO CO CO CO ^* CO CO CO CO
inintniniintnu) CMuStntntn
eocococococococo^cocococo
SSSeSSSSSSSSSS
o' d o" d d d d d d d d d d
co^co-5SIC:co'0gloS^
tSSStJo-gKo-SSSco-
do'T-T-NNnnit-o-'ininin
§
1
•5.
•5.
i
CO h* CO CO
i 8 g '
d d
C C C C
O 0 0 O
^- CD CO Tl-
*t A A *i
f~
CO
U)
o
d
S
o
d
CO CO CO
£ S t
1 g 1
d
^ <p i
C O)
O CO O
t -•$
CO CO
fx. h-
1 1
1 1
p p
"v "v
g g
1 1
1 1
p p
* "v
J3
UJ
t-
3
1 sr
" 9
3f> i s.
d 1 - ~
to ^ 1 §
0. ^ 0 C
CO h- CO CD
t ? CO t
1 g g 1
d d
1 -g -g -D
O O O O
CD CO CO* Tf*
A A CVI
f-
CO
g
d
(N
8
d
<o co h- h* co
T- »- »- »- CO
' ' i S §
d d
1 1 -g -g -D
O O O p O
CD 1- CO
T- V- »-
! g 1
d
1 0> !
o in o
t °" "^
g g
1 I
I 1
P P
V V
0
3 C
It O
i 1
s
g
d
•a
C
§
A
t^
CO
g
d
0
8!
o
$£
S '
d
o> -g
in p
1
1
S
i
image:
Appendices 241
u,
UJ
ft"
£
IK
ii
i-
z ^
u.
UJ
oc
Is
OC
o.
c2
S
u.
UJ
cc
H °-
Is
fte
u.
UJ
cc
E
^
|i
f co-
Si
cc
E
Ii
1
J CO
Ul
cc
E
^
fe cc
tin
tu
•g
J
?
o
SSSSSSSSS
SSSSSSgg '
ddo'ddddd
f pi§i§§3
SScSSSSttco
OOOOOOf'-!-
CO CO CO ^1* CO CO ^"
f- i5 in CM in in e\j
T- co eo *- eo co *-
1 S S S 8 S S
O O O O O O
SO CO W Oi f"11* r*»
CO W W CM W OJ
IO CO CO f** Q CO CM
CM co co M* £n u5 co
o o" o o o o' o
t? ?
T- T-
S '
d
s§
o a
d d
SCO CO CO CO CO CO CO ^* CO CO CO CO
inintniniintnu) CMuStntntn
eocococococococo^cocococo
SSSeSSSSSSSSSS
o' d o" d d d d d d d d d d
co^co-5SIC:co'0gloS^
tSSStJo-gKo-SSSco-
do'T-T-NNnnit-o-'ininin
§
1
•5.
•5.
i
CO h* CO CO
i 8 g '
d d
C C C C
O 0 0 O
^- CD CO Tl-
*t A A *i
f~
CO
U)
o
d
S
o
d
CO CO CO
£ S t
1 g 1
d
^ <p i
C O)
O CO O
t -•$
CO CO
fx. h-
1 1
1 1
p p
"v "v
g g
1 1
1 1
p p
* "v
J3
UJ
t-
3
1 sr
" 9
3f> i s.
d 1 - ~
to ^ 1 §
0. ^ 0 C
CO h- CO CD
t ? CO t
1 g g 1
d d
1 -g -g -D
O O O O
CD CO CO* Tf*
A A CVI
f-
CO
g
d
(N
8
d
<o co h- h* co
T- »- »- »- CO
' ' i S §
d d
1 1 -g -g -D
O O O p O
CD 1- CO
T- V- »-
! g 1
d
1 0> !
o in o
t °" "^
g g
1 I
I 1
P P
V V
0
3 C
It O
i 1
s
g
d
•a
C
§
A
t^
CO
g
d
0
8!
o
$£
S '
d
o> -g
in p
1
1
S
i
image:
 242 Appendices
cB
?**• co oo co "*f *& *t ^~ ^r
5 ~ ~ X IM CM CM N CM
^- CO •-- CM ,_„-,-•«»• »-
i g g S S S S ' $
d d d o' o° d o
o'doe>WWi-^J
S3 in 3 tp a
p p O p p
d o o o o o
I-- O O> O CM O
o> co 01 co r*. co
co *~ T- *— i™
CM S S § S S
o o d -*-1 W o
oocoooooooeoi—oo
CMCMCMCMOICM^CM
ssssssss
oooooooo
i i i i i i <e i
o'ddddo'dd
fc
sg
d d
o o
S S
0 0
1 §
O
feS!
d o
5 '
o
0 A
^f CO CO CO CO (O Cp Cp CO
8
ooo ooooo o
— — K. mm g g
^r^-c3^<r
C9 ^ T-
ooooooooo o
e
II
I
CO
g S § g > S
^fe^
S
in
O
S« CO CO CM CO
p p p T-. »-;
o* d d o o o
I
I.,-
°-<
V "*
Trn "S
<h 1
» 8
EC c
CO m
» £
f
I
m u
II U.
I- ui
m CL
O CM
-
co
CM
•
S S S
odd
o
o o
in
tO
in
CO
odd
o o
»- »- S S
in in
co co
do
do
o
i.
image:
242 Appendices
cB
?**• co oo co "*f *& *t ^~ ^r
5 ~ ~ X IM CM CM N CM
^- CO •-- CM ,_„-,-•«»• »-
i g g S S S S ' $
d d d o' o° d o
o'doe>WWi-^J
S3 in 3 tp a
p p O p p
d o o o o o
I-- O O> O CM O
o> co 01 co r*. co
co *~ T- *— i™
CM S S § S S
o o d -*-1 W o
oocoooooooeoi—oo
CMCMCMCMOICM^CM
ssssssss
oooooooo
i i i i i i <e i
o'ddddo'dd
fc
sg
d d
o o
S S
0 0
1 §
O
feS!
d o
5 '
o
0 A
^f CO CO CO CO (O Cp Cp CO
8
ooo ooooo o
— — K. mm g g
^r^-c3^<r
C9 ^ T-
ooooooooo o
e
II
I
CO
g S § g > S
^fe^
S
in
O
S« CO CO CM CO
p p p T-. »-;
o* d d o o o
I
I.,-
°-<
V "*
Trn "S
<h 1
» 8
EC c
CO m
» £
f
I
m u
II U.
I- ui
m CL
O CM
-
co
CM
•
S S S
odd
o
o o
in
tO
in
CO
odd
o o
»- »- S S
in in
co co
do
do
o
i.
image:
 Appendices 243
fc
CC
£
CC
Q.
|[E
U.
Ul
CC
IE
05 OT
I-
U.
UJ
CC
p
InylCtikxide
SSPR 1
•ft
Q.
oc
•5 £
J CC
!«=
U.
UJ
CC
T
i oc
S Q-
£8
ffe
UJ
CC
g
$££
*+ ^
1-
0
S
6
o>
o
§
o
ci
1
o
<d
A
? mHin?
1 5 0 0 0 0 0 0 '
o o o o o o o
CO | OJ •» CO O> CO h- CVJ
^ *-»-*-ooof^
Q Oi ^f CO ^ CO
8 5SSSSSSS
o oooooooo
? 2
1 1
1 1
p p
c§~c§
O O 0
000
88"
S S 8
o o o
co co
1 1
51 S
0° 0
sit'
O E 3
< < m
§
1
*
o
CO
A
$$8!§8!
S»- i- i- T- CM I
o o o o o '
o o o o o o
IO CO ^J" OJ CO *t CO
Sin in <o co co co
o o S o i- co
0 0 0 O O O O
So
<o
1 I
S8«
h» r^.
<D <D
8
5
0
•o
p
A
CO
T-
1
S
o
8
CO
3
^ UJ
image:
Appendices 243
fc
CC
£
CC
Q.
|[E
U.
Ul
CC
IE
05 OT
I-
U.
UJ
CC
p
InylCtikxide
SSPR 1
•ft
Q.
oc
•5 £
J CC
!«=
U.
UJ
CC
T
i oc
S Q-
£8
ffe
UJ
CC
g
$££
*+ ^
1-
0
S
6
o>
o
§
o
ci
1
o
<d
A
? mHin?
1 5 0 0 0 0 0 0 '
o o o o o o o
CO | OJ •» CO O> CO h- CVJ
^ *-»-*-ooof^
Q Oi ^f CO ^ CO
8 5SSSSSSS
o oooooooo
? 2
1 1
1 1
p p
c§~c§
O O 0
000
88"
S S 8
o o o
co co
1 1
51 S
0° 0
sit'
O E 3
< < m
§
1
*
o
CO
A
$$8!§8!
S»- i- i- T- CM I
o o o o o '
o o o o o o
IO CO ^J" OJ CO *t CO
Sin in <o co co co
o o S o i- co
0 0 0 O O O O
So
<o
1 I
S8«
h» r^.
<D <D
8
5
0
•o
p
A
CO
T-
1
S
o
8
CO
3
^ UJ
image:
 244 Appendices
CM
CO
s
o
r-- co CM o> CM
in o *- co b-
CO CM »» CM CM
O p p p p
d o° o o o
'A *"
in o co oo oo
o» p co co co
CD
0
d
o
0>
CO r- CO CO 00
35 •* ^- »- *•
(M V 1- T- V-
g i i i i
d
O> to to O>
co h» co
*- ^ CO
I I g
d
i i
CM U>
~ N'
.
*- CJ
W 0>
f^ eo
CO ••-
[8 '
<M
o o
I
S S
v v
o
d d
d d
S R
CM •<«•
d d
1 1
co o o
<N ^ : c\i
O A A
d o'
o p
«d oo
A A
•5.
i*
a
» £
ii
s
o
o
o
cvi
A
CM Cft
E5 2
O 0 0
o d d
*-
O S
CO ^
S So
v v d
fc
s.
d
q
u>
s.
o
8
(0
II u.
H uJ
m cc
c
CO o
Is
•5
f
0
i
E
2
m u
ii u.
image:
244 Appendices
CM
CO
s
o
r-- co CM o> CM
in o *- co b-
CO CM »» CM CM
O p p p p
d o° o o o
'A *"
in o co oo oo
o» p co co co
CD
0
d
o
0>
CO r- CO CO 00
35 •* ^- »- *•
(M V 1- T- V-
g i i i i
d
O> to to O>
co h» co
*- ^ CO
I I g
d
i i
CM U>
~ N'
.
*- CJ
W 0>
f^ eo
CO ••-
[8 '
<M
o o
I
S S
v v
o
d d
d d
S R
CM •<«•
d d
1 1
co o o
<N ^ : c\i
O A A
d o'
o p
«d oo
A A
•5.
i*
a
» £
ii
s
o
o
o
cvi
A
CM Cft
E5 2
O 0 0
o d d
*-
O S
CO ^
S So
v v d
fc
s.
d
q
u>
s.
o
8
(0
II u.
H uJ
m cc
c
CO o
Is
•5
f
0
i
E
2
m u
ii u.
image:
 Appendices 245
LU
LU
CC
iE
CC
0.
I fe
LU
LU
CC
£
3 cc
•* a.
Is
1s
LU
LU
CC
.£
P
ffc
LU
LU
CC
1E
||
|fe
LU
LU
CC
f
f*
fs
LU
LU
CC
£
Nitrite+PVC
BT SSPR
•£
O
cg£2<£2 ££
g 1 1 1 1 II
d
CO CO CO CO CO CM i-
CM »- V
S 8 S S S 33
d W CM' CM CM
s
5
d
•o
c
9
00
1
g
d
p
tz
1 1"
CM
n
S
d
10
P
Sh- CO
^t T-
g i 1
d
•o o> o>
° S8
A »- CM
00
1
g
d
8
co°
£
h» CO CM O> CM
!£ 2 s: n t;
CO TO CO ^ CO
S g S gg
d d d d d
2 3 ? CM 8
A
ID O CO GO GO
O) O CO CO CO
o ^ W *- W
U)
O)
CO
p
o
g
d
a>
ssiH
1 o o 5 o
d 0° d d
S ' ' i 8
CM CO
1 ggoo
V V O O
I— !•» O CM T-
ir in i- r-. CM
T- CO ^" CO ^"
' £28 S
o o d 0°
Sim
CO O O O O
N. W c\i «o co
O A A A A
CM O) CO CO
CO " S CM
0 0 0 O
d d d d
3?ii
ggoS
V V O O
00
1
d
1
•g Q «
|||
CU I Q
I- LU
CD CC
image:
Appendices 245
LU
LU
CC
iE
CC
0.
I fe
LU
LU
CC
£
3 cc
•* a.
Is
1s
LU
LU
CC
.£
P
ffc
LU
LU
CC
1E
||
|fe
LU
LU
CC
f
f*
fs
LU
LU
CC
£
Nitrite+PVC
BT SSPR
•£
O
cg£2<£2 ££
g 1 1 1 1 II
d
CO CO CO CO CO CM i-
CM »- V
S 8 S S S 33
d W CM' CM CM
s
5
d
•o
c
9
00
1
g
d
p
tz
1 1"
CM
n
S
d
10
P
Sh- CO
^t T-
g i 1
d
•o o> o>
° S8
A »- CM
00
1
g
d
8
co°
£
h» CO CM O> CM
!£ 2 s: n t;
CO TO CO ^ CO
S g S gg
d d d d d
2 3 ? CM 8
A
ID O CO GO GO
O) O CO CO CO
o ^ W *- W
U)
O)
CO
p
o
g
d
a>
ssiH
1 o o 5 o
d 0° d d
S ' ' i 8
CM CO
1 ggoo
V V O O
I— !•» O CM T-
ir in i- r-. CM
T- CO ^" CO ^"
' £28 S
o o d 0°
Sim
CO O O O O
N. W c\i «o co
O A A A A
CM O) CO CO
CO " S CM
0 0 0 O
d d d d
3?ii
ggoS
V V O O
00
1
d
1
•g Q «
|||
CU I Q
I- LU
CD CC
image:
 246 Appendices
00
N in CM
^ CO TT
sss
odd
58$
v d d
s
o
0>
55
0 0
0 0°
0 O
CD CO
A A
p
d
1
§
A
o p p p o ' T-, »t T T
o'dddo" oooo
SSSSSfeSSRS
^r*-r--ls-O^r^j-*rcMT-
DlO<0<0«COCMCMi- A
o o o. p p »-. *-. •>-. •r-. f.
dooooooooo
v o" d o"
£
o
^•-
A
S
CO
s
o
0
•X
888
o o o
odd
CM I I
top
P Y-: CM
O A A
&
CO
*-
CO
u>
CM.
d
23 _
•^ <D
X C
O o
I 1
|
i
image:
246 Appendices
00
N in CM
^ CO TT
sss
odd
58$
v d d
s
o
0>
55
0 0
0 0°
0 O
CD CO
A A
p
d
1
§
A
o p p p o ' T-, »t T T
o'dddo" oooo
SSSSSfeSSRS
^r*-r--ls-O^r^j-*rcMT-
DlO<0<0«COCMCMi- A
o o o. p p »-. *-. •>-. •r-. f.
dooooooooo
v o" d o"
£
o
^•-
A
S
CO
s
o
0
•X
888
o o o
odd
CM I I
top
P Y-: CM
O A A
&
CO
*-
CO
u>
CM.
d
23 _
•^ <D
X C
O o
I 1
|
i
image:
 Appendices 247
t
T
^
EC
0
S K-
s a
u.
u
1C
5 °
a5 <J
u
DC
ll
ft
u.
CC
jf
Is
1-8
1-
£ m
UJ
(C
£
9 ic
II
N
UJ
CC
i!
i
<55
^
!
s s
T- n
ss
d d
§ =
CM 0
d jf
A
CO CO CD (O
ii ii
•a -a -o -a
c c c c
p o o o
^f W ^± W
A A ? ^
CO
1
I
in
d
$
1
1
p
A
•*
•*-
3
o
S
3
00
T
n
d
3
j
J
[
)
CO O (O N. f^ CD h^
1 ! 1 1 1 1 1
•g i ' S 1 l ">
O Q 0 O 0 0 Q
s 5 » ri <£ si N-
s ^ s s £ g ^
I ! I III 1
"ice "Sic c
pop pop o
a ^ s a ^ si ^
i
p
ro ST
15
3e i £ § f
il - J If i
O- O O 13 ^ 2
ii
i
£
image:
Appendices 247
t
T
^
EC
0
S K-
s a
u.
u
1C
5 °
a5 <J
u
DC
ll
ft
u.
CC
jf
Is
1-8
1-
£ m
UJ
(C
£
9 ic
II
N
UJ
CC
i!
i
<55
^
!
s s
T- n
ss
d d
§ =
CM 0
d jf
A
CO CO CD (O
ii ii
•a -a -o -a
c c c c
p o o o
^f W ^± W
A A ? ^
CO
1
I
in
d
$
1
1
p
A
•*
•*-
3
o
S
3
00
T
n
d
3
j
J
[
)
CO O (O N. f^ CD h^
1 ! 1 1 1 1 1
•g i ' S 1 l ">
O Q 0 O 0 0 Q
s 5 » ri <£ si N-
s ^ s s £ g ^
I ! I III 1
"ice "Sic c
pop pop o
a ^ s a ^ si ^
i
p
ro ST
15
3e i £ § f
il - J If i
O- O O 13 ^ 2
ii
i
£
image:
 248 Appendices
S 5 S N
S g
do
o o
CO CO
A A
383
d o o
o o q
CO CD ID
S 8
d d
S S
do
11 11
o o o o
CO' CD CD <O
* *
S
q
o
S
E
o
' 5 5 5 8. 5 S S S '
dddddo'dd
i i-i-cycvinor-coco
1 p p p p p p p p to
o'do'dooooo
' S.
o
11
p p
CD CO
A A
0
0*
S
d
CM
-
S
o
c\i
T-
8
d
p
v
S
d
p
**
in
o*
image:
248 Appendices
S 5 S N
S g
do
o o
CO CO
A A
383
d o o
o o q
CO CD ID
S 8
d d
S S
do
11 11
o o o o
CO' CD CD <O
* *
S
q
o
S
E
o
' 5 5 5 8. 5 S S S '
dddddo'dd
i i-i-cycvinor-coco
1 p p p p p p p p to
o'do'dooooo
' S.
o
11
p p
CD CO
A A
0
0*
S
d
CM
-
S
o
c\i
T-
8
d
p
v
S
d
p
**
in
o*
image:
 Appendices 249
References
48 Ansell Industrial Products, Catalogue, 1986.
71 Berardinelli, S.P., and E.S. Moyer, Chemical Protective Clothing Break-
through Time: Comparison of Several Test Systems, Dept. of Health and
Human Services, Am. Ind. Hyg. Assoc. J., 49(3), pp. 89-94 (March 1988).
74 Best Manufacturing Company, Catalogue, Permeation Resistance Guide,
1988.
76 Bhown, A.S., E.F. Philpot, D.P Segers, G.D Sides, et al. Predicting the
Effectiveness of Chemical-Protective Clothing: Mode and Test Method
Development.
83 Bryan, C J. Permeability Testing with Isopropyl Alcohol, Acetone, Tolu-
ene, and 1,1,1-Trichloroethane, ReportNo. MTB-705-87, Engineering
Development Directorate - NASA, pp. 1-4 (December 9,1987).
94 Chemron, Inc., Catalogue, Chemical Permeation Guide, 1988.
118 Comasec, Inc., Catalogue, Permeation Resistance Guide, 1988.
Cullinane, J. Evaluation of the Permeation Resistance of Polymer
Gloves to an Organophosphorus Pesticide and Pesticide Carrier Solvents,
IT Corporation, Report to EPA under Contract 68-03-3069, (May 1985).
139 Dow Chemical Company, Selection of Gloves for Use with Chlorinated
Solvents, Chlorinated Solvents Information, Midland, Michigan 48640.
144 E.I. du Pont de Nemours & Co., Spunbonded Products Division, Per-
meation Guide for Fabrics of DuPont Tyvek, 1988,1986.
147 Edmont Division of Becton, Dickinson Co., Catalogue, Chemical Resis-
tance Guide, 1988.
168 Forsberg, K., and KG. Olsson, FaststaUande av riktlinjer for val av
kemikalieskyddshandskar, ASF-dontrakt 83-0750.
169 Forsberg, K., and S. Faniadis, The Permeation of Multi-Component
Liquids Through New and Pre-Exposed Glove Materials, Am. Ind. Hyg.
Assoc. J., 47(3), pp. 189-193 (March 1986).
176 Gammage, R.B., T. Vo-Dinh, and D.A. White, Measurement by Room
Temperature Phosphorescience of Polynuclear Aromatic Containing Hydro-
carbon Fuels that Permeate Glove Materials, Health and Safety Research
Division.
243 Life-Guard, Inc., Catalogue, Chemical Permeation Guide, 1988.
image:
Appendices 249
References
48 Ansell Industrial Products, Catalogue, 1986.
71 Berardinelli, S.P., and E.S. Moyer, Chemical Protective Clothing Break-
through Time: Comparison of Several Test Systems, Dept. of Health and
Human Services, Am. Ind. Hyg. Assoc. J., 49(3), pp. 89-94 (March 1988).
74 Best Manufacturing Company, Catalogue, Permeation Resistance Guide,
1988.
76 Bhown, A.S., E.F. Philpot, D.P Segers, G.D Sides, et al. Predicting the
Effectiveness of Chemical-Protective Clothing: Mode and Test Method
Development.
83 Bryan, C J. Permeability Testing with Isopropyl Alcohol, Acetone, Tolu-
ene, and 1,1,1-Trichloroethane, ReportNo. MTB-705-87, Engineering
Development Directorate - NASA, pp. 1-4 (December 9,1987).
94 Chemron, Inc., Catalogue, Chemical Permeation Guide, 1988.
118 Comasec, Inc., Catalogue, Permeation Resistance Guide, 1988.
Cullinane, J. Evaluation of the Permeation Resistance of Polymer
Gloves to an Organophosphorus Pesticide and Pesticide Carrier Solvents,
IT Corporation, Report to EPA under Contract 68-03-3069, (May 1985).
139 Dow Chemical Company, Selection of Gloves for Use with Chlorinated
Solvents, Chlorinated Solvents Information, Midland, Michigan 48640.
144 E.I. du Pont de Nemours & Co., Spunbonded Products Division, Per-
meation Guide for Fabrics of DuPont Tyvek, 1988,1986.
147 Edmont Division of Becton, Dickinson Co., Catalogue, Chemical Resis-
tance Guide, 1988.
168 Forsberg, K., and KG. Olsson, FaststaUande av riktlinjer for val av
kemikalieskyddshandskar, ASF-dontrakt 83-0750.
169 Forsberg, K., and S. Faniadis, The Permeation of Multi-Component
Liquids Through New and Pre-Exposed Glove Materials, Am. Ind. Hyg.
Assoc. J., 47(3), pp. 189-193 (March 1986).
176 Gammage, R.B., T. Vo-Dinh, and D.A. White, Measurement by Room
Temperature Phosphorescience of Polynuclear Aromatic Containing Hydro-
carbon Fuels that Permeate Glove Materials, Health and Safety Research
Division.
243 Life-Guard, Inc., Catalogue, Chemical Permeation Guide, 1988.
image:
 250 Appendices
278 Mickelsen, R.L., and R.C. Hall, A Breakthrough Time Comparison of
Nitrile and Neoprene, Glove Materials Produced by Different Glove
Manufacturers, Dept. of Health and Human Services, Am. Ind. Hyg. Assoc.
J., 48(11), pp. 941-947 (November 1987).
28*Mine Safety Appliances Company, Data Sheets, 13-00-07,13-00-17,
13-00-18,1986.
296 Nelson, G.O., B. Lum, G. Carlson, C. Wong, and J.Johnson, Glove
Permeation by Organic Solvents, Am. Ind. Hyg. Assoc. J., 42 (3), p. 217
(1981).
303 North Hand Protection, Div. of Siebe North, Inc., Catalog, Chemical
Permeation Guide, 1988.
312 Perkins, J.L., M.C. Ridge, A.B. Holcombe, M.K. Wang, et al., Skin
Protection, Viton, and Solubility Parameters, Am. Ind. Hyg. Assoc. J.,
47(12), pp. 803-808 Pecember 1986).
316 Pioneer Industrial Products, Division of Brunswick Corp., Catalogue,
Chemical Resistance Guide, 1988.
317 Plastex Protective Products, Inc., Catalogue, 1986.
356 Schlatter, C.N., and DJ. MiUer, Influence of Film Thickness on the
Permeation Resistance, Properties of Unsupported Glove Films, Perform-
ance of Protective Clothing, ASTM STP 900, R.L. Barker, and G.C. Colet-
ta, Eds., American Society for Testing and Materials, Philadelphia, PA, pp.
75-81 (1986).
357 Schoch, DJ., L.K. TersegnoJ.E. Winter, D.G. Bush, and R.L.James,
Testing of "Impervious" Gloves for Permeation by Organic Solvents, Ameri-
can Industrial Hygiene Conference, Cincinnati, OH (fune 6-11, 1982).
372 Spence, M.W, Glove Materials for Chlorinated Solvents: Permeation
Resistance Comparison for Four Solvents, American Industrial Hygiene
Conference, Detroit, MI (May 21-25,1984).
373 Spence, M.W., Streamlined Methodology for Permeation Testing Using
the ASTM F-1001 Standard Test Chemical Battery, Presentation at the 1987
American Industrial Hygiene Conf., (May 31-June 5,1987).
389 Stull, J.O., The U.S. Coast Guard's Research and Development Program
for Hazardous Chemical Personnel Protection, Office of Research and
Development, pp. 1-14.
395 Stull, J., Personal Communication, U.S. Dept. of Transportation, Coast
Guard (August 1986).
image:
250 Appendices
278 Mickelsen, R.L., and R.C. Hall, A Breakthrough Time Comparison of
Nitrile and Neoprene, Glove Materials Produced by Different Glove
Manufacturers, Dept. of Health and Human Services, Am. Ind. Hyg. Assoc.
J., 48(11), pp. 941-947 (November 1987).
28*Mine Safety Appliances Company, Data Sheets, 13-00-07,13-00-17,
13-00-18,1986.
296 Nelson, G.O., B. Lum, G. Carlson, C. Wong, and J.Johnson, Glove
Permeation by Organic Solvents, Am. Ind. Hyg. Assoc. J., 42 (3), p. 217
(1981).
303 North Hand Protection, Div. of Siebe North, Inc., Catalog, Chemical
Permeation Guide, 1988.
312 Perkins, J.L., M.C. Ridge, A.B. Holcombe, M.K. Wang, et al., Skin
Protection, Viton, and Solubility Parameters, Am. Ind. Hyg. Assoc. J.,
47(12), pp. 803-808 Pecember 1986).
316 Pioneer Industrial Products, Division of Brunswick Corp., Catalogue,
Chemical Resistance Guide, 1988.
317 Plastex Protective Products, Inc., Catalogue, 1986.
356 Schlatter, C.N., and DJ. MiUer, Influence of Film Thickness on the
Permeation Resistance, Properties of Unsupported Glove Films, Perform-
ance of Protective Clothing, ASTM STP 900, R.L. Barker, and G.C. Colet-
ta, Eds., American Society for Testing and Materials, Philadelphia, PA, pp.
75-81 (1986).
357 Schoch, DJ., L.K. TersegnoJ.E. Winter, D.G. Bush, and R.L.James,
Testing of "Impervious" Gloves for Permeation by Organic Solvents, Ameri-
can Industrial Hygiene Conference, Cincinnati, OH (fune 6-11, 1982).
372 Spence, M.W, Glove Materials for Chlorinated Solvents: Permeation
Resistance Comparison for Four Solvents, American Industrial Hygiene
Conference, Detroit, MI (May 21-25,1984).
373 Spence, M.W., Streamlined Methodology for Permeation Testing Using
the ASTM F-1001 Standard Test Chemical Battery, Presentation at the 1987
American Industrial Hygiene Conf., (May 31-June 5,1987).
389 Stull, J.O., The U.S. Coast Guard's Research and Development Program
for Hazardous Chemical Personnel Protection, Office of Research and
Development, pp. 1-14.
395 Stull, J., Personal Communication, U.S. Dept. of Transportation, Coast
Guard (August 1986).
image:
 Appendices 251
410 Vahdat, N., Permeation of Protective Clothing Materials by Methylene
Chloride and Perchlorethylene, Tuskegee University, Chem. Engr. Dept.,
Am. Ind. Hyg. Assoc. J., 48(7), pp. 646-651 (July 1987).
421 Walters, D., Personal Communication. National Toxicology Program
National Institutes of Environmental Health and Sciences, Glove Perform-
ance Study, Contract No. NO1-ES-45059, Radian Corporation, Austin, TX
(June 1988).
image:
Appendices 251
410 Vahdat, N., Permeation of Protective Clothing Materials by Methylene
Chloride and Perchlorethylene, Tuskegee University, Chem. Engr. Dept.,
Am. Ind. Hyg. Assoc. J., 48(7), pp. 646-651 (July 1987).
421 Walters, D., Personal Communication. National Toxicology Program
National Institutes of Environmental Health and Sciences, Glove Perform-
ance Study, Contract No. NO1-ES-45059, Radian Corporation, Austin, TX
(June 1988).
image:
 image:
image:
 Appendices 253
I Appendix
Harpenden Tracer Study
Breakthrough Time Data
image:
Appendices 253
I Appendix
Harpenden Tracer Study
Breakthrough Time Data
image:
 254 Appendices
^
3
O
9
E
•$
3 "I
3 s
Q 2
i 1
.e •£
3 §
O e
1 *"
i
ffl
>.
tJ
a
<o
0
o
)•»
1
1
• Appendix L-
•1
•e
j?
jE
o
•>
e
1
o co
0. A
1
J
S
Z 1
e
i
|-
§ in
Z CN
i
1
tm
"5
£
3
0 0
Z CN
1
.5
1
5" °.
m A
c
£
*«
S
4*
C
e
fi -
o ^
O CD
•o c
i o
1 Carrier aolvent
Alcohols
Diacetone Alcoh
o
CO
A
i
0
CD'
A
o
CD'
A
o
CO
A
5
• Diethanol Amine
o
CD'
A
1
0
co'
A
o
CD'
A
o
CD
A
^
•5
o
.0
<
•5.
• Tetrahydrofurfur
*—
0
LO
o'
CN
^
1
1
^»,
^
LO
CO
<D
CO
-C
<D
2
J
Q
C
• Methanol (15%)
r^H
c>
^
o'
0
CO
1
1
-£
in
<D
c
J2
T3
(0
• Methanol (30%)
in •* r-
0 0 C>
CD LO
O 1 O
0 •* CN
CN O v^
CN
1 0 I
o
1 CO I
^— ,
c^
in
— •
o
c
_— _ TO
in g ®
£0 p ^
2 - m =
§ a g to
">• 9 o ^
X -O c?*
•^ -5 § g
«> = 2 "^
1 Methanol (39%)
Halogenated 1
Chlorinated Hydi
Dichioromethani
o
OOOCOCOCOOOLOCOCDCDCN cd
CDCOCOOOOT-T-OOOOO A
o o
CO'LO i-^. cooocor^inincD CD
A CO 1 O 1 O CN (N O O O O O* A
O O O
CO'CO'L^CDCOLOOOOLOQOGOO CD
AAincNOT-COCOCNT-CJOCN A
CD CN
1 1 0 I 0 I 1 I I I 1 I I 1
o o
1 1 co' I *-' I 1 1 1 1 1 1 1 1
v^v^v^gO^^^^v^ O
~-8i5Eo"°i:jLoli?£o"cr>— "f
n~<D~(B~<D~<ir~<ir~(ir~<D~<D~<D^" ^*
C'0®(D<DCO(D<D<D®S- |a
CCCCCCCCCC^ S
I^IIISIIIIIll |^
ccoccccccccccco c\i
o^oooooooooo— e^
C Q Ci C C C C C C C C C Q) C TTTt
«*(Dci(D(Df003COCOC003(DC3ci J f~5
cJco^jc^^Jc^^^^Jco "01=
O^-c_o_o^_g^^_o^_o_o^: S-t
5tfO-!2OOOOOOOOCJOJ2 (Lex
LO
"*
O
CD
A
1
1
1
_
£2
5
1
«£
o
CD
A
1
O
CN
in
t-^
q
A
_
I
0
c
1
<2
q
"*
1
o
CD
A
CD
C3
q
A
Q
cS
o
5
c
2
£
•
image:
254 Appendices
^
3
O
9
E
•$
3 "I
3 s
Q 2
i 1
.e •£
3 §
O e
1 *"
i
ffl
>.
tJ
a
<o
0
o
)•»
1
1
• Appendix L-
•1
•e
j?
jE
o
•>
e
1
o co
0. A
1
J
S
Z 1
e
i
|-
§ in
Z CN
i
1
tm
"5
£
3
0 0
Z CN
1
.5
1
5" °.
m A
c
£
*«
S
4*
C
e
fi -
o ^
O CD
•o c
i o
1 Carrier aolvent
Alcohols
Diacetone Alcoh
o
CO
A
i
0
CD'
A
o
CD'
A
o
CO
A
5
• Diethanol Amine
o
CD'
A
1
0
co'
A
o
CD'
A
o
CD
A
^
•5
o
.0
<
•5.
• Tetrahydrofurfur
*—
0
LO
o'
CN
^
1
1
^»,
^
LO
CO
<D
CO
-C
<D
2
J
Q
C
• Methanol (15%)
r^H
c>
^
o'
0
CO
1
1
-£
in
<D
c
J2
T3
(0
• Methanol (30%)
in •* r-
0 0 C>
CD LO
O 1 O
0 •* CN
CN O v^
CN
1 0 I
o
1 CO I
^— ,
c^
in
— •
o
c
_— _ TO
in g ®
£0 p ^
2 - m =
§ a g to
">• 9 o ^
X -O c?*
•^ -5 § g
«> = 2 "^
1 Methanol (39%)
Halogenated 1
Chlorinated Hydi
Dichioromethani
o
OOOCOCOCOOOLOCOCDCDCN cd
CDCOCOOOOT-T-OOOOO A
o o
CO'LO i-^. cooocor^inincD CD
A CO 1 O 1 O CN (N O O O O O* A
O O O
CO'CO'L^CDCOLOOOOLOQOGOO CD
AAincNOT-COCOCNT-CJOCN A
CD CN
1 1 0 I 0 I 1 I I I 1 I I 1
o o
1 1 co' I *-' I 1 1 1 1 1 1 1 1
v^v^v^gO^^^^v^ O
~-8i5Eo"°i:jLoli?£o"cr>— "f
n~<D~(B~<D~<ir~<ir~(ir~<D~<D~<D^" ^*
C'0®(D<DCO(D<D<D®S- |a
CCCCCCCCCC^ S
I^IIISIIIIIll |^
ccoccccccccccco c\i
o^oooooooooo— e^
C Q Ci C C C C C C C C C Q) C TTTt
«*(Dci(D(Df003COCOC003(DC3ci J f~5
cJco^jc^^Jc^^^^Jco "01=
O^-c_o_o^_g^^_o^_o_o^: S-t
5tfO-!2OOOOOOOOCJOJ2 (Lex
LO
"*
O
CD
A
1
1
1
_
£2
5
1
«£
o
CD
A
1
O
CN
in
t-^
q
A
_
I
0
c
1
<2
q
"*
1
o
CD
A
CD
C3
q
A
Q
cS
o
5
c
2
£
•
image:
 Appendices 255
I
0
Q
1
O)
|
1
.5
^
2
H
,?• o o o o
0 {£)O(QlflO(cjO{£J
CL ACO'A^CO'ACO'A
i
A
3
k
J»
1
Z 1 1 1 1 1 1 1 1
0
2
a.
9 OOOOOO O
O CD' CO CO CD CO CO LO CO
Z AAAAAALOA
1
.n
k
2
3
a CDOOcor^-ocDLO
Z o W t-: o o co o r-1
.n
3
J1 O O O O
3 q q CO CO LO CD P CO
CB CNLOAACOACOA
o
(OLOLOOOOOLOOOO3CO'3'CO^fOOCOCOCOCOLOCOCO
A,-NCNI*-^OOr-CNIi-OOOOOt-<-0000000
LO LO ^D ^D CD CD ^" ^" ^^J* LO ^D ^D CO IO LO f**** CO Is*1
, , CNCNCNCN , CO , , ^OOOOCNCNOOOOOO ,
o o o o
CD COOOOOcD'cD'O^OLOLOLDCDOOLOCOCOLOOOCO
A A CO CO' CO CO A At-OT-o'OOOCOCO'f-OO-i— CN CN O
O CD CO 1^ CN CN
w' •«- i i i I o i o' o i i i i i i i i i i i i i o
o o o
CD' CD LO co LO o
AA||||CO|A«-'||||||1||||||T-:
•o
a
?
0)
_«
a
O
s^> vP
0*^ 0s
o o
r***. p^v.
c^ c^.
6 6
_c _c
H— H—
4- H--
£ 2
A fS
g"
O ^J
CO 0s
— CN
b —
to
.E -c
!*= £
CO r>
CO; CO
fS ' ^x^
v^ vj>
CD 5f
!£. !2.
CO CO
_C JZ
D. D.
CO CO
-z. ~z.
•g
>xanone (20?
/lene (35%)
W vO*
_O -jj
C§1
"S LO
CO £0
vO CO
o^ Ji:
LO 5
— • Q-
.•= <o
o -z.
_o
2
<
«r
d)
^ri
1
5
e
4)
k
0
a
^ ^
.!*» CM
CN. CN
c c
CD CO
X X
S? ^5
CO CO
£1 £i
c c
CD 0
X X
^
co
CN
c
CD
X
^ s?
CO CO
CN CO
c c
CD (D
X X
~^
LO
CO
c
<D
X
^s
O3
CO
c
CD
X
~^ ^ vP_ v°
LO O O O
•* co i*- r~~
c c c: c
CD CD <D CD
X X X X
^s ^
£§
c c:
o o
X X
^p vp
&~ SN
LO LO
lohexanone 1
lohexanone 1
g. g.
0 0
-o -o
c c
CO CO
v§ v»
as
c c
O (P
X X
CN
lohexanone '1
*
T3
CO
vfj
fo
c
X
O 0
CO CO
lohexanone 1
lohexanone (
8. g.
0 O
T3 T3
C C
CO CO
^3 v§
h- r~-
CO CO
c. c.
X X
%t O
CN CN
lohexanone (
lohexanone |
0^0^
•gl
CO CO
v§ x^
CO O
^ LO
C C
X X
o o
lohexanone |
lohexanone |
8.g.
0 0
T3 73
C C
CO CO
*•§ ~^
8R
CD CD
c c
jCD _CD
x~ x~
image:
Appendices 255
I
0
Q
1
O)
|
1
.5
^
2
H
,?• o o o o
0 {£)O(QlflO(cjO{£J
CL ACO'A^CO'ACO'A
i
A
3
k
J»
1
Z 1 1 1 1 1 1 1 1
0
2
a.
9 OOOOOO O
O CD' CO CO CD CO CO LO CO
Z AAAAAALOA
1
.n
k
2
3
a CDOOcor^-ocDLO
Z o W t-: o o co o r-1
.n
3
J1 O O O O
3 q q CO CO LO CD P CO
CB CNLOAACOACOA
o
(OLOLOOOOOLOOOO3CO'3'CO^fOOCOCOCOCOLOCOCO
A,-NCNI*-^OOr-CNIi-OOOOOt-<-0000000
LO LO ^D ^D CD CD ^" ^" ^^J* LO ^D ^D CO IO LO f**** CO Is*1
, , CNCNCNCN , CO , , ^OOOOCNCNOOOOOO ,
o o o o
CD COOOOOcD'cD'O^OLOLOLDCDOOLOCOCOLOOOCO
A A CO CO' CO CO A At-OT-o'OOOCOCO'f-OO-i— CN CN O
O CD CO 1^ CN CN
w' •«- i i i I o i o' o i i i i i i i i i i i i i o
o o o
CD' CD LO co LO o
AA||||CO|A«-'||||||1||||||T-:
•o
a
?
0)
_«
a
O
s^> vP
0*^ 0s
o o
r***. p^v.
c^ c^.
6 6
_c _c
H— H—
4- H--
£ 2
A fS
g"
O ^J
CO 0s
— CN
b —
to
.E -c
!*= £
CO r>
CO; CO
fS ' ^x^
v^ vj>
CD 5f
!£. !2.
CO CO
_C JZ
D. D.
CO CO
-z. ~z.
•g
>xanone (20?
/lene (35%)
W vO*
_O -jj
C§1
"S LO
CO £0
vO CO
o^ Ji:
LO 5
— • Q-
.•= <o
o -z.
_o
2
<
«r
d)
^ri
1
5
e
4)
k
0
a
^ ^
.!*» CM
CN. CN
c c
CD CO
X X
S? ^5
CO CO
£1 £i
c c
CD 0
X X
^
co
CN
c
CD
X
^ s?
CO CO
CN CO
c c
CD (D
X X
~^
LO
CO
c
<D
X
^s
O3
CO
c
CD
X
~^ ^ vP_ v°
LO O O O
•* co i*- r~~
c c c: c
CD CD <D CD
X X X X
^s ^
£§
c c:
o o
X X
^p vp
&~ SN
LO LO
lohexanone 1
lohexanone 1
g. g.
0 0
-o -o
c c
CO CO
v§ v»
as
c c
O (P
X X
CN
lohexanone '1
*
T3
CO
vfj
fo
c
X
O 0
CO CO
lohexanone 1
lohexanone (
8. g.
0 O
T3 T3
C C
CO CO
^3 v§
h- r~-
CO CO
c. c.
X X
%t O
CN CN
lohexanone (
lohexanone |
0^0^
•gl
CO CO
v§ x^
CO O
^ LO
C C
X X
o o
lohexanone |
lohexanone |
8.g.
0 0
T3 73
C C
CO CO
*•§ ~^
8R
CD CD
c c
jCD _CD
x~ x~
image:
 256 Appendices
o
>
•g CM r-; to to
a o o* o A
|
1
5
.1 cq r^ cq
Z oooi
3
O
O O p CD
Z CN co' CM' A
5 U)
Z i i i r-:
|
1
t~" p
CD
CO I I I A
4<
e
•o
e
I
M
I.
I
22. o en g
g 5:r £2
8 g g «
Q-
co
1^11
CO CO CO CO
O in in to
S d £2. £2.
c n c S
_CD _CD ^ jffl
^?" ^c Sc St
^, en
CD
I
£
CD
'CD-
DC
image:
256 Appendices
o
>
•g CM r-; to to
a o o* o A
|
1
5
.1 cq r^ cq
Z oooi
3
O
O O p CD
Z CN co' CM' A
5 U)
Z i i i r-:
|
1
t~" p
CD
CO I I I A
4<
e
•o
e
I
M
I.
I
22. o en g
g 5:r £2
8 g g «
Q-
co
1^11
CO CO CO CO
O in in to
S d £2. £2.
c n c S
_CD _CD ^ jffl
^?" ^c Sc St
^, en
CD
I
£
CD
'CD-
DC
image:
 Appendices 257
j\ A Appendix
29CFR 1910.133
The following is the text (verbatim) of 29 CFR 1910.133. The footnotes
reflect the recommendations and changes in the proposed revision.
1) Protective eye and face equipment shall be required where there
is a reasonable probability of injury that can be prevented by such
equipment. In such cases, employers shall make conveniently
available a type of protector suitable for the work to be performed,
and employees shall use such protectors. No unprotected person
shall knowingly be subjected to a hazardous environmental condi-
tion. Suitable1' eye protectors shall be provided where machines
or operations present the hazard of flying objects, glare, liquids2',
injurious radiation, or a combination of these hazards.
2) Protectors shall meet the following minimum requirements: (i)
They shall provide adequate protection against the particular haz-
ards for which they are designed; (ii) They shall be reasonably
comfortable when worn under the designated conditions; (iii) They
shall fit snugly and shall not unduly interfere with the movements of
the wearer; (iv) They shall be duralDle; (v) They shall be capable of
being disinfected; (vi) They shall be easily cleanable; (vii) Protectors
should be kept clean and in good repair.
3) Persons whose vision requires the use of corrective lenses in spec-
tacles, and who are required by this standard to wear eye protection,
shall wear goggles or spectacles of the following types: (i) Spectacles
whose protective lenses provide optical correction; (ii) Goggles that
can be worn over corrective spectacles without disturbing the
adjustment of the spectacles; (iii) Goggles that incorporate correc-
tive lenses mounted behind the protective lenses.3'
4) Every protector shall be distinctly marked to facilitate identification
only of the manufacturer.4'
image:
Appendices 257
j\ A Appendix
29CFR 1910.133
The following is the text (verbatim) of 29 CFR 1910.133. The footnotes
reflect the recommendations and changes in the proposed revision.
1) Protective eye and face equipment shall be required where there
is a reasonable probability of injury that can be prevented by such
equipment. In such cases, employers shall make conveniently
available a type of protector suitable for the work to be performed,
and employees shall use such protectors. No unprotected person
shall knowingly be subjected to a hazardous environmental condi-
tion. Suitable1' eye protectors shall be provided where machines
or operations present the hazard of flying objects, glare, liquids2',
injurious radiation, or a combination of these hazards.
2) Protectors shall meet the following minimum requirements: (i)
They shall provide adequate protection against the particular haz-
ards for which they are designed; (ii) They shall be reasonably
comfortable when worn under the designated conditions; (iii) They
shall fit snugly and shall not unduly interfere with the movements of
the wearer; (iv) They shall be duralDle; (v) They shall be capable of
being disinfected; (vi) They shall be easily cleanable; (vii) Protectors
should be kept clean and in good repair.
3) Persons whose vision requires the use of corrective lenses in spec-
tacles, and who are required by this standard to wear eye protection,
shall wear goggles or spectacles of the following types: (i) Spectacles
whose protective lenses provide optical correction; (ii) Goggles that
can be worn over corrective spectacles without disturbing the
adjustment of the spectacles; (iii) Goggles that incorporate correc-
tive lenses mounted behind the protective lenses.3'
4) Every protector shall be distinctly marked to facilitate identification
only of the manufacturer.4'
image:
 258 Appendices
5) When limitations or precautions are indicated by the manufacturer,
they shall be transmitted to the user and care taken to see that such
limitations and precautions are strictly observed.5'
6) Design, construction, testing, and use of devices for eye and face
protection shall be in accordance with American National Standard
for Occupational and Educational Eye and Face Protection, ANSI
Z87.1 - 1968.6'
As can be seen from the revisions mentioned in the footnotes, OSHA is
attempting to keep the safety interests of the employee in mind by requiring
more stringent provisions for personal protective equipment. It is antici-
pated that these changes combined with the publicity generated by the
changes will heighten everyone's awareness of ocular safety and result in
a decrease hi the number of preventable ocular injuries.
image:
258 Appendices
5) When limitations or precautions are indicated by the manufacturer,
they shall be transmitted to the user and care taken to see that such
limitations and precautions are strictly observed.5'
6) Design, construction, testing, and use of devices for eye and face
protection shall be in accordance with American National Standard
for Occupational and Educational Eye and Face Protection, ANSI
Z87.1 - 1968.6'
As can be seen from the revisions mentioned in the footnotes, OSHA is
attempting to keep the safety interests of the employee in mind by requiring
more stringent provisions for personal protective equipment. It is antici-
pated that these changes combined with the publicity generated by the
changes will heighten everyone's awareness of ocular safety and result in
a decrease hi the number of preventable ocular injuries.
image:
 Appendices 259
References
xThe proposed revisions will replace the word "suitable" with a require-
ment that "eye protection used by employees provide both front and side
protection from flying objects."
2The revision will replace the word "liquid" with "molten metal and liquid
chemicals." OSHA wanted to prevent confusion over whether or not
molten metal is a "liquid."
3This section will be revised to address the issue of tinted lenses in that
"workers who pass from well lit to dimly lit areas not wear protectors with
tinted, or variable tinted lenses."
iis sentence will be dropped in the revision since it does not add or
detract from the safety afforded by the protector. The ANSI standard will
require a mark if the protector complies with the standard.
5 A new provision will be added to this section requiring that "employees
potentially exposed to injurious radiant energy, such as that produced by
welding, use eye protection with filter lenses, which have a shade number
appropriate for the work being performed."
6The OSHA standard will be updated to reflect the current ANSI 287. 1
1989 requirements.
image:
Appendices 259
References
xThe proposed revisions will replace the word "suitable" with a require-
ment that "eye protection used by employees provide both front and side
protection from flying objects."
2The revision will replace the word "liquid" with "molten metal and liquid
chemicals." OSHA wanted to prevent confusion over whether or not
molten metal is a "liquid."
3This section will be revised to address the issue of tinted lenses in that
"workers who pass from well lit to dimly lit areas not wear protectors with
tinted, or variable tinted lenses."
iis sentence will be dropped in the revision since it does not add or
detract from the safety afforded by the protector. The ANSI standard will
require a mark if the protector complies with the standard.
5 A new provision will be added to this section requiring that "employees
potentially exposed to injurious radiant energy, such as that produced by
welding, use eye protection with filter lenses, which have a shade number
appropriate for the work being performed."
6The OSHA standard will be updated to reflect the current ANSI 287. 1
1989 requirements.
image:
 image:
image:
 Appendices 261
|\J Appendix
Modification to
ANSIZ87.1
Some of the new requirements of ANSI 287.1 - 1989 are the ability of the
eyewear to pass two types of impact tests:
1) A high-velocity impact test—a high-speed, low-mass test. This test
is intended to ensure a level of protection from high velocity, low
mass projectiles.
2) A high-mass impact test—a low-speed, high-mass test. This test is
intended to ensure the level of mechanical integrity of a protective
device and a level of protection from relatively heavy, pointed
objects traveling at low speeds.
In addition, the standard still includes tests for flammability and corrosive-
ness; side shields are strongly recommended, but not required; one piece
piano lenses are acceptable; photochromic lenses can be used indoors with
a warning about transmission changes and require the "V" marking; and,
special lenses must have a "S" mark and the manufacturer's stamp.
Employers should remember that the manufacturers of eye and face protec-
tion certify their own products. Manufacturers claim compliance to the
ANSI standard by placing a visible Z87.1 - 1989 stamp on the item. OSHA
and ANSI do not have inspectors to verify the certification. Fortunately,
most manufacturers meet and exceed the requirements of the standard.
image:
Appendices 261
|\J Appendix
Modification to
ANSIZ87.1
Some of the new requirements of ANSI 287.1 - 1989 are the ability of the
eyewear to pass two types of impact tests:
1) A high-velocity impact test—a high-speed, low-mass test. This test
is intended to ensure a level of protection from high velocity, low
mass projectiles.
2) A high-mass impact test—a low-speed, high-mass test. This test is
intended to ensure the level of mechanical integrity of a protective
device and a level of protection from relatively heavy, pointed
objects traveling at low speeds.
In addition, the standard still includes tests for flammability and corrosive-
ness; side shields are strongly recommended, but not required; one piece
piano lenses are acceptable; photochromic lenses can be used indoors with
a warning about transmission changes and require the "V" marking; and,
special lenses must have a "S" mark and the manufacturer's stamp.
Employers should remember that the manufacturers of eye and face protec-
tion certify their own products. Manufacturers claim compliance to the
ANSI standard by placing a visible Z87.1 - 1989 stamp on the item. OSHA
and ANSI do not have inspectors to verify the certification. Fortunately,
most manufacturers meet and exceed the requirements of the standard.
image:
 image:
image:
 Appendices 263
0
Appendix
Manufacturers of Eye
and Face Protective
Devices
image:
Appendices 263
0
Appendix
Manufacturers of Eye
and Face Protective
Devices
image:
 264 Appendices
M
"3.
"s.
v>
uu
X
*«
o j»
> £
O
O
o
Manufacturers
ui
•3*
ADEN
5801 SAFETY DRIVE!
BELMONT, Ml 49806
616784-6200
1 I I
8 S £|
*— ' "„ Q
AMERICANALLSAFE
99 WALES AVE.
TONAWANDA, NY 14
716695-8300
800 231-1 332 (OUTS!
°o
°- — o
O > in >_
O^lL. **^ t
n S =5!
AMERICAN OPTICAL
SAFETY PRODUCTS I
14 MECHANICS ST.
SOUTHBRIDGE, MA I
800 225-7768
800 252-861 9 MA Or
cj
z
<LU§
2 > T
BILSON INTERNATIO
109 CARPENTER DRI
STERLING, VA 221 70
703834-1070
0
— CN
>f in
Z <N
< 0
H.L. BOUTON COMR
P.O. BOX G
320 MAIN ST.
BUZZARDS BAY, MA
508 759-8000
800426-1881
CREWS, INC.
P.O. BOX 751 255
MEMPHIS, TN3817E
800 821-6543
UJ
^? 00
°- 8>
5 c>i
r\ J,
EASTERN SAFETY E(
59-20 56TH AVE.
MASPETH,NY1137?
718894-7900
image:
264 Appendices
M
"3.
"s.
v>
uu
X
*«
o j»
> £
O
O
o
Manufacturers
ui
•3*
ADEN
5801 SAFETY DRIVE!
BELMONT, Ml 49806
616784-6200
1 I I
8 S £|
*— ' "„ Q
AMERICANALLSAFE
99 WALES AVE.
TONAWANDA, NY 14
716695-8300
800 231-1 332 (OUTS!
°o
°- — o
O > in >_
O^lL. **^ t
n S =5!
AMERICAN OPTICAL
SAFETY PRODUCTS I
14 MECHANICS ST.
SOUTHBRIDGE, MA I
800 225-7768
800 252-861 9 MA Or
cj
z
<LU§
2 > T
BILSON INTERNATIO
109 CARPENTER DRI
STERLING, VA 221 70
703834-1070
0
— CN
>f in
Z <N
< 0
H.L. BOUTON COMR
P.O. BOX G
320 MAIN ST.
BUZZARDS BAY, MA
508 759-8000
800426-1881
CREWS, INC.
P.O. BOX 751 255
MEMPHIS, TN3817E
800 821-6543
UJ
^? 00
°- 8>
5 c>i
r\ J,
EASTERN SAFETY E(
59-20 56TH AVE.
MASPETH,NY1137?
718894-7900
image:
 Appendices 265
w
•a
."2
<n
o
o
o
O
a.
O
I
0°
M
I
a
w
Manufacturers
t> £
§ |
DC CO <
ENCON SAFETY P
41 2 NORTH EAST
P.O. BOX 272
COUDERSPORT, R
814274-8581
fi
CN
O
CO
ERB SAFETY INC.
1 SAFETY WAY
P.O. BOX 1237
WOODSTOCK, GA
404 926-7944
2
O
o
J2 5
| 8
9 <c
FIBRE-METAL PRC
BOX 248
CONCORDVILLE, F
215459-5300
800 523-7048
O
P LU <°
JACKSON PRODUC
5801 SAFETY DRIV
BELMONT, Ml 493(
616784-6200
0 i-
Q LO
p g
o S
KEDMAN CO.
HUNTSMAN PROD
P.O. BOX 25667
SALT LAKE CITY, Ul
801973-9112
^'CD
MORSAFE, INC.
5801 SAFETY DR. K
BELMONT, Ml 4930
616784-0839
o
image:
Appendices 265
w
•a
."2
<n
o
o
o
O
a.
O
I
0°
M
I
a
w
Manufacturers
t> £
§ |
DC CO <
ENCON SAFETY P
41 2 NORTH EAST
P.O. BOX 272
COUDERSPORT, R
814274-8581
fi
CN
O
CO
ERB SAFETY INC.
1 SAFETY WAY
P.O. BOX 1237
WOODSTOCK, GA
404 926-7944
2
O
o
J2 5
| 8
9 <c
FIBRE-METAL PRC
BOX 248
CONCORDVILLE, F
215459-5300
800 523-7048
O
P LU <°
JACKSON PRODUC
5801 SAFETY DRIV
BELMONT, Ml 493(
616784-6200
0 i-
Q LO
p g
o S
KEDMAN CO.
HUNTSMAN PROD
P.O. BOX 25667
SALT LAKE CITY, Ul
801973-9112
^'CD
MORSAFE, INC.
5801 SAFETY DR. K
BELMONT, Ml 4930
616784-0839
o
image:
 266 Appendices
n
•o
1
CO
X
•a
I
image:
266 Appendices
n
•o
1
CO
X
•a
I
image:
 Appendices 267
w
•o
0
(9
a
o
x
I
o
I
4)
a
(0
X
c
O
c
5
o
c
o
5
g
&
£
!
I
a
r- C/5
c
_o
'+-•
.§
"+-•
c
§
•s
•£
T3
-"O
8
§
o
.C3
I
-a
2
Q.
|
CD
O
'>
<D
T3
.ii
c
JO
-Q
'I
TJ
! ^
*
image:
Appendices 267
w
•o
0
(9
a
o
x
I
o
I
4)
a
(0
X
c
O
c
5
o
c
o
5
g
&
£
!
I
a
r- C/5
c
_o
'+-•
.§
"+-•
c
§
•s
•£
T3
-"O
8
§
o
.C3
I
-a
2
Q.
|
CD
O
'>
<D
T3
.ii
c
JO
-Q
'I
TJ
! ^
*
image:
 image:
image:
 Appendices 269
Appendix
Cover Goggle,
Indirect Ventilation
image:
Appendices 269
Appendix
Cover Goggle,
Indirect Ventilation
image:
 270 Appendices
0
.V.
u.
1
'5.
in
£ £
JS —
^ 0)
ts 09
O O 05 O
r- r^ t-^ r*-
O) O> O) O>
o o
O) O>
o> o>
r-- t--
o> 03
o> o>
r-« (-•
o> o
O O> O O G)
r^ I-* i-- r-> r-»
o> o o> o> o>
*1
O 8
« ec
>- >
z z
z z z z
zz
z > z > z
I
§
z > z >
z z
zz>>z
4* O
1 > =
g D E
1
z z >- >
z z
z z z z z z z
i
(S
g
g
u
•_
]3
s|
31
o- a. oa CQ
O O oz oc
o o o o
a. Q. Q. a.
00
en
o
a.
CQ CQ CQ CQ
pf CC ft^ fy^
O O O O
| o o p o
.g Qu 0- D. D_
O
CQ CQ
CC CC
O O
CL Cu
CQ CQ
CC CC
>3>3
o o
CL CL
CQ CQ
0 0
O O
D_ Q_
CQ CO
CC CC
O O
o o
Q. O.
CQ CQ
CC CC
O O
o o
Q- 0.
CQ CQ
33
O O
_j _j UJ
ooo
D_ 0. <
*
« _
g.1®
P T3
§ O
OE
u.
a
o
s
•s
X X < <
w
J ?:
< CM
s
CO CO CO
333
la co
r- O
11
cl S
o o
<M •*
CO 00
00 O>
CO
I
00
CO
O 00
o
O
O
O)
o o
•**• ^*
O>
image:
270 Appendices
0
.V.
u.
1
'5.
in
£ £
JS —
^ 0)
ts 09
O O 05 O
r- r^ t-^ r*-
O) O> O) O>
o o
O) O>
o> o>
r-- t--
o> 03
o> o>
r-« (-•
o> o
O O> O O G)
r^ I-* i-- r-> r-»
o> o o> o> o>
*1
O 8
« ec
>- >
z z
z z z z
zz
z > z > z
I
§
z > z >
z z
zz>>z
4* O
1 > =
g D E
1
z z >- >
z z
z z z z z z z
i
(S
g
g
u
•_
]3
s|
31
o- a. oa CQ
O O oz oc
o o o o
a. Q. Q. a.
00
en
o
a.
CQ CQ CQ CQ
pf CC ft^ fy^
O O O O
| o o p o
.g Qu 0- D. D_
O
CQ CQ
CC CC
O O
CL Cu
CQ CQ
CC CC
>3>3
o o
CL CL
CQ CQ
0 0
O O
D_ Q_
CQ CO
CC CC
O O
o o
Q. O.
CQ CQ
CC CC
O O
o o
Q- 0.
CQ CQ
33
O O
_j _j UJ
ooo
D_ 0. <
*
« _
g.1®
P T3
§ O
OE
u.
a
o
s
•s
X X < <
w
J ?:
< CM
s
CO CO CO
333
la co
r- O
11
cl S
o o
<M •*
CO 00
00 O>
CO
I
00
CO
O 00
o
O
O
O)
o o
•**• ^*
O>
image:
 Appendices 27V
E
CD
§>!.
I
- >.
"
i
«) T 0)
§5*
< N r-
O> O> O)
t^- r*^ r^
O> O> O)
O +J
^.2
& S
w EC
z z
z >
z z
=
Z > Z
z >
zz>
z> z
z z
z> z
> z
z z
zz z
z z
*
"a
1-5
o
D-
o
O
CO
CM
0
U
» 1
£ I
m
en u,
< b
Z
2 «* 06
oo
OQ
a:
0
a.
CO
yj
= £
o co
2 o
c to
UI »=
a.
o
I£
1
w
# S
O
Q-
I
a
m
CC
<
0
CO
CC
I
o
o_
QQ CQ
CC CC
oo
o
e
S
I
§
03
O O
D- a.
U
If) (O
O
I
•o
on
o -*
a a.
-> ->
CM CM
CM r-
O O
image:
Appendices 27V
E
CD
§>!.
I
- >.
"
i
«) T 0)
§5*
< N r-
O> O> O)
t^- r*^ r^
O> O> O)
O +J
^.2
& S
w EC
z z
z >
z z
=
Z > Z
z >
zz>
z> z
z z
z> z
> z
z z
zz z
z z
*
"a
1-5
o
D-
o
O
CO
CM
0
U
» 1
£ I
m
en u,
< b
Z
2 «* 06
oo
OQ
a:
0
a.
CO
yj
= £
o co
2 o
c to
UI »=
a.
o
I£
1
w
# S
O
Q-
I
a
m
CC
<
0
CO
CC
I
o
o_
QQ CQ
CC CC
oo
o
e
S
I
§
03
O O
D- a.
U
If) (O
O
I
•o
on
o -*
a a.
-> ->
CM CM
CM r-
O O
image:
 272 Appendices
D)
D)
£
V*
i
o
'5
<D
cc
o
6
3
O
ts
'55
&
.
(D
.n
O
to
£
I
O
CO
JS
J3
CC
O
I
a
o
0)
ill
O) O O
I*- 1^ I**
O) O O
o o> o o> o
r** r** r*. r^ r^«
o o> o> o o
z z z z z
I
zzzzzzzzzzz>>z
z > >
z z z
I
§>'§
i£ cc
z z z
z >- z z
o
zzzzzzz>>>>-
z z z
CQ CO CQ
CC CC CC
O O O
.2 o o _.
"S co ** •*
**J ^r T TS
in in in .?
z z z z z
Hi— P- i— h-
n? \*? \*? •-•
a^ ^ ^ ^ ^
P P P P P
in 111 in in in
o o o a o
~ OJ CM CM
image:
272 Appendices
D)
D)
£
V*
i
o
'5
<D
cc
o
6
3
O
ts
'55
&
.
(D
.n
O
to
£
I
O
CO
JS
J3
CC
O
I
a
o
0)
ill
O) O O
I*- 1^ I**
O) O O
o o> o o> o
r** r** r*. r^ r^«
o o> o> o o
z z z z z
I
zzzzzzzzzzz>>z
z > >
z z z
I
§>'§
i£ cc
z z z
z >- z z
o
zzzzzzz>>>>-
z z z
CQ CO CQ
CC CC CC
O O O
.2 o o _.
"S co ** •*
**J ^r T TS
in in in .?
z z z z z
Hi— P- i— h-
n? \*? \*? •-•
a^ ^ ^ ^ ^
P P P P P
in 111 in in in
o o o a o
~ OJ CM CM
image:
 Appendices 273
en
-
v c «
•
•§
338
<S5
O O O O
r-* i^ h* h*
O> O> O) O3
o S
(0 ce
z:
»
3
F <
£
J
UL CC
> >
(U
o
•fi
1
a
II
-s
s
ffl
CQ OQ pQ PQ PQ PPj PPj 0^| P£J £Q PQ
ccccccccoccccccca: cccc
w »
Ji
a IJ
o £
ooooooooo ooo
ooooooooo ooo
0.0.0.0.0.0.0.0. a. 0.0.0.
z z z z
CQ CQ CQ
CC CC CC
T3 2 S L] *?
g O O O CC
0* a. o. a. u
(0
O^flAO^tlOCMON
LOior-inmLOiomin
rommcMCMCMromoj
; ooooaoa>0}a>ooo>o>
CB
w
in w S CQ
O S CO CO LO
co » o o o
o> 5 ^t ^t ^t
I
o
'5.
S
a
"o
a.
n
a.
2
a.
"o
•g "
13 ^
c 11
_i Z
* +
image:
Appendices 273
en
-
v c «
•
•§
338
<S5
O O O O
r-* i^ h* h*
O> O> O) O3
o S
(0 ce
z:
»
3
F <
£
J
UL CC
> >
(U
o
•fi
1
a
II
-s
s
ffl
CQ OQ pQ PQ PQ PPj PPj 0^| P£J £Q PQ
ccccccccoccccccca: cccc
w »
Ji
a IJ
o £
ooooooooo ooo
ooooooooo ooo
0.0.0.0.0.0.0.0. a. 0.0.0.
z z z z
CQ CQ CQ
CC CC CC
T3 2 S L] *?
g O O O CC
0* a. o. a. u
(0
O^flAO^tlOCMON
LOior-inmLOiomin
rommcMCMCMromoj
; ooooaoa>0}a>ooo>o>
CB
w
in w S CQ
O S CO CO LO
co » o o o
o> 5 ^t ^t ^t
I
o
'5.
S
a
"o
a.
n
a.
2
a.
"o
•g "
13 ^
c 11
_i Z
* +
image:
 image:
image:
 Appendices 275
Q
Appendix
Cover Goggle,
No Ventilation
image:
Appendices 275
Q
Appendix
Cover Goggle,
No Ventilation
image:
 276 Appendices
1
w cc
§
I
J2
J2
ID
.ti
u.
I
a
I
O
<D
I
.8
o
<D
01
I
0)
DC
"5
o
o
w
*: 0)
£§?
N f
O) O>
t^ f--
O) 0>
a
1
II
> z
zzzzzzzzzzz>>-
1
.§
2
a"
W
D>
<B
|
,0
o
1
o
X
TJ
i
B.
!•
££
£
To
Ji
l-s
1 o
OS
i
3!
z
o
i
Ul
>
m
oc
1
O
Q.
S
CM
1
0
I
>•
u.
i
z z
££
< <
p p
LU 111
u o
< <
r- CM
O) O>
o o
•<* •*
z
CQ
CC
1
O
CL-
6
z
<A
g CO
O CM
H
111
E
Q.
I
ui
Ul
to
ce
Ul
Ul
z
&
s
^
ra
CO
o
U
5
o
z
Q
t-
g
J
X
z z
CQ
II
CM t-
u> u>
in •«*
i
Ul
CO
0
zzzzzzz>>>>zz
LU
5
z
0
QQ CQ QQ OQ QQ fn CQ fin QQ QQ pn o PQ
ccccccccccccccccccccococc
ooooooooooooo
0.0.0.0.0.0.0.0.0.0.0.0.0.
OOOOOOOCMCMCMCMLncn
ooooooooooooo
image:
276 Appendices
1
w cc
§
I
J2
J2
ID
.ti
u.
I
a
I
O
<D
I
.8
o
<D
01
I
0)
DC
"5
o
o
w
*: 0)
£§?
N f
O) O>
t^ f--
O) 0>
a
1
II
> z
zzzzzzzzzzz>>-
1
.§
2
a"
W
D>
<B
|
,0
o
1
o
X
TJ
i
B.
!•
££
£
To
Ji
l-s
1 o
OS
i
3!
z
o
i
Ul
>
m
oc
1
O
Q.
S
CM
1
0
I
>•
u.
i
z z
££
< <
p p
LU 111
u o
< <
r- CM
O) O>
o o
•<* •*
z
CQ
CC
1
O
CL-
6
z
<A
g CO
O CM
H
111
E
Q.
I
ui
Ul
to
ce
Ul
Ul
z
&
s
^
ra
CO
o
U
5
o
z
Q
t-
g
J
X
z z
CQ
II
CM t-
u> u>
in •«*
i
Ul
CO
0
zzzzzzz>>>>zz
LU
5
z
0
QQ CQ QQ OQ QQ fn CQ fin QQ QQ pn o PQ
ccccccccccccccccccccococc
ooooooooooooo
0.0.0.0.0.0.0.0.0.0.0.0.0.
OOOOOOOCMCMCMCMLncn
ooooooooooooo
image:
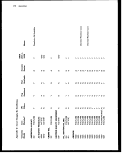 Appendices 277
8
o o) o>
O O O
O *i
S *
2 '»
o «
w ce
z z
z > z
*• '3
ll
I
z z
8)
z >
I
j
_
6."$
£ -g
a v
OS
H
o o
3 o «-
oo
OQ CQ
£E OC
< <
oo
OO
a. a.
oo
** •*
LD LO
SCSI
G)
CM CM
OC OC
< <
oo
OO
o. a.
oo
if> i—
LO LT)
CM CO
O> 00
CM CM
z > z
z z z
m
I
O
a.
a
o
K >
a 2
o
23
O)
&
£
CO
oj
ETY
W
I
Q. D- O
(B
I
(0
O
a
1
£.
<U
O
'5.
2
a.
"o
a
a
2
a
"o
'h S
•5 >
i>
2 y
1 z
? n
o> _
image:
Appendices 277
8
o o) o>
O O O
O *i
S *
2 '»
o «
w ce
z z
z > z
*• '3
ll
I
z z
8)
z >
I
j
_
6."$
£ -g
a v
OS
H
o o
3 o «-
oo
OQ CQ
£E OC
< <
oo
OO
a. a.
oo
** •*
LD LO
SCSI
G)
CM CM
OC OC
< <
oo
OO
o. a.
oo
if> i—
LO LT)
CM CO
O> 00
CM CM
z > z
z z z
m
I
O
a.
a
o
K >
a 2
o
23
O)
&
£
CO
oj
ETY
W
I
Q. D- O
(B
I
(0
O
a
1
£.
<U
O
'5.
2
a.
"o
a
a
2
a
"o
'h S
•5 >
i>
2 y
1 z
? n
o> _
image:
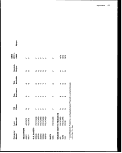 image:
image:
 Appendices 279
R
Appendix
Cup Goggle,
Indirect Ventilation
image:
Appendices 279
R
Appendix
Cup Goggle,
Indirect Ventilation
image:
 280 Appendices
r>
I
& s
«} ce
o
w 's
o si
U. EC
m
cc
2
•s
« g
</>'
i
(D
§.
O
Q.
II
n
O
'5.
S
Q.
"5
a
Q.
p
to
I!
«
CM
S
^
*
image:
280 Appendices
r>
I
& s
«} ce
o
w 's
o si
U. EC
m
cc
2
•s
« g
</>'
i
(D
§.
O
Q.
II
n
O
'5.
S
Q.
"5
a
Q.
p
to
I!
«
CM
S
^
*
image:
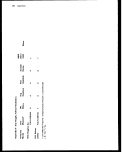 Appendices 281
s
Appendix
Faceshields
Company
Aden
/ American Allsafe
American Optical
Bilson International Inc.
Crews, Inc.
Eastern Safety Equipment Co., Inc.
ERB Safely Equipment
The Fiber-metal Products Co.
Huntsman
Jackson Products Inc.
Morsafe
North
Oberon
Paulson
Pulmosan Protective Equipment
Sellstrom
U.S. Safety
Uvex
Wilson Safety Products
Lens Material
Acetate
Polycarbonate
Acetate
Petg
Polypropionate
Polycarbonate
Polycarbonate
Acetate
Polycarbonate
Acetate
Petg
Polycarbonate
Polypropionate
Polypropionate
Acetate
Polycarbonate
Acetate
Polycarbonate
Polypropionate
Acetate
Polypropionate
Polypropionate
Polycarbonate
Acetate
Polypropionate
Polycarbonate
Polycarbonate
Polypropionate
Acetate
Polycarbonate
Acetate
Polycarbonate
Polycarbonate
Acetate
Polycarbonate
Polypropionate
Acetate
image:
Appendices 281
s
Appendix
Faceshields
Company
Aden
/ American Allsafe
American Optical
Bilson International Inc.
Crews, Inc.
Eastern Safety Equipment Co., Inc.
ERB Safely Equipment
The Fiber-metal Products Co.
Huntsman
Jackson Products Inc.
Morsafe
North
Oberon
Paulson
Pulmosan Protective Equipment
Sellstrom
U.S. Safety
Uvex
Wilson Safety Products
Lens Material
Acetate
Polycarbonate
Acetate
Petg
Polypropionate
Polycarbonate
Polycarbonate
Acetate
Polycarbonate
Acetate
Petg
Polycarbonate
Polypropionate
Polypropionate
Acetate
Polycarbonate
Acetate
Polycarbonate
Polypropionate
Acetate
Polypropionate
Polypropionate
Polycarbonate
Acetate
Polypropionate
Polycarbonate
Polycarbonate
Polypropionate
Acetate
Polycarbonate
Acetate
Polycarbonate
Polycarbonate
Acetate
Polycarbonate
Polypropionate
Acetate
image:
 image:
image:
 Appendices 283
T
Appendix
Laundering Tyvek®
Spunbonded Polyolefin
image:
Appendices 283
T
Appendix
Laundering Tyvek®
Spunbonded Polyolefin
image:
 284 Appendices
LAUNDERABILTIY
Tre nigh wet strength of TWEK*"
spunbonded oiefin permits laundenng
anC dr> deanmg of soiled garments
for --e-use. Experience has shown that
TWEK can be cleaned satisfactorily
wrtri standard laundry equipment.
Recommended procedures and mate-
nals are described below for optimum
results with commercial, home and
coin-operated laundry equipment.
and for dry cleaning. Home laundry
procedures are effective in reducing
industrial (oil) and butcher (grease
and blood) stains, but may not remove
them completely. Commercial pro-
cedures, using caustic and organic
solvents, remove such stains
completely. The appendix lists
materials and some supply sources.
The procedures are intended as a guiae
only and should be evaluated prior to
routine use.
COMMERCIAL LAUNDRY
PROCEDURES
Light to Medium Soils
Industrial OH Stains
Butcher Grease and Blood Stains
Loading Wash Wheel
Many water soluble substances can be removed from TWEK with synthetic
detergents. Cleaning conditions for light to medium soils are listed in
Chart *1 for commercial laundry equipment
The oleophilic nature of TYVEK allows industrial oils to soak into its fibrous
structure. These stains can be removed most efficiently by the proper
non-ionic detergent alkali, organic solvent, and water temperatures as
outlined in the second soil category in Chart *1.
Special cleaning procedures are outlined in a third category for heavily soiled
garments, particularly those with blood, albumin, and animal fat These
garments should be segregated from other types of soils and cleaned
separately. As with any fabric, processes for laundering this type of soil are
more complicated. Heavy bleaching is required for stain removal and to kill
bacteria. A hot sour step is required to remove residual iron stains from
hemoglobin in the blood. TWEK has been stabilized against oxidative
degradation: souring and tinting are required to minimize discoloration of
the antioxidant in the presence of strong alkalis and/or heat in drying.
The commercial operations shown on Chart *1 are listed in a sequence
designed for optimum laundering results. First, select the vertical column
describing the kind of soil to be removed from the garment. Across from each
operation, the chart gives the wash wheel water level in inches, the
temperature in ° F.. the cycle time in minutes, and the wash pH (when
necessary). In addition, the chemicals to be added for the Break and the Suds
operations are given in pounds of reagent per hundred pounds of dry garments.
The wheel should be loaded at a factor of approximately 2.2 pounds/cubic
foot of available space. As shown in the table below, this low loading factor
is not a production penalty since the light weight of TYVEK will permit
cleaning about twice the number of garments per load.
TYPICAL LOAD FOR GARMENTS OF DIFFERENT MATERIALS
(42 x 84" Wheel)
Material
Pounds
Number of Garments
TWEK
Polyester/Cotton
Cotton
150
300
400
600
300
300
image:
284 Appendices
LAUNDERABILTIY
Tre nigh wet strength of TWEK*"
spunbonded oiefin permits laundenng
anC dr> deanmg of soiled garments
for --e-use. Experience has shown that
TWEK can be cleaned satisfactorily
wrtri standard laundry equipment.
Recommended procedures and mate-
nals are described below for optimum
results with commercial, home and
coin-operated laundry equipment.
and for dry cleaning. Home laundry
procedures are effective in reducing
industrial (oil) and butcher (grease
and blood) stains, but may not remove
them completely. Commercial pro-
cedures, using caustic and organic
solvents, remove such stains
completely. The appendix lists
materials and some supply sources.
The procedures are intended as a guiae
only and should be evaluated prior to
routine use.
COMMERCIAL LAUNDRY
PROCEDURES
Light to Medium Soils
Industrial OH Stains
Butcher Grease and Blood Stains
Loading Wash Wheel
Many water soluble substances can be removed from TWEK with synthetic
detergents. Cleaning conditions for light to medium soils are listed in
Chart *1 for commercial laundry equipment
The oleophilic nature of TYVEK allows industrial oils to soak into its fibrous
structure. These stains can be removed most efficiently by the proper
non-ionic detergent alkali, organic solvent, and water temperatures as
outlined in the second soil category in Chart *1.
Special cleaning procedures are outlined in a third category for heavily soiled
garments, particularly those with blood, albumin, and animal fat These
garments should be segregated from other types of soils and cleaned
separately. As with any fabric, processes for laundering this type of soil are
more complicated. Heavy bleaching is required for stain removal and to kill
bacteria. A hot sour step is required to remove residual iron stains from
hemoglobin in the blood. TWEK has been stabilized against oxidative
degradation: souring and tinting are required to minimize discoloration of
the antioxidant in the presence of strong alkalis and/or heat in drying.
The commercial operations shown on Chart *1 are listed in a sequence
designed for optimum laundering results. First, select the vertical column
describing the kind of soil to be removed from the garment. Across from each
operation, the chart gives the wash wheel water level in inches, the
temperature in ° F.. the cycle time in minutes, and the wash pH (when
necessary). In addition, the chemicals to be added for the Break and the Suds
operations are given in pounds of reagent per hundred pounds of dry garments.
The wheel should be loaded at a factor of approximately 2.2 pounds/cubic
foot of available space. As shown in the table below, this low loading factor
is not a production penalty since the light weight of TYVEK will permit
cleaning about twice the number of garments per load.
TYPICAL LOAD FOR GARMENTS OF DIFFERENT MATERIALS
(42 x 84" Wheel)
Material
Pounds
Number of Garments
TWEK
Polyester/Cotton
Cotton
150
300
400
600
300
300
image:
 Appendices 285
Extraction
Drying and Finishing
Static Protection
Discoloration
Printing Inks
Garments of TYVEK® should not be pressure-extracted since this will set in
wrinkles. Excess water can be removed by spinning the wash wheel "dry"
for 3 to 5 minutes.
The simplest method is drip drying on hangers overnight. The best
mechanical means is tumbling at a temperature no higher than 170° F. in a
steam heated or electric dryer. The garments and the dryer should be cooled
down before tumbling is stopped to minimize wrinkles and avoid melts
against hot spots. A vibrating steam box or tunnel will also remove most
wrinkles. A tunnel dryer/finisher may be suitable with the proper temperature
control. Gas-fired dryers may have hot spots which could melt TYVEK when
dry. Substantial water savings can be realized with TYVEK since it absorbs
very little water that must subsequently be removed in the dryer.
CAUTION
TYVEK begins to shrink at about 250° F. and mete around 275 ° F.
Cleaning operations remove the antistatic treatment from most synthetic
materials. If it is necessary to reapply the antistat to TYVEK in order to
meet static protection requirements of the National Fire Protection
Association, the application is usually done in the final rinse.
Strong alkaline cleaning agents may discolor the anti-oxidant in TYVEK
and result in yellow or a pink discoloration of the garment Addition of a
blue-green tint and souring to an acid pH will minimize this reaction and
leave the resulting product white.
Severe laundering at high temperature with caustic non-ionic detergents and
organic solvent may cause partial removal of printing inks and coatings.
Therefore, the cleaning treatment should be tailored to the ink or the coating
used and to the degree of cleanliness required.
HOME AND COIN-OPERATED
LAUNDRY PROCEDURES
Home and coin-operated laundry procedures are described in Chart *2.
Select the column for the soil to be removed. Supplies are listed in the
appendix. Comments on elimination of wrinkles, temperatures and loading
discussed under commercial laundering procedures are applicable to the
smaller home and coin-operated equipment
Avoid use of gas-fired dryers because of possible hot spots which can melt
TYVEK. Always use a dryer with a cool-down cycle on the wash-and-wear
setting (warm). Remove garments immediately and smooth by hand to
reduce wrinkles. Do not fully dry heavy cotton zippers or cuffs — damp
dry instead
image:
Appendices 285
Extraction
Drying and Finishing
Static Protection
Discoloration
Printing Inks
Garments of TYVEK® should not be pressure-extracted since this will set in
wrinkles. Excess water can be removed by spinning the wash wheel "dry"
for 3 to 5 minutes.
The simplest method is drip drying on hangers overnight. The best
mechanical means is tumbling at a temperature no higher than 170° F. in a
steam heated or electric dryer. The garments and the dryer should be cooled
down before tumbling is stopped to minimize wrinkles and avoid melts
against hot spots. A vibrating steam box or tunnel will also remove most
wrinkles. A tunnel dryer/finisher may be suitable with the proper temperature
control. Gas-fired dryers may have hot spots which could melt TYVEK when
dry. Substantial water savings can be realized with TYVEK since it absorbs
very little water that must subsequently be removed in the dryer.
CAUTION
TYVEK begins to shrink at about 250° F. and mete around 275 ° F.
Cleaning operations remove the antistatic treatment from most synthetic
materials. If it is necessary to reapply the antistat to TYVEK in order to
meet static protection requirements of the National Fire Protection
Association, the application is usually done in the final rinse.
Strong alkaline cleaning agents may discolor the anti-oxidant in TYVEK
and result in yellow or a pink discoloration of the garment Addition of a
blue-green tint and souring to an acid pH will minimize this reaction and
leave the resulting product white.
Severe laundering at high temperature with caustic non-ionic detergents and
organic solvent may cause partial removal of printing inks and coatings.
Therefore, the cleaning treatment should be tailored to the ink or the coating
used and to the degree of cleanliness required.
HOME AND COIN-OPERATED
LAUNDRY PROCEDURES
Home and coin-operated laundry procedures are described in Chart *2.
Select the column for the soil to be removed. Supplies are listed in the
appendix. Comments on elimination of wrinkles, temperatures and loading
discussed under commercial laundering procedures are applicable to the
smaller home and coin-operated equipment
Avoid use of gas-fired dryers because of possible hot spots which can melt
TYVEK. Always use a dryer with a cool-down cycle on the wash-and-wear
setting (warm). Remove garments immediately and smooth by hand to
reduce wrinkles. Do not fully dry heavy cotton zippers or cuffs — damp
dry instead
image:
 263 Appendices
DRY CLEANING PROCEDURES
Garments of TYVEK" can be dry cleaned with perchloroethylene solvent.
Cycles should be adjusted to accommodate soil level and maximize unit
efficiency. Removal of water soluble soils is improved by addition of standard
dry cleaning detergents. The best solvent recovery in a dry-to-dry machine is
obtained by underloading garments by weight. For example, a 15 pound
machine should be loaded with 5 to 7 pounds of TYVEK. Since the weight of
a garment of TYVEK is about one fourth that of a conventional garment;
there is no economic penalty.
Comments on temperatures and elimination of wrinkles discussed under
commercial laundering are also applicable to dry cleaning.
For antistatic protection.'antistat must be reapplied as a last nnse from a
separate hold tank. Treatment with a 0.5-0.75 weight percent solution of
Zelec® NK in perc.Moroeth.,.ene wiil enable garments to meet NFPA
requirements. Cleaned garments may be finished on hangers in a vibrating
box or tunnel steaming unit
CAUTION
Solution containing Zelec* NK must not be passed through
carbon or diatomaceous earth fitters, H: is absorbed, resulting in
excessive pressure drop.
image:
263 Appendices
DRY CLEANING PROCEDURES
Garments of TYVEK" can be dry cleaned with perchloroethylene solvent.
Cycles should be adjusted to accommodate soil level and maximize unit
efficiency. Removal of water soluble soils is improved by addition of standard
dry cleaning detergents. The best solvent recovery in a dry-to-dry machine is
obtained by underloading garments by weight. For example, a 15 pound
machine should be loaded with 5 to 7 pounds of TYVEK. Since the weight of
a garment of TYVEK is about one fourth that of a conventional garment;
there is no economic penalty.
Comments on temperatures and elimination of wrinkles discussed under
commercial laundering are also applicable to dry cleaning.
For antistatic protection.'antistat must be reapplied as a last nnse from a
separate hold tank. Treatment with a 0.5-0.75 weight percent solution of
Zelec® NK in perc.Moroeth.,.ene wiil enable garments to meet NFPA
requirements. Cleaned garments may be finished on hangers in a vibrating
box or tunnel steaming unit
CAUTION
Solution containing Zelec* NK must not be passed through
carbon or diatomaceous earth fitters, H: is absorbed, resulting in
excessive pressure drop.
image:
 CHART *1
COMMERCIAL WASH PROCEDURES
GARMENTS OF TYVEK* SPUN BON NED OLEFIN
Appendices 287
Operation'
Finish
Break
Supplies (UH./1 00 Ibs. garment)
NofHonic detergent1
MetasiUcare*
Sodium tn-polynnosDriate3
Caustic*
Solvent1 (Add 3 minutes into weaK )
Raise Temperature
Flush
Suds
Supplies (Lbs./1 00 KB. garments)
NorHomc Oetergent'
Metssi!icate»
Sodium trvoofyphosphate3
Causer4
•Solvent* (Add. 2 minute into suds)
fans*
Rinse
BiKJich*
Rinse
Hnse
Sour Sequence
Tint1 23 mi/gai, water
Adjust pH to 5.0 witn ammonium bi-ftuonde*
Mnso
Rlnss
Antistat Sequence
Tim' 2.3 ml/gai. water
Adjust pH ro 5.0 witfi ammonium tH-fluoride*
Antisrat* (2.0% on wt. of water)
Bngntener" (Optional, add witn antistat)
Typ«of Sofl
Light to Medium Sods
Level Temp. Time
Inches °F Mln. pH
6 140 15 —
1.0*
1.5-
.5*
.5*
10 140 3 —
(optional)
6 140 5 —
(optional) 2 qts.
10 140 3 —
10 140 3 —
10 120 3 — ,
10 100 3 -
3 cold
3 —
1 5.0/
5.5
3 6.5
1 oz.
Industrial 00 Stains
Level Temp. Time
Inches *F Win. pH
6 190 20 12
Z2S'
Z7»
.8"
1.0*
3.4*
8 175- 3 -
190
6 190 10 —
1.2-
1.4-
.4*
1.0-
3.4*
10 175 3 —
10 175 3 —
6 160 5 10.5
2gts.
10 160 3 —
10 160 3 —
10 130 3 —
10 100 3 -
3COM
3 —
1 5.0/
•* 5.5
3 6.5
1 oz.
Butcher Grease
and Blood Stains
Level Temp. Time
Inches *F Mn. pH
10 100 3 —
6 140 5 12
^25-
^7-
.8-
1.0-
3.4»
190 15
8 175- 3 -
190
6 190 10 -
1.2-
1.4-
.4-
1.0*
3.4-
10 175 3 —
10 175 3 —
6 160 10 10.5
Sqts.
10 160 3 —
10 160 3 —
6 160 3 —
160 5-10 5.0
10 130 3 —
10 100 3 —
3 cold
1 OO/
55
3 5,5
1 01.
*Se« appendix for notes and supply sources of products known to DC effective.
image:
CHART *1
COMMERCIAL WASH PROCEDURES
GARMENTS OF TYVEK* SPUN BON NED OLEFIN
Appendices 287
Operation'
Finish
Break
Supplies (UH./1 00 Ibs. garment)
NofHonic detergent1
MetasiUcare*
Sodium tn-polynnosDriate3
Caustic*
Solvent1 (Add 3 minutes into weaK )
Raise Temperature
Flush
Suds
Supplies (Lbs./1 00 KB. garments)
NorHomc Oetergent'
Metssi!icate»
Sodium trvoofyphosphate3
Causer4
•Solvent* (Add. 2 minute into suds)
fans*
Rinse
BiKJich*
Rinse
Hnse
Sour Sequence
Tint1 23 mi/gai, water
Adjust pH to 5.0 witn ammonium bi-ftuonde*
Mnso
Rlnss
Antistat Sequence
Tim' 2.3 ml/gai. water
Adjust pH ro 5.0 witfi ammonium tH-fluoride*
Antisrat* (2.0% on wt. of water)
Bngntener" (Optional, add witn antistat)
Typ«of Sofl
Light to Medium Sods
Level Temp. Time
Inches °F Mln. pH
6 140 15 —
1.0*
1.5-
.5*
.5*
10 140 3 —
(optional)
6 140 5 —
(optional) 2 qts.
10 140 3 —
10 140 3 —
10 120 3 — ,
10 100 3 -
3 cold
3 —
1 5.0/
5.5
3 6.5
1 oz.
Industrial 00 Stains
Level Temp. Time
Inches *F Win. pH
6 190 20 12
Z2S'
Z7»
.8"
1.0*
3.4*
8 175- 3 -
190
6 190 10 —
1.2-
1.4-
.4*
1.0-
3.4*
10 175 3 —
10 175 3 —
6 160 5 10.5
2gts.
10 160 3 —
10 160 3 —
10 130 3 —
10 100 3 -
3COM
3 —
1 5.0/
•* 5.5
3 6.5
1 oz.
Butcher Grease
and Blood Stains
Level Temp. Time
Inches *F Mn. pH
10 100 3 —
6 140 5 12
^25-
^7-
.8-
1.0-
3.4»
190 15
8 175- 3 -
190
6 190 10 -
1.2-
1.4-
.4-
1.0*
3.4-
10 175 3 —
10 175 3 —
6 160 10 10.5
Sqts.
10 160 3 —
10 160 3 —
6 160 3 —
160 5-10 5.0
10 130 3 —
10 100 3 —
3 cold
1 OO/
55
3 5,5
1 01.
*Se« appendix for notes and supply sources of products known to DC effective.
image:
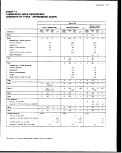 288 Appendices
CHART 2
HOME AND COIN-OPERATED LAUNDRY PROCEDURE
TYVEK" SPUNBONDED OLEFIN
Type of Soil
Light to
Operation" Medium Soil
Rinse — Cold Water
Pre Soak — Warm Water +
Enzyme12 overnight
if possiole
Launder — Wash & Wear Cycle
(Medium agitation, hot
water & warm rinse)
Detergent11 X
Enzyme12
Hypochionte Bleach13 1 cup
Rinse — Warm Water
Tumble Dry — Wash &
Wear Cycle X
Cool Down X
Remove & Hang — Prevent
WrinKles X
Butcher
Grease and
Food Stains Blood Stains
X
1/2 cup
X X
1/2 cup
1 cup 1 cup
(5 min. into Cycle)
X X
X X
X X
X X
"Scf Anfxixja lor notes and supply yxirces of proouas Known to Be effective
image:
288 Appendices
CHART 2
HOME AND COIN-OPERATED LAUNDRY PROCEDURE
TYVEK" SPUNBONDED OLEFIN
Type of Soil
Light to
Operation" Medium Soil
Rinse — Cold Water
Pre Soak — Warm Water +
Enzyme12 overnight
if possiole
Launder — Wash & Wear Cycle
(Medium agitation, hot
water & warm rinse)
Detergent11 X
Enzyme12
Hypochionte Bleach13 1 cup
Rinse — Warm Water
Tumble Dry — Wash &
Wear Cycle X
Cool Down X
Remove & Hang — Prevent
WrinKles X
Butcher
Grease and
Food Stains Blood Stains
X
1/2 cup
X X
1/2 cup
1 cup 1 cup
(5 min. into Cycle)
X X
X X
X X
X X
"Scf Anfxixja lor notes and supply yxirces of proouas Known to Be effective
image:
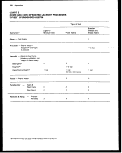 APPENDIX — NOTES AND CHEMICAL SUPPLY SOURCES*
Appendices 289
1. Non-ionic biodegradable
detergents:
for use from 175-190° F.
(industrial oil and butcher, grease
and biood stains)
for use up to 140° F.
(bgrrt to medium soils)
'Tergrtof 15-S-12
"Surfbnic" J-2
"Tergttol" 15-S-9
"Surfbnic" JN-70
"Kyro" EO-B
"Igepal" CO-630
Union Carbide Chemical Co.
Div. of Union Carbide Corp.
270 Park Avenue
New York. NY 10017
Jefferson Chemical Co.
3336 Richmond Avenue
P.O. Box 53300
Houston. Texas 7705Z
Union Carbide Chemical Co.
Jefferson Chemical Co.
Procter & Gamble — Industrial
Soap & Chemical Products Div.
P.O. Box 599
Cincinnati Ohio 45201
General Aniline & Rim Corp.
Chemical Division
140 W. 51st Street
New York. NY 10020
2. Metasflicate
anhydrous sodium metasilicate
— orthosiiicate may be
substituted for metasilicate
and caustic.
3. Sodium tri-polyphospnate
tn-sodium phosphate may be
substituted with increased
re-deposition.
4. Caustic
sodium hydroxide.
5. Organic solvents:
'1LF Solvent"
Industrial Laundry Formulations
10421 Franklin Avenue
Franklin Park. IL60131
"Solvesso" 150
Humble Oil & Refining Co.
P.O. Box2180
Houston, Texas 77052
6. Bleach
Commercial laundry
sodium hypochlorite — 1% solution
imaouotedly there are otner materials tfiac will give satisfactory results.
image:
APPENDIX — NOTES AND CHEMICAL SUPPLY SOURCES*
Appendices 289
1. Non-ionic biodegradable
detergents:
for use from 175-190° F.
(industrial oil and butcher, grease
and biood stains)
for use up to 140° F.
(bgrrt to medium soils)
'Tergrtof 15-S-12
"Surfbnic" J-2
"Tergttol" 15-S-9
"Surfbnic" JN-70
"Kyro" EO-B
"Igepal" CO-630
Union Carbide Chemical Co.
Div. of Union Carbide Corp.
270 Park Avenue
New York. NY 10017
Jefferson Chemical Co.
3336 Richmond Avenue
P.O. Box 53300
Houston. Texas 7705Z
Union Carbide Chemical Co.
Jefferson Chemical Co.
Procter & Gamble — Industrial
Soap & Chemical Products Div.
P.O. Box 599
Cincinnati Ohio 45201
General Aniline & Rim Corp.
Chemical Division
140 W. 51st Street
New York. NY 10020
2. Metasflicate
anhydrous sodium metasilicate
— orthosiiicate may be
substituted for metasilicate
and caustic.
3. Sodium tri-polyphospnate
tn-sodium phosphate may be
substituted with increased
re-deposition.
4. Caustic
sodium hydroxide.
5. Organic solvents:
'1LF Solvent"
Industrial Laundry Formulations
10421 Franklin Avenue
Franklin Park. IL60131
"Solvesso" 150
Humble Oil & Refining Co.
P.O. Box2180
Houston, Texas 77052
6. Bleach
Commercial laundry
sodium hypochlorite — 1% solution
imaouotedly there are otner materials tfiac will give satisfactory results.
image:
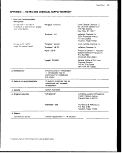 290 Appendices
7. Tint
"Pontamine" Turquoise
8GLS Blue
1 % solution
E.I. du Pont de Nemours & Co.
Organic Chemicals Department
Dyes & Chemicals Division
Wilmington, Delaware 19898
8. Ammonium bi-fluoride or
equivalent
9. Antistat:
Laundering "G-2200"
Dry cleaning (in perchloroethylene) "Zelec" NK
ICI United States
E.I. du Pont de Nemours & Co.
10. Brighteners
"Calcofluor" White BGT-PST
"Uvitex" EBF Cone.
Tinopal" ET
American Cyanamid Co.
Organic Chemicals Division
Dyes & Chemicals Department
Bound Brook. NJ 08805
In-Tracolor Corporation
(Formerly Ciba/Geigy Dyestuffs Div.
Route 208
Fair Lawn. NJ 07410
11. Commercially available
powdered or liquid detergent
— amount per manufacturer's
instructions.
1E. Enzyme
amount per manufacturer's
instructions.
(In soak tank use 2 tablespoons
per gallon.)
"Axion"
"Biz"
13. Bleach
Home and Com — Laundry
hypochlorite (liquid)
"Purex"
-Miracle White"
"dorox"
dry (maybe substituted for light to
medium soil only)
"Snowy"
"Mirade White"
"dorox II"
image:
290 Appendices
7. Tint
"Pontamine" Turquoise
8GLS Blue
1 % solution
E.I. du Pont de Nemours & Co.
Organic Chemicals Department
Dyes & Chemicals Division
Wilmington, Delaware 19898
8. Ammonium bi-fluoride or
equivalent
9. Antistat:
Laundering "G-2200"
Dry cleaning (in perchloroethylene) "Zelec" NK
ICI United States
E.I. du Pont de Nemours & Co.
10. Brighteners
"Calcofluor" White BGT-PST
"Uvitex" EBF Cone.
Tinopal" ET
American Cyanamid Co.
Organic Chemicals Division
Dyes & Chemicals Department
Bound Brook. NJ 08805
In-Tracolor Corporation
(Formerly Ciba/Geigy Dyestuffs Div.
Route 208
Fair Lawn. NJ 07410
11. Commercially available
powdered or liquid detergent
— amount per manufacturer's
instructions.
1E. Enzyme
amount per manufacturer's
instructions.
(In soak tank use 2 tablespoons
per gallon.)
"Axion"
"Biz"
13. Bleach
Home and Com — Laundry
hypochlorite (liquid)
"Purex"
-Miracle White"
"dorox"
dry (maybe substituted for light to
medium soil only)
"Snowy"
"Mirade White"
"dorox II"
image:
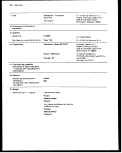 u
Appendix
Appendices 291
Appendix U - From
The Farm Chemicals
Handbook [1]
How to Care for Protective Clothing
Respirators—Discard cartridges, canisters, and filter pads when breathing
becomes difficult, when you notice pesticide odor, or at the time interval
specified by manufacturer. Write the date on the cartridge when it is first
used. Wash the face piece with detergent and area. Never use
alcohol or other solvents for cleaning.
Rubber, Vinyl, or Plastic Boots and Gloves—Wash outside of boots and gloves
with detergent and water before removing them. After you take them off,
wash them inside and out with detergent and water, rinse thoroughly, and
dry in a well-ventilated area.
Chemical-Resistant Clothing, Goggles, and Face Masks—Wash plastic or rubber
clothing and equipment with detergent and water, rinse thoroughly, and dry
in a well-ventilated area.
Fabric Clothing—Discard any fabric clothing that is saturated with a concen-
trated highly toxic pesticide. Remove clothing carefully and immediately
place in a plastic trash bag. Close bag tightly and dispose of it along with
your empty pesticide containers. Wear rubber, vinyl, or plastic gloves when
handling severely contaminated clothing. Launder normally contaminated
clothes at the end of the work
• Wash separately from other clothing.
• Pre-rinse clothing outdoors by spraying or hosing it, or presoak in a tub
or large bucket, or use prewash cycle of an automatic washer, with deter-
gent.
• Wash clothes using hot water, the highest water level, and a regular or
super wash cycle. Use heavy-duty detergents; for emulsifiable concen-
trates or other oil-based formulations, use heavy-duty liquid detergent.
• Wash contaminated garments at least twice, then thoroughly rinse washer
by running through another entire cycle using detergent.
• Line dry to avoid buildup of pesticide residues in the dryer.
image:
u
Appendix
Appendices 291
Appendix U - From
The Farm Chemicals
Handbook [1]
How to Care for Protective Clothing
Respirators—Discard cartridges, canisters, and filter pads when breathing
becomes difficult, when you notice pesticide odor, or at the time interval
specified by manufacturer. Write the date on the cartridge when it is first
used. Wash the face piece with detergent and area. Never use
alcohol or other solvents for cleaning.
Rubber, Vinyl, or Plastic Boots and Gloves—Wash outside of boots and gloves
with detergent and water before removing them. After you take them off,
wash them inside and out with detergent and water, rinse thoroughly, and
dry in a well-ventilated area.
Chemical-Resistant Clothing, Goggles, and Face Masks—Wash plastic or rubber
clothing and equipment with detergent and water, rinse thoroughly, and dry
in a well-ventilated area.
Fabric Clothing—Discard any fabric clothing that is saturated with a concen-
trated highly toxic pesticide. Remove clothing carefully and immediately
place in a plastic trash bag. Close bag tightly and dispose of it along with
your empty pesticide containers. Wear rubber, vinyl, or plastic gloves when
handling severely contaminated clothing. Launder normally contaminated
clothes at the end of the work
• Wash separately from other clothing.
• Pre-rinse clothing outdoors by spraying or hosing it, or presoak in a tub
or large bucket, or use prewash cycle of an automatic washer, with deter-
gent.
• Wash clothes using hot water, the highest water level, and a regular or
super wash cycle. Use heavy-duty detergents; for emulsifiable concen-
trates or other oil-based formulations, use heavy-duty liquid detergent.
• Wash contaminated garments at least twice, then thoroughly rinse washer
by running through another entire cycle using detergent.
• Line dry to avoid buildup of pesticide residues in the dryer.
image:
 292 Appendices
References
^arm Chemicals Handbook, Meister Publishing Co. Willoughby,
OH, 1989.
image:
292 Appendices
References
^arm Chemicals Handbook, Meister Publishing Co. Willoughby,
OH, 1989.
image:
 Appendices 293
V
Appendix
Laundering Guidance
from Agway Corp.1
image:
Appendices 293
V
Appendix
Laundering Guidance
from Agway Corp.1
image:
 294 Appendices
PESTICIDE SAFETY
PROTECTION FROM PESTICIDE EXPOSURE
Protective Clothing and Equipment
Long sleeve shirts, long pants and sturdy footwear are the
minimum acceptable gear when handling or applying pesticides.
Additional protective equipment is required as the toxicity of
products or risk of exposure increase. Full cover oilskins are
essential when operating spray guns, airblast sprayers or where
drift is likely, Operators should possess and maintain for their sole
use adequate personal protective gear.
Clothing
Pesticide residues are picked up on clothing worn during
application and handling. This can cause dermal absorption which
is very dangerous because exposure is not obvious. Contamination
may not be visible or apparent. Assume clothing has been
contaminated and act accordingly.
• Wear fresh clothing daily.
• Always wash clothes after handling pesticides (Durafab or other
lightweight disposable coveralls offer a comfortable option to
protect personal clothing.)
* Do not reuse torn or threadbare clothing.
Washing Contaminated Clothing
• Clothes contaminated with highly toxicconcentrate(undiluted)
pesticide should be disposed of by burial.
• Remove contaminated clothing outdoors, empty pockets and
hang it out to air.
• Use a prerinse cycle (or a hose).
* Wash separately from other clothing.
• Pretreat heavy contaminations.
• Wash only a few garments at a time.
• Use a full water level.
• Use hot water, 140°F or above.
• Use a normal 12 minute wash cycle.
• Use a heavy duty detergent.
• Use 2 full warm water rinses.
• Line dry outdoors in the sun (if feasible).
• Clean washer by running through a complete cycle with hot
water and detergent but no clothing.
Gloves
Never handle pesticides without gloves. Never wear leather gloves;
they absorb pesticides and cannot be decontaminated.
For most applications, plastic or plastic-coated gloves are suitable.
Since parathion, methyl parathion and others can penetrate the
ordinary plastic gloves, rubber or neoprene gloves are needed for
these chemicals. Best protection for the hands is unlined rubber
Gauntlet Gloves. The Gauntlet prevents exposure of the wrist and
Aprons
Aprons are generally used in manufacturing operations. They must
be of rubber or plastic (rubber or neoprene if organophosphates are
involved). For some jobs they give protection where it is most
needed and are more comfortable than oilskins.
Boots
Wear a pair of rubber boots or overshoes when spraying or dusting.
Ordinary leather or cloth-topped shoes quickly become contamin-
ated from drift or from pesticide-laden grass or cover crop, and are
difficult to decontaminate
Goggles
Whenever the manufacturer specifies that goggles are to be worn
(assuming that a full face gas mask is not being worn), there is a risk
of danger to the eyes. Be sure the goggles fit snugly but comfortably,
and are non-fogging.
Hats
Dermal absorption of pesticides is very rapid on the neck, forehead
and scalp. Hats should protect those areas from runoff and drift.
Do not wear hats which can absorb pesticides
Respirators
If there is any possibility that a moderately toxic to an extremely
toxic pesticide may be inhaled, wear an appropriate respirator.
There are two basic types of respirators. These are the chemical
cartridge respirator and the gas mask. Most respirators cover only
the nose and mouth, some also protect the eyes. Most of them have
two cartridges attached to the face-piece. The respirator facepieces
have one-way valves, which allow the inhaled air to pass through
the cartridge, but prevent exhaled moist breath from passing
through the cartridge.
Gas Masks
Gas masks usually cover the entire face. Their face-pieces are made
to hold a canister directly or to connect to the canister with a
flexible hose. The hose-type canister is generally secured to the
back or chest with straps.
Such a gas mask is absolutely necessary when fumigating buildings
or working with aerosol sprays in enclosed areas such as green-
houses. Although not pleasant to wear, it is a life saver for a person
exposed to a lethal concentration of poisonous gas. Pay attenion to
proper adjustments, making certain that the face-piece fits tightly
by holding the hand over the air intake. If the face piece collapses,
the fit is satisfactory. If it does not collapse, adjust the straps until it
does fit. Be sure that the type of canister is the one prescribed for the
gas being used.
After relatively short exposures to certain odors, we lose the ability
to delect these odors. If the gas or vapor which is being used can be
detected by smell when wearing a full face respirator, the mask
must be faulty and the operator should get into the fresh air at once
and check the fit of the respirator. If the fit is faulty, correct it. If the
fit is good, replace the canister.
Use only government approved respirators. Two approved respira-
tors are listed in the pesticide price pages; the Agritox Full Face
0162115 and the Agritox CP AT X-2. Read manufacturer's
directions and follow carefully.
Clean and disinfect respirators daily
1, Make sure valves, filters and cartridges are properly positioned
and sealed.
2. Fit respirator on face with headbands snug enough to insure a
tight but comfortable seal.
.V Test for leakage by placing the hand over the outside exhaust
valve housing. Exhale to cause slight pressure inside face-piece.
If no air escapes, respirator is properly fitted, if air escapes,
readjust headbands and test again.
4. Change filters when breathing becomes difficult—usually twice
a day or more under heavy usage.
image:
294 Appendices
PESTICIDE SAFETY
PROTECTION FROM PESTICIDE EXPOSURE
Protective Clothing and Equipment
Long sleeve shirts, long pants and sturdy footwear are the
minimum acceptable gear when handling or applying pesticides.
Additional protective equipment is required as the toxicity of
products or risk of exposure increase. Full cover oilskins are
essential when operating spray guns, airblast sprayers or where
drift is likely, Operators should possess and maintain for their sole
use adequate personal protective gear.
Clothing
Pesticide residues are picked up on clothing worn during
application and handling. This can cause dermal absorption which
is very dangerous because exposure is not obvious. Contamination
may not be visible or apparent. Assume clothing has been
contaminated and act accordingly.
• Wear fresh clothing daily.
• Always wash clothes after handling pesticides (Durafab or other
lightweight disposable coveralls offer a comfortable option to
protect personal clothing.)
* Do not reuse torn or threadbare clothing.
Washing Contaminated Clothing
• Clothes contaminated with highly toxicconcentrate(undiluted)
pesticide should be disposed of by burial.
• Remove contaminated clothing outdoors, empty pockets and
hang it out to air.
• Use a prerinse cycle (or a hose).
* Wash separately from other clothing.
• Pretreat heavy contaminations.
• Wash only a few garments at a time.
• Use a full water level.
• Use hot water, 140°F or above.
• Use a normal 12 minute wash cycle.
• Use a heavy duty detergent.
• Use 2 full warm water rinses.
• Line dry outdoors in the sun (if feasible).
• Clean washer by running through a complete cycle with hot
water and detergent but no clothing.
Gloves
Never handle pesticides without gloves. Never wear leather gloves;
they absorb pesticides and cannot be decontaminated.
For most applications, plastic or plastic-coated gloves are suitable.
Since parathion, methyl parathion and others can penetrate the
ordinary plastic gloves, rubber or neoprene gloves are needed for
these chemicals. Best protection for the hands is unlined rubber
Gauntlet Gloves. The Gauntlet prevents exposure of the wrist and
Aprons
Aprons are generally used in manufacturing operations. They must
be of rubber or plastic (rubber or neoprene if organophosphates are
involved). For some jobs they give protection where it is most
needed and are more comfortable than oilskins.
Boots
Wear a pair of rubber boots or overshoes when spraying or dusting.
Ordinary leather or cloth-topped shoes quickly become contamin-
ated from drift or from pesticide-laden grass or cover crop, and are
difficult to decontaminate
Goggles
Whenever the manufacturer specifies that goggles are to be worn
(assuming that a full face gas mask is not being worn), there is a risk
of danger to the eyes. Be sure the goggles fit snugly but comfortably,
and are non-fogging.
Hats
Dermal absorption of pesticides is very rapid on the neck, forehead
and scalp. Hats should protect those areas from runoff and drift.
Do not wear hats which can absorb pesticides
Respirators
If there is any possibility that a moderately toxic to an extremely
toxic pesticide may be inhaled, wear an appropriate respirator.
There are two basic types of respirators. These are the chemical
cartridge respirator and the gas mask. Most respirators cover only
the nose and mouth, some also protect the eyes. Most of them have
two cartridges attached to the face-piece. The respirator facepieces
have one-way valves, which allow the inhaled air to pass through
the cartridge, but prevent exhaled moist breath from passing
through the cartridge.
Gas Masks
Gas masks usually cover the entire face. Their face-pieces are made
to hold a canister directly or to connect to the canister with a
flexible hose. The hose-type canister is generally secured to the
back or chest with straps.
Such a gas mask is absolutely necessary when fumigating buildings
or working with aerosol sprays in enclosed areas such as green-
houses. Although not pleasant to wear, it is a life saver for a person
exposed to a lethal concentration of poisonous gas. Pay attenion to
proper adjustments, making certain that the face-piece fits tightly
by holding the hand over the air intake. If the face piece collapses,
the fit is satisfactory. If it does not collapse, adjust the straps until it
does fit. Be sure that the type of canister is the one prescribed for the
gas being used.
After relatively short exposures to certain odors, we lose the ability
to delect these odors. If the gas or vapor which is being used can be
detected by smell when wearing a full face respirator, the mask
must be faulty and the operator should get into the fresh air at once
and check the fit of the respirator. If the fit is faulty, correct it. If the
fit is good, replace the canister.
Use only government approved respirators. Two approved respira-
tors are listed in the pesticide price pages; the Agritox Full Face
0162115 and the Agritox CP AT X-2. Read manufacturer's
directions and follow carefully.
Clean and disinfect respirators daily
1, Make sure valves, filters and cartridges are properly positioned
and sealed.
2. Fit respirator on face with headbands snug enough to insure a
tight but comfortable seal.
.V Test for leakage by placing the hand over the outside exhaust
valve housing. Exhale to cause slight pressure inside face-piece.
If no air escapes, respirator is properly fitted, if air escapes,
readjust headbands and test again.
4. Change filters when breathing becomes difficult—usually twice
a day or more under heavy usage.
image:
 Appendices 295
References
1Agway Crop Protection and Fertility Guide, Agway Inc., Syracuse,
NY, 1989.
image:
Appendices 295
References
1Agway Crop Protection and Fertility Guide, Agway Inc., Syracuse,
NY, 1989.
image:
 image:
image:
 w
Appendices 297
Appendix
Extension Service
Information Pertinent
to Decontamination
Farm bulletins represents information supplied by academic and agricultural
support services. Although the bulletin that follows is from the University of
Massachusetts-Amherst,1 it in turn was reprinted from information from the
University of Nebraska-Lincoln. Thus, it represents information supplied to
farming communities in widely dispersed parts of the United States.
image:
w
Appendices 297
Appendix
Extension Service
Information Pertinent
to Decontamination
Farm bulletins represents information supplied by academic and agricultural
support services. Although the bulletin that follows is from the University of
Massachusetts-Amherst,1 it in turn was reprinted from information from the
University of Nebraska-Lincoln. Thus, it represents information supplied to
farming communities in widely dispersed parts of the United States.
image:
 296 Appendices
Cooperative Extension • University of Massachusetts
Laundering Pesticide
Contaminated Clothing
Clothing Committee
The problem of ho%v to launder pesticide contamin-
ated clothing has puzzled many as pesticide use has
become widespread. What is the best method? What
water temperature should be used? Is there a difference in
detergent performance? Must you be careful about wash-
ing contaminated clothes with other clothing?
Use the pesticide label as a guide for knowing which
chemicals are most toxic. Key words on all pesticide
labels identify the toxicity of the product (Figure I).
AVi Word
70 wm
Examples"
DANGER
POISON
WARNING
CAITION
Highly toxic/
concentrated
Moderately toxic
Slightly toxic
Counter
Disvston
Parathion
Furadan
Dyfonate
Diazmon
Treflan
Chlordane
2.4-D
Sevin
on toxicity level — it depends on the formulation of the
pesticide. For example, 2,4-D amine is easily removed
through laundering because it is soluble in water; 2,4-D
fxter is much more difficult to remove through launder-
ing.
Disposable clothing helps limit contamination of
clothes because the disposable garments add an extra
layer of protection. This is especially important when you
are in direct contact with pesticides, such as when mixing
and loading pesticides for application.
Laundering Recommendations
Wash contaminated clothing separately from the
family wash. Research has shown that pesticide residues
are transferred from contaminated clothing to other
cloth ing when they are laundered together. Know when
pesticides have been used so all clothing can be properly
laundered!
Pre-rinsing contaminated clothing before washing
will help remove pesticide particles from the fabric. Pre-
rinsing can be done by:
"Toxlciiy of the pesticide may vary depending upon the formulated
product. Use (he key word as an indication of the toxicity level.
Clothing contaminated with highly toxic and con-
centrated pesticides must be handled most carefully as
these pesticides are easily absorbed through the skin. If
the clothes have been completely saturated with concen-
trated pesticides, discard them. Clothing contaminated
by moderately toxic pesticides do not warrant such dras-
tic measures. Hazards are less pronounced in handling
clothing exposed to low toxicity pesticides. But...the ease
of pesticide removal through laundering does not depend
2. pre-rinsing with agitation in an automatic
washing machine;
3. spraying/hosing garment(s) outdoors.
Pre-rinsing is especially effective in dislodging the
particles from clothing when a wettable powder pesticide
formulation has been used.
Clothing worn while using slightly toxic pesticides
may be effectively laundered in one machine washing. It
is strongly recommended that multiple washings be used
on clothing contaminated with concentrated pesticides to
draw out excess residues. Always wear rubber gloves
when handling highly contaminated clothing to prevent
pesticide absorption into the body.
image:
296 Appendices
Cooperative Extension • University of Massachusetts
Laundering Pesticide
Contaminated Clothing
Clothing Committee
The problem of ho%v to launder pesticide contamin-
ated clothing has puzzled many as pesticide use has
become widespread. What is the best method? What
water temperature should be used? Is there a difference in
detergent performance? Must you be careful about wash-
ing contaminated clothes with other clothing?
Use the pesticide label as a guide for knowing which
chemicals are most toxic. Key words on all pesticide
labels identify the toxicity of the product (Figure I).
AVi Word
70 wm
Examples"
DANGER
POISON
WARNING
CAITION
Highly toxic/
concentrated
Moderately toxic
Slightly toxic
Counter
Disvston
Parathion
Furadan
Dyfonate
Diazmon
Treflan
Chlordane
2.4-D
Sevin
on toxicity level — it depends on the formulation of the
pesticide. For example, 2,4-D amine is easily removed
through laundering because it is soluble in water; 2,4-D
fxter is much more difficult to remove through launder-
ing.
Disposable clothing helps limit contamination of
clothes because the disposable garments add an extra
layer of protection. This is especially important when you
are in direct contact with pesticides, such as when mixing
and loading pesticides for application.
Laundering Recommendations
Wash contaminated clothing separately from the
family wash. Research has shown that pesticide residues
are transferred from contaminated clothing to other
cloth ing when they are laundered together. Know when
pesticides have been used so all clothing can be properly
laundered!
Pre-rinsing contaminated clothing before washing
will help remove pesticide particles from the fabric. Pre-
rinsing can be done by:
"Toxlciiy of the pesticide may vary depending upon the formulated
product. Use (he key word as an indication of the toxicity level.
Clothing contaminated with highly toxic and con-
centrated pesticides must be handled most carefully as
these pesticides are easily absorbed through the skin. If
the clothes have been completely saturated with concen-
trated pesticides, discard them. Clothing contaminated
by moderately toxic pesticides do not warrant such dras-
tic measures. Hazards are less pronounced in handling
clothing exposed to low toxicity pesticides. But...the ease
of pesticide removal through laundering does not depend
2. pre-rinsing with agitation in an automatic
washing machine;
3. spraying/hosing garment(s) outdoors.
Pre-rinsing is especially effective in dislodging the
particles from clothing when a wettable powder pesticide
formulation has been used.
Clothing worn while using slightly toxic pesticides
may be effectively laundered in one machine washing. It
is strongly recommended that multiple washings be used
on clothing contaminated with concentrated pesticides to
draw out excess residues. Always wear rubber gloves
when handling highly contaminated clothing to prevent
pesticide absorption into the body.
image:
 Appendices 299
\Vashmg in hot water removes more pesticide from
the clothing than washing in other water temperatures.
Remember...the hotter, the better. Avoid cold water
uashing! Although cold water washing might save en-
ergy, cold water temperatures are relatively ineffective in
removing pesticides from clothing.
Laundry detergents, whether phosphate, carbonate.
or heavy duty liquids, are similarly effective in removing
pesticides from fabric. However, research has shown that
heavy duty liquid detergents are more effective than other
detergents in removing emulsifiable concentrate pesticide
formulations. Emulsifiable concentrate formulations are
oil-based and heavy duty liquid detergents are known for
oil-removing ability.
Laundry additives, such as bleach or ammonia, do
not contribute to removing pesticide residues. Either of
these additives may be used, if desired, but caution must
be used. Bleach should never be added to or mixed with
ammonia, because they react together to form a fatal
chlorine gas. Be careful — don't mix ammonia and bleach!
If several garments have become contaminated,
wash only one or two garments in a single load. Wash
garments contaminated by the same pesticide(s) together.
Launder, using a full water level to allow the water to
thoroughly flush the fabric.
During seasons when pesticides are being used daily.
clothing exposed to pesticides should be laundered daily.
This is especially true with highly toxic or concentrated
pesticides. It is much easier to remove pesticides from
clothing by daily laundering than attempting to remove
residues that have accumulated over a period of time.
Pesticide carry-over to subsequent laundry loads is
possible because the washing machine is likely to retain
residues which are then released in following laundry
loads. It is important to rinse the washing machine with
an "empty load," using hot water and the same detergent,
machine settings and cycles used for laundering the con-
taminated clothing.
Line drying is recommended for these items. Al-
though heat from an automatic dryer might create addi-
tional chemical breakdown of pesticide residues, many
pesticides break down when exposed to sunlight. This
also eliminates the possibility of residues collecting in the
drver.
When Laundering Pesticide Contaminated
Clothing...REMEMBER
• READ the pesticide LABEL for information.
• DISPOSABLE PESTICIDE CLOTHING provides
extra protection.
• PRE-RIN'SE clothing by:
* presoaking in a suitable container;
* agitating in an automatic washing machine;
* spraying/hosing the garment(s) outdoors.
• WASHING machine settings; Hot water tempera-
ture (140"F/60°C), Full water level,
Normal (12 minutes) wash cycle.
• RE-WASH the contaminated clothing two or
three times, if necessary.
• Wash A FEW contaminated garments at a
time, using lots of water.
• Wash SEPARATEL Y from FAMIL Y laundry.
DISCARD clothing if thoroughly saturated.
• LA UNDER CLOTHING DAIL Y when applying
pesticide daily.
• RINSE MACHINE thoroughly after laundering
contaminated clothing.
• / I\'E DR Y to avoid contaminating the
automatic dryer.
• BE A WARE of when pesticides are being used
MI that clothing can be appropriately laundered.
Distributed by: Textile Clothing Committee, Massachusetts Cooperative Extension.
Issued by Cooperative Extension, E. Bruce MacDougall, Dean, in furtherance of the Acts of May 8 and June 30,1914; University of Massachusetts.
United States Department of Agriculture and Massachusetts counties cooperating. Cooperative Extension offers equal opportunity in programs and
employment. H.E-46:4/37-M
image:
Appendices 299
\Vashmg in hot water removes more pesticide from
the clothing than washing in other water temperatures.
Remember...the hotter, the better. Avoid cold water
uashing! Although cold water washing might save en-
ergy, cold water temperatures are relatively ineffective in
removing pesticides from clothing.
Laundry detergents, whether phosphate, carbonate.
or heavy duty liquids, are similarly effective in removing
pesticides from fabric. However, research has shown that
heavy duty liquid detergents are more effective than other
detergents in removing emulsifiable concentrate pesticide
formulations. Emulsifiable concentrate formulations are
oil-based and heavy duty liquid detergents are known for
oil-removing ability.
Laundry additives, such as bleach or ammonia, do
not contribute to removing pesticide residues. Either of
these additives may be used, if desired, but caution must
be used. Bleach should never be added to or mixed with
ammonia, because they react together to form a fatal
chlorine gas. Be careful — don't mix ammonia and bleach!
If several garments have become contaminated,
wash only one or two garments in a single load. Wash
garments contaminated by the same pesticide(s) together.
Launder, using a full water level to allow the water to
thoroughly flush the fabric.
During seasons when pesticides are being used daily.
clothing exposed to pesticides should be laundered daily.
This is especially true with highly toxic or concentrated
pesticides. It is much easier to remove pesticides from
clothing by daily laundering than attempting to remove
residues that have accumulated over a period of time.
Pesticide carry-over to subsequent laundry loads is
possible because the washing machine is likely to retain
residues which are then released in following laundry
loads. It is important to rinse the washing machine with
an "empty load," using hot water and the same detergent,
machine settings and cycles used for laundering the con-
taminated clothing.
Line drying is recommended for these items. Al-
though heat from an automatic dryer might create addi-
tional chemical breakdown of pesticide residues, many
pesticides break down when exposed to sunlight. This
also eliminates the possibility of residues collecting in the
drver.
When Laundering Pesticide Contaminated
Clothing...REMEMBER
• READ the pesticide LABEL for information.
• DISPOSABLE PESTICIDE CLOTHING provides
extra protection.
• PRE-RIN'SE clothing by:
* presoaking in a suitable container;
* agitating in an automatic washing machine;
* spraying/hosing the garment(s) outdoors.
• WASHING machine settings; Hot water tempera-
ture (140"F/60°C), Full water level,
Normal (12 minutes) wash cycle.
• RE-WASH the contaminated clothing two or
three times, if necessary.
• Wash A FEW contaminated garments at a
time, using lots of water.
• Wash SEPARATEL Y from FAMIL Y laundry.
DISCARD clothing if thoroughly saturated.
• LA UNDER CLOTHING DAIL Y when applying
pesticide daily.
• RINSE MACHINE thoroughly after laundering
contaminated clothing.
• / I\'E DR Y to avoid contaminating the
automatic dryer.
• BE A WARE of when pesticides are being used
MI that clothing can be appropriately laundered.
Distributed by: Textile Clothing Committee, Massachusetts Cooperative Extension.
Issued by Cooperative Extension, E. Bruce MacDougall, Dean, in furtherance of the Acts of May 8 and June 30,1914; University of Massachusetts.
United States Department of Agriculture and Massachusetts counties cooperating. Cooperative Extension offers equal opportunity in programs and
employment. H.E-46:4/37-M
image:
 300 Appendices
References
1 Laundering Pesticide Contaminated Clothing, Bulletin L 496, Coopera-
tive Extension, University of Massachusetts, Amherst, MA, 1987.
image:
300 Appendices
References
1 Laundering Pesticide Contaminated Clothing, Bulletin L 496, Coopera-
tive Extension, University of Massachusetts, Amherst, MA, 1987.
image:
 Appendices 301
TECHNICAL REPORT DATA
(Please read Instructions on the reverse before completing)
1. REPORT NO.
3. RECIPIENT'S ACCESSION NO.
4. TITLE AND SUBTITLE
GUIDANCE MANUAL FOR SELECTING PROTECTIVE CLOTHING
FOR AGRICULTURAL PESTICIDES OPERATIONS
B. REPORT DATE
September 1990
6. PERFORMING ORGANIZATION CODE
7. AUTHOR(S)
A. Schwope, C. Coffman, R. Goydan, W.T. Lawrence,
S. McDonald, and K. Taylor
8. PERFORMING ORGANIZATION REPORT NO.
9. PERFORMING ORGANIZATION NAME AND ADDRESS
Arthur D. Little, Inc.
Acorn Park
Cambridge, Massachusetts
02140-2390
10. PROGRAM ELEMENT NO.
ADL-64320-21
11. CONTRACT/GRANT NO.
WA 0-20
12. SPONSORING AGENCY NAME AND ADDRESS ,
Risk Reduction Engineering Laboratory
Office of Research and Development
U.S. Environmental Protection Agency
Cincinnati, Ohio 45268
13. TYPE OF REPORT AND "ERIOD COVEREC
Final Pjt Report 10/89 - 9/90
14. SPONSORING AGENCY CODE
15. SUPPLEMENTARY NOTES
6. ABSTRACT
The Federal Insecticide, Fungicide, and Rodenticide Act (FIFRA) and its amendments
provide for the protection of the health and safety of farmers and farm workers
who may be exposed to pesticides. Reduced contact with the active ingredients and
other components of pesticides is particularly important for people-who mix, load,
and apply pesticides. Personal protective equipment is one means by which contact
with potentially harmful pesticides can be minimized.
The Guidance Manual summarized here consolidates and extends literature information
on the barrier effectiveness of protective materials to pesticides, the effect of
personal protection equipment (PPE) on the productivity of pesticide handlers,
heat stress associated with the use of PPE, and methods for decontamination of PPE.
The Guidance Manual contains extensive appendices describing commercially available
products.
7.
KEY WORDS AND DOCUMENT ANALYSIS
DESCRIPTORS
b.lDENTIFIERS/OPEN ENDED TERMS
c. COSATI Field/Group
Personal protective equipment, pesticides,"
agricultural operations, permeation,
penetration, eye protection, face protec-
tion, gloves, arm protection, hand
protection, decontamination, laundering,
body protection, heat stress, protective
clothing
8. DISTRIBUTION STATEMENT
19. SECURITY CLASS (This Report)
21. NO. OF PAGES
2O. SECURITY CLASS (Thispage)
22. PRICE
EPA Form 2220-1 (R*v. 4-77) PREVIOUS COITION is OBSOLETE
•fir U.S. GOVERNMENT PRINTING OFFICE: 1994 —5 15 -003 /01055
image:
Appendices 301
TECHNICAL REPORT DATA
(Please read Instructions on the reverse before completing)
1. REPORT NO.
3. RECIPIENT'S ACCESSION NO.
4. TITLE AND SUBTITLE
GUIDANCE MANUAL FOR SELECTING PROTECTIVE CLOTHING
FOR AGRICULTURAL PESTICIDES OPERATIONS
B. REPORT DATE
September 1990
6. PERFORMING ORGANIZATION CODE
7. AUTHOR(S)
A. Schwope, C. Coffman, R. Goydan, W.T. Lawrence,
S. McDonald, and K. Taylor
8. PERFORMING ORGANIZATION REPORT NO.
9. PERFORMING ORGANIZATION NAME AND ADDRESS
Arthur D. Little, Inc.
Acorn Park
Cambridge, Massachusetts
02140-2390
10. PROGRAM ELEMENT NO.
ADL-64320-21
11. CONTRACT/GRANT NO.
WA 0-20
12. SPONSORING AGENCY NAME AND ADDRESS ,
Risk Reduction Engineering Laboratory
Office of Research and Development
U.S. Environmental Protection Agency
Cincinnati, Ohio 45268
13. TYPE OF REPORT AND "ERIOD COVEREC
Final Pjt Report 10/89 - 9/90
14. SPONSORING AGENCY CODE
15. SUPPLEMENTARY NOTES
6. ABSTRACT
The Federal Insecticide, Fungicide, and Rodenticide Act (FIFRA) and its amendments
provide for the protection of the health and safety of farmers and farm workers
who may be exposed to pesticides. Reduced contact with the active ingredients and
other components of pesticides is particularly important for people-who mix, load,
and apply pesticides. Personal protective equipment is one means by which contact
with potentially harmful pesticides can be minimized.
The Guidance Manual summarized here consolidates and extends literature information
on the barrier effectiveness of protective materials to pesticides, the effect of
personal protection equipment (PPE) on the productivity of pesticide handlers,
heat stress associated with the use of PPE, and methods for decontamination of PPE.
The Guidance Manual contains extensive appendices describing commercially available
products.
7.
KEY WORDS AND DOCUMENT ANALYSIS
DESCRIPTORS
b.lDENTIFIERS/OPEN ENDED TERMS
c. COSATI Field/Group
Personal protective equipment, pesticides,"
agricultural operations, permeation,
penetration, eye protection, face protec-
tion, gloves, arm protection, hand
protection, decontamination, laundering,
body protection, heat stress, protective
clothing
8. DISTRIBUTION STATEMENT
19. SECURITY CLASS (This Report)
21. NO. OF PAGES
2O. SECURITY CLASS (Thispage)
22. PRICE
EPA Form 2220-1 (R*v. 4-77) PREVIOUS COITION is OBSOLETE
•fir U.S. GOVERNMENT PRINTING OFFICE: 1994 —5 15 -003 /01055
image:
 image:
image: